Патенты с меткой «малопластичных»
Способ увеличения допустимых обжатий в первых проходах при горячей прокатке малопластичных сплавов

Номер патента: 75269
Опубликовано: 01.01.1949
Автор: Гаген-Торн
МПК: B21B 3/00
Метки: горячей, допустимых, малопластичных, обжатий, первых, прокатке, проходах, сплавов, увеличения
...любым другим образом, после чего слитки отжигаьотся для рекьэььсталлизациц продеформированного, циклепанного поверхностного слоя. Вел;вьиньь допустимых обжатий в первых проходах горячей прокатки малопластичцых сплавов ограничиваются появлением трещин на бо. ковых кромках полосы. Причиной образования этих трещин является малая пластичность материала слитков, не выдерживающего растягива. ющих ьапряжеььий, возникающих иа боковых кромках при прокатке в гладких валках.Предлагаемый способ предварительной обработки слитков малопла. стичцых сплавов имеет целью значительно повысить пластичность по. верхцостцых слоев слитков, в частнссзпь, боковых кромок, и, тем са. мым, обеспечить возможность применения средних и повышенных обжатий и первых...
Способ повышения пластичности литых малопластичных сплавов

Номер патента: 100125
Опубликовано: 01.01.1955
Автор: Растегаев
Метки: литых, малопластичных, пластичности, повышения, сплавов
...путем горячей штамповки конические выемки, Размеры этих выемок определяются в зависимости от принятой степени обжатия и размеров слитка.Обжатие слитка после получения конических выемок производится между плоскими бойками при температуре, предварительно определяемой по пространственной диаграмме рекристаллизации 2-го рода для данПЛАСТИЧНОСТИ ЛИТЫХНЫХ СПЛАВОВ9 в Министерство черной металлургии ССС ного малопластичного сплава. На основании этой диаграммы устанавливается оптимальный термомехани ческий режим обжатия с тем, чтобы в условиях объемного сжатия вызвать полную рекргсталлизацию во всем объеме слитка.Дальнейшая горячая обработка осуществляется ооычным способом, предусмотренным техническими условиями для данного металла или...
Способ осадки цилиндрических заготовок из малопластичных сплавов в обойме из пластичных материалов

