Патенты с меткой «разнородных»
Способ сварки разнородных термопластов

Номер патента: 468794
Опубликовано: 30.04.1975
Авторы: Комаров, Рузаков, Тростянская, Царахов
МПК: B29C 27/02
Метки: разнородных, сварки, термопластов
...до с присоединением заявк123) Приоритет -Опубликовано 30.04.75.Дата опубликования оп Изобретение относится к способам сварки термопластов,Известен способ сварки разнородных термопластов с использованием промежуточного слоя из пленки пластифицпрованцого гомополимера,Цел(з 1 о изобретения является увеличен(н прочности сварного соединения,Для этого в качестве промежуточного слоя используют пленку из сополимера, включающего звенья обоих соединяемых полимеров при содержании одного из иих от 3 до 97 вес. %.Процссс сварки пленок из разнородных термопластов с использованием контактного нагрева длч всех сочетаний полимерных материалов Выглядит Одинаково: соединяемые ПО- верхиости обезжирива(отся, например, тампоном, смоченным в бепз(п(е, и между...
Способ сварки давлением труб из разнородных металлов

Номер патента: 469556
Опубликовано: 05.05.1975
Автор: Шевелев
МПК: B23K 19/00
Метки: давлением, металлов, разнородных, сварки, труб
...изобретения5 1. Способ сварки давлением труб пз разнородных металлов через промежуточную металлическую прокладку, о т л и ч а ю щ и й с я тем, что. с целью повышения качества соедпнения, между свариваемыми поверхностями в 0 качестве проклад 1 ги берут прокладку, изготовленную из нескольких слоев отрезков тонкой проволоки из материала наиболее жаропрочной грубы.2. Сособ по п, 1, отличающийся тем, 5 1 то, с целью повь 1 шення технологичности истабильности процесса сварки труб, прокладка выполнена в виде втулки из спрессованных 11 РОВОЛОЧЕК. Изобретение относится к изготовлению биметаллических труб сваркой,Известен способ сварки давлением труб из разнородных металлов через промежуточную металлическую прокладку,Основной недостаток...
Способ сварки в нахлестку разнородных металлов

Номер патента: 484059
Опубликовано: 15.09.1975
Авторы: Беленький, Осокин, Тощев, Умнаев, Шишов
МПК: B23K 9/16
Метки: металлов, нахлестку, разнородных, сварки
...по кромке более легкоплавкого металла, расплавляет ее, вытесняет расплавленный металл из зоны нагрева. Дуга оказывается направленной на открытую поверхность более тугоплавкого металла и подогревает ее. Расплавленный металл смачивает подогретую поверхность более тугоплавкого металла. Преимущество предлагаемого способа состоит в том, что сварка выполняется одним источником тепла, располагаемым со стороны расплавляемого более легкоплавкого метал ла. Расположение источника тепла над расплавляемой кромкой позволяет вести визуальное наблюдение за расплавлением и растеканием металла и, активно вмешиваясь в процесс в случае надобности, обеспечивать 10 получение качественного сварного соединения.В качестве источника тепла можетприменена...
Способ сварки трением встык разнородных металлов

Номер патента: 505540
Опубликовано: 05.03.1976
Автор: Хлебцевич
МПК: B23K 19/00
Метки: встык, металлов, разнородных, сварки, трением
...тся тем, что по предлагае ковку и обжвтие стыкажением на осадочную мат-ск ультразвуковых колебаний, хОче яжений в очаге деформаче колебаний не менее округ ге щаюшейся заготовки.иведена схема сварки треем осадочной матрицы и И ча В процессе отные удь тение относится к отрением.ен способ сварки трением всть х металлов, при котором осувращение одной заготовки, пр ка и обжатие его при помощи матрицы, надетой нв неподвиж овку. ттком известного способа являетстойкость осадочной матрицы и ное качество сварного шва по песвариваемых заготовок,изобретения - повышение стабильества сварвого шва и стойкости поперечных высокочастотнывых колебаний, включается в следующем. варки поперечные высоко- звуковые колебания сииСоставитель Е.гютненкова.Техред...
Способ сварки давлением деталей из разнородных металлов

Номер патента: 534327
Опубликовано: 05.11.1976
Авторы: Анохин, Борисова, Желобцов, Каран, Лукин, Попов
МПК: B23K 19/00
Метки: давлением, металлов, разнородных, сварки
...детали из более твердого мегалла в деталь из более мягкого металла, Сцелью дополнительной активации поверхности более твердой детали ее нагревают доболее высокой температуры 21,По известному способу возможно окисление поверхности более твердой детали,Бель изобретения - одновременнаа и запрессовка деталей дпя повышества соединения, Для достижения этой но с ее отверстием.О Чертеж поясняет способ.На деталь из менее тугоплавкого металла 1 укладывают фильеру с режущей кромкой 2. Деталь 3, выполненную из болеетугоплавкого металла, под давлением за прессовки проталкивают через фильеру, которая снимает с поверхности детали 3 требуемый слой глубиной 0,001-1,00 мм, содержащий окисную пленку и адсорбированныена ней жиры, газы и воду.20 Далее вновь...
Способ пайки разнородных материалов

