Способ обработки стыков сегментов корпусных узлов гидроагрегата
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1350768
Авторы: Блюменкранц, Прутковский
Текст
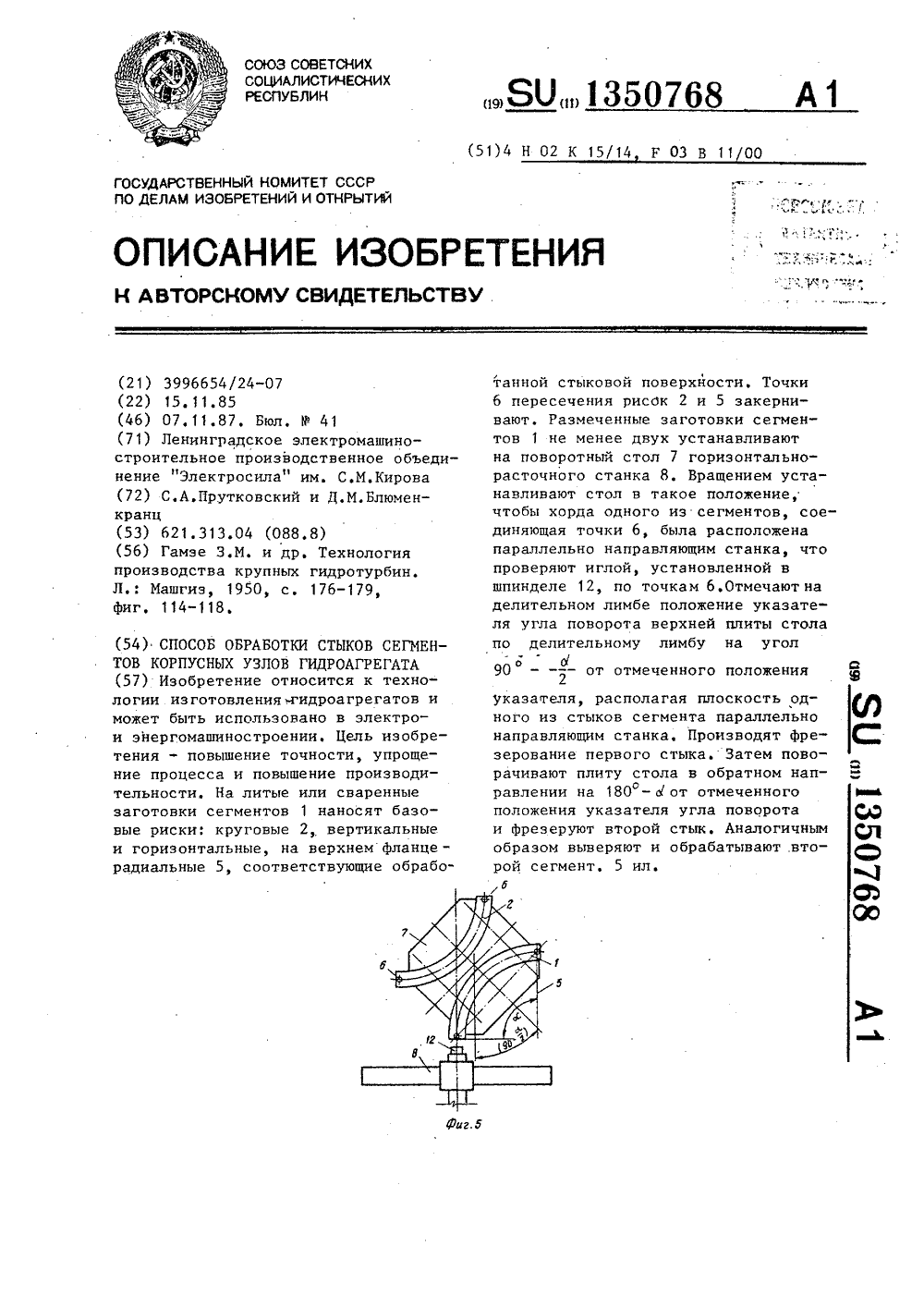
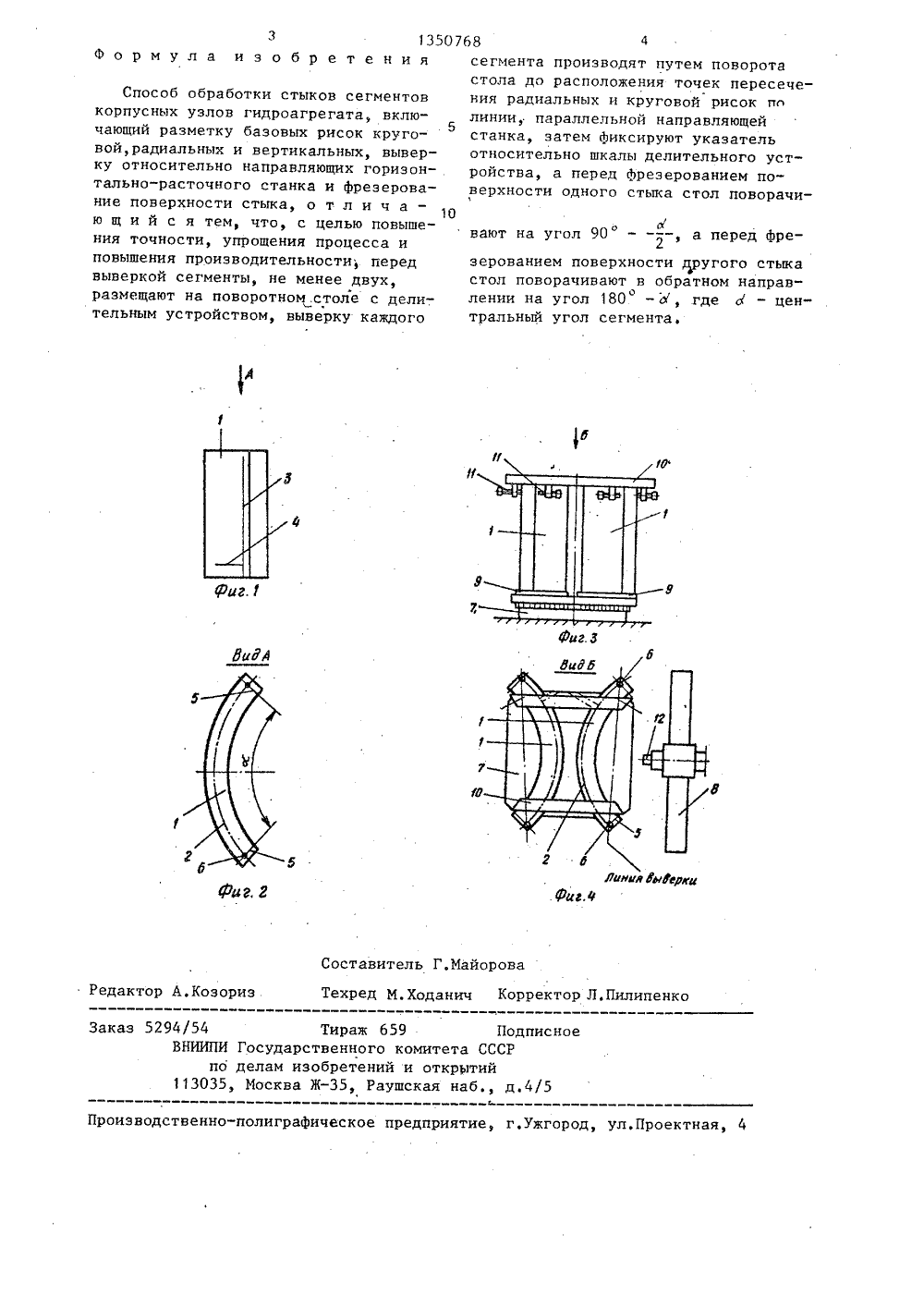
т отмеченного положени сть одаллельно дят фре указателя, распола ного из стыков сег плоск нта пар Произвыка. За в обра направл зерован станк ем повоном напнного первого рачивают плиту стол равлении на 180 - Ыо положения указателя и фрезеруют второй образом выверяют и рой сегмент, 5 ил. от отмечеугла повстык. Анобрабатыв оротаалогичным ют в СУДАРСТВЕННЫИ КОМИТЕТ СО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКР К АВТОРСКОМУ СВИДЕТЕЛЬСТ(71) Ленинградское электромашиностроительное производственное объединение "Электросила" им. С,М.Кирова(54) СПОСОБ ОБРАБОТКИ СТЫКОВ СЕГМЕНТОВ КОРПУСНЫХ УЗЛОВ ГИДРОАГРЕГАТА(57) Изобретение относится к технологии изготовления;гидроагрегатов иможет быть использовано в электрои энергомашиностроении. Цель изобретения - повышение точности, упрощение процесса и повышение производительности, На литые или сваренныезаготовки сегментов 1 наносят базовые риски: круговые 2, вертикальныеи горизонтальные, на верхнем фланцерадиальные 5, соответствующие обрабо" танной стыковой поверхности. Точки6 пересечения рисс 1 к 2 и 5 закернивают. Размеченные заготовки сегментов 1 не менее двух устанавливаютна поворотный стол 7 гориэонтальнорасточного станка 8. Вращением устанавливают стол в такое положение,чтобы хорда одного из сегментов, соединяющая точки 6, была расположенапараллельно направляющим станка, чтопроверяют иглой, установленной вшпинделе 12, по точкам 6.Отмечают наделительном лимбе положение указателя угла поворота верхней плиты столап ельному лимбу на угол1 13Изобретение относится к технологииизготовления гидроагрегатов, в частности к способу обработки поверхностей стыков крупногабаритных кольцевыхразъемных деталей, состоящих из отдельных сегментов (трех и более), ккоторым относятся корпуса статоровкапсульных гидрогенераторов, крышкии корпуса уплотнения масляных ваннподпятников гидрогенераторов, статоРы, корпуса направляющих аппаратов,верхние и нижние крышки кольца гид.