Патенты с меткой «профилей»
Способ прокатки круглых профилей

Номер патента: 632416
Опубликовано: 15.11.1978
Авторы: Губайдулин, Левичев, Ляшенко, Моисеенков, Солод, Толпа, Чуманов, Шульгин
МПК: B21B 1/00
Метки: круглых, прокатки, профилей
...способ прокатки круглых про филей, включающий последовательное формирование из сляба в ряде калибров, состоящих из нескольких, совмещенных по ширине ручьев, одновременно нескольких, связанных между собой перемычками по шио рине ниток, до высоты перемычки, равной 0,02 - 0,08 высоты чистового калибра, и их разделение вдоль перемычек.Недостатком известного способа является невозможность обеспечения качественного разделения круглых заготовок из-за искажения их формы.Цель изобретения - улучшение качества разделения круглых заготовок.Указанная цель достигается тем, что разделение осушествляют путем одновременно 2 го оожатия заготовок в поперечно-винтовых калиорах, при котором им придают вращательно-поступательное движение в одинаковом...
Летучая пила для резки профилей на мерные длины

Номер патента: 376998
Опубликовано: 15.11.1978
Авторы: Жукевич-Стоша, Кареев, Крылов, Морозов, Набатов, Плахов, Попов, Романчиков, Филатов, Черный
МПК: B23D 25/04
Метки: длины, летучая, мерные, пила, профилей, резки
...профиля. Эта команда поступает на вычитатель 20 импульсов, триггер 21 и ключ22. При этом дается разрешение на рабо- ату вычитателя 20 импульсов, открываетсяключ 23. Через ключ 22 сигнал с тахогенератора 13, который является датчикомскорости профиля, проходит в усилитель24, преобразующий напряжение тахогенератора 13 в производительность насоса14 объемного регулирования. Последнийобеспечивает разгон каретки из состояния покоя до скорости близкой к скоростипрофиля. С,момента подачи команды на 4пуск каретки начинает работать вычитатель 20 импульсов, на вход которого подаются импульсы ст датчиков 8 и 12. Свыхода вычитателя 20 импульсов выдается разность частот входных импульсов, со- рответствуюшая разности скоростей профи. ля и каретки. Выход...
Способ продольной прокатки периодических профилей

Номер патента: 633654
Опубликовано: 25.11.1978
Авторы: Вавилов, Изотов, Сагитов
МПК: B21H 8/00
Метки: периодических, продольной, прокатки, профилей
...детали в двух проекциях.При прокатке на поверхности прокатываемой заготовки 1 на участках перехода от боль щего обжатия к меньшему, а также на горизонтальных участках с постоянным обжатием наносят выступы н углубления, высота кото. рых равна 0,1 - 0,5 допуска на высоту профиляПример осуществления способа.Предлагаемый способ прокатки периоди. ческих профилей проверен в промышленных ус. ловиях производства заготовок для штамповки пальцев режущих аппаратов сельскохоэяй. ственных машин.Профиль состоит из 5 участков: 1-горизонтальные участки, получаемые в результате больших обжатий (более 30%), 11 - переходные участки, Ш - горизонтальные участки, по лучаемые в результате малых обжатий, 1 Ч - клиновидный участок перехода от малых обжатий к...
Устройство для маркировки прокатных профилей

Номер патента: 634811
Опубликовано: 30.11.1978
Авторы: Белоусов, Бердянский, Назаренко, Ходак
МПК: B21C 51/00
Метки: маркировки, прокатных, профилей
...и 14, а в нижней части выполнены специальныс упоры 18, контактирующие с пздслпсмпрп клеймении. На опорной стойке 1 в плоскости клеймения смонтированы подьсмн 1 сбашмаки 19 с приводом 20 их поворота.Опорная стойка выполнена так, что усилие 5клеймения воспринимается только стойкой1 и траверсой 2, не передаваясь на фупдаментные болты.В исходном положении качающаяся траверса 2 поднята цилиндром 7, а рейки 10 с 10клеймами находятся в крайнем левом положении, Пуансоны 12 опущены под собственным весом и не касаются рабочего ролика13. Холостые ролики 14 опираются на нижние направляющие рамы 9 в крайнем левом положении. Башмаки 19 опущены(пунктирное изображение) .Работает устройство следующим образом.В исходном положении при поднятой раме...
Устройство для накатывания шлицевых профилей