Номер патента: 538834
Опубликовано: 15.12.1976
Авторы: Лобенцов, Мухин, Недельчик
МПК: B23K 1/20
Метки: пайки, разнородных
...2, хорошо смачиваемого припоем 3, например, золото или медь.Металл наносят в виде отдельных линий сзазором, соответствующим получению требуемой плотности расположения припойных участков, Покрытие металла припоем может быть выполнено предварительно (до пайки деталей) одним из известных способов, на пример погружением в расплав припоя, или непосредственно в момент пайки деталей (между распаиваемыми деталями укладывают припойную пластинку). Аналогично выполняют подготовку и на алюминиевом корпусе 4, 15 но смачиваемые припоем металлизированныелинии 5 выполняют так, чтобы при совмещении паяемых деталей они пересекались с линиями металла 2 основания. Поверхности, подлежащие пайке офлюсовывают, совмеща ют и прижимают друг к другу в...
Способ нагрева под сварку деталей из разнородных металлов

Номер патента: 554113
Опубликовано: 15.04.1977
Авторы: Бордаков, Воронов, Копылов
МПК: B23K 19/00
Метки: металлов, нагрева, разнородных, сварку
...снижает требования к инерционности датчика контроля температуры детали из твердого металла в условиях высоких скоростей ее остывания при наличии контроля времени остывания. Все это значительно повышает качество сварного соединения и надежность работы сварочного устройства.25 1. Способ нагрева под сварку деталей изразнородных металлов, при котором осуществляют дифференцированный нагрев деталей до сварочных температур в защитной среде, отличающийся тем, что, с целью повышения качества соединения, нагрев осуществляют до температур выше сварочных, а затем охлаждают, регулируя длительность остывания, для одновременного достижения температуры сварки обеими деталями.2, Способ по п, 1, отличающийся тем,что необходимую длительность...
Способ сварки трубных деталей из разнородных металлов

