Патенты с меткой «стыков»
Устройство для автоматической сварки неповоротных стыков труб

Номер патента: 1308442
Опубликовано: 07.05.1987
МПК: B23K 9/10
Метки: автоматической, неповоротных, сварки, стыков, труб
...и размещен на сварочной головке. Приводы 7 и 8 размещены на мехазмах 19 и 20 перемещения головки по взаимно перпендикулярным осям Х и У, цлацшайба 21 головки охватывает свариваемые трубы 22. Устройство работает слелукнцим образом.Производят сборку рзз ьем ной план- шайбы 21 установку ее над стыком свариваемых труб 22 установочными еремецениями головки по осям Х и У с возможно меньсиим эксцентриситетом, после чего врацением плацшайбы устанавливают электрод в исходную точку 1, зажигают лугу и вращают планшайбу с заданной скоростшо (по часовой стрелке согласно фиг. 2, если смотреть на планшайбу сверху) сварки.В процессе сварки электрол последовательно занимает положения, в каждом из которых датчиком О углового положения планшайбы...
Устройство для сборки и формирования обратной стороны кольцевых стыков

Номер патента: 1310154
Опубликовано: 15.05.1987
Автор: Минухин
МПК: B23K 31/06, B23K 37/06
Метки: кольцевых, обратной, сборки, стороны, стыков, формирования
...с механизмами раэжима-гидродомкратами 3, Концы формирующих элементов 2 взаимодействуют между собой по плоскостям скольжения 4, На этих же концах выполнены также скосы 5, параллельные указанным плоскостям.На каркасе 1 неподвижно закреплены прижимные планки 6, рабочие поверхности которых обращенные к формирующим элементам 2, пареллельны скосам 5. В прижимных планках 6 и на концах формирующих элементов 2 выполнены взаимно перпендикулярные пазы 7 и 8, в которых размещаются направляющие штыри 9, соединяющие подкладное кольцо с каркасом. На формирующих элементах закреплены сменные подкладки 10 с формообразующими канавками 11.Устройство работает следующимобразом.Перед началом работы устройствов сжатом положении вводится в предварительно...
Устройство для сварки неповоротных стыков труб

Номер патента: 1320039
Опубликовано: 30.06.1987
Авторы: Борисов, Кулик, Львов, Рачков, Уракова
МПК: B23K 31/06, B23K 37/02
Метки: неповоротных, сварки, стыков, труб
...от оси горелки 4 в сторону планшайбы 1 на расстояние, равное О,5 Р -Ээ, где 0 с - диаметр сопла горелки, 0 - диаметр электрода. Смещение электрода от оси горел.и к плоскости планшайбы позволяет уменьшить установочную базу головки, т.е, расстояние от оси электрода до задней стенки корпуса головки, что цает возможность устанавливать ее на трубопроводы, имеющие малые прямолинейные участки (установка в районе угольников, тройников, крестовин, узлов автоматики и т,п.).При этом смещение электрода на расстояние, равное 0,50 -0 , позволяет максимально возможно уменьшить установочную базу головки без нарушениякачества защиты шва от окисления,Смещение электрода на расстояние, превышающее предложенное значение, вызывает ухудшение качества защиты...
Устройство для сварки неповоротных стыков труб

Номер патента: 1275852
Опубликовано: 30.06.1987
МПК: B23K 31/06, B23K 37/02
Метки: неповоротных, сварки, стыков, труб
...для фиксации каретки 1 наленте 18, Для этого перемещают каждый винт 4 по пазу 31 на угол, соответствующий диаметру свариваемой трубы. При повороте винта. поворачивается втулка 3 с осью 6, платой 7, аследовательно, и роликами блоков 8 и9. После поворота блоков роликов положение их фиксируется поджимом втулки 3 к корпусу 2 каретки 1 с помощьювинта 4. Далее устанавливают каретку1 на ленту 18. Для этого рукоятки 15и 16 перемещают вверх по пазу 17.Серьга 14 перемещается вверх, тянет за собой плечо рычага 12, которыйповорачивается на оси 13 и перемещает второе плечо в пазу корпуса 2.Вилка. 11 перемещающегося плеча рычага 12 перемещает плату 7 с роликамиблоков 8 и 9 и осью 6 по шпонке 5.При этом пружина 10 сжимается. Каретку 1 устанавливают на...
Устройство для сварки неповоротных стыков труб