Номер патента: 634824
Опубликовано: 30.11.1978
Авторы: Гольцмайер, Дятлов
МПК: B21H 1/22
Метки: накатывания, профилей, шлицевых
...С;тОРОЬ 4 с 11 Е 11 ОДВ 1)КНО ЗаКРСПЛСН 1 ЫХ Па корпусе 1.Внутренняя сферическая расточка выполнена с возможностью сопряжения с профилировапными роликами по дуге примерно в 120 для уменьшения удельного опорного давления роликов 2 и имеет несколько кольцевых смазочньх канавок 5.Количество фиксирующих пазов дслительного диска 3 и кольцевых фиксаторов 4 равно числу профилированных роликов. Пазы кольцевых фиксаторов профплпрованы в соответствии с рабочим профилем роликов 2. Регулировка поджима профилированных роликов 2 пазами кольцевых фиксаторов 4 осуществляется за счет прокладок б. В качестве смазки может быть использован порошок графита или днсульфида молибдена.Для центрирования вала устройство снабжено верхним 7 и нижним 8 центрами и...
Способ изготовления тонких металлических плоских и фасонных профилей

Номер патента: 638389
Опубликовано: 25.12.1978
Автор: Зыков
МПК: B21B 1/26
Метки: металлических, плоских, профилей, тонких, фасонных
...валок 2 повинтовой линии и проходя (с обжагием илибез обжатия) между рабочими валками, выходит из валков,Если вышедший иэ валков внутреннийслой 3 металла вновь задается в оч638389 1 НИИП Тираж акаэ. 7 186/6 45 Подписное формации, дальнейшая прокатка полосы производится в три слоя. Аналогично осуществляется деформация металла в валках и вывод из валков внутреннего слоя при одновременной прокатке в четыре и более 5 слоев.Пля обеспечения точного совмещения по ширине прокатываемых слоев задача и прокатка слоеной полосы осуществляется с применением направляющих проводок или 1 О, калибров.С целью исключения перегруза и поломок деталей стана в момент задачи слоистой полосы (в случае необходимости) предусматривается уменьшение общего...
Устройство для одновременной гибки и прокатки профилей

Номер патента: 638410
Опубликовано: 25.12.1978
Авторы: Марушевский, Шамаль
МПК: B21H 8/02
Метки: гибки, одновременной, прокатки, профилей
...валка, состоящие нз валовн смонтированных на ннх сектор-штампов 2 в 3. В данном случае показаны сектор-штампы, обеспечивающие гнутье заготовок на угол 360. На рабочих поверхностях сектор-штампов выполнены профильные ручьи. На одном нз валков в зоне начала деформацнн смонтирован упор- захват 4 для закрепления заготовкн 5.Упор захват 4 н ручей валка, на котором он установлен, выполнены открытымн в зоне одного нэ торцов валка, а на другом валке выполнена лыска 6 глубиной, равной половине высоты поперечного сечения готового изделия.Устройство работает следующим обра. зом.Заготовка 5 подается между сектор.цтампамн 2 н 3 в упор-захват 4 и удерживается им до захвата валками. ри вращения вал. ков заготовка профнлнруется н загибается вокруг...
Тянущее устройство для непрерывной вытяжки пластмассовых профилей

Номер патента: 638478
Опубликовано: 25.12.1978
Автор: Андре
МПК: B29F 3/02
Метки: вытяжки, непрерывной, пластмассовых, профилей, тянущее
...профиля расстояние между15 эажимными колодками 12 устанавливается путем перестановки направляющих 19при помощи шпиндельного привода 20(см. Фиг. 2).Концы направляющих 19 выполненыизогнутыми вниз и наружу в направленииувеличения расстояния между ними дляобеспечения надежного перемещения роликов 16,Для обеспечения возможности универсального применения тягового устройства профильные элементы 18 могут меняться на вертикальные элементы особой конструкции. Это необходимо тогда,когда экструдируются мягкие и плоскиепрофили, которые не могут быть напряжены при вытяжке в горизонтальном на 3)правлении. Профильные элементы (,см,фиг. 6-8) могут быть выполнены в видекронштейна 21, который вставляется внаправляющий паз 17 зажимных колодок15 12....
Матрица для экструдирования разнотолщинных профилей