Номер патента: 124287
Опубликовано: 01.01.1959
Автор: Могучий
МПК: B21J 1/04
Метки: заготовок, малопластичных, обойме, осадки, пластичных, сплавов, цилиндрических
...с очень толстыми стенками. При этом затрачиваются большие усилия на осуществление осадки. В случае применения обойм с тонкими стенками, вследствие изгиба стенок (выпучивание) в процессе осадки образуются полости, располагаемые на половине высоты обоймы. Эти полости снижают величину сжатия заготовки.Существо описываемого способа заключается в том, что усилие бойка в процессе осадки прикладывается только к торцу заготовки, минуя кромки обоймы.Применением такого способа осадки устраняются полости между заготовкой и тонкостенной обоймой, что способствует .созданию.более высоких напряжений сжатия в заготовке.На чертеже показана схема осуществления описываемого способа.Цилиндрическая заготовка 1 заключена в тонкостенную обойму 2, йри...
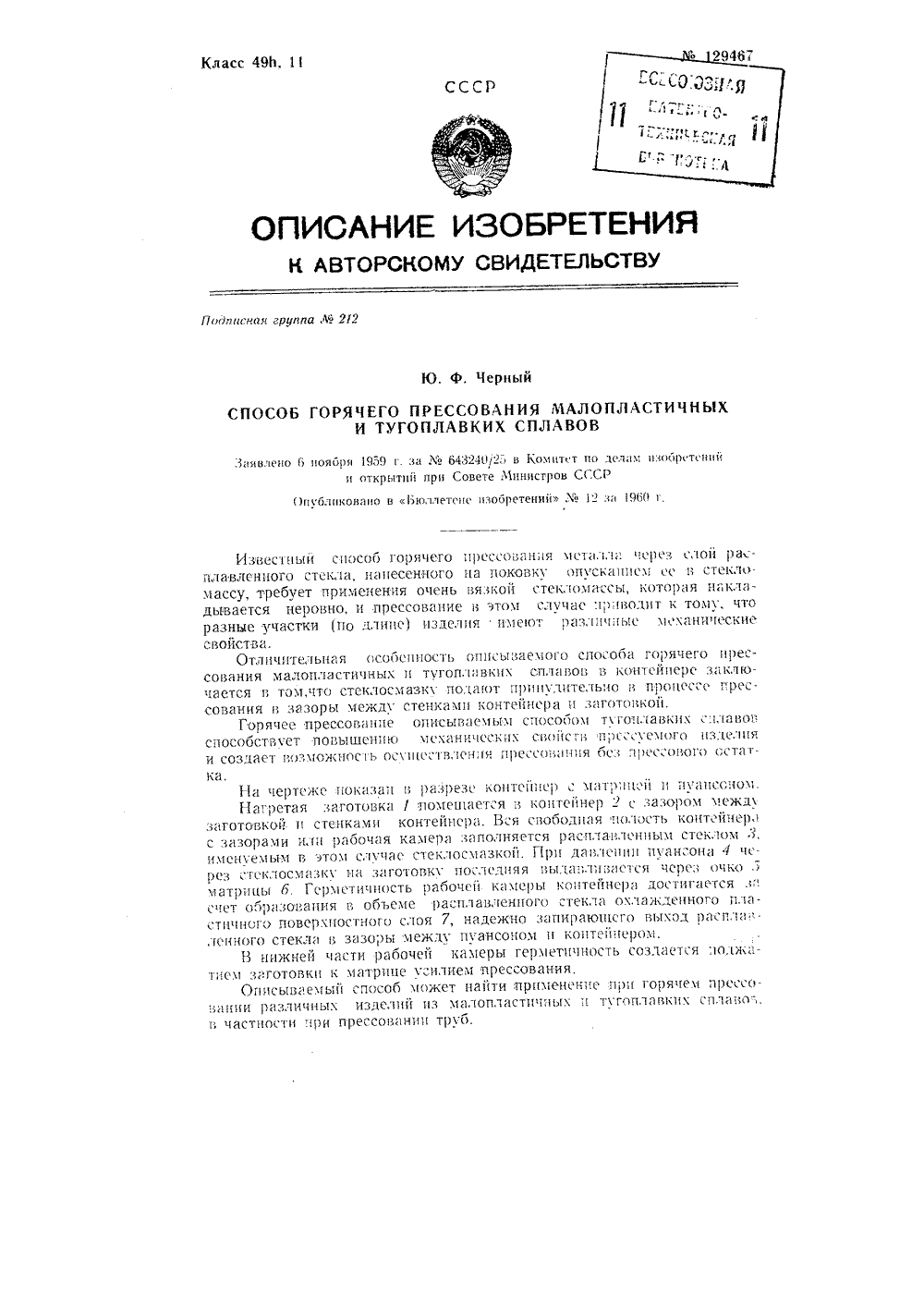
Способ горячего прессования малопластичных и тугоплавких сплавов
Номер патента: 129467
Опубликовано: 01.01.1960
Автор: Черный
Метки: горячего, малопластичных, прессования, сплавов, тугоплавких
...г ,пллвов в конт цулительцо в п . 1 Я И ЗГОТОВ К Особ)ОМ ТСГ 011 л ;Воцс Гц ПРСССМС с О лгг и я без; ре тля Особ астичнык о стеклосы между ессов а и;ге ьышснпю жцость ос спгюсть описывае и тугогЛлвкцк с азк полают прг стенками контей описываемым счМС);НИ 1 ССКИК 11 СеВЛСН:гЯ ПРЕС орячего ирессйцерс злклюр 011 сссс г.рсс. ой.авки.; сплавов мого изделия С;0110 ГО ОстятНя чертеже показа и разрезе контсгпгср с мринси и пу,гнсоцом.1 агрстая зяГОтовкя 1 Номенется и контсЙнер ) с зазором )гсжд злготовкои и стенками контейнера. Вся свободная полость контейнер,г с зязорями игги рлоочяя кямеря заполняется распггавгсцнъгм стсклом ), именуемым в атом случае стеклосмлзкой. Прп длвдспиц пуан:оца 4 чсрсз стсклосмлзк) цл 3 Готов 1 О пос,гслцяя выл 1 п...
Способ прессования прочных алюминиевых сплавов и других малопластичных металлов и сплавов