Номер патента: 1275853
Опубликовано: 30.06.1987
Автор: Рябцев
МПК: B23K 31/06, B23K 37/02
Метки: неповоротных, сварки, стыков, труб
...надежный контакт направляюших 15 с роликами 5. При установке каретки на пояс следят за тем, чтобы ползуны 20 касались роликов 4. Затем вращают маховик 14, который, перемещаясь по винту 12, освобождает пружину 13. Последняя разворачивает секции 7 и 9 относительно секции 8 в шарнирах 1 О, Маховик 14 вращают до тех пор, пока приводные колеса 11 не входят в контакт с трубой. Пружина 13 обеспечивает надежный поджим колес 11 к трубе и создает Фрикционное сцепление между ними. Включают привод (не показан) и перемещают каретку 6 по трубе.При перемещении каретки 6 направляющие 15 взаимодействуют с роликами 5 и заставляют их вращаться вокруг осей 3, Направляющие 15 всегда находятся в контакте с тремя роликами 5, поскольку их длина...
Устройство для стабилизации сквозного проплавления неповоротных стыков труб

Номер патента: 1323282
Опубликовано: 15.07.1987
Авторы: Абрамов, Игумнов, Кандауров, Пахаренко, Черныш
МПК: B23K 9/10
Метки: неповоротных, проплавления, сквозного, стабилизации, стыков, труб
...давление газа внутри свариваемых трубСварку начинают с воз 82буждения "дежурной" дуги, После отсчета заданной длительности паузы включается импульс сварочного тока,Давление внутри труб измеряется датчиком 15, на выходе которого вырабатывается напряжение П (фиг.2), пропорциональное давлению, При достижении величины давления, достаточной для подъема уровня расплава, напряжение на выходе датчика 15 устанавливается равным 1, . Это .напряжение достаточно для переключения имеющего гистерезис В триггера Шмитта 16 иэ "0" в "1". При этом включается реле 17 времени, начинающее отсчет промежутка времени йсопвй измерения напряжения на дуге, В течение времени с блок 17 выдает сигнал разрешения работы амплитудного модулятора 4, что обеспечивает...
Устройство для сборки под сварку кольцевых стыков цилиндрических обечаек

Номер патента: 1323310
Опубликовано: 15.07.1987
Авторы: Авдеев, Герасимов, Цепанов
МПК: B23K 37/04
Метки: кольцевых, обечаек, сборки, сварку, стыков, цилиндрических
...траверсы 13установлен упор 17. Для совмещениястыков в осевом направлении служит 40упор 18, связанный через штангу 19с силовым цилиндром 20. Источникомдавления для силовых цилиндров устройства служит станция 21.45Устройство. работает следующим образом.Первая обечайка устанавливается на роликоопоры 22, рядом устанавливается вторая обечайка, которую необ ходимо пристыковать к первой. Скобу с помощью гидроцилиндров 11 через планки 6 и рычаги 7 поднимают таким образом, чтобы верхняя балка 3 скобы вошла внутрь обечайки. 55Тележку 1 перемещают до тех пор, пока упор 17 не окажется над кромкой первой обечайки. С помощью упора 17 и траверсы 13 силового цилиндра 14 захватывает первую об"ечайку и упором 18с помощью силового цилиндра 20 сдвигают...
Устройство для сварки неповоротных стыков труб

Номер патента: 1328120
Опубликовано: 07.08.1987
МПК: B23K 31/06, B23K 37/02
Метки: неповоротных, сварки, стыков, труб
...таким образом, чтобы посадочные места 4, опирающиеся на трубу 5, были параллельны горизонтальному диаметру стыка, при помощи регулировочных винтов 8 перемещают зажимы 9, выставляя требуемый эксцентриситет е. После этого устанавливают на вставке 3 корпус 1 сварочной головки так, чтобы приливы 6 не мешали сварке (т.е. по другую сторону от планшайбы со сварочной горелкой 2), а механизм привода планшайбы располагался бы в наименее стесненной стороне (из условий свариваемой конструкции). При этом шпильки 10 вставки 3 проходят через отверстия корпуса 1 и на резьбовые концы пальцев навертываются гайки 12, После закрепления устройства на трубе 5 окончательно зажимают трубу путем затягивания регулировочных винтов 8 и производят сварку.Для...
Способ замоноличивания стыков сборных железобетонных элементов в гидротехнических сооружениях