Номер патента: 563251
Опубликовано: 30.06.1977
МПК: B23K 21/00
Метки: металлов, разнородных, сварки, трубных
...контейнера, в которых они поме щены, т, е. т=1 зт, а Ю,="т. Относительная скорость сближения мсталла М равнаф ф 2На чертеже поспособа, когда а 30 Т неподвижен, С 1"мт ф2 20 сближения металла М просто равна Уь При перемещении металла М со скоростью Ум= =К скорость движения иглы 4 равна %з, при этом Рз)Ум.Контактные скорости мягкого и твердого металлов, обозначенные соответственно Рм и Ът, которые возникают при движении иглы 4, создают контактные напряжения тм и тт в мягком и твердом металлах соответственно. При этом где ом и о т - пределы текучести упрочненных соответственно мягкого и твердого металлов.При движении иглы 4 со скоростью 1 Гз, когда Вз)%, на ее контактных поверхностях со свариваемыми металлами возникает...
Способ динамических испытаний соединения разнородных материалов
Номер патента: 567995
Опубликовано: 05.08.1977
Авторы: Романченко, Степанов
МПК: G01N 19/04, G01N 3/313
Метки: динамических, испытаний, разнородных, соединения
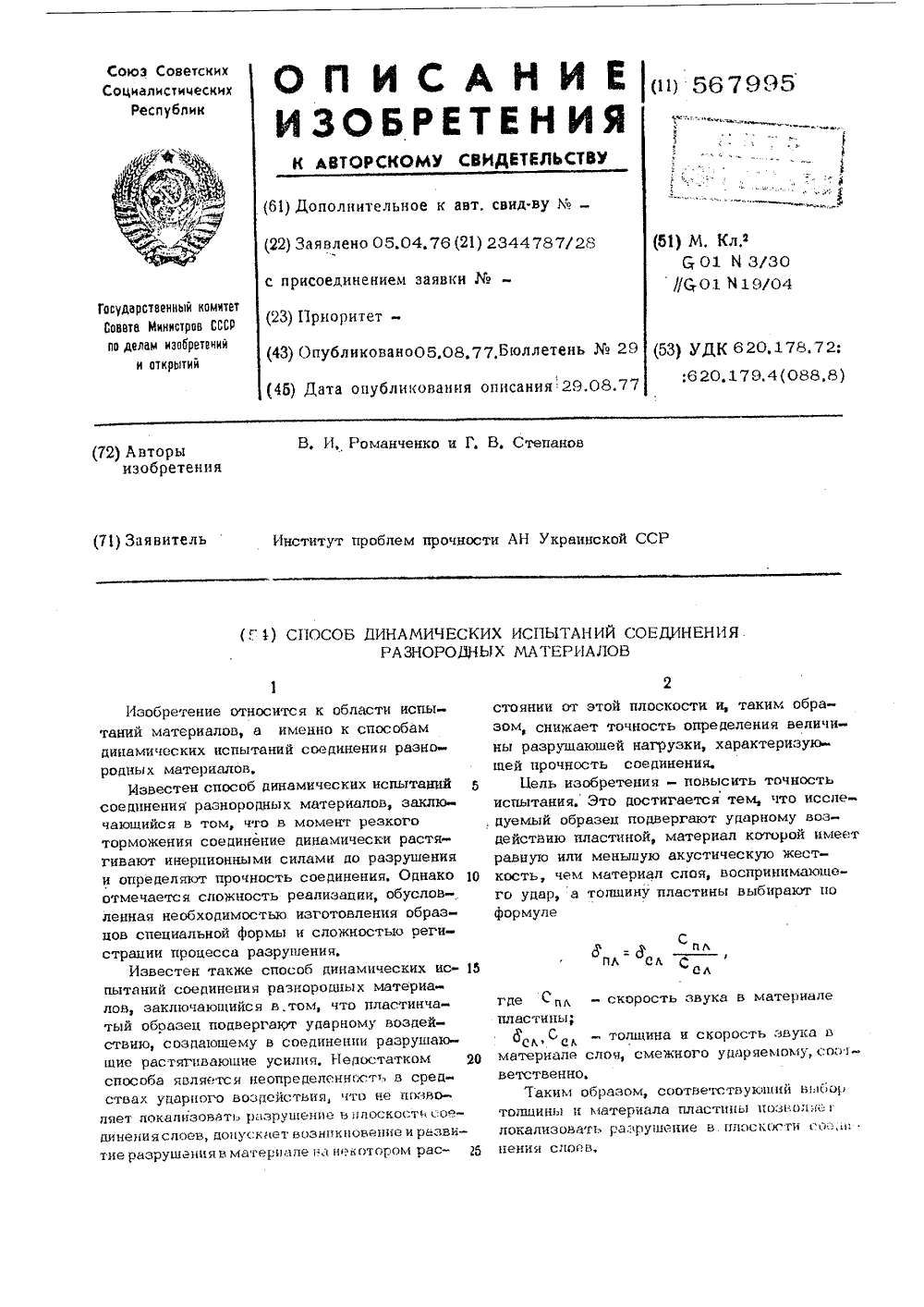
...способу; на фиг. 2 - диаграмма распространения волн напряжений.Способ реализуют следующим образом.Исследуемый плоский образец, состояший из двух слоев 1 и 2, между которыми имеется соединение по плоскости 3, закрепляют по контуру. Разгоняемая до некоторой скорости Ч на пневмопороховой установке пластина 4 наносит плоский удар по образцу. Распространение ударной волны регистрируется емкостным датчиком 5, одной иэ обкладок которого является образец, и записывающим прибором 6;Ударные волны 0 иот поверхности 15 соударения С распространяются в исследуе. мый образец и пластину 4, отражаясь от "свободных поверхностей с и е, распространяются навстречу друг другу, За счет меньшей или равной акустической жесткос 20 ти (где р - плоскость...
Соединение трудносвариваемых разнородных материалов

Номер патента: 573293
Опубликовано: 25.09.1977
МПК: B23K 11/10
Метки: разнородных, соединение, трудносвариваемых
...корпусу 1 глубина Ь и ширина Ь паза накладки должны несколько превышать соответствующие размеры (тол щину и.ширину) соединяемой части 3 монтажного элемента. С другой стороны, для обеспечения необходимых условий формирования ядра сварной точки вокруг соединяемой части 3 монтажного элемента размеры паза должны соответствовать условиямн" )- нгде Й - толщина накладки 4.Поскольку центр паза, выполненного в накладке 4, еще до сварки сориентирован по оси электродов сварочной машины, то пропускаемый( в момент сварки ток протекает по зоне контакта.- корпуса 1 и накладки 4, что приводит) к их совместному плавлению и образованию ядра сварной точки 5 (фиг. 2) вокруг соединяемой части 3 монтажного элемента, Образование ядра сварной точки 5 вокруг...
Способ сварки разнородных материалов давлением