Номер патента: 129616
Опубликовано: 01.01.1960
МПК: B21C 23/08, B21C 25/02
Метки: алюминиевых, других, малопластичных, металлов, прессования, прочных, сплавов
...1 гроходит первый входной поясок 2 матрн 1 цы 3, который по сечсни 10 боль.пе рого тал;брТощего пояска 4Между поясками 2 и 4 расположена полость 5 подпора, заполняющаяся веществом со смазываюшими свойствами, например свТтнцом 6.Давление в контейнере 7 пОдпора, создаваемое пресс-штсмпслсм ьподпора, рассГитыВается из условия сохр 211 сн 1 тя ц 1 лнндричностн прутка 9 или прямолинсйности профиля В зоне по "пора в период прессозания. Есл" это даВлен;1 е Оудет:,12 ло, то стиазъ 32101 цее Вещсство Выдавится из полости подпора, а если велико, то:ТрсссГсхьтс Тздс,11 Я одуперелжиматься и отрываться,Угол входа в калнбрутощ 1;й поясок мат,"Тц должен быть в прсделах 20 - 30,Таки.; Ооразом, благодаря налТТГТ:Тто ПОЛОСТИ подпора в матрицеделия Гири...
Способ горячей обработки давлением из заготовок малопластичных сплавов

Номер патента: 146170
Опубликовано: 01.01.1962
Авторы: Каплин, Касьянов, Корнеев, Мороховец, Никишов, Разуваев, Скучарев, Целовальников, Ягудин
Метки: горячей, давлением, заготовок, малопластичных, сплавов
...- до температуры 1000 - 1150.Набор металла для замковой части лопатки производится за четыре перехода. После двух переходов производится подогрев заготовки в течение 30 - 5 мин. Средняя деформация за один переход при высадке составляет 20 - 2570 (поз, 111), Штамповка лопаток производится на кривошипном прессе за пять - шесть переходов в трех ручьях.Подогрев заготовок производится после каждого перехода в тече ние 30 - 45 лшн, Средняя деформация за один переход при штамповке составляет 15 - 20/0 (поз. Ю).146170 Снятие оболочки производится после окончания процессов шта.чповки и термической обработки путем срезания оболочки на кромках (поз. 1).По имеющемуся заключению предлагаемый способ горячей обработки давлением является...
Способ горячей прокатки толстбх листов из малопластичных сплавов

Номер патента: 194726
Опубликовано: 01.01.1967
Авторы: Басова, Бровман, Генисаретский, Горохов, Ливанов, Меерович, Митрюхии, Штейкиигер
МПК: B21B 3/00
Метки: горячей, листов, малопластичных, прокатки, сплавов, толстбх
...Р. Штейииигер, В. Л. Митрюхиц,И. Г. Басова, В. П. Горохов, И, М. Меерович и Н, А. Генисаретский 3 аявитс ОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОЛСТЪ 1 Х ЛИСТОВ ИЗ МАЛОПЛАСТИЧНЪ 1 Х СПЛАВОВ Однако се качес гот способ це обеспечивает хороо листа и проработку впутреш 1 их Прелложеццый с указаиых цедостат перед постуиле ие прокатцую клеть и 1 Звод 51 т подстужив заготовки водой ил пособ прокатки пе имеетков и отлиаетс 51 тем, что1 СХОЛ 1 ОИ ЗаГОТОВКИв процессе прокатки проание поверхностных слоеви воздухом. Известен способ горячей прокатки толсть листов из м 11 лопл 11 стипых сплавов, включа щий нагрев заготовки и последующую прока Полстуживацие происходит до достижецпяпсрепада температур между поверхцостцымс и цецтральцыми слоями порядка 100 - 200 СПр...
Способ изготовления профилей из малопластичных листовых заготовок

Номер патента: 218109
Опубликовано: 01.01.1968
Автор: Платонов
МПК: B21D 7/00
Метки: заготовок, листовых, малопластичных, профилей
...к нулю. кна в месте тренне равниваншо гиба и позофили с раПредмет изобретения 1 из малоплаадиусами гиба ом получают критическогоучения требуем, что, с цеадиусом гиоатовки получабуемого, а приежду его полИзвестен способ изготовления профилей измалопластичных листовых заготовок с радиусом гиба менее критического, при котором из листовой заготовки получают профиль с радиусом гиба более критического, а затем деформируют полученный профиль до получения требуемого радиуса.Предложенный способ отличается от известного тем, что при гибке заготовки получают профиль с углом меньше требуемого, а при деформировании профиля угол между его полками увеличивают до требуемого.Сущность предложенного способа заключается в том, что при гибке заготовки...
Устройство для скоростной штамповки выдавливанием полых изделий из малопластичных материалов

