Патенты с меткой «режущих»
Способ ориентации режущих зерен алмазных инструментов

Номер патента: 677903
Опубликовано: 05.08.1979
Авторы: Виноградов, Гринин, Дорофеев, Ящерицын
МПК: B24B 53/00
Метки: алмазных, зерен, инструментов, ориентации, режущих
...эффективности ориентации режущих зерен готовых алмазных инструментов.Это достигается тем, что перед обкатываниемроликом режущие зерна алмазных инструментов 1вскрывают на определенную величину. Вскрытие способствует благоприятной ориентации большого количества режущих зерен при их утнпливании в связку накатным роликом.Ориентация режущих зерен прогрессирует с" 21увеличением их вылета и над уровнем связки,Однако величина вскрытия зерен не должна пре.вышать средневероятное расстояние между эер., В, Д. Дорофеев и П. И. Ящерицын нами в глубине абразивного слоя инструмента,0,0 О 5Чкагде Ь - величина вскрытия алмазных зерен;А - средний размер зерен, мкм; К, - концентрация алмазов в абразивном слое, %.В противном случае, при утапчивании...
Способ изготовления концевых режущих инструментов

Номер патента: 683849
Опубликовано: 05.09.1979
Авторы: Ротов, Серегин, Харченко
МПК: B21K 5/02
Метки: инструментов, концевых, режущих
...1 иНагрстую сварную заготовку, состоящу 1 оиз рабочей части 1 (быстрорежущая сталь) и стыковочной части 2 (более пластична.-, напрпмер, углеродистая сталь) укладывают в контейнер 8 стыковочной частью 2 к матрице 4, выполненной с левосторонним винтогым профилем для поавостороннсй фрезы 15 пли с правосторонним - лля левосторонней.Далсе в контейнер 3 укладывают промежуточную шайбу 5 и пуансоном б за один ход пресса выдавливают без пресс-остатка исходную сварную заготовку, начиная, та ким ооразом, деформирование со стыковочной части 2, изготавливаемой из пластпчнод углеродистой стали.Ъ глеродистая сталь, заполнив начальной сталин вылавливания полость м:.т рппы, создает необходимый подпор малопластичной быстрорежушсц стали прп входе в...
Устройство для измерения удельной термо э. д. с. на режущих кромках инструмента

Номер патента: 686826
Опубликовано: 25.09.1979
Автор: Денисенко
МПК: B23B 25/06
Метки: инструмента, кромках, режущих, термо, удельной
...через источник 1 Опостоянного тока.На чертеже дана схема предлагаемогоустройства.Устройство содержит сверло 1, установленное в шпинделе 2, образец 3, расположенный в приспособлении 4 из электроизолирующего материала и закрепленный в нем винтом 5, металлический стержень-контакт 6 с подведенным к немувинтом-контактом 7, осциллограф 8, источник 9,постоянного тока. Сверло 1 имеет главные режущие 10 и поперечную 11кромки, а внутренний конус 12 образца3 заполнен электроизолирующей массой13,25Образец 3 благодаря приспособлению4 электрически изолирован от станка.Внутренний конус 12 установлен своимоснованием на стержне-контакте 6.Сверло 1 с образцом 3 и стержнем контактом О6 соединено с осциллографом 8 в электрическую цепь через источник...
Устройство для установки режущих головок

Номер патента: 688330
Опубликовано: 30.09.1979
МПК: B27H 3/02
Метки: головок, режущих, установки
...Осьвинта 26 расположена в устройстве параллельно оси перемещения суппорта, Рейка24 соединена с тягой 27, которая шарнирно соединена с рычагом 28 центрирующего устройства 29.Работает устройство следующим образом. 5В момент обработки заготовки режущие головки зафиксированы и тяга 5 не контактирует с пальцем 17. В это время рычагом 28 центрирующего устройства 29 рейка 24 смещается на ход, определяемый шириной 10 заготовки, Рейкой 24 через шестерню 23 приводится во вращение винт 26. Последний в свою очередь перемещает гайку 25 и шарнирно связанную с ней тягу 5 в положение, соответствующее ширине заготовки, - 15 происходит фиксация ширины заготовки.По окончании обработки предыдущей заготовки кулачок 19, поворачиваемый распределительным...
Устройство для замены режущих пластин в сборной протяжке