ротурбин и др., и может быть использовано в электро- и энергомашиностроении.Цель изобретения - повышение точпости, упрощение процесса и повышениепроизводительности.На фиг,1 изображен сегмент с нанесенными на него вертикальными и гори/зонтальными разметочными рисками,вид сбоку; на фиг,2 - то же, с нанесенными круговой и радиальными рисками, вид А на фиг.1; на фиг.3 - сегменты, установленные на поворотномстоле у горизонтально-расточногостанка и закрепленные распорными балками; на фиг.4 - вид Б на фиг.3; нафиг.5 - поворотный стол с сегментами,установленными в позицию обработкиодного из стыков относительно горизонтально-расточного станка.Способ обработки стыков сегментовкорпусных узлов гидроагрегата осуществляется следующим образом.На литые и сварные заготовки сегментов 1 (фиг,1 и 2) наносят базовыериски: круговые 2, расположенные ловозможности на наибольшем диаметре,вертикальные 3 и горизонтальные 4 устыков и на верхнем фланце радиальные 5, соответствующие обработаннойстыковой поверхности, Точки 6 пересечения круговой 2 и радиальной 5 рисокзакернивают,Затем размеченные заготовки сегментов 1 по две штуки из четырехустанавливают на поворотный стол. 7(фиг.3 и 4) горизонтально расточногостанка 8 на мерные подкладки 9. Припомощи домкратов (не показаны) повертикальным 3 и горизонтальным 4рискам выверяют сегменты 1 на поворотном столе 7 и прикрепляют их кстолу. Для более надежного креплениявысоких заготовок сегментов и снижения вибрации при обработке стыковыхповерхностей сегменты 1 между собой50768 50 55 меьтов 5 1 О 15 20 25 30 35 40 4 Г дополнительно скрепляют распорными балками 10 с болтами 11, выполняющими функции подводимых опор, при этом не должно быть нарушено положение сегментов 1, выверенных в вертикальной и горизонтальной плоскостях.