Номер патента: 239016
Опубликовано: 01.01.1969
Авторы: Голубков, Нистратов, Победин, Попов, Солодухо
МПК: B21J 5/04
Метки: выдавливанием, малопластичных, полых, скоростной, штамповки
...для скоростной штамповки изделий из малопластичных сплавов, содержащие пуансон и матрицу, закрепленные на бойке машины импульсного типа. Одним из самых распространенных дефектов штампуемых изделий типа стаканов является инерционный обрыв стенок, имеющий место при скоростном обратном выдавливании.Предлагаемое устройство позволяет устранить в 5 ззможяый инерционный обрывов стенок штампуемого изделия. Зто достигается благодаря тому, что на пуансоне устанавливается подвижная, свободно охватывающая его втулка, создающая при скоростной штамповке под двйствием сил инерциии подс 1 ор на торцовой поверхности стенок штампуемого изделия.На чертеже схематически изображено опи:ываемое устройство. Устройство для скоростной штамповки вы давливанием...
Устройство для деформирования малопластичных металлов и сплавов

Номер патента: 249162
Опубликовано: 01.01.1969
Авторы: Миль, Охрименко, Сплавов, Тюрин
МПК: B21J 5/00
Метки: деформирования, малопластичных, металлов, сплавов
...части обоимы. Приэтом насеченная поверхность 10 бойков 7 и 8 внедряется в плоскую часть 9 торцов обоймы, предотвращая вытекание наполнптеля 12 из торцовых выточек 5, Дополнительная гаран тия уплотнения наполнителя создается за счетповышенного перехода на торцы бойков 7 и 8 скошенных краев 4 обоймы. При дальнейшем сближении бойков 7 и 8 начинается пластическая деформация сердечника. Пластичные 15 прокладки 11, имея меньшее сопротивлениедеформации, чем сердечник, деформируются в первую очередь, компенсируя сдерживающее воздействие сил трения по контактной поверхности сердечника с бойками 7 и 8. Это приво дит к уменьшению неравномерности деформации сердечника и, следовательно, к возможности ковки его без разрушения, Однако уменьшение...
Устройство для деформирования малопластичных сплавов

Номер патента: 319371
Опубликовано: 01.01.1971
Авторы: Лившиц, Миль, Охрименко, Сплавов, Тюрин
МПК: B21J 5/00
Метки: деформирования, малопластичных, сплавов
...податливую среду - наполнитель 2 оболочки 3. С торца на сердечник помещены пластичные прокладки 4. Верхний б и нижний б пуансоны передают усилие от пресса на сердечник через бойки 7. Все устройство заклю чено в контеинер 8, которыи одновременно служит направлением для паунсонов б и б, Свободное пространство в контейнере занято наполнителем 9, для которого предусмотрены компенсаторы 10.При работе усилие машины-орудия (например, пресса) передается через пуансоны на бойки 7, а затем через пластичные прокладки 4 на сердечник-заготовку. Пластичные прокладки способствуют уменьшению неравномерности осадки сердечника вследствие нейтрализации торцовых сил трения. При сближении бойков происходит также сжатие наполнителя 2 оболочки, всестороннее...
Способ прокатки листов из малопластичных

Номер патента: 384575
Опубликовано: 01.01.1973
Авторы: Бров, Волкрпон, Серебренников
МПК: B21B 3/00
Метки: листов, малопластичных, прокатки
...границы допустимого для прокавки интервала температур,Бакалее горячие центральные слои листа стремятся получить болышузо вытяжку и растяпивают участки у баковых поверхностей.Предлагаемый способ состоит в том, что бо)ковые кромки листов нагревают до температуры более выоокой, чем температура всего листа, т. е. подопревают до достижения перепада температуры по ширине листов 30 - 80. Местный, более вьбсокий, нагрев кромок приводит к тому, что предел текучести у шгх ниже, и участки у кромок свремятся получить большую вьпяжку, чем весь лист. Центральные слои листа препятствуют удлинению боковых участков, создавая в,них сужнваюшие напряжения вместо растягивающих, что уменьшает оклонность к появлению трещин.Кроме того, вследствие местного...
Стеклосмазка для горячего прессования малопластичных металлов и сплавов