Номер патента: 689794
Опубликовано: 05.10.1979
Автор: Старинов
МПК: B23D 43/00
Метки: замены, пластин, протяжке, режущих, сборной
...2 - вид А на фиг. 1 Устройство содержит корпус 1 с выступом 2, в отверстиях 3 которых установлены полые штифты 4, число которых равно числу режущих пластин 5 н расклинивающнх элементов 6 в протяжке 7, и захватывающий элемент в виде регулируемой призмы 8, закрепленной на корпусе винтом 9. Торцы 1 О штифтов 4 установлены на некотором расстоянии от торцов 11 крепежных гладких гаек 12 в цековках и резьбовых отверстиях 13 1 о протяжки У. Диаметр отверстий 14 в штнф.тах 4 выполнен несколько большим наиболь.щего диаметра гнезда под ключ в торце гладкой гайки 12. У надевается цековками 13 на4 таким образом, чтобы тор были на некотором расстояв 1 крепежных гладких газахватывающим элементом 8 с помощью винта 9 нротяж. щенне захватывающего эле...
Устройство для проверки целостности режущих инструментов

Номер патента: 719815
Опубликовано: 05.03.1980
Автор: Адамович
МПК: B23B 49/00
Метки: инструментов, проверки, режущих, целостности
...станков илиний.Размещение щупов в отдельных кронл штейнах, имеющих гибкуюсвязь с системой воздухораспределения и общимдатчиком, позволяет повысить универсальность устройства, так как при этомпоявляется возможность использования о устройств с одинаковым количествомщупов для инструментальных наладок,имеющих различные координаты, расположения инструментов, Появляется воэможность кронштейны со щупами компоновать в блоки различной комбинапии. ЗО 1. Устройство для проверки целостности режущих инструментов, содержащее ненагруженные контрольные щупы,взаимодействующие с режущим инструментом и датчиком, и систему воздухораспределения, связанную с пневматическойсетью, о т л и ч а ю щ е е с я тем,что, с целью упрощения конструкции иповышения...
Способ изготовления концевых режущих инструментов

Номер патента: 721244
Опубликовано: 15.03.1980
МПК: B21K 5/04
Метки: инструментов, концевых, режущих
...сварного полуфабриката, на фиг, 1 б - промежуточная стадия выдавлива ния); на фиг, 2 и 3 соответственно показаны заготовки рабочих частей правосторонней и левосторонней фреэ, полученные разрезкой вы.давленного винтового профиля.Изготовление рабочей части фрезы производят в следующей последовательности.К торцам заготовки 1 иэ быстрорежущей стали (см,фиг.1) приваривают заготовки 2 и 3 из. пластичной, например, углеродистой стали.Сваренный из заготовок 1 - 3 полуфабрикат нагревают в индукторе до т = 1150 - 1180 С. Нагретый сварной полуфабрикат укла.дывают в контейне 1 4, на нее устанавливают промежуточную шайбу 5, Далее, пуансоном 6 за один ход пресса выдавливают беэ пресс-остатка исходный сварной полуфабрикат через матрицу...
Способ закалки режущих кромок технологического инструмента

Номер патента: 744048
Опубликовано: 30.06.1980
МПК: C21D 9/24
Метки: закалки, инструмента, кромок, режущих, технологического
...доли сакх 1 нды О 1 мываст все поверхности,помещанного в камеру 20 обрабатьпваемого инст 1 р 11 манта. Все режущ;1 е кзОмии, 5 пмеющие Относителынс бОльшую ловерхность нагревания н меньшие площади,сечания те 1 плоотвл да, Одновременно со скоростью около 100000lс изобрета тельно нагреваются до тампе 1 ратуры закал. кив то время как остальные ловерхност 11 напреваются лишь незначительно.ИСКЛ 1 очительно вьпсокая сксрссть,мюк 1 рост 1 руктурных Г 1 ревращен 1 ий при нагревании 30 1 В сочетании с самсгпроизвольной закалкой Й 1 осле мгнове 1 ннсго прак 1 ращения наиревани 51, за Счет теплоот 1 вода от:нагретых пове 1 рхнсстей,вглубь холодного металла и дсиол 1 пн телынаго охлаждающего ноздейст 1 вия ион- З 5 денсируюппихся;в п 1 радуктах...
Устройство для контроля поломки режущих инструментов

Номер патента: 776760
Опубликовано: 07.11.1980
Автор: Асташенко
МПК: B23B 25/06
Метки: инструментов, поломки, режущих
...4, подключенным к датчику 5, который содержит коромысло 6 с резервуарами 7 для приема жидкости и лепесток 8 бесконтактного концевого выключателя 9, Коромысло 6 установлено на оси 10, закрепленной в корпусе датчика 5, и снабжено осью 11. Резервуар 7 имеет рукоятку 12.Расстояние Н от дна резервуара 7 до оси 11 его поворота выполнено большим, чем расстояние от этой оси до верхней стенки корпуса датчика 5. Датчик 5 имеет сливной канал 13.При работе устройства струя рабочей жидкости от системы охлаждения станка под давлением 0,5 - 1 мм вод, ст, при поломке инструмента 1 достигает участка в трубопроводе, по которому затем стекает в резервуар 7. Коромысло 6 под действием веса жидкости поворачивается на оси 10, лепесток 8 выходит из щели...
Способ определения режущих свойств фрез