Номер патента: 579115
Опубликовано: 05.11.1977
Авторы: Карелин, Крылов, Павлов
МПК: B23K 19/00
Метки: давлением, разнородных, сварки
...способ сварки родных и разнородных мет риалов, предусматриваюшц и сварку давлением на вНедостатком этого спо что он применим для мета на их основе. Из-за окисл интерметаллида невозможн родных металлическихак минимум одним изЗаказ 4301/17 Тираж 1207 ПодписноеЦНИИПИ Государственного комитета Совета Министров СССРпо дедам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 филиал ППП "Патентф, г. Ужгород, ул. Проектная, 4 материалов при остагочном давлении-3-6110 - 5 ф 10 мм рт. ст,П р и м е р 1.Сварку давлением титанового сплава ВТ 6 С с интерметаллидом Т.Н 4 производят путем деформации на вакуумномопрокатном стане цри 850 С с единичным обжатием 25% при остаточном давлении-У2 ф 3.0 мм рт. ст.й,р и м еу 2. Сварку...
Способ диффузионной сварки разнородных материалов

Номер патента: 595100
Опубликовано: 28.02.1978
МПК: B23K 19/00
Метки: диффузионной, разнородных, сварки
...оолее тугоплавкого материала, а другую прц температуре, равноц 0,3 - 0,5 температу ры плавления менее тугоплавкого материала.Дальнейшее охлаждение до температуры 30 - 50 С осуществляют как под давлением, так ц без него.ВыборЗО лений, со конкретны.; величин дельных давответстыющцх определсццоц темпеКорректор В. Петрова Редактор Т. Морозова Заказ 36/12 Цз 1,о 25 Тираж 1263 НПО Государственного комитета Совета Министров СССР по делам пзобретеннй и открытий 113035, Москва, Ж, Раушская наб., д. 45Подппснос Типография, пр. Сапунова, 2 ратуре в процессе охлаждения производится по уравнениям теории упругости.11 апряжепия, возникающие в слоях материала прп охлаждении, рассчитываются через деформации в контакте материалов.Удельное давление,...
Способ сварки давлением разнородных материалов

Номер патента: 617209
Опубликовано: 30.07.1978
Авторы: Замидченко, Каракозов, Тарлавский, Терновский
МПК: B23K 19/00
Метки: давлением, разнородных, сварки
...образом зависит от скорости деформирования е. Таким образом, кривые в ,большинстве случаев пересекаются, За оптимальную скорость деформирования, обеспечивающую симметричность деформации. принимают скорость, соответствующую точке пересечения кривых о (е) для сзариваемых материалов 1 и 2 при даиной температуре.Предложенный способ может быть реализован з различных технологических процессах сварки давлением, Наприме 11, при холодной сварке встык проводов из разнородных металлов, при аварке прокаткой, разнородных металлов, прп сварке по схеме принудительного деформирозания и др. Бо зсех случаях скорость пластического деформчрования (скорость осадки, скорость вращения валков и пр,) выбирают,исходя из условий симметричности деформирования...
Способ пайки деталей из разнородных материалов