Номер патента: 1330243
Опубликовано: 15.08.1987
МПК: E02B 3/16
Метки: гидротехнических, железобетонных, замоноличивания, сборных, сооружениях, стыков, элементов
...относится к строительству и может быть использовано для замоноличивания стыков между сборными железобетонными элементами в гидротехнических сооружениях.Цель изобретения - упрогцение технологии производства работ и снижение стоимости работ путем создания условий твердения цемента в смеси без снижения прочности цементного камня от избыточного содержания воды в летнее время и без льдообразования в зимний период,Способ осуществляется в следующей последовательности.После установки железобетонных панелей гидротехнического сооружения стык заполняют сухой цементно-песчаной смесью с последующим уплотнением ее вибраторами, приставленными к опалубке стыков. Твердение цемента осуществляется путем отбора контактной влаги из грунта основания...
Устройство для герметизации стыков

Номер патента: 1330281
Опубликовано: 15.08.1987
Авторы: Земан, Клупшас, Синица
МПК: E04F 21/06
Метки: герметизации, стыков
...двумя усеченнымиконусами, сопряженными между собойменьшими основаниями а также опорным элементом 13, выполненным в видекатка, шарнирно прикрепленного на оси З 514 к насадке 8, К наружной сторонефиксатора 10 жестко прикреплен дополнительный гибкий элемент 15, расположенный внутри конусов 11 и 12,40Устройство работает следующим образом,Емкость 1 заполняется консистентной массой 2, и нажатием пусковойкнопки (не указано) включается привод 4. Шнек 3 вращается и подает мас 45су 2 в наконечник 5, из которого поступает в герметичную эластичную оболочку 6, внутри которой расположеныпружины 9. Последние работают какгибкий пустотелый шнек и перемещаютмассу 2 к корпусу 7. При этом пружины 9 приводят во вращение фиксатор10, одновременно с которым...
Опалубка для замоноличивания вертикальных стыков стеновых панелей

Номер патента: 1330283
Опубликовано: 15.08.1987
Авторы: Гольдвассер, Конюхов, Тарасов
МПК: E04G 15/00
Метки: вертикальных, замоноличивания, опалубка, панелей, стеновых, стыков
...вертикального стыка рмежду панелями 2 и 3. Средства прижима опалубочного щита 1 представляютсобой П-образную скобу 4, к которойпри помощи ушка 5 крепится шток 6,упирающийся в панель 3 роликом 7, который прикреплен к штоку вилкой 8,Шток имеет пружину 9, при помощи которой регулируется поджатие скобы 4к панели 3,В полости плеча 10 скобы 4 размещена с возможностью продольного перемещения штанга 11, к которой крепится эксцентрик 12 с рукояткой 13. Фиксация штанги 11 в плече 10 осуществляется винтом 14.К наружной стороне панели 3 П-образная скоба прижимается упором 15,шарнирно установленным на плече 16скобы 4.Опалубка работает следующим образом.В оконный проем заводится скоба 4.Для этого упор 15 выдвигают настолько, чтобы...
Способ герметизации стыков строительных элементов

Номер патента: 1331974
Опубликовано: 23.08.1987
Авторы: Бельский, Плавник, Хилько, Чичкан
МПК: E04B 1/68
Метки: герметизации, строительных, стыков, элементов
...раствора выбираетсяв зависимости от плотности бетона,из которого изготовлены стыкуемыеэлементы, Так, для особо плотногобетона используют раствор кремнийорганической жидкости концентрации3-5%, для плотного бетона 5-77, адля бетона низкой плотности используют раствор концентрации 7-107.Использование раствора кремнийорганической жидкости концентрации менее 3% является нецелесообразным,так как при этом степень герметичности стыка повышается незначительно.Повышение концентрации выше 107также нецелесообразно, так как приводит к перерасходу кремнийорганической жидкости,40 П р и м е р 1. На торцовые участки стыкуемых стеновых панелей наносят распылением или кистью раствор кремнийорганической жидкости ГКЖв45 органическом растворителе. В...
Устройство для заделки стыков сборных железобетонных конструкций

Номер патента: 1333772
Опубликовано: 30.08.1987
Авторы: Арсеньев, Бронштейн, Иваха, Кованда, Михлин, Ревзюк, Серухин, Синьковский, Шарков
МПК: E21D 1/08
Метки: железобетонных, заделки, конструкций, сборных, стыков
...для заделки стыков сборных железобетонных конструкций включает бетонолитную трубу 1, к ко,торой с двух диаметрально противо",положных сторон жестко присоединены две трубы для подачи полимерной композиции 2, непосредственно под которыми расположены два резиновых фартука 3, установленные наклонно и имеющие.в нижней части профиль и размеры, совпадающие с профилем и размерами торцов стыкуемых сборных железобетонных элементов 4, примыкающие к торцам элементов 4 с возможностью скольжения по ним при вертикальном перемещении бетонолитной трубы, С двух сторон пространство между стыкуемыми сборными железобетонными элементами 4 закрывают полосами рулонного материала 5.Устройство. работает следующим образом.1 с фартуками 3 одновременно...
Устройство для подогрева стыков труб перед сваркой