Номер патента: 777560
Опубликовано: 07.11.1980
Автор: Баранчиков
МПК: G01N 19/02
...с одинаковыми углами резания, что требует дополнительных исследований для определения оптимальных геометрических параметров режущей части фрезы.Цель изобретения - повышеводительности определения оппараметров ножей фрез. По предлагаемому способу д ки титанового сплава ВТиз рок твердого сплава, напр ВК 6 М, ВК 10 М, ВК 60 М, можно сплав с наилучшими режущими и найти оптимальные углы реж ножей фрезы, например перед интервале - 5, 0, 5,Обработку заготовки проводят фрезой, в корпусе которой с минимальным радиальным и осевым смещением один относительно другого установлено 12 ножей. Ножи установлены в корпусе по группам, т, е. четыре группы по три ножа из каждой марки твердого сплава. В каждой группе ножи заточены с различными углами резания,В...
Устройство для заточки режущих кромок боковых кусачек

Номер патента: 787156
Опубликовано: 15.12.1980
МПК: B24B 3/52
Метки: боковых, заточки, кромок, кусачек, режущих
...на базирующий штифт 10 своими отверстиями под скрепляющую ось в разведенном состоянии так, что при нахождении шлифовального круга 2 в рабочем положении последний находится между губками кусвчек 26. Для придания губкам кусачек 26 нужного угла разведения на столике 6 выполнены ориентирующие канавки (не показаны), в которые и укладываются рычаги кусачек 26.Устройство работает следующим образом.В исходном положении шлифовальный круг 2 находится в отведенном положении, звжимное приспособление 5 с помощью фиксатора 27 удерживается в среднем положении относительно корпуса 1 2 прихват поднят, корпус 1 2 относительно станины 1 находится также в среднем положении (зафиксирован фиксатором 15). Для осуществления процесса заточки два...
Фреза с регулируемым положениемв пространстве режущих зубьев

Номер патента: 804240
Опубликовано: 15.02.1981
МПК: B23C 5/12
Метки: зубьев, положениемв, пространстве, регулируемым, режущих, фреза
...по координате У, корпус 8 фрезы перемещается относительно ползуна 4 и сообщает последнемурадиальное перемещение за счет наклонных пазов 7 корпуса 8 и наклонных выступов 6 ползуна 4, т.е. изменяют положениережущей кромки зуба в пространстве и обеспечивают обработку переменной малки.Для перемещения стержня фрезы по координате 2 необходимо остановить вращениешпинделя 14 станка, при этом срабатываетэлектрозолотник и дает команду на отжимгильзы 12. Тяга 10 под действием пружины15 перемещает ползун 4 в корпусе 8 до упо-,ра, и корпус 8, ползун 4 и стержень 1 стягой 10 и гильзой 12 получают возможностьперемещаться по координате 2 вместе сошпинделем 14 и могут быть остановлены внужном положении. После включения электродвигателя возобновляется...
Способ измерения предельно малых радиусовскругления режущих кромокинструментов

Номер патента: 815468
Опубликовано: 23.03.1981
Автор: Балясников
МПК: G01B 5/24
Метки: кромокинструментов, малых, предельно, радиусовскругления, режущих
...кромкой на всю глубину слоя из пластичного материала два пересекающихся под заданным острым углом прямолинейных штриха и измеряют расстояние между точками пересечения кромок штрихов по биссектрисе острого угла, по значению которого судят о величине радиуса скругления режущей кромки инструмента.На чертеже представлена форма штрихов, выполненных проверяемым инструментом на пластичном слое подложки.Способ осуществляется следующим образом.Для измерения предельно малого радиуса скругления режущих кромок инструмента на плоскую полированную поверхность подложки 1, выполненной, например, из кварца, накосят тонкий слой 2 равной толщины 8 из пластичного материала, например, воска, алюминия или золота, Толщина 6 наносимого слоя 2...
Способ затылования зубьев режущих инст-рументов и ctahok для его осуществления