Номер патента: 450785
Опубликовано: 25.11.1974
Авторы: Гуляев, Дробич, Ковалев, Хамхотько, Чуйко
МПК: C03C 7/04
Метки: горячего, малопластичных, металлов, прессования, сплавов, стеклосмазка
...вают необходимого дел ий. Цель предлагаемо сить качество прессу Для этого стеклос ные компоненты в вес. %:центробежнолитых заготовок стичной стали 12 с сердцевинои Стеклосмазка в виде порошка частиц до 0,4 мм использована наружной поверхности заготово ние производилось на горизо равлическом прессе усилием 16 ки диаметром 120 мм. Скорост 150 - 200 мм/сек, температура тонок 900 в 9 С.Получены прутки удовлетвор чества. тся к стеклосмазкам ссах горячего прессметаллов и вклю г, ВгОз, ИагО, СоО ис- ова- чаюматериалы не обе качества прессуемь ечи- изо изобретенемых изделимазка содерледующих вы 10 анах,стельного ит ук иче Предмет изобретения%0, ХазА 11 а, СаО, очто, с целью повышенизделий, она содержиты в следующих коли810 гА 1 гОз+Т 10...

Устройство для деформирования малопластичных заготовок

Номер патента: 528140
Опубликовано: 15.09.1976
Авторы: Буславский, Ерманок, Озерецкий, Соболев
МПК: B21J 5/04
Метки: деформирования, заготовок, малопластичных
...угол 6 - 15%, а отношение площади меньшего основания конуса к площади поперечного сечения фланца - 0,65 - 0,85.Иа чертеже изображено устройство для горячего деформирозания металлов с пониженной пластичностью, продольный разрез.Устройство состоит из контейнера 1, внутри которого расположены фигурные шайбы - верхняя 2 и нижняя 3.В контейнер 1 помещают заготовку 4, предварительно зачехленную в оболочку 5. Прп 5 приложении нагрузки Р оболочка истекает вкольцевые конические карманы, образованные стенкой контейнера 1 и конической поверхностью шайб 2, 3. Равномерно уменьшающаяся площадь сечения карманов создает постоян но возрастающее сопротивление истечениюоболочки, что обеспечивает постоянный рост гидростатического давления в...
Способ изготовления профилей из малопластичных листовых заготовок

Номер патента: 535981
Опубликовано: 25.11.1976
Автор: Проскуряков
МПК: B21D 7/00
Метки: заготовок, листовых, малопластичных, профилей
...- повышение качествапрофилей из малопластичных листовых заготовок. Для этого по,предлагаемому способу в процессе гибки к торцам заготовки прикладываютусилия сжатия.На фиг, 1 показана листовая заготовка додеформации; па фиг. 2 - профиль с угломбольше заданного; на фиг, 3 - профиль с углом, равным заданному.Процесс гибки происходит следующим образом,10 Торцы профиля зажимают подвижными зажимами, осуществляющими торцовое поджатие. Вначале происходит гибка с поджатиемдо угла, больше заданного, затем, не прекращая торцового поджатия, а по необходимостиувеличивая его, осуществляют разгибку профиля до угла, равного заданному. Практичесии получается заданный угол гиба, что значителыно способствует уточнению профиля.П р и м е р. Проводилась...
Способ получения гильз из малопластичных металлов

Номер патента: 560655
Опубликовано: 05.06.1977
МПК: B21B 19/04
Метки: гильз, малопластичных, металлов
...пластичного, не склонного к активному окис лению металла, а прошивку осуществляют при обжатии перед носком оправки 10-18% о и с коэффициентом вытяжки не более 2 с последуюшим извлечением гильзы из наруяфного слоя.Способ осуществляют следующим обрезом: путем прессования изготавливают сплошную биметаллическую заготовку с сердцевтеной из малопластичного, не склонного к активному окислению металла, Нагретую заготовку прошивают на оправке на косовагъковом стане с,обжатием перед носком оправ ки 10-18% и с коэффициентом вытяжки не более 2, В процессе прошивки по границе слоев осушествляется кольцевое разрушение, После прошивки гильзу извлекают нз наружного слояПредложенный способ позволяет получать качественные гильзы иэ малопластичных...
Способ деформирования малопластичных материалов

Номер патента: 572327
Опубликовано: 15.09.1977
Авторы: Михин, Чичаев, Щипунов
МПК: B21J 5/00
Метки: деформирования, малопластичных
...фактором, обеспечивающим повышение пластичности в первом переходе, является наличие сил активного трения в зоне контакта основной заготовки дополнительными.Согласно предлагаемому способу, количество и прочность дополнительных заготовок должны подбираться из условия обеспечения максимальной пластичности,Примеры осуществления способа: П р и м е р 1. Получение прутков из сплава ЖС 6-У.Исходная заготовка - диаметр 90 Х 400 мм из сплава ЖС 6-У в литом состоянии.Дополнительные заготовки - диаметр 45 Х 390 мм из сплава ЖС 6-У в литом состоянии, количество 6 шт.Первый переход осадки осуществляется по следующему режиму:1. Нагрев основной заготовки в комплекте с дополнительными до 115010 С.2. Осадка на гидравлическом прессе в контейнере...
Устройство для теплого волочения проволоки из малопластичных сплавов