Вращением устанавливают стол в такое положение (фиг,4), чтобы хорда одного из сегментов (линия выверки), соединяющая точки 6 пересечения круговой 2 и радиальных 5 рисок, была расположена параллельно направляющим станка, что проверяют иглой, установленной в шпинделе 12 станка, по точкам 6. Отмечают на делительном лимбе положение указателя угла поворота (не показан) верхней плиты стола, Поворачивают верхнюю плиту стола по делительному лимбу на угол (90 Ыв -) от отмеченного положения указателя (фиг. 5) угла, располагая плоскость одного из стыкой сегмента параллельно направляющим станка, и производят фрезерование первого стыка. Затем повернув плиту стопа в обратном направлении на 180 - с( от отмеченного положения указателя угла поворота, фрезеруют второй стык первого сегмента о- центральный угол сегмента, обрабатывая и вв;еряя аналогичным образом второй сегмент,В связи с тем, что длина хорды (по линии выверки) между точками 6 пересечения круговой и радиальных рисок в несколько раз больше длины радиальных рисок 5, погрешность центрального угла сегмента при такой схеме выверки и его обработки соответственно понижается в несколько раз.Таким образом, применение предлагаемого способа обеспечивает повышение точности обработки стыковых поверхностей сегментов. Кроме того, предлагаемый способ дает возможность упрощения и механизации процесса выверки, исключения, промежуточных сборочных операций и сокращения в связи с этим производственного цикла, высвобождения производственных площадей, необходимых для изготовления этих деталей, а также значительного сокращения подъемно- транспортного оборудования, и применим для кольцевых разъемных деталей, состоящих из любого количества сегз 13507 б 84 Ф о р м у л а и з о б р е т е н и я сегмента производят путем поворотастола до расположения точек пересечеСпособ обработки стыков сегментов вия радиальных и круговой рисок п корпусных узлов гидроагрегата, вклю- линии, параллельной направляющей чающий разметку базовых рисок круго- станка, затем фиксируют указатель вой,радиальных и вертикальных, вывер- относительно шкалы делительного устку относительно направляющих горизон- . ройства, а перед фрезерованием потально-расточного станка и фрезерова- верхности одного стыка стол поворачиние поверхности стыка, о т л и ч а -ю щ и й с я тем, что, с целью повыше- вают на угол о - в в , а перед щрения точности, упрощения