Номер патента: 841778
Опубликовано: 30.06.1981
Авторы: Канареев, Сицкий, Харченко
МПК: B23B 1/00
Метки: ctahok, затылования, зубьев, инст-рументов, режущих
...таких, как червячные модульные Фрезы, метчики с винтовыми стружечными канавками и т,п.) - суппорт 3, гайка 32, ходовой винт 2,20- 19-18, гитара дифФеренциала 1 - 15, дифференциал 16, приводной вал 25, кулачок 7, верхняя каретка 4; или суппорт 3, реечная передача 9,21-19- 18- -15, дифференциал 16, приводной вал 25, кулачок 7, верхняя каретка 4.б. Цепь подач, Шпиндель 1,10-11,орган настройки З, 12-21, реечнаяпередача 9, суппорт 3.Приводной вал 25 посредством гитары сменных колес , смонтированнойна кронштейне 35, через коническиеколеса 23, вал 24 связан с кулачком 8возвратно-поступательного движения впродольном направлении,Кронштейн 35 установлен на суппорте 3. На нем установлена верхняя камера 4 с возможностью возвратно-поступательного...
Фреза с регулируемым положением впространстве режущих зубьев

Номер патента: 850331
Опубликовано: 30.07.1981
Автор: Парилов
МПК: B23C 5/12
Метки: впространстве, зубьев, положением, регулируемым, режущих, фреза
...которого по плоскостям 3 (фиг.З) подвижно установлены режущие зубья 4. Точное и направленное перемещение каждого зуба обеспечивает шпонка 5, вставляемая в гнездо 6 корпуса 1, и призматический прилив 7 в верхней части зуба, вставляемый в один из четырех радиальных пазов. обоймы 8, Обойма состоит из двух половинок, соединенных между собой винтами 9. В сквозную цилиндрическую полость корпуса 1 вставляется тяга 10 соединенная верхней частью с управ ляющим механизмом станка, обеспечивающим в процессе резания возвратно- поступательное движение тяги. На нижней части тяги 10 закреплена пара жестко взаимосвязанных крестовин 11 щ посредством втулки 12 и болта 13, имеющих ролики 14, закрепленные запорными кольцами 15. Ролики 14 находятся в...
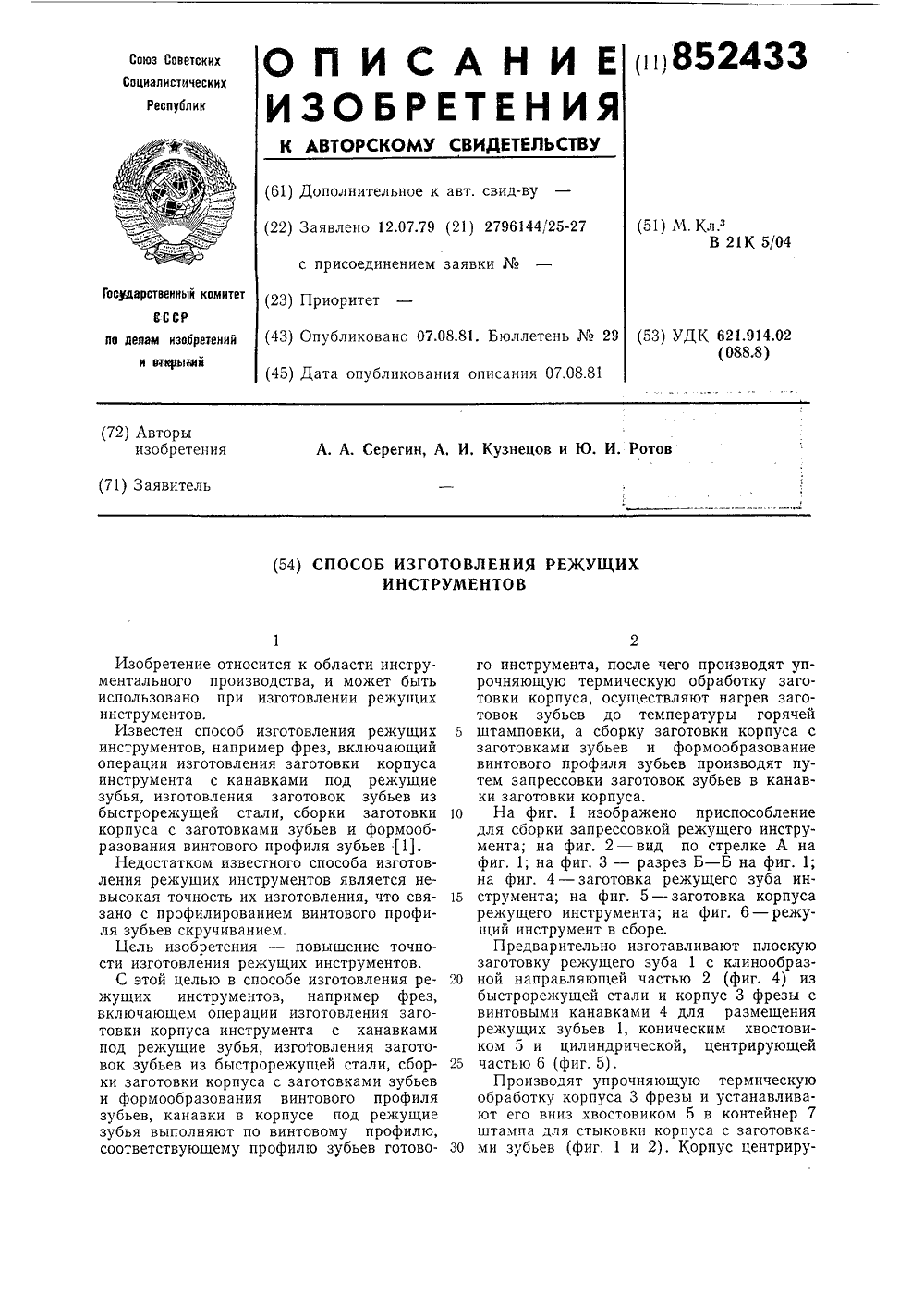
Способ изготовления режущих инст-рументов
Номер патента: 852433
Опубликовано: 07.08.1981
Авторы: Кузнецов, Ротов, Серегин
МПК: B21K 5/04
Метки: инст-рументов, режущих
...корпусарежущего инструмента; на фиг. 6 - режущий инструмент в сборе.Предварительно изготавливают плоскуюзаготовку режущего зуба 1 с клинообраз ной направляющей частью 2 (фиг. 4) избыстрорежущей стали и корпус 3 фрезы с винтовыми канавками 4 для размещения режущих зубьев 1, коническим хвостовиком 5 и цилиндрической, центрирующей 25 частью 6 (фиг. 5).Производят упрочняющую термическуюобработку корпуса 3 фрезы и устанавливают его вниз хвостовиком 5 в контейнер 7 штампа для стыковки корпуса с заготовка ми зубьев (фиг. 1 и 2), Корпус центриру 852433ется относительно контейнера посредством цилиндрической части 6, Контейнер 7 размещен в основании 8 приспособления под углом а, равным углу подъема винтовых канавок 4 корпуса 3 фрезы....
Защитный кожух для режущих инструментов

