Способ изготовления режущих инст-рументов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
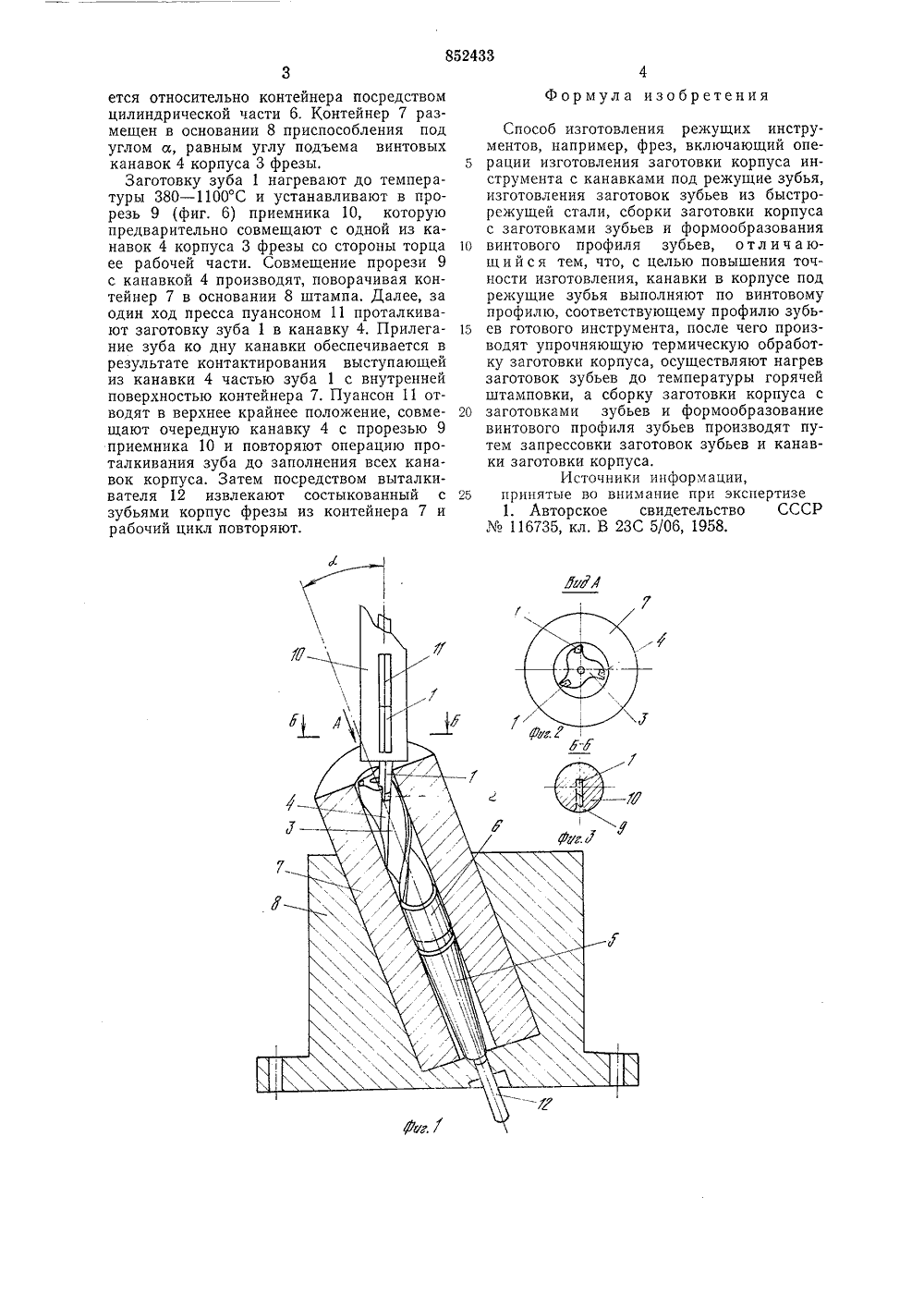
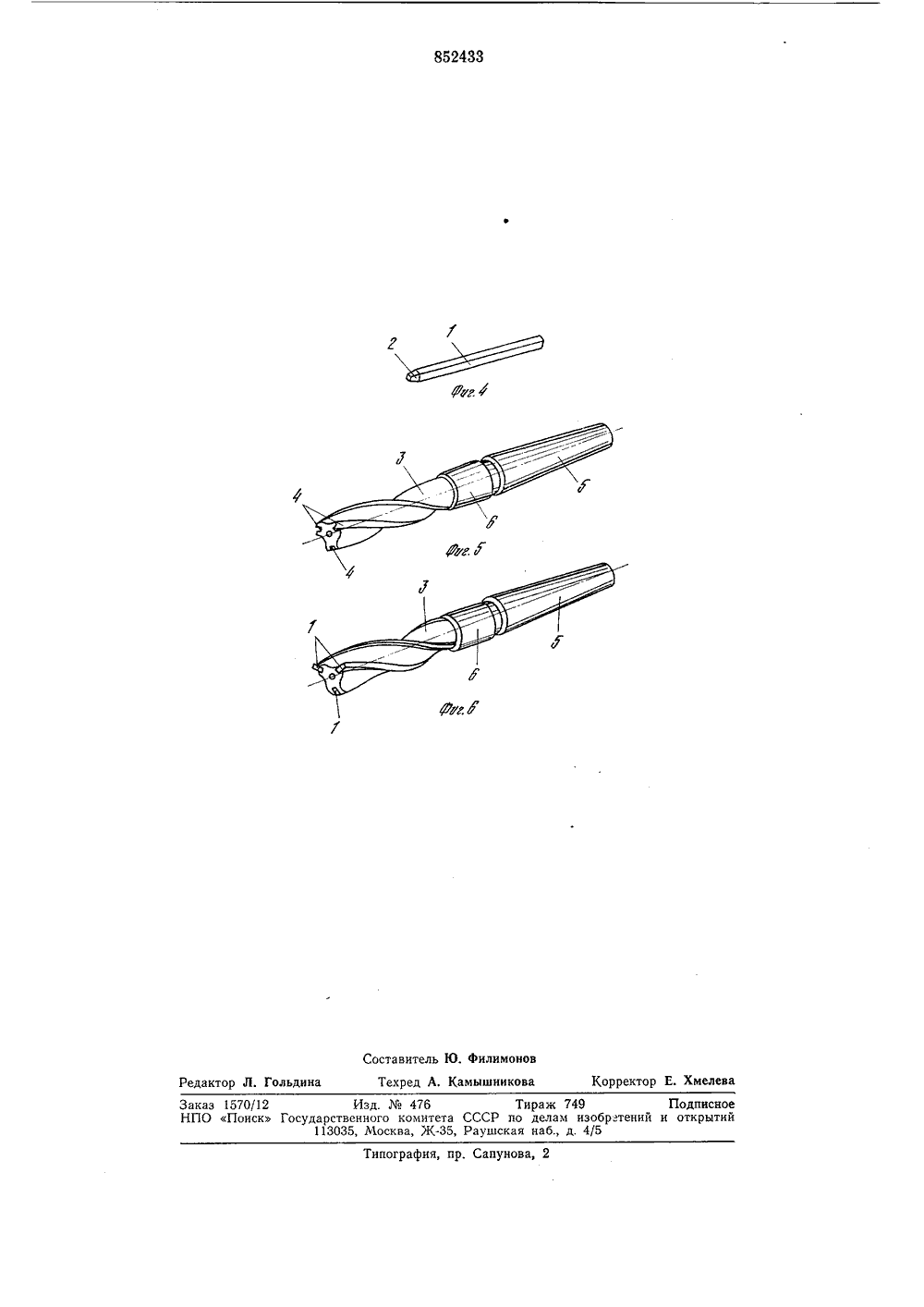
О П И С А Н И Е (и 1852433ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(22) Заявлено 12,07,79 (21) 2796144/25-2 51) В 21 К рисоединением явки Ие СССР о делам изобретений и отирыоий(45) Дата опубликования описания 07.08.81 72) Авторы изобретен А, А. Серегин, А, И, Кузнецов и Ю, И, Рото(71) Заявите 54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИ И Н СТРУМЕНТО ВГосЗтдарственныи комитет (23) Приоригет Изобретение относится к области инструментального производства, и может быть использовано при изготовлении режущих инструментов,Известен способ изготовления режущих инструментов, например фрез, включающий операции изготовления заготовки корпуса инструмента с канавками под режущие зубья, изготовления заготовок зубьев из быстрорежущей стали, сборки заготовки корпуса с заготовками зубьев и формообразования винтового профиля зубьев 1,Недостатком известного способа изготовления режущих инструментов является невысокая точность их изготовления, что связано с профилированием винтового профиля зубьев скручиванием.Цель изобретения - повышение точности изготовления режущих инструментов.С этой целью в способе изготовления режущих инструментов, например фрез, включающем операции изготовления заготовки корпуса инструмента с канавками под режущие зубья, изготовления заготовок зубьев из быстрорежущей стали, сборки заготовки корпуса с заготовками зубьев и формообразования винтового профиля зубьев, канавки в корпусе под режущие зубья выполняют по винтовому профилю, соответствующему профилю зубьев готового инструмента, после чего производят упрочняющую термическую обработку заготовки корпуса, осуществляют нагрев заготовок зубьев до температуры горячей 5 штамповки, а сборку заготовки корпуса сзаготовками зубьев и формообразование винтового профиля зубьев производят путем запрессовки заготовок зубьев в канавки заготовки корпуса,10 На фиг. 1 изображено приспособлениедля сборки запрессовкой режущего инструмента; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1; на фиг. 4 - заготовка режущего зуба ин струмента; на фиг, 5 - заготовка корпусарежущего инструмента; на фиг. 6 - режущий инструмент в сборе.