Номер патента: 642037
Опубликовано: 15.01.1979
Автор: Прилепский
МПК: B21C 25/02
Метки: матрица, профилей, разнотолщинных, экструдирования
...сопротивление истечению металла в зоне оформления утолщенного участка профиля.На фиг, 1 изображена предлагаемая матрица, вид сверху на фиг. 2 - сечение А-А на фиг. 1 на фиг, 3 с ение Б-Б на фиг. 1.На рабочем торце матрицы для экструдирования профиля с резко отличающимися толшинами его участков выполнено профильное очко с широкой щелью 1 и узкой щелью 2. Матрица состоит иэ калибрующего частка 3 и расположенны под углом 3-8 к оси участков 4 на которых выполнены канавки 5, располо642037 Составитель М, Дорофеевькова Техред С, Мигай Корректор И Гоксйч Редактор Л. В Тираж ПодписноеНИИПИ Государственного комитета. СССРпо делам изобретений и открытий033, Москва, Ж 33, Рауаскав ааб., а. 4/3 Заказ 7643/9 ЦПП Патент, г, Ужгород, ул. Проектная, 4...
Инструмент для калибровки гнутых профилей

Номер патента: 642042
Опубликовано: 15.01.1979
Автор: Гуляев
МПК: B21D 3/16
Метки: гнутых, инструмент, калибровки, профилей
...содержит наклонные заходной 1 и выходной 2 участки, а также калибруюший участок 3. Линия перет 0 сечения 4 плоскости калибрукицегоучастка 3 и плоскости заходного участка 1 расположена под углом 0=75- о-87 к оси калибровки и параллельналинии пересечения 5 плоскости калибруюшего участка 3 с плоскостью выходного участка 2,Инструмент работает следующим образом.Калибруюший гнутый профиль с ра 20диусами гиба 2-2,5 толщины полки подается в заходной участок инструмента.Благодаря наклону линии 4 плоскостейкалибруюшего участка 3 деформация по. Позднееваай Корректор И. Гокс Составительдактор Л, Василькова Техред С. ТиражИПИ Государственно по делам цэобрете 5, Москва, Ж 35, Р Подписноекомитета СССРй и открытийушская наб., д. 4/ Заказ 7643/9...
Способ изготовления гнутых профилей

Номер патента: 642043
Опубликовано: 15.01.1979
Авторы: Берман, Верещагин, Елецкий, Лютов, Протопопов
МПК: B21D 5/06
Метки: гнутых, профилей
...перец началом формовки ориентируют относительО но оси профилирования, подают в фиксированном состоянии в первую пару валков, где наносят канавки, параллельныелиниям гиба, затем производят формообразование в ориентированном по этимканавкам положении, после чего в последних парах валков материал в зонеканавок разглаживают,На фиг. 1 представлена схема изготовления гнутых профилей. по предлагаемому способу; на фиг. 2 - сечениеА-А на фиг. 1.Пример осуществления предлагаемогоспособа.642043 3Предварительно заготовку 1 размещают между базовыми штырями 2, которые предварительноориентируют ее1относительно оси профилирования, и подают в фиксированном положении в пер вую тянущую пару валков 3, на которой имеются кольцеобразные пояса 4 для...
Экструзионная головка для изготовления профилей из термопластов

Номер патента: 643363
Опубликовано: 25.01.1979
Автор: Маляренко
МПК: B29F 3/04
Метки: головка, профилей, термопластов, экструзионная
...корпусан.6. К корпусу 1 крепится переходник 7.Ванное устройство явпяется наибопее Работает акструзионная гоповка спебпиэким х предноженному изобретению дуккдим образом,по технической сущности и достигаемо- Расппав термоппаста из экструдераЮму реэупьтату. поступает в переходник 7, иэ него вНедостаток устройства - невысокая попость обогреваемого корруса 1. Впрочность получаемых изделий. попости расплав продавпивается черезнесущую сетку 5, проходит вдопь нитевидных элементов 6, в формуюшей насадке 3 приобретает профиль издепия и идетна последующее охлаждение.От взаимодействия с поверхностью 5нитевидных теп мопекуны термоппаставыпрямляются и ориентируются вдольпотока раснпава. За счет выпрямпениямопекуп происходит их сближение с...
Линия для изготовления фасонных профилей