Номер патента: 859245
Опубликовано: 30.08.1981
МПК: B65D 85/58
Метки: защитный, инструментов, кожух, режущих
...тем, чтов предлагаемом защитном кожухе для режущих инструментов, содержащем корпус иэлементы крепления инструмента, корпускожуха имеет чашеобразную форму, приэтом его дно выполнено в виде кольца,служащего для защиты режущих кромокинструмента, а элементы крепления последнего представляют собой упругие прижимы,установленные на внутренней поверхностикожуха и взаимодействующие с корпусомрежущего инструмента.На фиг. 1 схематично изображен защитный кожух для режущих инструментов, общий вид; на фиг, 2 - разрез А-А на фиг. 1;Защитный кожух содержит корпус 1 иэлементы крепления инстурмента, представляющие собой упругие прижимы 2, при этомпоследние установлены на внутренней поверх859245 Формула изобретения фиг 3 ности кожуха с возможностью...
Гидравлический нагружатель к стенду для испытания режущих аппаратов уборочных машин

Номер патента: 859852
Опубликовано: 30.08.1981
Авторы: Асябрик, Афанасьев, Голушко, Дьяченко, Ефимов, Индман, Колодич, Матюто, Сорокин, Трофимук
МПК: G01M 19/00
Метки: аппаратов, гидравлический, испытания, машин, нагружатель, режущих, стенду, уборочных
...,иа шток поршня, в зависимости от 1Гидравлический нагружатель представляет собой гидроцилиндр 1, у которого два нагнетательных канала (а) и (в) снабжены дросселями 2 и 3 и два радиально расположенных перепускных канала (с) и (б) связаны общим масляным баком 4. В поршне 5 выполнены две одинаковые проточки 6 и 7, расположенные симметрично относительно его торцов, имеющие выход к стенкам гидроцилиндра 1 и связанные продольными каналами (е) и (х) с полостями последнего. При этом длина каждого продольного канала (е) и (х) соответствует величине хода поршня 5 под нагрузкой (участок (А) графика фиг. 2), ширина полостей 6 15 и 7 соответствует величине свободного хода поршня 5 участки (Б) и (В) графика (фиг. 2), а расстояние между...
Способ установки режущих ножей сборной фрезы