Номер патента: 622596
Опубликовано: 05.09.1978
Автор: Непочатов
МПК: B23K 1/00
Метки: пайки, разнородных
...прокладку толщи.ной 200 мкм с размером ячейки 0,7 х 0,7 мм, Прокладку укладывают на золоченую поверхность подложки и вы622596 Формула изобретения Фиг. г Составитель Ф,КонопелькоРедактор Н,Вирко Техдед Э. Чужик Корректор С. ПатрушеваЗаказ 4738/12 Тираж 1263 ПодписноеЦНИИПИ Государственного комитета Совета Министров СССРпо делам:изобретений и открытий113035 Москва, ЖРаушская наб. д. 45Филиал .ППП Патентф, г. ужгород, ул. Проектная, 4 держивают при температуре+150 С в течение 8 час. Происходит полимеризация силиконовой резины и прочное сцепление последней с керамической подложкой. Затем подложку с прокладкой йогружают в ванну с раплавленньва припоем "дИ, при этом ячейки прок лЪЪки заполняются этим припоем.В,качестве металлического...
Способ диффузионной сварки разнородных материалов
Номер патента: 624745
Опубликовано: 25.09.1978
МПК: B23K 19/00
Метки: диффузионной, разнородных, сварки
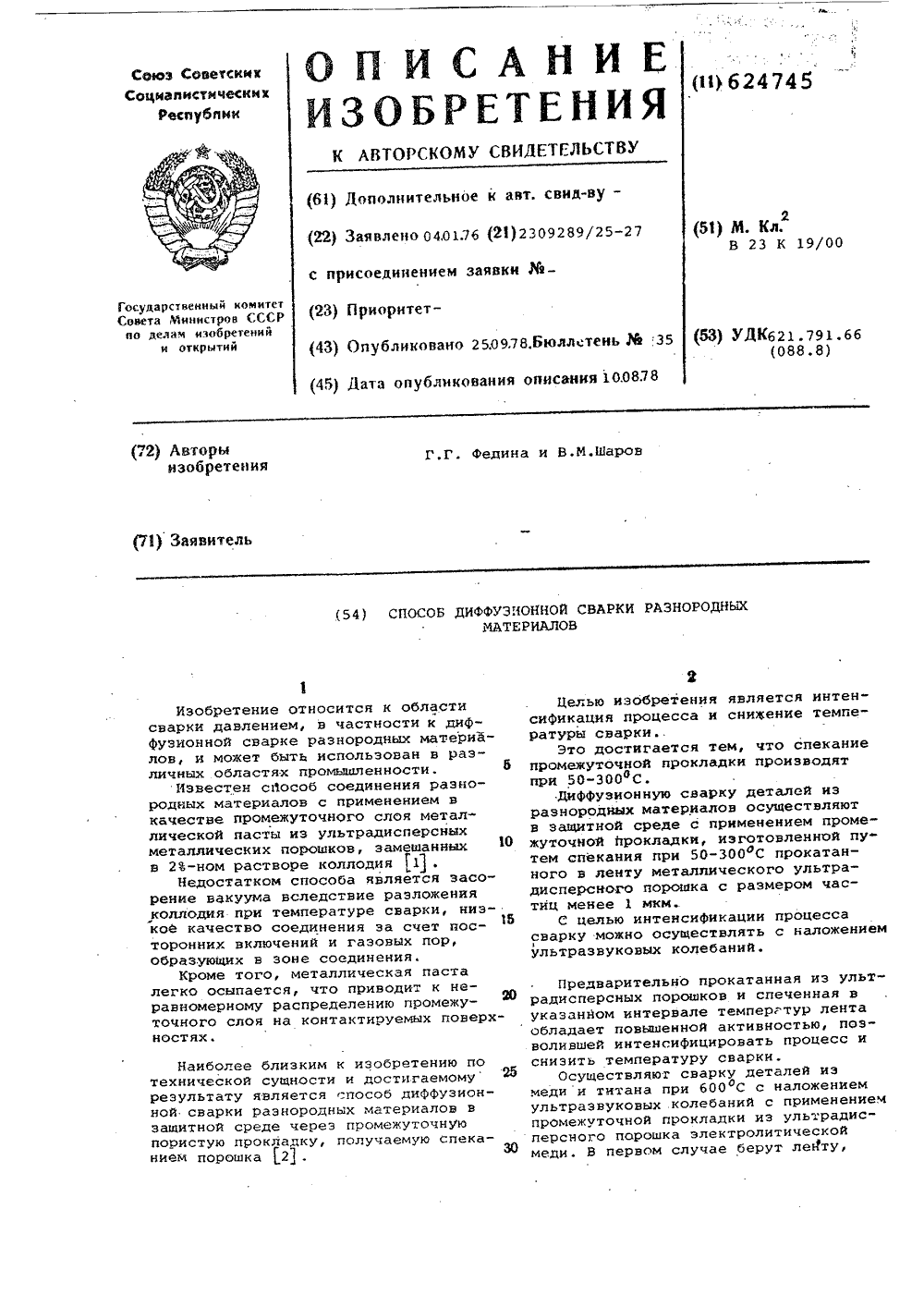
...относится к обла сварки давлением, в частности к фуэионной сварке разнородных ма лов, и может быть использован в личных областях промышленности. Известен сйособ соединения р родных материалов с применением качестве промежуточнОго слоя ме лической пасты из ультрадисперс металлических порошков, замешан в 2-ном растворе коллодия (1) . Недостатком способа является рение вакуума вследствие раэлож коллодия при температуре сварки коЕ качество соединения за счет торонних включений и газовых по образующих в зоне соединения,Кроме того, металлическая п осыпается, что приводит ерному распределению про о слоя на контактируемыхтанная из ультспеченная впер"тур лента ивностью, позать процесс и ркидеталей изс наложением й с применение из...
Устройство для соединения деталей из разнородных материалов клеем горячего отверждения

Номер патента: 627993
Опубликовано: 15.10.1978
Автор: Инякин
МПК: B29C 27/10
Метки: горячего, клеем, отверждения, разнородных, соединения
...деталей из разнороклеем горячего отверждеобогреваемую плиту и раее противоположных сторупор и жестко закрепленподвижный упор 2. ДЕТАЛЕЙ ИЗ РАЗНОРОГО ОТВЕРЖДЕНИЯ62799 Устройстъв содержит плиту 1 с нагревательными элементами 2, размещенные на противоположных сторонах плиты 1 подвижный 3 и неподвижный упор 4, жестко закрепленный на плите.Упоры 3 и 4 связаны друг с другом тягами 5 иэ материала с низким коэффициентом теплового линейного расширения, например углепластика. В подвижном упоре 3 выполнен сквозной паэ 6, в кото 1 О ром свободно установлена плита 1, Тяги выполнены регулируемыми по длине,Устройство работает следующим образом;На плиту 1 укладывают пакет склеивае 15 мых деталей 7, состоящий, например, иэ металлического листа...
Способ сварки плавлением разнородных металлов