Номер патента: 1334398
Опубликовано: 30.08.1987
Автор: Булахов
МПК: B23K 31/06, H05B 3/06
Метки: подогрева, сваркой, стыков, труб
...элементы 1 при помощи электрических проводов соединены со сварочным источником 4 питания, а полости тугоплавкихэлементов сообщены при помощи шлангов 5 с компрессором 6Элементы 1 посредством держателей7 иэ нержавеющей стали закрепленына внутренних стенках кожуха 8, который выполнен из двух частей, охватывающих свариваемые стыки труб 3и соединенных между собой шарниром 9.Короб на свариваемьгх трубах соединяется быстроразьемным замком 10.Трубчатые тугоплавкие нагревательныеэлементы 1 также разделены на двечасти, каждая из которых снабженадержателями токоподводов 11, которые 40соединены между собой гибким токоподводом 12, и воздуховодами 13 длястыковки со шлангами 5, Кожух имеетдве стенки: внутреннюю и наружную14 - между...
Способ испытаний на герметичность стыков трубопроводов

Номер патента: 1335824
Опубликовано: 07.09.1987
МПК: G01M 3/04
Метки: герметичность, испытаний, стыков, трубопроводов
...к испытаниям на герметичность трубопроводов.Цель изобретения - снижение трудоемкости и исключение повреждений трубопроводов путем уменьшения влияния неблагоприятных факторов рельефа местности и свойств грунта.На чертеже показана схема реализации способа.Способ испытаний на герметичность стыков трубопроводов осуществляют следующим образом.На торце трубопровода 1 устанавливают заглушку 2, а внутри трубопровода 1 на расстоянии 1. от заглушки 2 закрепляют якорь 3, например, разжимая башмаки 4. Заглушку 2 и якорь 3 соединяют тягой 5, С помощью натягивающего устройства 6 в тяге 5 создают усилие, равное или большее, чем то распирающее усилие, которое возникает вследствие давлений испытательной среды на площадь заглушки 2.Для того, чтобы...
Устройство для электродуговой вертикальной сварки стыков профилей

Номер патента: 1337215
Опубликовано: 15.09.1987
Авторы: Воронин, Кровяков, Писарев, Радионов
Метки: вертикальной, профилей, сварки, стыков, электродуговой
...электродной проволоки с двумя подающими роликами 8, соединенныйс помощью вала 9 с дополнительныммеханизмом 1 О подачи, Механизмы 11перегиба и 12 объемной правки проволоки соединены щелевым каналом 13,ориентированным в плоскости качаниярычага 14 механизма перегиба проволоки, В щелевом канале 13 размещаетсяпетля электродной проволоки 15, Наосновании смонтирована кассета 16 спроволокой.Устройство работает следующим образом,Электродная проволока из кассеты16 с помощью дополнительного механизма 10 проталкивается через механизм12 объемной правки проволоки и направляется в щелевой канал 13, гдеобразует петлю 15, ориентированную вплоскости качания рычага 14 механизма11 перегиба проволоки,Радиус гиба петли проволоки 15устанавливают в пределах...
Устройство для сборки и сварки кольцевых стыков обечаек