Номер патента: 865557
Опубликовано: 23.09.1981
МПК: B23C 5/06
Метки: ножей, режущих, сборной, установки, фрезы
...след 15 имеет больший вылет, чем все установленные по его следу ножи, что снижает качество обработанной поверхности,Цель изобретения - повышение точности установки ножей, 20Эта цель достигается тем, что после установки ножей по следу первый нож раскрепляют и устанавливают по обра- ботанной плоскости и круговой поверхности и закрепляют.Установку ножей производят в следующем порядке. устанавливают первый нож по угловому шаблону и закрепляют его, затем 30обрабатывают след с выхаживанием егобе э подачи, уст анавливают и э акрепляют остальные ножи по образованномуследу, раскрепляют первый нож, устанавливают его по следу и закрепляют.После этого производят обработку данной фрезой.ПредложеннЫй способ установки ножей обеспечивает...
Устройство контроля исходного положения координат режущих кромок инструмента на станках с программным управлением

Номер патента: 872201
Опубликовано: 15.10.1981
Авторы: Ефремов, Каминский, Кац, Меньшиков, Пухов
МПК: B23Q 15/24
Метки: инструмента, исходного, координат, кромок, положения, программным, режущих, станках, управлением
...до контактирования его с одной из площадок 3. При нажатии резцом на площадку щуп 1 устройства изгибается, его перемещение передается стержню 4 измерительного датчика, который, поворачиваясь вокруг условного центра О, замыкается с кольцом 6, Замыкание кольца 6 на стержень 4 вызывает 10 останов исполнительных приводов станка. Координаты режущих кромок инструмента фиксируются устройством программного управления. Дальнейшее перемещение инструмента происходит в соответствии с программой обработки детали.15В случае аварийной ситуации, т, е. если останов исполнительных приводов не произошел по каким-либо причинам, при дальнейшем надавливании резцом на щуп 1 устройства происходит упругая деформация 2 о стержня 4 до замыкания его на кольцо 5....
Сборный инструмент с механическим креплением режущих пластин

Номер патента: 889286
Опубликовано: 15.12.1981
Автор: Балыбердин
МПК: B23B 27/16
Метки: инструмент, креплением, механическим, пластин, режущих, сборный
...конструкции является то, что клин не открепляется при отвороте крепежного винта. Цель изобретения - облегчение рас,крепления режущей пластины, упрощение технологии изготовления.поставленная цель достигается,15 тем, что отверстие выполнено наклонным к опорной поверхности клина.На чертеже изображен узел креплес. ния предлагаемого инструмента.Режущая пластина 1 закрепляется 20 клином 2 в пазу 3 корпуса 4 инструмента крепежным винтом 5. Ось отверстия 6 в клине под крепежный винт выполнена так, что в сборе образует угол о с осью крепежного винта. При этом кромка 7 отверстия 6 входят в выточку 8 на винте 5 и при отвороте торец 9 его резьбовой части открепляет клин.Предлагаемая конструкция обеспечивает облегчение раскрепления режущей пластины...
Устройство для контроля положения режущих кромок многогранных неперетачиваемых пластин

Номер патента: 890059
Опубликовано: 15.12.1981
Авторы: Кучеренко, Меркулов, Скрипник
МПК: G01B 3/00
Метки: кромок, многогранных, неперетачиваемых, пластин, положения, режущих
...призмы 1).Недостатком данного. устройства является низкая точность измерения из-за погрешности, вводимой износом напаянных пластиН, Кроме того, для восстановления заданных координат базовых точек необходима трудоемкая операция напаивания пластин, шлифования и лекальной доводки поверхностей.Цель изобретения - повышение точности контроля.Укаэанная цель д тигается тем, что базовые элемент выполнены в виде штифтов с кониче ой поверхностью репленных.на основании ью поворота.схематически представлемое устройство, общий2 - разрез А-А на фиг.1. о содержит стойку 1, от 2, наконечник 3, основаазовых элемента 5, устау б. Базовые элементы 5 виде штифтов с коничесстью контакта и закреплении 4 с возможностью по 5 разом. Установочную мер...
Устройство для дистанционного управления и стабилизации усилия прижима режущих инструментов стволообрабатывающего станка