Номер патента: 631279
Опубликовано: 05.11.1978
Авторы: Дунаев, Евсеев, Колпащников, Мишин, Трутнев
МПК: B23K 9/02
Метки: металлов, плавлением, разнородных, сварки
...так как они не склонны к коррозионному растрескиванию под напряжением. Поэтому предлагаемый способ соединения узлов позволяет также сохранить исходные прочностные и технологические свойства биметаллического переходника, так как граница соединения магний - алюминий в биметаллическом переходнике не подвергается 1 О воздействию опасных температур.Таким образом, данный способ обеспечивает получение прочно -плотного работоспособного соединения узла иэ магниевого сплава с узлом из алюмжние вого, медного, стального и др, сплавов. П р и м е р . Проводилась сварка узла в виде трубопровода из магниевого сплава МА 2-1 с узлом иэ алюминиево-, го сплава АМг 6 диаметром 25 мм, Сначала трубопровод из магниевого сплава МА 2-1 сваривался...
Способ соединения разнородных материалов

Номер патента: 653644
Опубликовано: 25.03.1979
Авторы: Боравская, Григорьева, Касьянов, Лаповок, Скляров, Терехов, Чепкунов, Чижик
Метки: разнородных, соединения
...материалов, основанной на том, что между пористой губкой и краем камеры из молибдена располагают кольцо из ниобия в качестве припоя 11Наиболее близким по техническому решению к предлагаемому является способ соединения разнородных материалов, основанный на пайке припоем с наполнителем, не плавящимся при температуре пайки, в защитной от окисления атмосфере 2,Однако в этом способе используется по- т 5 рошкообразная при пойная смесь, поэтому нанесение припойной смеси на паяемые поверхности равномерным слоем является довольно сложной операцией, Кроме того, использование порошковой припойной смеси не позволяет получать паянные соединения со стабильными физико-механическими свойствами из-за возможной неоднородности при Чепкунов, В. В....
Способ сварки плавлением высокопрочных и разнородных сталей

Номер патента: 659310
Опубликовано: 30.04.1979
МПК: B23K 9/16
Метки: высокопрочных, плавлением, разнородных, сварки, сталей
...способ осуществляют следующим образом,При сварке плавящимся электродом дугу 10 возбуждают между кромкой 1 электродной проволокой 4.Сварку ведут с колебаниями электродной проволоки 4 поперек разделки по заданной траектории колебаний.В зоне воздействия дуги 10 на кромку 2 начинают расплавлять отрезок 5 электродной проволоки 4, образуя следующий валик поперек шва. По мере продвижения дуги 10 вдоль направления сварки отрезки 5 - 8 электродной проволоки 4 чередуют, образуя сварной шов, состоящий из тонких композиционных прослоек, что обеспечивает равнопрочность сварного соединения и основного металла.Длину отрезков 5 - 8 выбирают равной скорости подачи проволоки 4, умноженной на время перемещения дуги 10 от кромки 1 к кромке 2.При...
Способ получения соединения конструкций из разнородных металлов

Номер патента: 663278
Опубликовано: 15.05.1979
Авторы: Альфред, Хуберт, Эдуард
МПК: B23K 9/00
Метки: конструкций, металлов, разнородных, соединения
...сталь,Кроме того, крестовину в зоне ее соедине.ния с промежуточной деталью выполняют высотой, равной высоте последней, и в этой зонекрестовины производятнаправку марганцовистой сталью.Рельс в зоне его соединения с промежуточной деталью выполняют с высотой, равной вы.3соте последней,и производят наплавку в этой зоне хромоникельмарганцовистой сталью.На фиг. 1 представлено соединение, полученное согласно данному способу, общий вид; на фиг. 2 - разрез по А - А на фиг. 1; на фиг. 3 - разрез по Б - Б на фиг, 2,663278 Й р и м е р . Крестовина 1 выполнена из аустенитной марганцовистой стали методом литья, Рельс 2 углеродистой стали соединяют с крестовиной 1 посредством промежуточной детали 3 и аустенитной стали сварными шва. ми 4,...
Способ соединения проводов из разнородных металлов