Предварительно изготавливают плоскуюзаготовку режущего зуба 1 с клинообраз ной направляющей частью 2 (фиг. 4) избыстрорежущей стали и корпус 3 фрезы с винтовыми канавками 4 для размещения режущих зубьев 1, коническим хвостовиком 5 и цилиндрической, центрирующей 25 частью 6 (фиг. 5).Производят упрочняющую термическуюобработку корпуса 3 фрезы и устанавливают его вниз хвостовиком 5 в контейнер 7 штампа для стыковки корпуса с заготовка ми зубьев (фиг. 1 и 2), Корпус центриру 852433ется относительно контейнера посредством цилиндрической части 6, Контейнер 7 размещен в основании 8 приспособления под углом а, равным углу подъема винтовых канавок 4 корпуса 3 фрезы. 5Заготовку зуба 1 нагревают до температуры 380 - 1100 С и устанавливают в прорезь 9 (фиг. 6) приемника 10, которую предварительно совмещают с одной из канавок 4 корпуса 3 фрезы со стороны торца 10 ее рабочей части. Совмещение прорези 9 с канавкой 4 производят, поворачивая контейнер 7 в основании 8 штампа. Далее, за один ход пресса пуансоном 11 проталкивают заготовку зуба 1 в канавку 4, Прилега з ние зуба ко дну канавки обеспечивается в результате контактирования выступающей из канавки 4 частью зуба 1 с внутренней поверхностью контейнера 7. Пуансон 11 отводят в верхнее крайнее положение, совме щают очередную канавку 4 с прорезью 9 приемника 10 и повторяют операцию проталкивания зуба до заполнения всех канавок корпуса. Затем посредством выталкивателя 12 извлекают состыкованный с 25 зубьями корпус фрезы из контейнера 7 и рабочий цикл повторяют. Формула изобретения Способ изготовления режущих инструментов, например, фрез, включающий операции изготовления заготовки корпуса инструмента с канавками под режущие зубья, изготовления заготовок зубьев из быстро- режущей стали, сборки заготовки корпуса с заготовками зубьев и формообразования винтового профиля зубьев, о т л и ч а ющ и й с я тем, что, с целью повышения точности изготовления, канавки в корпусе под режущие зубья выполняют по винтовому