Номер патента: 1348121
Опубликовано: 30.10.1987
Авторы: Молчанов, Рякин, Чабан, Шалин
МПК: B23K 31/06, B23K 37/04
Метки: кольцевых, обечаек, сборки, сварки, стыков
...длясцарки, подаются на центрирующие элементы 43 и 44 до упора 46, Упор 46устанавливается на гильзе 25 так,чтобы эона сварного шва располагалась на формирующей канавке ролика44. С включением реверсивного привода 3 поворотная штанга 2, вращаясь,перемещает центрирующие элементы 43и 44 в радиальном направлении до упора во внутренние поверхности свариваемых деталей. Движение от поворотной штанги 2 передается через гайку12 и палец 15, а также через гайку13, шарики 23 и 20, втулку 18 и палец 15 обоймам 14, Обоймы 14, перемещаясь по паэам гильз 17, 25 и 29,приводят в движение рычажно-шарнирные системы 42, перемещая в радиальном направлении рычаги 41 с закрепленными на них упорами 43 и роликами44. При заданном усилии прижатия од1...
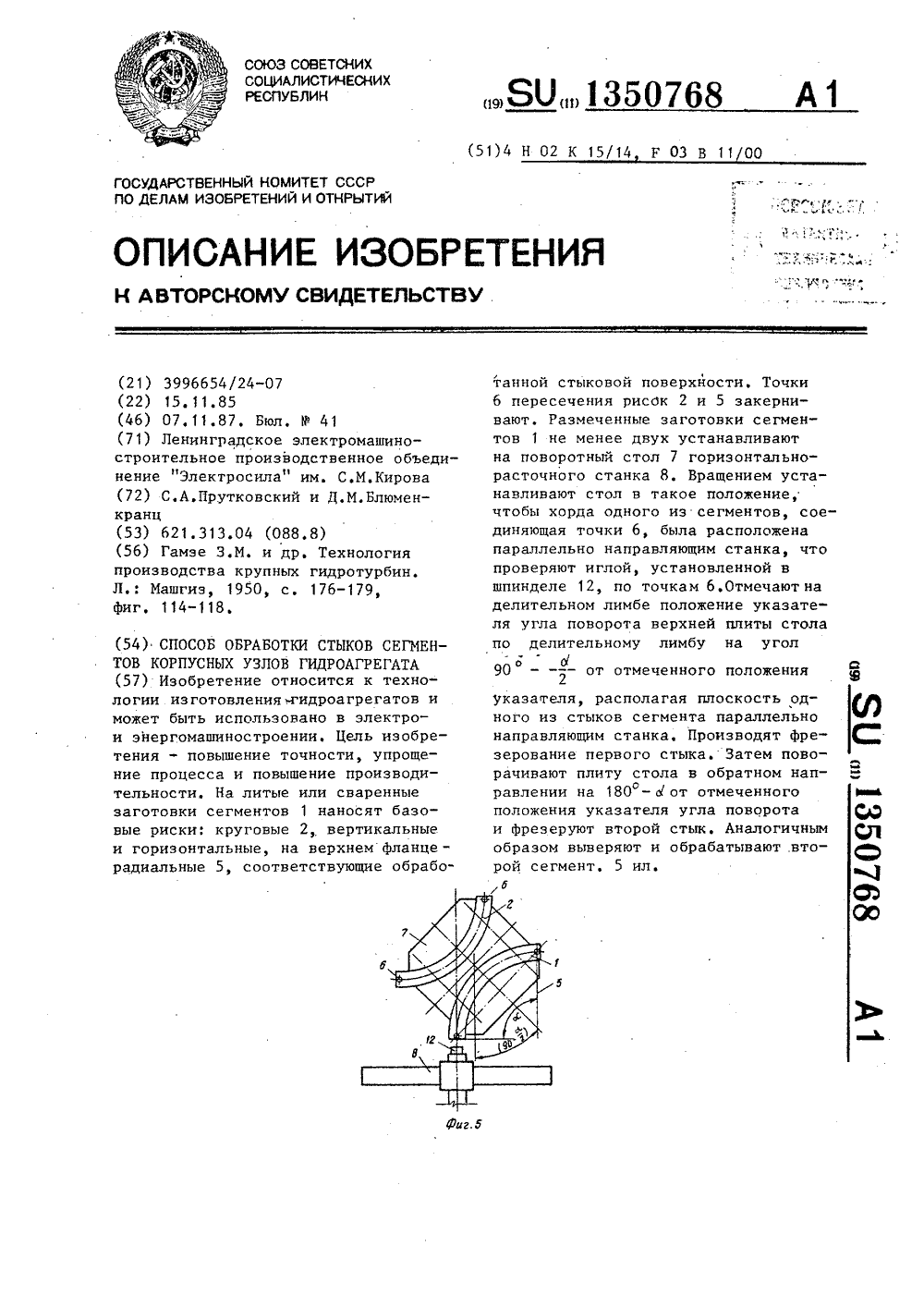
Способ обработки стыков сегментов корпусных узлов гидроагрегата
Номер патента: 1350768
Опубликовано: 07.11.1987
Авторы: Блюменкранц, Прутковский
МПК: F03B 11/00, H02K 15/14
Метки: гидроагрегата, корпусных, сегментов, стыков, узлов
...2 и радиальной 5 рисокзакернивают,Затем размеченные заготовки сегментов 1 по две штуки из четырехустанавливают на поворотный стол. 7(фиг.3 и 4) горизонтально расточногостанка 8 на мерные подкладки 9. Припомощи домкратов (не показаны) повертикальным 3 и горизонтальным 4рискам выверяют сегменты 1 на поворотном столе 7 и прикрепляют их кстолу. Для более надежного креплениявысоких заготовок сегментов и снижения вибрации при обработке стыковыхповерхностей сегменты 1 между собой50768 50 55 меьтов 5 1 О 15 20 25 30 35 40 4 Г дополнительно скрепляют распорными балками 10 с болтами 11, выполняющими функции подводимых опор, при этом не должно быть нарушено положение сегментов 1, выверенных в вертикальной и горизонтальной плоскостях.Вращением...
Устройство для вулканизации стыков конвейерных лент