Номер патента: 665355
Опубликовано: 30.05.1979
МПК: H01R 5/10
Метки: металлов, проводов, разнородных, соединения
...находящихся в агрессивной среде, например, в сельском хозяйстве в животноводческих помещениях.Известен способ клеммного соединения проводов из разнородных металлов, например алюминия и стали, путем зачистки концов проводов, прижатия их с помощью винтов или болтов к общей металлической пластине 11.Данный способ не обеспечивает надежности соединения из-за того, что при пропускании электрического тока контактное соединение нагревается, при этом на алюминиевом проводе образуется окисная пленка, а поверхность стального провода подвергается коррозии, в результате чего н а руш а ется контакт.Наиболее близким по технической сущности к предлагаемому способу является способ соединения проводов из разнородных металлов, заключающийся в...
Способ сварки плавлением разнородных металлов

Номер патента: 692712
Опубликовано: 25.10.1979
Авторы: Байраковский, Демичев, Рощин, Фролов, Хаванов
МПК: B23K 31/00
Метки: металлов, плавлением, разнородных, сварки
...Способ сварки плавлением осуществляют следующим образом. Выполняют несимметричную разделку кромок свариваемых деталей 1 и 2 с коэффициентом теплопроводности М, и М . При этом угол скоса детали 1 а. и угол скоса детали 2 б.з в сумме дают общий угол разделки дчУглы разделки б. и с 4 о определяют по следующим соотношениям Аб 1 =доЛ. +ДМг 1 22=4 о лГЗатем стыкуют свариваемые элементы, материалы которых имеют коэффициенты теплопроводности А 1 и Х. Перемещают торец вольфрамового электрода 3 вдоль биссекторной плоскости 4 общего угла разделки а. Для этого в разделку укладывают шаблон, равный общему углу д.о разделки, имеющему риску, соответствующую биссектрисе общего угла разделки, и по этой риске выставляют торец 3. При...
Способ диффузионной сварки деталей из разнородных материалов

Номер патента: 697278
Опубликовано: 15.11.1979
Авторы: Виноградов, Лебедев, Панов, Фишкис
МПК: B23K 19/00
Метки: диффузионной, разнородных, сварки
...деталями 1 и 2 размещают промежуточные прокладки 3, между которыми устанавливают демпфирующий элемент 4 в ниде плоской концентрической спирали, Форма витков которой соответствует конфигурации свариваемых поверхностей толщиной 0,5 ф 0,9 толщины промежуточной прокладки. Собранный узел устанавливают в сварочную камеру диффузионной установки, созда-т вакуум и нагревают, При температуре сварки детали сдавлива ют и производят изотермическую выдержку. После сварки сваренную деталь охлаждают и извлекают из камеры.При сварке демпфирующий элемент эапрессовывается в промежуточные прокладки, поэтому в процессе эксплуатации сваренного изделия в условиях термоциклирования происходит компенсация возникающих при этом напряжений, что приводит...
Способ соединения разнородных материалов

Номер патента: 703871
Опубликовано: 15.12.1979
Авторы: Григорьева, Дуболазов, Кабузан, Лаповок, Метелкин, Морохов, Томашпольский, Фролов, Чижик
МПК: H01J 9/02
Метки: разнородных, соединения
...электросопротивление контакта кремний-никель значительно ниже, чем контакта кремнийсвинец, при этом размер пор от 0,1до 1 мк"м"ойредЕляется процессом коаг"ляции "высокодисперсцого "порошка притемйературах пайкйсвийцовыьй припоями -250.; в 4 С (средний размерпор пористой среды, определяется,главным образом, дисперсностью исходного порошка),Что касается развязки термомеханических напряжений, оптимизациясоединений подобного рода должна" "-заключаться в увеличении пластичной составляющей пористой среды (увелйчейие пористости и размера порот 5 до 10 мкм), кроме того, долж=Йо"выполняться непременнбе условиедостаточно высокой дисперсностиТаб.г,иц;а ср 3871 пористой среды, приводящей к самоэалечинацию микролефектон путем";.йичкотемпературного...
Способ диффузионной сварки разнородных материалов

Номер патента: 706216
Опубликовано: 30.12.1979
Авторы: Губарев, Липинский, Маеров
МПК: B23K 19/00
Метки: диффузионной, разнородных, сварки
...из стали с карбидообрвзующими алементами, производятдиффузионную сварку и отжиг, Благодаряпредварительному науглероживанию поверхности конструкпионной стали в процессеотжига избыточный углерод из конструкционной стали диффундируют в легирован"ную сталь с карбидообразующими элементами. Концентрация углерода в околошовной зоне конструкционной стали после отжига остается на урсвне содержания его37062 в "металле-в Состоянии поставки, в результате чего ферритная прослойка в сварном шве и околошовной зоне практически от сутствует.5П р и м е р. Диффузионной сваркой изготавливали развертку диаметром 20 мм, режущую часть которой изготавливали из быстрорежущей стали РОК 5 с карбидообразующими элементами, а хвостовик - из конструкпионной...
Способ соединения разнородных материалов