Номер патента: 591244
Опубликовано: 05.02.1978
Авторы: Залазинский, Колмогоров, Королев, Логинов, Ляшков, Новожонов
МПК: B21C 3/14
Метки: волочения, малопластичных, проволоки, сплавов, теплого
...а с входной стороны в канале установлено уплотнение.На фиг. 1 изображено предлагаемое устройство, продольный разрез; йа фиг. 2 схема заправки и рабочее положение, поперечные разрезы,3Устройство состоит иэ корпуса 1, в котором размещен нагреватель 2 с теплоиэоляциэй. В. расточк,л корпуса на подшипниках 3 установлен барабан 4, который может поворачиваться относительно оси протягивакия при помощи щестерни 5 привода, например, ручного. В барабане 4 эксцентрично оси протягивания выполнена цилиндрическая полость 6, куда залит расппав металла. В барабане 4 также размещена уплотняющая 10 волока 7, фиксируемая гайкой 8, рабочая волока 9, фиксируемая гайкой 1 О, и перфорированная трубка 11, внутри которой проходит протягиваемая...
Способ изготовления поковок из малопластичных металлов и сплавов

Номер патента: 648318
Опубликовано: 25.02.1979
Авторы: Арбузов, Козлов, Шукевич
МПК: B21J 5/00
Метки: малопластичных, металлов, поковок, сплавов
...и лишькогда Весь металл проработан и поковкаприобретает форму диска, возникает 1 геобходимость ограничить радиальное течениематериала в основании заготовки.С целью лучшей проработки материала внутри конической заготовки может бытьвыполнена кугсолообразная полость, а самазаготовка помещена в растягивающеесякольцо, охватывающее ее основание, длясоздания противодавления. 20При осаживации конической заготовкисхема Всестороннего сжатия создается толькв перемсгцдю)цемся очаге деформации,причем для этого це затрачивается дополцител)И 51 я энергия в то Время как в изВестныхспособах создается равномерное противодавлсцие по Вссму 11 ери метру, ВклочаЯ Областис цезцдчительцой деформацией, т. е. там,где цртцводавлецце цо существу це нужно,и это ц...
Устройство для деформирования малопластичных заготовок

Номер патента: 648443
Опубликовано: 25.02.1979
Авторы: Беликов, Буславский, Ерманок, Соболев
МПК: B30B 15/02
Метки: деформирования, заготовок, малопластичных
...фигурные прессшайбы - верхняя 2 и нижняя 3.В контейнер 1 помещают заготовку 4,предварительно зачехленную в оболочку 5с пробкой 6.При приложении нагрузки Р материалыоболочки 5 и пробки 6 выдавливаются одновременно в кольцевые конические карманыи в коническую часть центрального отверстия шайб 2 и 3. Равномерно уменъшающаяся.Формула изобретения 1. Авторское свидетельство СССР322228, кл. В 211/04, 1970,1. Устройство для деформирования мало . 2. Авторское свидетельство СССР пластичных заготовок, содержащее контей-52840, кл, В 21/04; 1975. Состав Техред Тираж 1арственног изобретен Ж.35, Р нт, г. У: гель И. Луг7 Ментяговаан КорректорПодписное Патруше Редактор Л. НароднаяЗаказ 455/16ЦНИИПИ Госудпо делам113035, Москва,Филиал ППП Пате тета...
Устройство для прессования с противодавлением малопластичных материалов

Номер патента: 673338
Опубликовано: 15.07.1979
Авторы: Баранчиков, Готлиб, Добычин, Загарских, Тихомиров
МПК: B21C 25/00
Метки: малопластичных, прессования, противодавлением
...секций,каждая из которых состоит из последовательно соединенных ме с ых катушек, питаем о нного тока.На фиг.изображено устройств шии вид; на фиг. 2 - сечение А а фиг. 1; на фиг. 3 - схема подкл я электромагнитных катушек к гене у трехфазного напряжения.Узел противодавления состоит из секций Б, В, Г, последовательно размещенных на желобе пресса. Каждая секция содержит по две катушки, а всего шесть катушек К 1, Ке, Кз, К 1, Ке и Ко. Внутри индуктора проходит изделие 1, выпрессовываемое из контейнера 2 через матрицу 3 с помощью пресоштемпеля 4.Секции катушек генератору 5 переменного н апример, трехфазному).Устройство работает следующимзом.673338 Формула изобретения 4 ьиг. 7 которое, взаимодействуя с наведенными в изделии токами, приводит...
Способ гидравлического прессования малопластичных материалов