Номер патента: 891443
Опубликовано: 23.12.1981
Авторы: Ардашников, Бандуил, Минчик, Пигильдин, Рушнов, Федоров, Юрушев
МПК: B27L 1/00
Метки: дистанционного, инструментов, прижима, режущих, стабилизации, станка, стволообрабатывающего, усилия
...инструменты 2, соединенные упругими связями 3 с планетарным механизмом 4 их прижима, связанным с ротором 1 дифференциальной передачей 5, снабженной валом 6 управления, поворот которого обеспечивает угловой сдвиг ротора 1 относительно планетарного механизма 4, выполненного например, на основе клиноременной зубчатой передачи. Каждый режущий инструмент 2 связан, например, с парой зубчатых шкивов 7 и 8, причем первый ряд зубчатых шкивов 7 охвачен общей клиновой зубчатой передачей, а второй ряд зубчатых шкивов 8 связан с дифференциальной передачей 5. Вал 6 управления этой передачей связан, например, посредством зубчатой передачи 9 в виде зубчатой рейки и колеса с механизмом 10 создания постоянного дистанционно управляемого крутящего момента....
Устройство для сборки режущих коронок с резцедержателями под сварку

Номер патента: 899315
Опубликовано: 23.01.1982
Авторы: Виноградов, Киселев, Колганов, Корешков, Садов
МПК: B23K 37/04
Метки: коронок, режущих, резцедержателями, сборки, сварку
...режущей коронки 6, т.е, данный "первый" рычаг установлен на позицию сварки. Далее в каждый паз 18 размещаются пальцы 19, на которые фиксируются резцедержатели 20 своими цилиндрическими гнездами 21.При этом резцедержатели 20 с закругленным основанием (фиг. 3) прилегают к ловерхнос. ти режущей коронки с четырьмя точками опоры и расчитаны для прилегания в любой точке конической и сферической части режу. щеи коронки.Все размещенные на рычаге реэцедержатели закрепляют к поверхности режущей коронки 6 посредством сварки и пальцы извлекаются,При этом оси гнезд 21 резцедержателей 20 будут сориентированы по спирали (иа фиг. 4 - 25 резцедержатели условно обозна- чены точками).При расположении "первого" рычага на позиции сварки (фнг, 6) остальные...
Устройство для отклонения режущих шнеков

Номер патента: 901491
Опубликовано: 30.01.1982
Авторы: Ильина, Кауц, Лахенмаер, Фихтнер
МПК: E21C 27/22
Метки: отклонения, режущих, шнеков
...9 в штоковую полость отклоняющего гидроцилиндра 5 и через открытые обратныеклапаны 6 и 7 сбрасывается в резервуар.При извлечении буровых ставов 3из скважины распределитель 9 реверса переключается, и рабочая жидкостьпоступает в. поршневую полость отклоняющего гидроцилиндра 5, а его штоковая полость соединяется с резервуаром рабочей жидкости. Поршень,перемещаясь, осуществляет отклонение режущих шнеков. В конце ходаплунжер 10, взаимодействуя со штоковой крышкой отклоняющего гидроцилиндра 5, откроет обратный клапан 6,и поток рабочей жидкости из поршневой полости отклоняоцего гидЬцилиндра 5 через открытый клапан 6и обратный клапан 7 поступит в резервуар, что обеспечит разгрузкунасоса 8.Для возвращения режущих шнековв исходное положение...
Способ изготовления державок режущих инструментов

Номер патента: 931299
Опубликовано: 30.05.1982
Автор: Васин
МПК: B23B 1/00
Метки: державок, инструментов, режущих
...известной конструкции шляется недостаточная стойкость инстр мента. кости инстр шения вибраций,Поставленная цель достигается тем,что пластины державки склеивают междусобой по плоскостям, параллельным опорной поверхности державки.На чертеже изображен резец, изготавливаемый по предлагаемому способу.Резец состоит из режущей пластины 1и составной державки 2, выполненной изнабора пластин 3 и 4, склееных междусобой по плоскостям 5, параллельнымопорной поверхности 6 державки 2,В процессе работь лия резания вызываю жавки, Тонкий эласти размещенный между нимает деформацию, рассеивается внутри и колебания гасятся. формула изобретения Способ изготовления державок. режущих инструментов, при котором державкувыполняют составной из набора пластино т л...
Способ изготовления режущих инструментов