Номер патента: 644559
Опубликовано: 30.01.1979
Авторы: Анисимов, Беринь, Кальменев, Королев, Кульков, Никифоров, Стратий
МПК: B21B 1/00
Метки: линия, профилей, фасонных
...а устройство для захвата и проталкивания заготовки выполнено в виде установленных нацепях подающих призматических звеньев.Такая конструкция линии позволяет механизировать изготовление фасонных про 1нюю волоку 6, тяговое устройство 7 в виде бесконечной цепи 8 с башмаками 9 и ножницы 10.При этом промежуточное устройство для обработки давлением выполнено в виде 5 прокатной клети 11, снабженной системой 12 синхронизации привода 13 прокатной клети с приводами 14 и 15 тягового устройства и ножниц соответственно, Устройство 13 для захвата и проталкивания заготовки 10 выполнено в виде приводных профилированных валков 16, установленных на расстоянии 1 от прокатной клети 11, меньшем длинны их рабочей дуги, и кинематически связанных с...
Устройство для волочения с кручением круглых профилей

Номер патента: 645719
Опубликовано: 05.02.1979
Авторы: Бабасов, Евтушенко, Ерохов, Зазимко, Рейдемейстер, Савин, Шевченко
МПК: B21C 3/00
Метки: волочения, круглых, кручением, профилей
...которьрованные роши ползушекляющих 10 коСо сторонь11 олоки через под вязан с рычагам и смонтированы лики 8, которые п 9 установлены в рпуса устроиствпружинен и 7, на профилири помо- направа 5.оки 1 на щийся Эта цель достигается тем, что вспомогательная волока, удерживающая задний конец заготовки от вращения, выполнена в виде профилированных роликов, смонтированных на концах рычагов, связанных подпружиненными тягами с корпусом рабочей волоки, причем кор выхода становле л лежк ат 12.Устройство М работает следующим оЗ 64 Г 7Заготовка 13 забитым концом пропускается через разведенные ролики, задается в рабочую волокуи зажима- ется врашаюшимся захватом 12. И начале процесса волочения под действием 5 усилия волочения корпус 3 волоки...
Устройство для гибки с растяжением тонкостенных профилей

Номер патента: 645726
Опубликовано: 05.02.1979
Авторы: Баранов, Гамеров, Зотов, Скоморохов
МПК: B21D 11/20
Метки: гибки, профилей, растяжением, тонкостенных
...профильных секций 7, Контур в плане каждой профильной секйии 7 стержней Л соответс вует контуру наружной полки изгибаемого профиля в конечный момент гибки. Направляющий винт 8, который входит в паз стержня 3, препятствует его повороту вокруг своей оси. Кулачок 5, жестко связанный с зубчатым колесом 9, может поворачиваться. вокруг неподвижной оси ХО, которая установлена в плите 2.Таккак при гибке с растяжением можно достигнуть того, что по всему сечению изгибаемого профиля не будет сжимающих напряжений, то изгиб внутренней полки профиля в ручье гибоч- . ной матрицы происходит в благоприят.ных условиях, наружная же полка подвергается утяжке в сторону центра кривизны. По мере гибки заготовки кулачок 5, приводимый во вращение через...
Способ горячего экструдирования многослойных профилей

Номер патента: 647026
Опубликовано: 15.02.1979
Авторы: Арефьев, Кот, Михеев, Попов
МПК: B21C 23/22
Метки: горячего, многослойных, профилей, экструдирования
...шайбы соблюдатьотношение И 8=05 408 Бгде Н 8 - высота шайбы;З 8 - наружный диаметр продольно-слоистой заготовки;внутренний диаметр продольно-слоистой заготовки (фиг.1)Таким же способом возможно получение многослойных труб и полых профилей, например, с двухстороннейплакировкой. С этой целью компенсационную шайбу 5 выполняют иэ металла внутреннего плакирующего слоя 12трехслойной заготовки (фиг.4). Длятого чтобы получить равномерноераспределение плакирующего слоя подлине, необходимо при выборе размеровкомпенсационного диска соблюдатьсоотношение) /ЮТ - Д0,05-0,1где )т - высота диска;60Зи О т - соответственно наружный и внутренний диаметры триметаллической заготовки,Для получения очных геометрических размеров отпрессонанные...
Язычковая матрица для прессования полых профилей

Номер патента: 647027
Опубликовано: 15.02.1979
Авторы: Лемперт, Неменов, Попко, Прудковский, Сполуденный
МПК: B21C 25/02
Метки: матрица, полых, прессования, профилей, язычковая
...конструкции матрицы приводит кпропорциональному возрастанию нагрузки на рассекателе и не приводит куменьшению его прогиба. Простое удлинение иглы приводит к увеличению жесткости рассекателя в центральном сечении, однако это сопровождается увеличейием поверхности трения, что ухудшает качество внутренней поверхности изделий и приводит к снижению скорости истечения при прессовании, резко снижая эффективность процесса. Увеличение высоты рассека- . теля также повышает его жесткость, но это сопровождается увеличением пресс-остатка, что приводит к снижению эффективности процесса.В предлагаемой матрице повышение качества профилей и:ее стойкости обеспечивается за счет того, что игла снабжена хвостовиком, соответствующим по форме игле и...
Устройство для накатывания профилей

