Способ изготовления полых деталей с внутренним фланцем
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ ООВЕТСНИХщюдамитииРЕСПУБ/МК й)5 В 21 Л 1/О к обработименно к цилиндриим фланцем. ышение каза .счет сознце темпе- ного отно ой плосГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЭОБРЕТЕНИЯМ И ОТНРЫТИГУИ ГННТ ССОР А ВТОРСНОМУ СВИДЕТВЪСТВ(71) Киевский политехнический инсти"тут им. 50-летия Великой Октябрьскойсоциалистической революции(56) Авторское свидетельство ССМ 1632598, кл. В 21.3 1/06, 11.0 8(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЧЕТА ЛЕЙ С ВНУТРЕННИМ ЛАНЦЕМ(57) Изобретение относится к обраИзобретение относится ке металлов давлением, а способами получения полых ческих изделий с внутренЦель изобретения - по честве получаемых издели дания в выдавливаемом фл ратурного поля, симметри сительно его горизонталь кости,На чертеже представлено устройство для осуществления способа (справа - исходное положение заготовки в штампе, слева - конечное положение элементов штампа после леформации заготовки), осевое сечение.Способ изготовления полых деталей с внутренним фланцем может быть осуществлен в устройстве, которое состоит иэ верхней подвижной 1 и нижней неподвижной 2 плит, матрицы 3, нагревателя 4, теплоизолятора верхнего 6 и нижнего 7 кольцевых пу ЯО, 6771 ботке металлов давлением, а именно к способам получения полых деталей с внутренним флзнцем, Цель изобретения - повышение качества получаемых изделий. Трубчатую заготовку ус танавливают в нагретую матрицу, пр жимают кольцевым пуансоном, вводят внутрь индуктор высокой частоты и дополнительно подогревают се изнутри, При этом осуществляют деформирование заготовки, а внутренний ичдуктор перемещают в направлении дви жения ползуна пресса со скоростью 0,5 от скорости ползуна, 1 ил. ансонов, закрепленных на соответствующих плитах, выталкивателя 8 и индукционного нагревателя 9, смонтированного концентрично матрице 3 на базовой вставке 10 и установленного на штоке 11 нижнего привода (не показан), Наибольший диаметр индукционного нагревателя 9 меньше диаметра внутренних поверхностей 12 и 13 кольцевых пуансонов 6 и 7.