Патенты опубликованные 30.10.1987
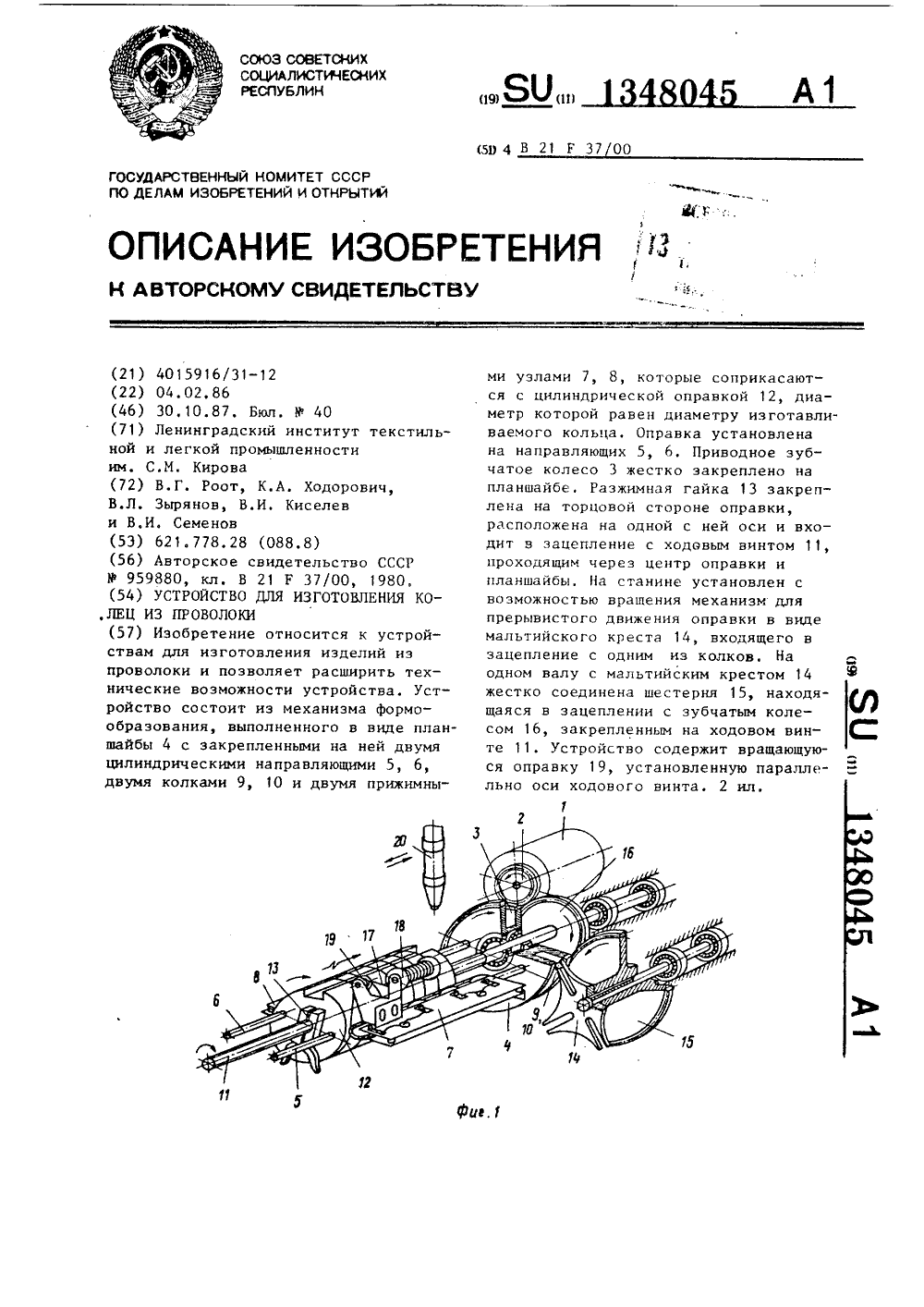
Устройство для изготовления колец из проволоки
Номер патента: 1348045
Опубликовано: 30.10.1987
Авторы: Зырянов, Киселев, Роот, Семенов, Ходорович
МПК: B21F 37/00
...4с закрепленными на ней двумя направляющими 5, 6 и прижимами 7 и 8,происходит вращение оправки 12, установленной на направляющих 5 и 6вокруг ходового винта 11, при этом48045 2 40 45 50 55 5 10 15 20 25 ЭО 35 разжимная гайка 13, закрепленная жест. ко на оправке, находится в зацеплении с ходовым винтом, обеспечивая тем самым намотку проволоки на оправку с шагом винтовой линии, равной шагу ходового винта и фиксирование начала винтовой намотки поступательным движением прижима 7, После совершения оправкой пол-оборота и фиксации конца винтовой намотки прижимом 8 происходит зацепление колка 9 с прорезью креста 14 мальтийского механизма, который передает вращение через зубчатую пару 15 и 16 на ходовой винт 11. За счет установки второго...
Автомат для изготовления изделий из проволоки