Номер патента: 647047
Опубликовано: 15.02.1979
Автор: Петров
МПК: B21H 3/02
Метки: накатывания, профилей
...А - Ана фиг,647047 4 Фар,иугга иаоб,гэетеция Со тгвнтеТехред О. ЛуТираж ОЗЗарственного комнизобретений нЖ-З 5, Раушскаенто, г. ужгородБ.И овая оиоваКорректсПодяисноСССРтийд, 4/5Проектная, 4 силикон Редактор.Л. ВаЗаказ,205(бЫНЙ. Василин СПИ Госуио дела 35, Моска ППП Пг ста откр я наул.з Филиалколесо 8 цахояящееся в зацеплен:зц " г 1 э.вячцым валом 1 на чертеэксне покяза 11 уШпиндели мегкду соэой связаны госп,д.ством зубчатой пе 1 эедачи 9, п 1 эомсж 1 гочцая цестерг 1 я 16 которой закреплена на о. и 1, ; установленной на двух кронштейнах 12, 13, 5 один из которых посредством стяжцого болта 14 жестко крепится к эксцентричной втулке 7, а друггой своей полуцилиндрцческой поверхностью контаКтирует с подц 1 нпником 15, насаженным ца...
Способ изготовления периодических профилей типа клиновых рессор

Номер патента: 647048
Опубликовано: 15.02.1979
Авторы: Вавилов, Гарькавый, Изотов, Тригубчук
МПК: B21H 8/00
Метки: клиновых, периодических, профилей, рессор, типа
...обжатия по ширине; на фиг. 5 - вариант выполнения канавок на заготовке. При прокатке полосы 1 в периодическомкалибре на уширяюшихся участках 2 формуют клиновидные продольные канавки 3.Ширина и глубина канавок изменяется по длине полосы пропорционально изменению уширения полосы по длине. Затем полосу обжимают по ширине, при этом происходит заполнение металлом канавок до толщины участков 2После обжатия по ширине полосы 1 получают профиль 4 постоянной ширины с заданной формой продольного сечения.Пример осуществления способа.На полосе размером 11,1 Х 45,2 мм прппрокатке в периодическом калибре образовывали участки переменной толшины, причем уширение полосы менялось от 0 на участке большей толщины до 4,1 мм на обе стороны на участке...
Способ изготовления полых многоканальных профилей

Номер патента: 648302
Опубликовано: 25.02.1979
Авторы: Гросман, Сахибгареев, Симовских, Шкляев
МПК: B21C 23/14
Метки: многоканальных, полых, профилей
...остается практически постоян- ным).В процессе экструдирования в каждом сечении заготовки образующийся диаметр отверстия равен диаметру сердечника и, таким образом, в прутке формируется конусный канал с расположенным в нем конусным сердечником.20 С,целью получения большей конусности .материал сердечника целесообразно выбирать с наибольшим коэффициентом линейного расширения. При извлечении сердеч-ника из конусного канала со стороны более648302 Формула изобретекия Составитель М. Дорофеев Редактор Н. Козлова Техреа О. Луговая Корректор Л. Небола Заказ 433/9 Тираж 033 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж 35, Раущская наб., д. 4/5 филиал ППП Патент, г. Ужгород ул. Проектная,...
Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок

Номер патента: 650691
Опубликовано: 05.03.1979
Авторы: Докторов, Олейник, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, двойной, кромок, проката, профилей, толщины, элементами
...двойной толщины в сторону, противоположную кромкам, обеспечивает перемещение кромок, подогнутых до вертикального положения, в направлении подгибки, в результате чего исключает ся фактор силового воздействия со стороны валков на подгибаемые элементы при переходе угла подгибки 90. Так предотвращается смятие кромок и появление волнистости вдоль подгибаемых элементов в процессе их подгибки, обеспечивается качест 15 венная отформовка элементов. двойной толшины за счет предупреждения дефектов на их поверхности, а также уменьшается количество технологических переходов на 15 - 20% за счет интенсификации режима подгибки процесса профилирования.На чертеже приведена схема технологических переходов формообразования профиля с элементами двойной...
Инструмент для экструдирования полых профилей
Номер патента: 654324
Опубликовано: 30.03.1979
Авторы: Белов, Изаков, Касаткин, Рашап, Румянцев, Рытиков, Шевакин, Ядыкин
МПК: B21C 25/04
Метки: инструмент, полых, профилей, экструдирования
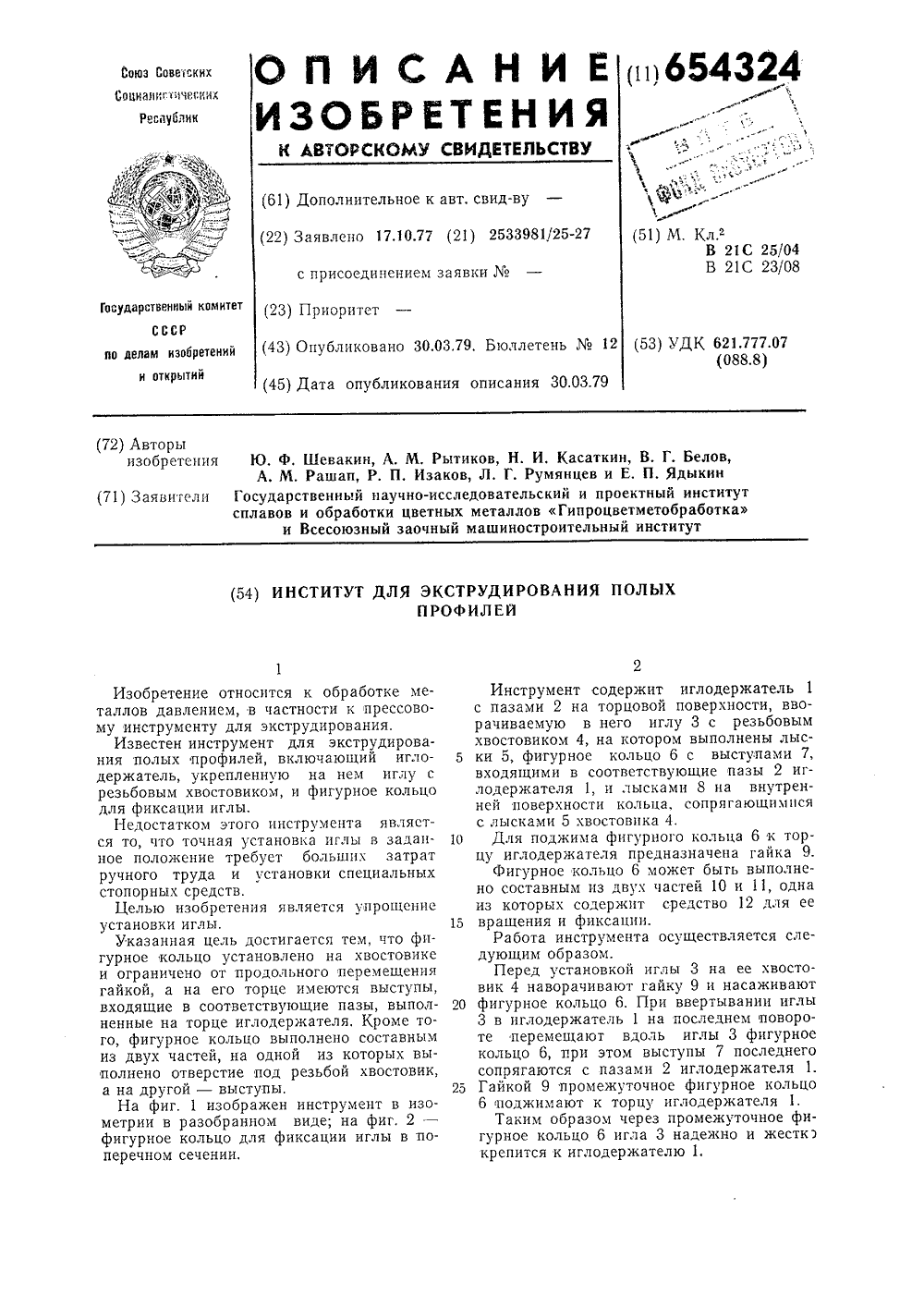
...1, и лысками 8 на внутренней поверхности кольца, сопрягающимися с лысками 5 хвостовика 4.Для поджима фигурного кольца 6 к торцу иглодержателя предназначена гайка 9.Фигурное кольцо 6 может быть выполнено составным из двух частей 10 и 11, одна из которых содержит средство 12 для ее вращения и фиксации.Работа инструмента осуществляется следующим образом.Перед установкой иглы 3 на ее хвостовик 4 наворачивают гайку 9 и насаживают фигурное кольцо 6, При ввертывании иглы 3 в иглодержатель 1 на последнем повороте перемещают вдоль иглы 3 фигурное кольцо 6, при этом выступы 7 последнего сопрягаются с пазами 2 иглодержателя 1. Гайкой 9 промежуточное фигурное кольцо 6 поджимают к торцу иглодержателя 1.Таким образом через промежуточное...
Способ получения сортовых профилей