Способ осуществляют следующим образом,Трубчатую заготовку 14 устанавливают в нагретую нагревателем матрицу 3, с опорой на выталкиватель 8, Верхним кольцевым пуансоном 6 заготовку прижимают к выталкивателю 8 и внутрь ее вводят индукционный нагреватель, останавливая его в положении, при котором горизонтальные плоскости симметрии катушки и заготовки совмещаются. После этого осуществляют двухсторонний нагрев эа 17067711 О готовки до температуры деформации:снаружи - путем теплоперецачи от горячей матрицы 3, изнутри - индукционными токами высокой частоты индукционного нагревателя 9. Одновременно с этим осуществляют деформирование заготовки, воздействуя наее торец пуансоном 6, При этом взазор между пуансонами 6 и 7 выдавливается фланец 15, В процессе деформации горизонтальная плоскостьсимметрии образующегося фланца смещается вдоль оси, Для сохранениясовмещения этой плоскости с горизонтальной плоскостью симметрии катушки инцуктора последняя перемеща"ется также вдоль оси со скоростью0,5 скорости пуансона б,П р и м е р. Изготавливали полуюдеталь с наружным диаметром 300 мм,толщиной стенки 3 мм и высотой 100 ммс фланцем в среаней по высоте ее части на внутренней стенке с размерами:ширина 20 мм, толщина 3,5 мм. Материал летали - алюминиевый сплавМгбм, деталь получали ня гидравлическом прессе типа П 1-476 усилием1,6 МН со скоростью движения ползуна 2 мм/с. Осевое возвратно-поступательное перемещение внутреннегоиндуктора осуществляли с помощьюгидроцилиндра, соединенного с маслостанцией, имеющей систему регулировки расхода рабочей жидкости. Внутренний индуктор состоял иэ трех витков общей высотой 28 мм, Частота токана внутреннем индукторе равнялась8 кГц. В процессе деформированианагретой до 350400 С трубчатой заготовки внутренний индуктор перемещали в направлении движения ползунасо скоростью 1 мм/с,15 20 25 30 35 40 Использование изобретения для производства деталей кольцевого типа с внутренним фланцем из трубчатых заготовок позволяет снизить трудоемкость изготовления деталей за счет сокращения числа переходов штамповки и повысить качество получаемых иэделий,Фор мула и зобр ет е ни я Способ изготовления полых деталей с внутренним фланцем, включаоцийустановку трубчатой заготовки в нагретую до температуры деформации матрицу, введение внутрь трубчатой заготовки индукционного нагревателяа также нагрев заготовки путем выдержки ее в контакте с матрицей и последующее деформирование заготовкипутем радиального выдавливания фланца воздействием пуансона при осевомего перемещении на торец