Номер патента: 1348046
Опубликовано: 30.10.1987
Авторы: Волынский, Грунский, Гусев, Огуряев
МПК: B21F 45/00
...шариковым пружинным5 10 15 45 50 55 20 25 ЭО 35 40 фиксатором 18, взаимодействующим сотверстиями, выполненными на шестерне храпового механизма 3, 11 лющениеножки отводов производят при вращении поворотного барабана 2 ролик 19,державка которого крепится к станине. Наковальней служит один иэ торцовповоротного барабана 2. К второму .торцу крепятся его сменная часть 20и нагреватели 21, напряжение к которым подводится через кольцо 22 токосъемника. Регулирование и поддержание температуры поворотного барабана 2 производится автоматически изменением напряжения с помощью датчикатемпературы и тиристорного преобразователя (не показаны),Автомат работает следующим образом.Устанавливаются катушки 13 с проволокой и термоусаживаемой трубкой, ....
Способ восстановления зубчатых колес

Номер патента: 1348047
Опубликовано: 30.10.1987
Авторы: Величко, Карабанов, Кривенко, Кузьменков, Хитрун
МПК: B21H 5/00
Метки: восстановления, зубчатых, колес
...по зубчатомувенцу, устанавливают в патроне токарного станка 1 К 62, включают вращение (и = 300 об/мин). Операция 2, Горелкой для газопламенного напыленияразогревают изношенную часть первичного вала до 900 - 950 С (время нагрева 30 с), Операция 3. Подводятнакатные (обжимные) ролики и обжимаютнаружную коническую поверхность содновременной подачей в зону обжимапорошкового материала ПГ - СР 40 МГОСТ 21448-75, Усилие обжима 15 кН,Время обжима 12 с. Операция 4Пода 5 10 15 20 25 30 35 40 45 50 55 чу порошкового материала прекращают,продолжая нагрев, а вращение шпинделя выключают, вводят во внутреннийвенец до упора профильный дорн, выполненный по размерам внутреннегозубцатого вала с учетом припуска намеханическую обработку. Операция...
Способ изготовления пресс-изделий

Номер патента: 1348048
Опубликовано: 30.10.1987
Авторы: Воронцов, Захаров, Кавтаев, Котелкин, Лысов, Машеков, Петров, Поединщиков
МПК: B21C 23/04, B21J 5/00
Метки: пресс-изделий
...0,9 диаметра исходной заготовки, причем продольнаяось квадрата перпендикулярна первоначальной оси исходной заготовки,Последующие технологические операции осадки с кручением и протяжкивыполняются аналогично выполненным48048 З 0;ротное устройство снабжено электро 35 40 5 1 О 15 20 25 ния в процессе осадки измельчает включения нерастворимых фаз и размеры зерен в алюминиевых сплавах, а в совокупности все это приводит к более качественной проплавке и позволяет сократить количество осадки и протяжки.П р и м е р. Способ опробован на образцах алюминиевого сплава АК 4-1, обработанного вакуумированием. Наогретые до 400 С образцы размером ф 100 х 200 мм куют с двумя осадками с кручением и двумя протяжками на прессе ПСУс нижним поворотным...
Узел штампа для выдавливания

Номер патента: 1348049
Опубликовано: 30.10.1987
Автор: Воронцов
МПК: B21J 13/02
Метки: выдавливания, узел, штампа
...на 107., и вследствие всегда имеющегося. разброса термомеханических условий выдавливания эффект практически не достигается.На фиг. 3 треугольниками обозначены экспериментальные точки, соответствующие пуансону со сферическим торцом, радиус которого г = 1,42 го(т,е, с = 45 ) и при котором получаются углы Ч на 107 меньше, чем опасные (при пуансоне с плоским торцом).Поскольку для большинства иэделий типа стакана требуемой формой дна является коническая и, кроме того, конический пуансон лучше удерживает смазку, то были проведены эксперименты по определению параметров конических торцов, совмещающих укаэанные преимущества с повышенной динамической прочностью иэделий, т,е, малым углом. Установлено, что наименьший угол выхода волокна...
Узел штампа для выдавливания