Номер патента: 1351813
Опубликовано: 15.11.1987
Авторы: Евстигнеев, Каныгин, Солодков, Сомов
МПК: B29C 35/16, B29C 67/10
Метки: вулканизации, конвейерных, лент, стыков
...показаны), 1 тоэпусд 11 и 12:ттпо. -иены в неде поддонов, обрдше 1-:ых открытым торцом вверх. 1 епло,С.ЕредОцНЫЕ ПрОКЛадКИ 7 И 8 ЕцНОлт 1.Ь ПН ВСДопроницаемого тРплоизо:1 япиот 1:1 сс д -,1,теркалд, например асбе стог о ткдЕи,Прокладки 7 и 8 разьецецт в по т:тст,хподдонов 11 и 12 соо тв тст Р н цс .Траверс 2 и 3 состоет и:т;,:.бо,. Оттдвутав ровьтх б ало к 1 3,.Устройство работает след .Рщим сб -разом,Подготогпецпый стык конвейернойЛЕНТЫ 1 Ч ПОМЕцатОт МЕжд; цаг;тВд Р:И, -ными плитами 4 и 5 и собираеот устрой -ство в порядке, гОказаннок На фг, ,При этом траверсы 2 и 3 ус;днавливают с зазором между ними и с гягррнсосболтами 1, затяжкой которьпг сбес. - е .ивается предварительцое усидие прес -СОВаНИЯ На ВУЛКДПИЗУЕМОМ УтЕДСТКЕ Кьт:1...
Установка для сварки неповоротных кольцевых монтажных стыков трубопроводов

Номер патента: 1355414
Опубликовано: 30.11.1987
Авторы: Малинин, Немировский, Ротенфельд, Самородницкий
МПК: B23K 31/06, B23K 37/04
Метки: кольцевых, монтажных, неповоротных, сварки, стыков, трубопроводов
...7 по С-образной направляющей 5. Укрытие 3 роликами 12 опирается на свариваемые трубы 13.К транспортному средству 1 шарнирами 14 с горизонтальной осью крепят 35ся концы тяг 15 с воэможностью прохождения другим концом через скобы 16,закрепленные на передней и заднейстенке укрытия 3, Стрела 2 связанас крышей укрытия 3.Устройство работает следующим образом,Транспортное средство 1 движетсявдоль трассы трубопровода и тягами 15,проходящими через скобы 16, переме 45щает укрытие 3 на роликах 12 по свариваемым трубам 13, При этом стрела 2удерживает укрытие 3 в вертикальномположении.Благодаря тому, что тяги 15 крепят 50:ся к транспортному средству 1 шарнирами 14 с горизонтальной осью, а другим концом свободно проходят черезскобы 16 укрытия 3,...
Устройство для замоноличивания стыков сборных железобетонных конструкций

Номер патента: 1362806
Опубликовано: 30.12.1987
МПК: E04G 13/02
Метки: железобетонных, замоноличивания, конструкций, сборных, стыков
...включает в себя опалубочные щиты 1 и 2 коробчатой формы, соединенные между собой запорным приспособлением 3. Поршень 4 шарнирно крепится к низу торцовой части щитов, выполнен поворотным и состоит из двух частей по высоте: нижней части 5, соответствующей высоте стыка, и верхней части 6, соединенной с нижней под углом. Внутренний угол между плоскостями частей составляет 140 - 160.Поршень снабжен ребрами 7 жесткости и размещен в корпусе 8, состоящем из двух направляющих плоскостей, снабженных кронштейнами с пазами 9, размещенными под острым углом к плоскости поршня.В пазу установлен трубчатый вибратор О с возможностью взаимодействия с кронштейнами и ребрами 7 жесткости поршня, служащими одновременно направляющими вибратора....
Устройство для сборки под сварку кольцевых стыков обечаек