заготовки содновременным воздействием на заготовку изнутри индукционными токамивысокой частоты, о т л и ч а ющ и й с я тем, что, с целью повышения качества получаемых изделийза счет создания в выдвигаемом фланце температурного поля, симметричного относительно его горизонтальнойплоскости симметрии, в процессе цеформирования заготовки осуществляютнепрерывное совмещение горизонтальных плоскостей симметрии вы 1 авливаемого фланца и внутреннего индукционного нагревателя путем перемещенияэтого нагревателя в направлении перемещения пуансона со скоростью,составляющей 0,5 скорости перемещения последнего,1706771 витель Н,ГрунинМ.Моргентал Корректор А,Обруч Яаказ 826 Тираж ВНИИПИ Государственного комитета и 1 13035, Москва, Ж и ГКНТ ССС Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 10 СосРедактор Б,Папп Тех Подписноеизобретениям и открыт Раушская наб., д. 4
СмотретьЗаявка
4690572, 17.05.1989
КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. 50-ЛЕТИЯ ВЕЛИКОЙ ОКТЯБРЬСКОЙ СОЦИАЛИСТИЧЕСКОЙ РЕВОЛЮЦИИ
СУШКО ИГОРЬ НИКОЛАЕВИЧ, СТЕБЛЮК ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21J 1/06
Метки: внутренним, полых, фланцем
Опубликовано: 23.01.1992
Код ссылки
<a href="https://patents.su/3-1706771-sposob-izgotovleniya-polykh-detalejj-s-vnutrennim-flancem.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых деталей с внутренним фланцем</a>
Способ изготовления полых деталей с внутренним фланцем
Номер патента: 1763076
Опубликовано: 23.09.1992
Авторы: Рудковская, Стеблюк, Сушко
Метки: внутренним, полых, фланцем
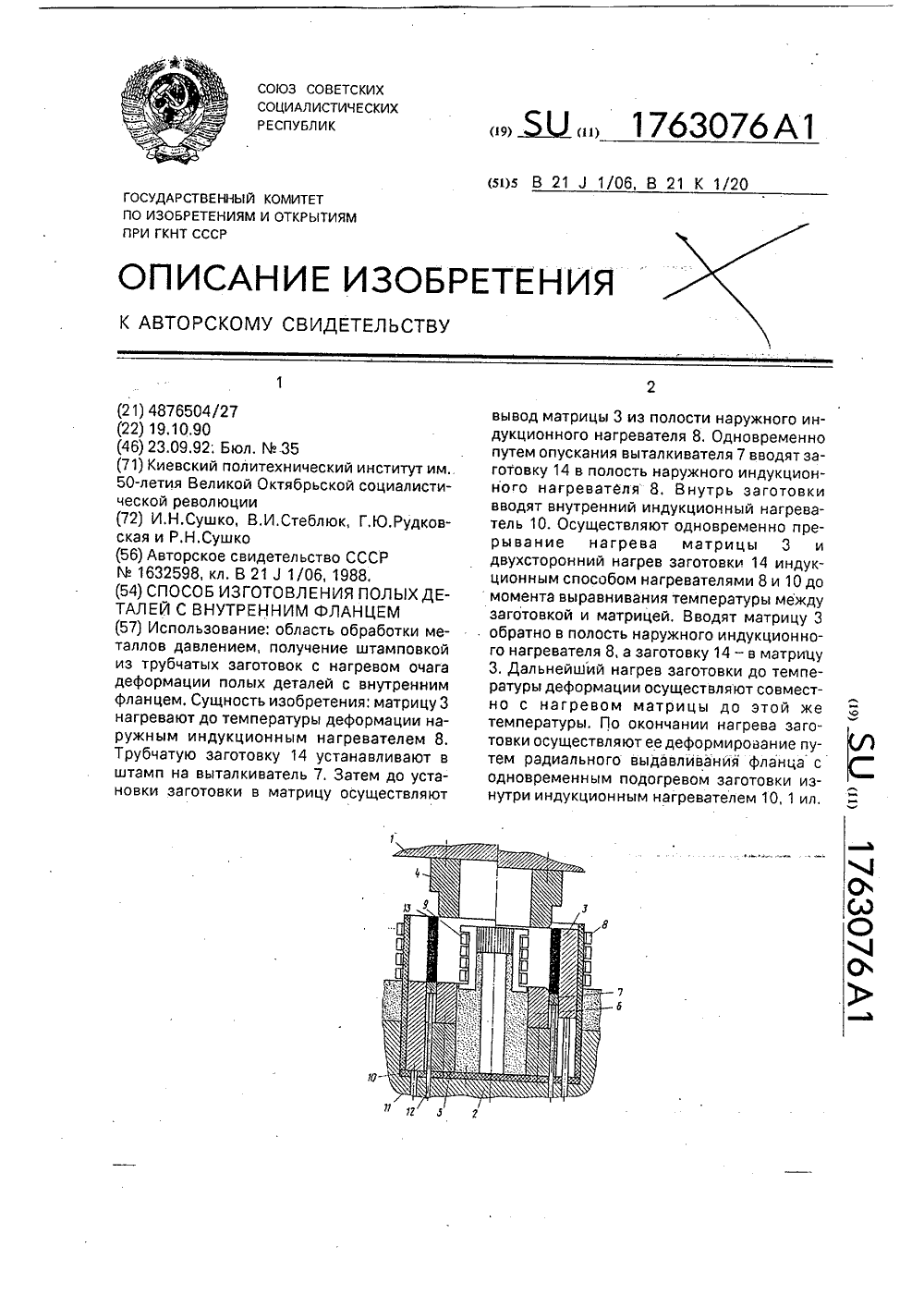
...заготовки в матрицу, двухсторонний нагрев заготовки до температуры деформации путем воздействия на ее внутреннюю поверхность токами высокой частоты от внутреннего индуктора и выдержки в контакте ее наружной поверхности с поврхностью матрицы, предварительно до установки заготовки в матрицу осуществляют индукционный нагрев заготовки со стороны ее внутренней и наружной поверхностей с одновременным отключением нагрева матрицы до момента выравнивания температур заготовки и матрицы, а последующий нагрев заготовки до температуры деформации и матрицы ведут совместно.Штамп для осуществления способа содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты, матрицу 3, закрепленные на соответствующих плитах верхний 4 и установленный на...
Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления

Номер патента: 1766565
Опубликовано: 07.10.1992
Авторы: Рудковская, Сушко, Штакун
МПК: B21J 1/06
Метки: внутренним, заготовок, полых, трубчатых, фланцем
...упомянутого положения);С - расстояние от торцевой поверхности матрицы, установленной в положении, соответствующем началу деформирования, до магнитопровода внутреннего индукционного нагревателя. (Св, Сн - расстояния соответственно от верхней и нижней торцевых поверхностей матрицы до упомянутого магнитопровода);Пд, Бд - ширина паза и башмака магнитопровода внутреннего индукционного нагревателя;Таким образом:Ам=Аосв+ АоснАосв Сн+ Бд+ 0,1 Пд;АоснСв+ Бд+ 0,1 Пд;По окончании нагрева заготовки дотем пературы деформации осуществляют ее деформирование с одновременным подогревом изнутри нагревателем 8, Готовое изделие удаляют из штампа выталкивателем 9.П р и м е р. Производят штамповку кольцевой детали с внутренним фланцем из трубчатой заготовки...
Способ изготовления полых деталей с внутренним фланцем

Номер патента: 1632598
Опубликовано: 07.03.1991
МПК: B21J 1/06
Метки: внутренним, полых, фланцем
...- повышениепроизводительности, увеличение коэффициента использования металла, повьшение качества изделий. Способ изготовления полых деталей с внутренним фланцем реализуется путем осадка трубчатой заготовки в торец. изакрытом штампе и с нагревом заготовки и матрицы до температур деформации. Процесс затекания металла заготовки во внутренний фланец интенсифицируется внутренним нагревом от индуктора высокой частоты, расположенного внутри трубчатой заготовки.1 ил. о рую заготовку 11 (фиг.1) уст в Формообразующую полость водят ее нагрев теплопровод нагревателя 4 и токами выоты дополнительным нагреДалее производят деформиубчатой заготовки пуансопри одновременном разогвысокой частоты внутрен- а 13 заготовки, заполняю,1632598 Составитель...
Способ ротационной вытяжки полых деталей с фланцем

Номер патента: 1648601
Опубликовано: 15.05.1991
Авторы: Бакст, Кочетов, Могильный, Полянцева, Фрегер
МПК: B21D 22/14
Метки: вытяжки, полых, ротационной, фланцем
...конический участок 3 - 4 ит,д,После касания периферийной частиоболочки уступа оправки начинается процесс формообразования фланца. Движениедавильного инструмента при этом осуществляют только от периферии к дну (6-7), Затем давильный инструмент 2 перемещаютпо траектории 7 - 8 - 6. после этого - от периферии к дну 6-9) и т, д,На последующем переходе давильныйинструмент 2 перемещают по траектории6-11 и далее возвращают в исходное положение (11 - 9-11-6 - 11-9-7-5 - 3-1-12-13).При этом происходит проглаживание повсему контуру оболочки. За каждый последующий шаг вытяжки при формообразовании фланца происходит приращение угланаклона траектории движения инструментадо значения, например, уЪ О.П р и м е р. Деталь - кожух в формецилиндра...
Штамп для получения полых поковок с фланцами

Номер патента: 1038045
Опубликовано: 30.08.1983
МПК: B21J 13/02
Метки: поковок, полых, фланцами, штамп
...пуансона,На фиг.1 представлено исходное положение и конец формирования фланца; на фиг.2 - сечение К-А на фиг,1; на фиг.3 - сечение Б-Б на фиг. 1; на 55 фиг.4 - штамп в момент начала формирования тонкостенной части поковки .и в момент окончания; на фиг,5 - се 045 2чение Г-Г на фиг.4; на фиг.б " сечение Л"Д на фиг,4.тамп состоит из внутреннего пуансона 1, который выполнен составным, Через основание .пуансона, которым он крепится к плите 2 пресса, на него надевается внешний пуансон 3. С помощью байонетного соединения внешний пуансон 3 может находиться в зацепле нии с внутренним пуансоном или сколь. зить по его вазам (фиг. и 2), На на ружной поверхности внешнего пуансона 3 предусмотрен бурт О байонет" ного соединения его с матрицей 4:фиг....
Предыдущий патент: Способ накатывания зубчатых профилей
Следующий патент: Устройство для изготовления полых изделий с внутренним фланцем
Случайный патент: Инсектицидное средство (его варианты)