Номер патента: 712183
Опубликовано: 30.01.1980
Авторы: Быков, Дядечко, Капустин, Потапов, Черный, Шмальц
МПК: B21J 5/04
Метки: гидравлического, малопластичных, прессования
...реализующее способ.Устройство содержит контейнер 1, подвижный полый стакан 2 с уплотнением 3, 10 в донной части которого размещена матрица 4. Канал 5 соединяет между собой рабочую камеру 6, образованную плуюкером 7 сжатия н внутренней торцовой поверхностью подвижного стакана 2, н камеру 8 15 противодавления, образованную в полостиконтейнера 1 наружной торцовой поверхностью подвижного стакана 2 н нижней заглушкой 9 контейнера 1. Деформнруемая заготовка 10 заходным конусом установле на в матрице 4 и поджата плгнжером 7сжатия. Полости камер сжатия н противо- давления заполнены рабочей жидкостью.При приложении нагрузки и плунжеру 7сжатия происходит рост давления в каме ре 8 протнводавленпя, воспринимающейчерез деформнруемую заготовку...
Устройство для деформирования малопластичных заготовок в оболочке

Номер патента: 719739
Опубликовано: 05.03.1980
Авторы: Буславский, Ерманок, Соболев, Фейгин
МПК: B21C 25/00
Метки: деформирования, заготовок, малопластичных, оболочке
...истекшие обьемы.оболочки и производить 4-5 нагревов перед деформацией.Цель изобретения - увеличение степени деформации заготовок,Поставленная цель дбстигается тем,что в устройстве, содержащем контейнер с соосно размещенными внутри негодвумя пресс-шайбами, выполненными ввиде усеченных конусов, обращенныхменьшими основаниями друг к другу иснабженными со стороны больших оснований центрирующими фланцами, на наружной цилййдрической йовархности, покрайней мере, одного из центрирующихфланцев, выполнены равномерно расположенные по окружности шлицевые пазысекторообразной формы, донная поверхностькоторых сопряжена с конусной поверх постыл пресс-шайбы, являясь -ее продолжением.На фиг, 1 схематически изображеноустройство в исходном состоянии...
Заклепочное соединение деталей из малопластичных материалов

Номер патента: 767415
Опубликовано: 30.09.1980
Авторы: Алексеенко, Григорьев, Панфилов, Порошин, Сироткин, Цыкунов, Черный, Ярковец
МПК: F16B 5/04
Метки: заклепочное, малопластичных, соединение
...закладная головкастержня, перекос осей стержня и втулки компенсируется гарантированнымзазором между стержнем (д) и внутренним отверстием втулки (00 ), которыйдолжен обеспечиваться при изготовлении деталей в зависимости от углаклиновидности пакета Ж) и приведенной высоты втулки (Н - Ь),Приближенноь- (н-ь) дА, Дгде й- минимальный диаметральныйзазор, требуемый.для компенсации перекоса осейстержня и втулки.длина (1 ,) и припуск (и ) подбираются такйм образом, чтобы обеспечить выступание замыкающей головкиСтержня после клепки для потайныхсиловых элементов 0,05-0,15 мм (взависимости от требований аэродинамики), для элементов с выступающимиголовками - не более ,2 мм. В потай ных клиновйднйх соединениях технологическая часть припуска...
Способ деформирования малопластичных материалов

Номер патента: 925505
Опубликовано: 07.05.1982
Авторы: Батурин, Вершков, Келешьян, Королев, Мерзликин, Михин, Струев, Чичаев, Юткин, Юшкин, Ятвецкий
МПК: B21J 5/00
Метки: деформирования, малопластичных
...в плане осаженной заготоьки после первого перехода показана пунктиром на фиг. 2.По окончании первого перехода осаженный комплект заготовок извлекают из полости контейнера 2, например, выпрессовкой, и освобождают основную заготовку 3 от вспомогательных заготовок 4, Затем на торцы заготовки 3 накладывают новый комплект прокладок, аналогичный предыдущему, подогревают заготоьку вместе с прокладками до требуемой температуры и соосно устанавливают ее в полости контейнера 9, после чего ходом верхнего бойка пресса осаживают заготовку до заполнения ею полости контейнера с таким расчетом, что суммарная степень деформации в первом и втором переходах осадки составляет 55 - 65, Такая степень деформации обеспечивается соответствующим подбором размеров...
Способ деформирования малопластичных материалов