профилю, соответствующему профилю зубьев готового инструмента, после чего производят упрочняющую термическую обработку заготовки корпуса, осуществляют нагрев заготовок зубьев до температуры горячей штамповки, а сборку заготовки корпуса с заготовками зубьев и формообразование винтового профиля зубьев производят путем запрессовки заготовок зубьев и канавки заготовки корпуса.Источники информации,принятые во внимание при экспертизе 1, Лвторское свидетельство СССР116735, кл. В 23 С 5/06, 1958,852433 Составите илимон Редактор Л. Гольдина Техред А, Камышникова Корректор Е. Хмелев пография, пр, Сапунова, 2 аказ 1570/12 Изд.476ПО Поиск Государственного комитета ССС113035, Москва, Ж, Рауш Тираж 749 Подписное по делам изобретений и открытий ая наб., д. 4/5
СмотретьЗаявка
2796144, 12.07.1979
ПРЕДПРИЯТИЕ ПЯ Р-6115
СЕРЕГИН АЛЬБЕРТ АЛЕКСАНДРОВИЧ, КУЗНЕЦОВ АНАТОЛИЙ ИВАНОВИЧ, РОТОВ ЮРИЙ ИВАНОВИЧ
МПК / Метки
МПК: B21K 5/04
Метки: инст-рументов, режущих
Опубликовано: 07.08.1981
Код ссылки
<a href="https://patents.su/3-852433-sposob-izgotovleniya-rezhushhikh-inst-rumentov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления режущих инст-рументов</a>
Способ получения из листовой заготовки режущего инструмента для измельчения овощей

Номер патента: 1807861
Опубликовано: 07.04.1993
Автор: Сергеев
МПК: A47J 17/18, B21D 35/00
Метки: заготовки, измельчения, инструмента, листовой, овощей, режущего
...продольный разрез; на фиг,4 - то же, после отгиба режущих ребер, продольный разрез, вариант,Способ получения режущего инструмента реализуется следующим образом.Вырубают загоовку 1 и пробивают в ней отверстия 2 на штампе совмещенного действия. В процессе пробивки надрезают материал на части,З контура отверстия, в зоне 4, прилегающей к остальной части отверстия, формуют выпуклый участок, наклоненный к плоскости заготовки под углом ф срезают часть надрезанного и отформованного участка по поверхности Б с образованием заостренной кромки 5 на заготовке,Угол 90 - ф определяет угол заострения режущей кромки. В гибочном штампе не показан) отгибают режущее ребро 6,содержащее и перекрывающее участок 4. срасположением поверхности среза Б...