Номер патента: 1366341
Опубликовано: 15.01.1988
Авторы: Бучацкий, Гаркалюк, Лесечко, Мошкин, Пазирук, Сахарнов, Харченко
МПК: B23K 31/06, B23K 37/04
Метки: кольцевых, обечаек, сборки, сварку, стыков
...перемещении обечайки 35 за пределы опорного кольца 25 подают рабочую жидкость в полость В (фиг. 2)66341 5 1 О 15 20 25 ЗО 35 40 45 50 55 3 13гидроцилиндра 22 узла 19 и в полостьБ гидроцилиндров 11 зажимного узла 2А так как шток 23 гидроцилиндра 22и штоки гидроцилиндров 11 жесткоприкреплены к корпусу 1 устройства,то под действием давления рабочейжидкости перемещаются корпуса гидроцилиндров 22 и 11, При этом зажимныебашмаки 4 зажимного узла 2 перемещаются радиально к центральной оси устройства благодаря перемещению распорного диска 8 на роликовых опорах10 в сторону опорного диска 15, акаретка 21 на роликах 20 (фиг, 2)узла 19 перемещается вдоль продольной оси устройства по внутренней поверхности полой штанги 1 в сторонустыкуемых...
Устройство для сборки стыков труб

Номер патента: 1366762
Опубликовано: 15.01.1988
Авторы: Горд, Сагайдачный
МПК: F16L 37/00
...поворачиваясь вокругпальцев (шарниров) 2 прижимают пластины 4 к трубе и тем самым фиксируютустройство, Муфта с помощью тяг 6перемещается по трубе в нужное положение.Вследствие того, что трубы выпускаются с отклонениями по наружномудиаметру 3 - 4 мм прижимы-лапки 3 могут размещаться выше или ниже горизонтального диаметра трубы и фиксацииустройства на трубе при этом не происходит. Для предотвращения этого кприжимам-лапкам 3 со смещением осивращения шарнирно крепятся пластины4 с большей поверхностью контакта струбой, что обеспечивает возможностьфиксации устройства точно по диаметру трубы.При перемещении П-образной ручки рычага 5,и повороте прижима-лапки 3к трубе шарнир 8 через который сое 62 2динена ручка-рычаг 5 с прижимом-лапкой...
Устройство для автоматической сварки неповоротных стыков труб

Номер патента: 1368126
Опубликовано: 23.01.1988
МПК: B23K 9/10
Метки: автоматической, неповоротных, сварки, стыков, труб
...генератора 19 импульсов, выход схемы ИЛИ 27 соединен с входом управления реверсом коммутатора 20.Модули 1, 2 и 3 связаны между собой разъемными соединениями. Механизм 13 поступательного перемещения выполнен в виде механизма ходовой винт - гайка.С целью обеспечения синхронности вращения, а также упрощения схемы управления в приводах 10, 12, 14 и 15 используются шаговые четырехфаз. -ные редукторные двигатели.Планшайба 7 жестко связана с ведомой шестерней и выполнена разъемной.Свариваемое изделие - труба 29 установлено в зажиме 30.Устройство работает следующим образом,Перед сваркой собирают свариваемые трубы 29 в зажиме 30, после чего устанавливают электрод 16 посредством щупа на заданное расстояние от поверхности трубы. Включают...
Устройство для сварки неповоротных стыков труб

Номер патента: 1305987
Опубликовано: 30.01.1988
Автор: Дворецкий
МПК: B23K 31/06, B23K 37/02
Метки: неповоротных, сварки, стыков, труб
...клапана 23,связанных с одной стороны со шланга"ми 24 сварочной горелки (не показана),а с другой - с С-образным коробом 25;установленным в пазу 26 корпуса 1 иподжатым к планшайбе 2 пружиной 27.Короб 25 соединен с внешней газовоймагистралью 28 и образует канал 29для подачи защитного газа. Корпус 1имеет выступ 30, который поочереднонаходится в контакте с клапанами 23.Корпус 3 имеет выточку 31 для размещения вкладыша 19, а в части 5 корпуса 3 выполнена кольцевая проточка 32,Устройство работает следующим образом.Устанавливают устройство на трубуи зажимают. В исходном положении (наФиг.3 показано пунктирной линией)вкладыш 19 находится в выточке 31,штифт 11 в крайнем верхнем положениипаза 12. Разворачивают корпус 3 наоси 6 и Фиксируют его на...
Устройство для сварки неповоротных стыков труб

Номер патента: 1371822
Опубликовано: 07.02.1988
Авторы: Бахов, Калашников, Огиенко
Метки: неповоротных, сварки, стыков, труб
...контроль задания частоты вращения привода по всем восьми зонам блока 1 программирования режимов сварки. После настройки блока 1 программирования режимов сварки блокирующей панелью закрывают наборное поле, одновременно нажи мая на блокирующий контакт 4. При этомна управляющий вход второго коммутатора 2 через схему ИЛИ 6 поступает логическая 1 и вход первого коммутатора 2 5 1 О 15 20 25 30 сварки представляет собой цифровой индикатор. Первый коммутатор 2 в зависимости от состояния своего управляющего входа подключает один из своих входов на информационный вход первого 8 и второго 10 ключей. Блок 7 пуска представляет собой устройство, формирующее сигнал логической единицы при включении регулируемого привода 9. Блок 1 программирования...
Устройство для герметизации стыков