Номер патента: 1348050
Опубликовано: 30.10.1987
Автор: Воронцов
МПК: B21J 13/02
Метки: выдавливания, узел, штампа
...На фиг, 3 треугольниками обозначены экспериментальные точки, соответствующие пуансону со сферическим торцом, радиус которого г = 1,42 го(т,е, м. = 45 ), и при котором получаются углына 107 меньше, чем опасные (при пуансоне с плоским торцом).Поскольку для большинства иэделий типа стакана требуемой формой дна является коническая и, кроме того, конический пуансон лучше удерживает смазку, то были проведены эксперименты по определению параметров конических торцов, совмещающих указанные преимущества с повышенной динамической прочностью изделий, т.е. малым углом ( . В результате установлено, что наименьший угол выхода волокна обеспечивают конические пуансоны, основания которых лежат на поверх- ности сферы, центр которой расположен на оси...
Способ ремонта заклепочного соединения с потайной головкой

Номер патента: 1348051
Опубликовано: 30.10.1987
Авторы: Василевский, Губарев, Лебединский
МПК: B21J 15/02, B23P 6/00, F16B 19/06 ...
Метки: головкой, заклепочного, потайной, ремонта, соединения
...кольцевой срез потайной закладной головки новой заклепки, Разрушающее усилие Р,р при этом определяется соотношением Р с = н с 1 Ььсгдедиаметр стержйя и высота потайнойзакладной головки новой заклепки,соответственно, Из равенства Р,Р, следуетк,ср,отр,й6=01ф й(4) Из практики применения в авиастроении заклепок с потайной закладнойголовкой следует, что размер высотыпотайной закладной головки заклепкисоставляет Ь = 0,2 дТогда иэ формулы (4) следуетд =01 ---ф ф 020,откуда стандартную заклепку, но при этом й == 0,71 д,й12Исходя из этой зависимости и назначен нижний предел значения диаметраотверстия (0,71 диаметра стержня заклепки), которое необходимое просверлить в изношенной потайной заклепке.В практике отечественного авиастроения...
Ручной инструмент для односторонней клепки составными заклепками

Номер патента: 1348052
Опубликовано: 30.10.1987
Авторы: Бабак, Бабой, Бояркин, Козлов, Кочкин, Левицкий, Соловьев
МПК: B21J 15/38
Метки: заклепками, инструмент, клепки, односторонней, ручной, составными
...рабочем конце корпуса установлен наконечник 13, выполненный н, виде втулки с коническим пояском 14 на внутренней поверхности со стороны рабочего торца и коническим пояском 15 на наружной поверхности со стороны противоположного конца, взаимодействующим с торцом захватных кулачков 5, Фиксация наконечника 13 осуществляется при помощи отогнутого конца пружины 1 б, На конце корпуса концентрично наконечнику установлен ловитель в виде втулки 17 с внутренней конической поверхностью 18, Втулка подпружинена относительно корпуса 1 в осевом направлении при помощи пружины 19. Фиксация ловителя в осевом направлении осуществляется с помощью пружины 1 б, Подвижная рукоятка 10 снабжена быстросъемным удлинителем 20 с фиксатором 21.Инструмент...
Способ изготовления коленчатых валов и устройство для его осуществления

Номер патента: 1348053
Опубликовано: 30.10.1987
Авторы: Бахтеев, Забудько, Казаринов, Катков, Рудалев, Федоров, Харитонов
МПК: B21K 1/08
Метки: валов, коленчатых
...щек вала при устранении воэможности образования утяжкиметалла в их зонах,Устройстно для изготовления коленчатых валов содержит корпус сосмонтированными на нем секциями мат 50риц 1 и 2, размещенными с возможностью встречного перемещения, атакже пуансон 3 для гибки, приводной 1 13480Изобретение относится к обработке металлов давлением, а именно к способам изготовления коленчатых валов и устройствам для реализации этих способон,5Цель изобретения - повьппение качества полученных иэделий путем предотвращения образования утяжки металла на щеках. 1 ОНа фиг, 1 схематически представлено предлагаемое устройство для реализации способа, общий нид, на фиг,2 разрез А-А на фиг, 1, на фиг. 3 устройство с отключенным пуансоном для гибки; на фиг, 4 -...
Устройство для изготовления магнитной формы