Номер патента: 944718
Опубликовано: 23.07.1982
Авторы: Веллер, Коняев, Кулибаба
МПК: B21J 5/00
Метки: деформирования, малопластичных
...выполняют иэ материала, обладающего свойством, увеличивать напряжение сдвига в процессеповышения давления быстрее, чем напряжение сдвига материала заготовки,Быстрый рост напряжения сдвига мате"риала оболочки с увеличением давленияобеспечивает высокий градиент давления по тблщине оболочки, снижение еетолстостенности и соответственно сни"жение усилия пресса, необходимогодля осадки заготовки. К подобным материалам относятся минералы пирофиллит и литографский камень, а такжематериалы органического происхождения, смеси, содержащие порошки окислов или карбидов на органической 4 Освязке,П р и м е р 1. Заготовку из чуруна в Форме цилиндра диаметром 6 мми высотой 6 мм помещают в выточенную из березы оболочку в формеполого цилиндра с...
Способ деформирования малопластичных материалов

Номер патента: 946765
Опубликовано: 30.07.1982
Авторы: Веллер, Коняев, Кулибаба
МПК: B21J 5/00
Метки: деформирования, малопластичных
...фиг, 1 изображена заготовка перед деформированием с элементами, выполненными в виде сплошных пластин; на фиг. 2- то же, с элементами в виде слоя порошка и пластин; на фиг. 3 - то же, с элементами в виде набора пластин; на фиг, 4 то же, с набором пластин различной ширины по периметру заготовки; на фиг. 5- сечение А-А на фиг, 3.Способ осушествляют следуюшим образом,Заготовку 1 в форме круга или прямоугольника, помешают на плиту или боек 2 пресса и обкладывают пластинами 3 из твердого материала или частицами порошка или гранулами 4, таким образом, что элементы 3 и 4 примыкают друг к другу и к заготовке. 1, после чего производят совместную осадку собранного блока, до заданных размеров иэделия, После окончания осадки блок разбирают и...
Способ прокатки сортовых профилей из малопластичных сталей и сплавов

Номер патента: 1090466
Опубликовано: 07.05.1984
Авторы: Барков, Заборских, Каменщиков, Пастухов
МПК: B21B 3/00
Метки: малопластичных, прокатки, профилей, сортовых, сплавов, сталей
...дефекта на поверхности прокатываемой заготовки, что значительно повышает выход годного и снижает трудоемкость изготовления профилей 3.Однако в известном способе трудоемкость способа остается достаточно высокой из-за наличия следующих операций: подготовка поверхности слитка путем обточки на металлообрабатывающих станках для доводки его до внутреннего диаметра трубы-оболочки; покрытие полученной из слитка после обточки заготовки оболочкой; приваривание оболочки к заготовке; удаление трубы- оболочки с готового сортового проката; отделка поверхности готового проката.Следует отметить, что на трудоемкостьспособа оказывает влияние трудоемкостьполучения трубы-оболочки и подготовка еедля покрытия полученной из слитка заготовки, Кроме...
Способ получения изделий из малопластичных сплавов

Номер патента: 1171137
Опубликовано: 07.08.1985
Авторы: Белкин, Кирсанов, Цамалашвили
МПК: B21C 23/00
Метки: малопластичных, сплавов
...в оболочке в контейнере; на фиг.2 - промежуточный момент прессования; на фиг.3 - конечный момент прессования.Заготовку 1 в оболочке 2 размеща ют в контейнере 3 и прессуют пуансоном 4 через пыж 5 со скоростью Ч Одновременно пуансоном 6 прессуют оболочку 2 со скоростью Ч , причем Ч /9, =0,6-0,95 2 ОРазличие скоростей перемещения заготовки и оболочки вызывает на границе контакта возникновение сил, действующих в том же направлении, что и усилие прессования. 25В случае, если М /М ( 0 б скот ф рость течения периферических слоев заготовки превышает скорость центро 137 2бежиых слоев, что приводит к внутренним трещинам. Если же Ч /Ч 0 95ф то происходит внедрение заготовки в оболочку.По предлагаемому способу изготав.ливают изделия иэ сплавов...