Направляющий инструмент стана винтовой прокатки

Номер патента: 603443
Опубликовано: 25.04.1978
Авторы: Зимин, Потапов, Романцев, Харитонов
МПК: B21B 19/00
Метки: винтовой, инструмент, направляющий, прокатки, стана
...процессв в неустановившйся период прокатки.Это достигается тем, что направляющийинструмент стола, включающий холостой боч-Ьковидный родик и прилегающую к его торцупрофилированную, с желобчатой рабочей поверхностью, линейку, линия дна которой иобразующая ролика плавно сопряжены, снабжен дополнительным ходостым бочковидным 40роликом, расположенным по другую сторонулинейки.Линейка выподнена в виде секторасдиниейдна желоба, расположенной по дуге, ось ко-торого перпендикулярна к плоскости расподожения осей роликов,При этом длина дуги сектора равна ддине бочки рабочего валка, а длина бочки ролика составдяет 10-1,5 ее длины,На фиг. 1 изображен направляющий инструмент при захвате заготовки; на фиг. 2 то же, при установившемся процессе....
Направляющий инструмент стана винтовой прокатки

Номер патента: 954122
Опубликовано: 30.08.1982
Авторы: Гончарук, Зимин, Неклюдов, Потапов, Романцев, Шаманаев
МПК: B21B 19/02
Метки: винтовой, инструмент, направляющий, прокатки, стана
...взаимного перемещения вдоль оси а бандаж составлен из двух колец, которые жестко насажены на части разъемной ступйцы.На фиг. 1 изображен направляющий инструмент стана, винтовой прокатки для деформирования заготовок малого диаметра (последний проход); на фиг. 2 - то же для деформирования заготовок большего диаметра (первый проход); на Фиг. 3 - схема прокатки на направляющем инструменте в первом проходе; на фиг. ч - то же в последнем проходе; на фиг. 5 - разрез А-А на фиг. 2.Направляющий инструмент включает ось 1, на которую по скользящей посадке насажена опорная ступица 2, разрезную ступицу .3, состоящую из двух частей, насаженный на нее разрезной бандаж 1 состоящий из двух колец.На оси выполнена левая и правая резьба. Ось...
Способ профилирования многолезвийного режущего инструмента с циклоидальным профилем стружечной канавки

Номер патента: 1359084
Опубликовано: 15.12.1987
Автор: Мельников
МПК: B23F 5/00
Метки: инструмента, канавки, многолезвийного, профилем, профилирования, режущего, стружечной, циклоидальным
...циклоидальный профиль стружечных канавок, удовлетворяющийгл ли 2 та 7, совмещая вершину Г зуба 2 с линией кратчайшего межосевого расстояния 00. При этом, центр О,. дуги окружности радиусом К,скругляющей вершину профиля зуба обкаточного инструмента, является точкой касания начальной центроиды .6 с исходной окружностью 8 диаметром с 1 ,Исходная окружность - делительная окруж.ность 9 наименьшего диаметра, при обкатке которой по начальной центроиде 6 получают канавки многолезвийного инструмента наименьшей высоты и с профилем, выполненным по дуге окружности с наименьшим радиусом о К оГлубину стружечных канавок Ь, так же как наружный диаметр Й а назначают по геометрическому ряду с тем же знаменателем ), что и для ряда эта лонных...
Направляющий инструмент стана винтовой прокатки

Номер патента: 562325
Опубликовано: 25.06.1977
Авторы: Гончарук, Матурина, Потапов, Романцев, Хмельнов, Шаманаев
МПК: B21B 27/02
Метки: винтовой, инструмент, направляющий, прокатки, стана
...по длине очага деформацииБандаж выполнен сборным из сегментных, шарнирно соединенных вставок 9. Рьиаги 10 одним концом соединены с сегментными вставками и обкатываются по элементам качения, обеспечивая тем самым изменение овализациц по длине очага деформации.На боковой поверхности центрального паза выполнены проточки по замкнутой кризой, кривизна которой повторяет изменение кривизны углублений ступицы, в которых расположены элементы качения 11, Наряду с пружинами 12 и подпружиненными шариками 1,1 элементы качения препятствуют,выпаданию сегментных вставок под действием собственного веса при вращении диска. Для предохра цения от попадания окалины в пазы установлены уплотнения И. Ось диска закреплена неподвижно,Прицццп действия...
Предыдущий патент: Способ изготовления деталей снаружной резьбой
Следующий патент: Суспензия для изготовления керами-ческих форм и стержней, получаемыхпо постоянной ochactke
Случайный патент: Воздушно-струйное укрытие