процесса и2 повышения производительности; перед зерованием поверхности упругого стыка выверкой сегменты не менее двух9 Эстол поворачивают в обратном направо размещают на поворотном. столе с дели- лении на угол 180 - У, где д - центельным устройством, выверку каждого тральный угол сегмента. Фи иааф РюАрки оставитель Г,Майорова едактор А.Козориз ред М,Ходанич Корректор Л.Пилипе 4/54 ВНИИПИ по 113035659 го комитета ний и открыРаушская на Подписно СР Заказ 5 Тира осударственн елам изобрет Москва Ж,и д.4/5 Производственно-полиграфич ород, ул,Проектна е предприятие, г
СмотретьЗаявка
3996654, 15.11.1985
ЛЕНИНГРАДСКОЕ ЭЛЕКТРОМАШИНОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ЭЛЕКТРОСИЛА" ИМ. С. М. КИРОВА
ПРУТКОВСКИЙ САМУИЛ АЛЕКСАНДРОВИЧ, БЛЮМЕНКРАНЦ ДАВИД МАРКОВИЧ
МПК / Метки
МПК: F03B 11/00, H02K 15/14
Метки: гидроагрегата, корпусных, сегментов, стыков, узлов
Опубликовано: 07.11.1987
Код ссылки
<a href="https://patents.su/3-1350768-sposob-obrabotki-stykov-segmentov-korpusnykh-uzlov-gidroagregata.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки стыков сегментов корпусных узлов гидроагрегата</a>
Операционный станок-стол для повала крупных сельскохозяйственных животных

Номер патента: 119967
Опубликовано: 01.01.1959
Автор: Виноградов
МПК: A61D 3/00
Метки: животных, крупных, операционный, повала, сельскохозяйственных, станок-стол
...из двух полукрышек (верхней и нижней), на которые натянут брезент, образующий между полукрышками впадину для завала брюшной стенки животного при его боковом положении и частично спицы - при спиннобоковом положении. Этим создается возможность длительного лежания животного на операционном столе, а применение надувных подушек под брезентом обеспечивает мягкость повала животного,На фиг. 1 схематически изображен станок-стол, вид спереди; на фиг. 2 - вид сбоку.Станок-стол смонтирован на раме - оснований 1 из швеллеров, а полотно стола на специальной раме 2 и состоит из раздвижной верхней 3 и неподвижной в вертикальном отношении нижней 4 полукрышек. покрытых брезентом 5. Для приведения в движение полотна по наклонной плоскости имеется...