Номер патента: 941012
Опубликовано: 07.07.1982
Авторы: Ротов, Серегин, Соколов
МПК: B21K 5/04
Метки: инструментов, режущих
...130 брстсц ц 51 ПО 1 ис ц 1 с к д ч ГГтд )ОГччсдсГ)ГГ) 11 ст 1 У ч Гита зд сст сезс- ГЕ 11 1 (. 11 1 51 И О В С Р . 11 О С Т 11 К О 11 Т Я К Т Д С 0 С, 1 1 51 С - мых частей ицструмецтд.С этОЙ ис.ью В сцосОос изГОтОВ,1 сци 51рсжиих ицст 1 уГцтОз, вклПдюцесм ПЗГО- тоез,)сиС РЯбс)сЙ 1 Яс.т 1 ицст 1)чсита СО стружечюй кдиавкой, хвостовика и соеди 1 сцце рабчей части и хвостовцка рдлиальПЫМ 0 ждт:Г);сГт)ЛГХ .ОСТОВ 1 та бОКОВой повсрхцости рдоочей чдсти 11 естру(С- та, перел рдлиальцым оожатисм осущестзля:от вылдвл 311:Г материала хвостовиКс 3 В ГТР(жС 11 ЫС К 31 ЯВК 1 РЯООГ 1 1 ДСТИ :ц с т 1)м с 11 т д .113 с) Г. 1 изобр;3 ж(13 рябо 1 дя 13(ть 1 С 1 РЧГЦТ;); Ц(3 (1)ПГ. --- .ВОСТОВИК ИЦ(.ТРсЧ ГЕТа;:13 ф ИГ.,) ИИГТРЧМСЦТ, ПОЛ"СИ".:и в...
Стенд для ударных испытаний режущих машин

Номер патента: 951093
Опубликовано: 15.08.1982
Автор: Барган
МПК: G01M 7/00
Метки: испытаний, машин, режущих, стенд, ударных
...8 ротора измельчителя 2 нитей, образующих поверхность, кон центричную поверхности, описываемой ножами испытуемого ротора измельчителя 2, причем нити способны разрушаться при их взаимодействии с части- дами имитатора 3 нагружаемого материала.Стенд работает следующим образом.Имитатор 3 обрабатываемого материала устанавливают на основание 1 и опору 4, закрывают защитный кожух и включают привод перемещения ротора измельчителя 2. При достижении ротором измельчителя 2 требуемой скорости вращения включают привод перемещения имитатора 3 обрабатываемого материала в зону между ножом ротора измельчителя 2 и опорой 4,. При ударе ножа об имитатор 3, нож деформируется в радиальном направлении и, взаимодействуя с опорой 4, разрушает тарированный...
Способ изготовления профильных деталей типа пластин трения режущих аппаратов из ленты

Номер патента: 956118
Опубликовано: 07.09.1982
Авторы: Бортников, Гумиров, Ибрагимов, Лысов, Плакидин
МПК: B21H 7/00
Метки: аппаратов, ленты, пластин, профильных, режущих, типа, трения
...трения режущих аппа- катки 2,85-3,6 м/мин. После завершенияратов; на фнг. 2 - сечение А-А на фнг. 1; оформления режущих кромок ,из профилина фиг. 3 - сечение Б-Б на фиг. 1,рованной ленты вырубают деталь в штампе,Изготовление пластин трения осуществ- закалка кромок осуществляется с нагреляется следующим образом, вом токами высокой частоты в ламповомВ соответствии с формой, плошадью генераторе ЛГЗс последующим охлажи размерами поперечного сечения заднных. дением,пластин трения определяют толщину и. шири О По сравнению с базовым обьектом, вну исходной ленты 1, нарезают ее из Ру- качестве которого принят прототип, излонной полосы. Перед подачей в формую" готовление пластин трения по предлагающие валки 2 ленту пропускают через ввод- мому...
Способ получения покрытий из металлического порошка на режущих кромках длинномерных деталей

Номер патента: 963693
Опубликовано: 07.10.1982
Авторы: Афанасьев, Верещагин, Генкин, Дорожкин, Дьяченко, Жорник, Колодич, Ярошевич
МПК: B22F 7/04
Метки: длинномерных, кромках, металлического, покрытий, порошка, режущих
...требованиями к процессу упрочнения режущих элементов кормоуборочного комбайна. Расче)ы прсводи.5 д.)5 толщин пок 1 зытий в пределах от 0,1 до 5,0 мм, которые находят ос)нв)гос применение в се )ьхсзман)инс- строении,Таблица 1/, м 1 О 1.0 2,) О,;8,23,6 42,1 7,8 80,5 15,7 1 6,3 31,6 20,2 30,7 10 20 40 50 3)177,7 ( 3,61620,1 10. 1 2,6 3,0 р) работе на грубых измельчаемых материалах (подсолнечник, кукуруза и др,),н 5)сний - прн работе на тоноволокнистых материалах (трава и др.).Величина угла наклона определяет интенсивность выработки зазора и неравномерность износа покрытия по его длине в ду элеменнм наичучего элемсность равноаемой мася значениеринимается Оптимальным зазором мея тами покрытия, обеспечивающ шую...