Номер патента: 712868
Опубликовано: 30.01.1980
Авторы: Боравская, Григорьева, Лаповок, Морохов, Фролов, Чижик
МПК: H01J 9/02
Метки: разнородных, соединения
...припоя в зоне соединения.Поставленная цель достигается тем, что пайку разнородных материалов проводят в ультразвуковом поле частотой до 100 кГц.Способ осуществляется следующим образом.Между паяемыми поверхностями помещается пористая среда, изготовленная из металлического порошка (например, никелевого, медного и др,) с размером пор до 50 мкм, предварительно пропитанная припоем. Такая конструкция обеспечивает удержание припоя в зоне соединения при наложении ультразвуковых колебаний за счет действия капиллярных сил, возникающих в пористой среде. Увеличение размера пор (выше 50 мкм) ведет к снижению капиллярных сил, удерживающих припой в зоне соединения. Кроме того, изготовление пористой прокладки толщиной 150 - 200 мкм с размером пор...
Способ пайки элементов из разнородных металлов

Номер патента: 716748
Опубликовано: 25.02.1980
Автор: Крафт
МПК: B23K 33/00
Метки: металлов, пайки, разнородных, элементов
...можно пренебречь поверхностным окислезвием.соединяемых металлов), При запрессовке уменьшается также возможность окисле-ния поверхностей соединяемых металлов приих нагреве под пайку,Передачу давления соединяемым металламв процессе пайки проще всего осуществить с Для соединения сталь 10 - Мг 1 давление прессования при пайке должно составлять не менее 10 кг/ммф, Дальнейшее повышенйе дав. пения нецелесообразно, поскольку оно вызывайомощью пресса (давление прессования), Приэтом обеспечивается необходимое постоянствовеличины контактного давления между соеди.нлемыми металлами и припоем, В процессепайки излишки и остатки окисных пленоквыдавливаются из зоны соединения. Следуетотметить, что кристаллизация припоя в закрытых полостях под...
Способ пайки деталей из разнородных материалов

Номер патента: 737144
Опубликовано: 30.05.1980
Автор: Непочатов
МПК: B23K 1/00
Метки: пайки, разнородных
...данным припоем, образуя столбики высотой 200 в 3 мкм. Образование последних происходит за счет сил поверхностного натяжения и хорошей смачиваемости участков медной пленки припоем.В качестве металлического основания используют пластины из алюминиевого сплава Дразмером ЗОХ 48 Х 2 мм, покрытыесло- ем никеля (15 мкм), меди (6 мкм) и сплавом олово-висмут (9 мкм) и облуженные припоем ОИ -52.Между подложкой и пластиной укладывают фольгу припоя ОИтолщиной 50 мкм и несмачиваемую припоем никелевую рамку ю толщиной 200 мкм и шириной 2 мм. Эта рамка обеспечивает образование микрополос тей в зоне спая между подложкой и металлическим основанием, что создает условия для формирования в зоне спая множества МОстолбиков припоя, соединяющих собой...
Способ соединения труб из разнородных металлов

Номер патента: 747584
Опубликовано: 15.07.1980
Авторы: Виноградов, Лебедев
МПК: B21D 39/04
Метки: металлов, разнородных, соединения, труб
...является повышение надежности и работоспособности в условиях высоких температур за счет сглаживания (демпфирования) упруго-плас тичесхих деформаций, вызванных термическими напряжениями при эксплуатации переходников.Указанная цель достигается тем, что соединение разнородных труб производят через промежуточный слой, который выполняют из демпфирующего материала и наносят его перед выполнением резьбы на поверхность одной из соединяемы труб слоем, составляющим 30-60 Ъ от плошади поперечного сечения нитки резь бы. Применение данного способа позволит повысить надежность работы соединения в условиях высоких температур.На фиг. 1 показан отрезок внутренн трубы с нанесенным промежуточным слоем; на фиг, 2 - резьба, поперечное сечение; на фиг. 3...
Способ сварки трением деталей из разнородных металлов

Номер патента: 772771
Опубликовано: 23.10.1980
МПК: B23K 20/12
Метки: металлов, разнородных, сварки, трением
...к поверхности контакта под углом 60-75 в основание углубления в корпусной детали 2 иэ пластичного металла и развальцовывается в ее теле под действием радиальных составляющих давления, возникающего на конической поверхности. При этом осуществляется сварка как по поверхности отверстия, так и по врезаемой наружной поверхности стержневой детали.19Развальцовка торца стержневой детали увеличивает площадь шва и проч- ность соединения на разрыв, а углубление в корпусной детали способствует повышению несущей способности соединения при действии поперечных изгибающих усилий.Форма развальцованной части определяется геометрией углубления в стержневой детали, соотношением твердости соединяемых металлов и параметрами режима сварки. Соединение...