Номер патента: 656678
Опубликовано: 15.04.1979
Авторы: Баталин, Вихрев, Денисов, Есипов, Капелюшный
МПК: B21B 1/02
Метки: профилей, сортовых
...вдоль кромок разделяемых про Филей в плоскости калибра с образованием закатов в плоскостях стыка перемычки с профилями и одновременнымформированием углов профиля.На Фиг. 1 и 2 изображено соответственно формоиэменение растека втретьем (предпредчистовом) и во втором (предчистрвом) калибрах противхода. прокатки, соединенных перемыч"ками; на Фиг. 3 - формоиэменениеперемычки в предчистовом калибре;на фиг. 4 - формоиэменение перемычкив чистовом калибре; на Фиг 5 - соприкосновение выступа верхнего валкас перемычкой; на фиг. б - положениеполного отделения перемычки от профилей и соприкосновение боковых граней выступа с острой кромкой разделенного профиля; на фиг. 7 - положение валков, профилей и перемычки иавыходе из очага...
Автомат для накатки кольцевых профилей

Номер патента: 656721
Опубликовано: 15.04.1979
Авторы: Благих, Рогозников, Сильников, Синяков, Скалкин
МПК: B21H 3/02
Метки: автомат, кольцевых, накатки, профилей
...направляо- . передается на вал 37 привода шарнирногощего вала 16. На правом конце направ- четырехзвенника 34, 35, 36, обеспечиляюшего вала 16 имеется наиимное коль-вающего перемещение, подвижных линеекцо 24 с. коническим пояском, с которым 33 механизма переноса заготовок по замксоприкасаются ролики 25, установленные в нутой траектории в виде эллипса, как покаповоротных рычагах 26. Рычаги 26 входят зано на фиг. 3 слева.в пазы нажимного кольца 24 и с помощью С помощью кулаков 7 и рычага 10,56щарниров 27 закреплены на правом конце связанного через сухарь 11 с обоймойштока 28, установленным в направляющем 15, направляющий вал 16 вместе совалу 16,. штоком 28 и рычагами 26 одновременноНа свободных концах рычагов 26 уста- с их вращением...
Узловое соединение пространственной конструкции из прокатных профилей

Номер патента: 657140
Опубликовано: 15.04.1979
МПК: E04B 1/58
Метки: конструкции, прокатных, пространственной, профилей, соединение, узловое
...способностью Цель изобретения - у ейспособности соединения,Поставленная цель достигается тем, чтов предлагаемом узловом соединении прост-ранственной конструкции из прокатных профилей, включающем крепежные болты, косынку с отверстиями под болты н прикреп.ленные к ней своими концами стержни открытого сечения, косынка выполнена в виде изогнутого по оси симметрии листа трапециевидной формы и меньшим основанием жесто ко прикреплена к полке двутавра, а боковыми гранями к стенке, при этом в торцах стержней жестко закреплены втулки с нарезными отверстиями под крепежные бол- ты Для упрощения монтажа крепежные болт ты могут быть снабжены поводковыми гай ками,657140 зра. Косынка имеет отверстия 3, через которые пропущены болты 4,...
Инструмент для многоканального экструдирования сплошных профилей

Номер патента: 657885
Опубликовано: 25.04.1979
Авторы: Грабарник, Кузнецов, Нагайцев, Рытиков
МПК: B21C 25/00
Метки: инструмент, многоканального, профилей, сплошных, экструдирования
...иглой и матрицей;Р - радиус полости контейнера;г - радиус иглы;Ь - ширина выступа.На фиг.1 показан предлагаемый инструмент, продольный разрез; на фиг,2 - то же,вид сверхуИнструмент содержит иглу 1 и матрицу 2 с вы ступами 3, на прилегающей к игле поверхности которых выполнена насечка 4. На матрице 2 выполнены профильные пазы 5, которые вместе с иглой 1 образуют профильные каналы.Прессование осуществляют следующим обраЗаготовку 6 подают в контейнер 7, распрессовывают и прошивают иглой 1. В процессе распрессовки, прошивки и последующего выдавливания технологические зазоры между скользя. шими поверхностями иглы 1 и матрицы 2 выбираются за счет упругойдеформации выступов 3, давлением на них прессуемого металла, при этом насечка 4 тормозит...
Способ изготовления профилей