Автомат для сборки радиальных шариковых подшипников с углом заполнения шарами менее 180

Номер патента: 694688
Опубликовано: 30.10.1979
Авторы: Баев, Новиков, Рубенчик
МПК: F16C 43/04
Метки: автомат, заполнения, менее, подшипников, радиальных, сборки, углом, шарами, шариковых
...4 шаров совместно с зубом 12 устройстьа для разгонки шаров идет влево и занимает положение, показанное пунктром па фиг. 1. 1 олкатель 13 ьыполпеи в виде полого цилиндра с профилированным торцом, внутри которого соосно располоэкен подпружиненный палец 14 с выполпеш;ым на части его наружной цилиндрической поверхности радиусным пазом, образующим с торцами двух толкателей 11 п 13 и с частью поверхности отьсрстпя корпуса 15 ПОЛОСТЬ Ц ДЛ 51 ОЕЭИЕПТИЕЭОБанп 01 0 ПОЛОЖСПП 51 комплекта Ш 21 эов 1 ГВЕэед устанОВКОИ Б экелоб наруэкного кольца. еЕод действием электромаЕнптов 16 Ессм, фиг. 3) В эту полость западает комплект шаров, СинхроЩь;м движением вправо толкателей 11, 13 зуба 12 и пальца 14 толкатели 13 и 14 перемс.щаЕотся одновремеШо от...
Автомат для сборки радиальных шариковых подшипников с углом заполнения шариками более 180

Номер патента: 935658
Опубликовано: 15.06.1982
Автор: Хачатрян
МПК: F16C 43/04
Метки: автомат, более, заполнения, подшипников, радиальных, сборки, углом, шариками, шариковых
...8 сгонки шариков с приводом 9 и механизм 10 поштучной выдачи и стыковки полусепараторов без заклепок с приводом 11. На каретке 3 смонтирован механизм разгонки 125 шариков с приводом 13 и механизм 14 поштучной выдачи и стыковки полусепараторов с заклепками с приводом 15. На станине 1 смонтирован отсекатель 16 с приводом 17 и механизм опрессовки 18 с приводом 10 19. Механизм 10 поштучной выдачи и стыковки полусепараторов без заклепок содержит ориентирующий лоток 20 с двумя подпружиненными флажками 21 и 22 с вертикальными ребрами 23 и 24. Механизм 14 поштучной выдачи и стыковки полусепараторов с заклепками содержит ориентирующий лоток 25 с двумя подпружиненными флажками 26 и 27 с вертикальными ребрами 28 и 29.Автомат работает...
Станок для замены сегментов круглых пил

Номер патента: 151925
Опубликовано: 01.01.1962
Автор: Султанов
МПК: B21J 15/36, B21J 15/50, B23D 61/00
Метки: замены, круглых, пил, сегментов, станок
...замены сегментов круглых пил при ремонте, отлич а ю щ и й с я тем, что, с целью совмещения на одном рабочем месте операций снятия старых и установки, новых заклепок крепления сегментов, станок выполнен в виде станины, на которой установлен подвижный кронштейн для крепления пилы, поворачиваемой вручную относительно шпинделя, служащего для крепления сменных инструментов и приводимого либо во вращательное, либо в поступательное движение от гидроцилпндра,и . --гц,г 1 )17 Ь ( Й Составитель описания В. М. Лебед Редактор Е. Г, МанежеваПоди. к печ. 4.Х 1-62 г Формат бум,Зак, 10981 Тираж 130 ЦБТИ Комитета по делам изобретений и о Москва, Центр, М, Черк70 Х 108/0 Объем 0,18 изд. л,Цена 4 коп.овете Министров СССР26. крытий присский пер д...
Стол камнерезного станка

Номер патента: 613911
Опубликовано: 05.07.1978
Авторы: Булавцев, Дзанагов, Жидков
МПК: B28D 7/04
Метки: камнерезного, станка, стол
...и палец, закрепленный на основании станка. причем хомут и диск с радиальным пазом установлены на валу, а рычаг смонтирован на тележке и одним плечом взаимодей.ствует с копиром, а его ось имеет прямоугольный хвостовик, входящий в прорезь хомута.На фиг. 1 изображен описываемый стол врезрезе; на фнг, 2 - разрез А - А фиг. 1,Стол камнерезного станка имеет поворотную платформу 1, которая смонтирована на ва- Ж лу 2 с подшипниками качения, на этом же ва.6391 Формула изобретения Составитель К. ХамидГекрек О. Л уговааТнраа 663 вКорректор А. ГриценкоПоим немое Редактор И. ГокфелЗвааа 359/13 Совета Министров СССРи открытснам нао., и, 4 г 5род, уи. Проектная, 4 ИИИ Госг гЗО 35нааи лу закреплен поворотный диск 3 с пазом, эа.жимное устройство,...
Предыдущий патент: Способ изготовления обмоток электротехнических изделий
Следующий патент: Трехфазная полюсопереключаемая обмотка
Случайный патент: Устройство для усталостных испы-таний образцов c надрезом