Номер патента: 1375765
Опубликовано: 23.02.1988
Автор: Джабанишвили
МПК: E04F 21/06
Метки: герметизации, стыков
...одна деталь, так и из двух половинок 8 и 9 в зеркальном изображении. Корпус 1 в виде штампованной Фигурной трубы в поперечном сечении имеет: муфту 10 в виде хомута, нагнетательную камеру 11, выполненную в виде многоугольника, например шестигранника, загрузочное окно12, загрузочный лоток 13, выполненный Днище 20 лотка 13 имеет овальное отверстие для крепления упорной планки 3 с помощью винта 23.Устройство работает следующим образом.На днище 20 лотка 13 устройства укладывается упакованный в полиэтиленовую пленку брикет мастики 24 весом 1,0-1,5 кг возможна работа с мастикой, предварительно опудренной цементом или талькой, во избежание сливания кусков мастики, подготовленных для переработки), а затеМ включают привод 4, Шнек 5 при вращении...
Опалубочное устройство для замоноличивания угловых стыков

Номер патента: 1377355
Опубликовано: 28.02.1988
Автор: Бондарев
МПК: E04G 15/00
Метки: замоноличивания, опалубочное, стыков, угловых
...фиг. 1 изображено устройство,вид в плоскости торцов консолей колонны; на фиг, 2 - то же, вид вплоскости консолей колонны,Опалубочное устройство для замо-ноличивания угловых стыков содержитопалубочный щит 1 уголковой формыс выполненными на нем прорезями 2 и3 и установленный на нем направляющий патрубок 4. Прижимное приспособление состоитиз двухшарнирно соединенных звеньев, выполненных, например, ввиде пластин 5 и 6. Концы двухзвенника выступают над опалубочным щитом,Одно звено 5 имеет прикрепленный фиксатор 7. К другому звену 6 шарнирноприсоединена гайка 8 с упорным винтом 9, который для удобства вращения снабжен ручкой 10.Устройство работает следующимобразом.Перед заливкой полости стыка 11бетоном на стык колонна 12 - ригель .панель...
Опалубочное устройство для замоноличивания стыков

Номер патента: 1377356
Опубликовано: 28.02.1988
Автор: Бондарев
МПК: E04G 15/06
Метки: замоноличивания, опалубочное, стыков
...приспособление, выполненное в виде струбцины 2 на концах которой закреплены накладки 20 3 и 4 с пазами 5 и 6, прижимной винт 7 и вильчатую скобу 8 с рычагом 9, на котором шарнирно закреплен фиксирующий упор 10, съемнуювставку 11,Опалубочное устройство для замоно личивания стыков (при наличии смонтированных диафрагм жесткости или перегородок) устанавливается следующим образом.Под консоль колонны 12 с помощью 30 винта 7 закрепляется струбцина 2. Затем к стыку колонна 12"ригель- панель перекрытия 14 прикладывается опалубочный щит 1-образной формы 1 с вырезом в нижнеи полкеф кОнцы кОтО рой при этом заводятся под консоль колонны, В пазы 5 и б накладок 3 и 4 струбцины 2 устанавливается вильчатая скоба 8 с рычагом 9. Путем поворота рычага 9...
Способ сборки под сварку кольцевых стыков труб

Номер патента: 1382628
Опубликовано: 23.03.1988
МПК: B23K 31/06, B23K 37/06
Метки: кольцевых, сборки, сварку, стыков, труб
...меньц его целого значения,Пример. Стыкуются под сварку между собой трубы наружным диаметром 159 мм и толщиной стенки 15 мм. Допуск на толщину стенки составляет + 0 А или + 1,5 мм.Таким образом, фактические внутренние диаметры стыкуемых труб Р и Рг составляют соответственно 32 и 126 мм, т.е. ЛР" = 6 мм. Допустимый зазор между кольцом и стенкой трубы равен 1 мм. Участок первой ступени подкладного кольца изготавливают диаметром 126, а участок второй ступени формируют, надевая на кольцо на участке второй ступени дополнительных колец толщиной 1 мм. Число колец равно трем, С целью гарантированной сборки кольца с трубами диаметр участка первой ступени выполняют с допуском 2 мм.Кольца, составляющие участки первой и второй ступеней могут быть...