Номер патента: 657888
Опубликовано: 25.04.1979
Автор: Ершов
МПК: B21D 5/00
Метки: профилей
...3, 4згибаетадиусом ежду елькой ото вки тангенциальные Ри нормальные Р усил к выпуклой поверхности радиусного учас прикладывают усилия Р, При этом ради участок 2 распрямляется, образуя плоски ток 5 с двумя переходными криволинейн участками 6 между элементами 3, 4,Изобретение относится к об давлением и может быть испол ных отраслях промышленности из листа деталей повышенной Известен способ изготовлени приложения тангенциальных ус тельно изогнутой из полосы з При этом в зоне гиба толщи го достичь минимального ради элементами заготовки нельзя.жесткости профиля путемного радиуса между егоия толщины материалательной гибке прил агиотклой поверхности радиусвначале плоский участоккриволинейными участка657888 О ЦНИИПИ Заказ 1938(7 Тираж 1033...
Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок

Номер патента: 659231
Опубликовано: 30.04.1979
Авторы: Докторов, Олейник, Пшеничная, Тришевский, Юрченко
МПК: B21D 5/06
Метки: гнутых, двойной, кромок, проката, профилей, толщины, элементами
...ЗО жестким, и процесс профилирования приэтом стабилизируется. Тем самым предупреждается смещение заготовки при ее формовке в поперечном направлении. При повороте гофра путем выпрямления сопряженного участка места изгиба горизонтальной стенки и примыкающей стенки гофра исключается фактор силового воздействия со стороны валков на подгибаемый элемент при переходе угла подгибки 90, при этом создаются благоприятные условия его качественной отформовки за счет предупреждения дефектов на поверхности подгибаемого элемента.На фиг. 1 приведена схема технологических переходов формообразования профиля с элементами двойной толщины у кромок по предлагаемому способу; на фиг. 2 - схема действия формующих усилий со стороны валков на профиль при повороте...
Способ изготовления сварных балок из двух профилей

Номер патента: 659324
Опубликовано: 30.04.1979
Авторы: Богуславский, Лапатин, Мирчевский, Шумейко
МПК: B23K 31/08
Метки: балок, двух, профилей, сварных
...оба профиля, после чего профили раздвигают и в образовавшийся зазор вводят первую соединительную планку, в месте 10 расположения соединительной планки профили сжимают между собой и сваривают, затем профили снова раздвигают, вводя г следующую планку и цикл повторяют до получения профиля заданной длины.На фпг. 1 представлено схематическоеизображение сварного профиля; на фиг.2 - разрез по А - А (варианты сварного профиля); на фиг. 3 - 5 - варианты ввода соединительной планки.20 Два продольных профиля 1 устанавливают так, что они прилегают друг к другу.При поступлении продольных профилей 1 к месту ввода соединительной планки 2 к ним прикладывается принудительная раз двигающая сила, обеспечивающая образование зазора между продольными...
Способ изготовления гнутых профилей проката

Номер патента: 603180
Опубликовано: 15.05.1979
Авторы: Асеев, Докторов, Пшеничная, Тришевский
МПК: B21D 5/06
Метки: гнутых, проката, профилей
...эа счет его Формоизменения иэплоского в волнистый. В переходах1 ЧХ производят подгкбку полок кФормоизменение волнистой стенки,Применение волнистой Аормы стенкиткачестве переходной позволяет интенсифицировать процесс уменьшенияее ширины за счет деформирования металла стенки практически по всей ширине и его размещения в виде волн пообе стороны от стенки заготовки, ане подгибкой прямолинейных боковыхстенок выступа в,сравнительно большемколичестве технологических переходовПоследующее придание волнистомусечению стенки 1 заданной конфигурации 2 в 1 Х переходе производится безпоперечного смещения мест изгиба,сопрягаемых со стенкой подгибаемыхучастков 3,После уменьшения ширины стенки 40профиля до заданнойравной В вК/последующих переходах...