Номер патента: 1348054
Опубликовано: 30.10.1987
Автор: Левшин
МПК: B22C 9/00
...разрушению. Выполнение стенок 1 О неферромагнитными исключает шунтирование рабочего магнитного потока,Магнитная форма изготавливаетсяследующим образом.На участки модели 13, расположенные под углом 70-90 к оси катушки 4,исключая ее поверхность разъема, наносят разделительное покрытие и быстротвердеющее связующее. Затем на мо 48054дельную плиту по штырям устанавливаютконтейнер 2. Через отверстия в плите 14 контрлада засыпают формовочный5материал 15, например дробь ДСЛО 8ГОСТ 11964-81. Одновременно осуществляют уплотнение формовочного материала встряхиванием или вибрацией. После уплотнения через некоторое время,необходимое для отверждения связующего и образования упрочненного слоя 16,на модельную плиту устанавливаютнамагничивающее...
Литниковая система для внутриформенного модифицирования чугуна
Номер патента: 1348055
Опубликовано: 30.10.1987
Авторы: Августинов, Балджиев, Горенко, Иванов, Тодоров, Хаджикристев, Шинский
МПК: B22C 9/08
Метки: внутриформенного, литниковая, модифицирования, чугуна
...модификатора и жидкого чугуна на литниковуюсистему, Уменьшение угла наклона менее 70 ведет к снижению остаточного 25 магния в чугуне и, как следствие,к снижению прочностных и пластических свойств материала в отливкеУменьшение соотношения высот Ь и Ь верхней и нижней частей реакционной камеры ниже 0,15:1 приводит к неравномерности растворения магния в чугуне, снижению прочностных и пластических свойств чугуна отливки,Увеличение соотношения высот частей реакционной камеры более 0,4;1 30 35 ведет к повышению расхода модификатора выше оптимального в ковше в течение первого этапа модифицирования,40 Выполнение нижней части 8 реакционной камеры в виде параллелепипеда с вогнутыми стенками по трактрисе обеспечивает выравнивание содержания...
Литейная опока

Номер патента: 1348056
Опубликовано: 30.10.1987
Авторы: Жарков, Лебединская, Никишин, Понипартов, Халдей
МПК: B22C 21/00, B22D 27/04
...крупногабаритных отливок из сталей и жаропрочных сплавов в керамических формах по технологии процесса литья по выпланляемым моделям,Цель изобретения - улучшение усло ний удаления опорного наполнителя и повышение скорости и направленности охлаждения отливок.На чертеже представлена предлагаемая литейная опока, 15Опока состоит из дна 1 с кольцевым пазом для установки обечайки 2 и прорезью для ввода термопары 3, Пространство между обечайкой и формой 4 заполнено сыпучим наполнителем 5.Опока используется следующим образом,На дно 1 устанавливается форма 4,В кольцевой паз дна ставится обечайка 2 и фиксируется замковым устройством 6, Пространство между обечайкойи формой заполняется сыпучим наполнителем 5, например, крупным песком,боем...
Способ непрерывного горизонтального литья заготовок

Номер патента: 1348057
Опубликовано: 30.10.1987
Авторы: Беренов, Миценгендлер, Нисковских
МПК: B22D 11/00
Метки: горизонтального, заготовок, литья, непрерывного
...татцд ицдуктард. Тдким абргтэсзм, сам;стпым дейстгзием смазкиСЛЗ 3 Ст 3 т, 3.1; ЗВВЕМОГО ГГОЛ )таВЛЕНИЕМП .ДГГГГГ.Г Еат О тОЛЯ ИСКЛЮта)т ПОСТУПлетпа жтдпаа мс.тдллд в зд зор междукрис гд.сппэд гзрам с ц мететт 3 апроводом:д)Чццст ттр)Стттшт тПЗстдлтттт тдтСЗру 3то тзтГ):.1 с":.)- Ост )тд г.;Гьт ае Движение ис. и.03)Г) г)ттт,тс устрайсттз 3 7 не 3057 2прерывно вытягивают кристаллизующийся, слиток 8 из кристаллизатора 4.С целью автоматического поддержания давления инертного газа в зазоре )между кристаллизатаром и металлопроводом (или индуктором) одновременнос подачей газа 10 в этот зазор подают его в жидкий металл 2 металло приемника через сообщающийся газопровод 9, причем уровень подачи газав металлоприемник 1 принимают на величину...
Головка затравки машины непрерывного литья заготовок

Номер патента: 1348058
Опубликовано: 30.10.1987
Авторы: Бессонов, Богословский, Левин, Петунин, Рудоман, Целиков
МПК: B22D 11/08
Метки: головка, заготовок, затравки, литья, непрерывного
...механически обработать,поэтому важно, чтобы полость можнобыло обработать рядовым инструментом.Полость головки выполнена сочетанием тела вращения и паза, наклоненного к оси тела вращения под угломо10 - 30 , Такая полость в случаеприварки металла может быть обработана рядовым инструментом на токарном 4щп. расточном станках беэ примененияспециальной фрезы,Паэ 3, наклоненный к оси тела вращения необходим для исключения самопроизвольного отделения головки от 50слитка в направлении оси тела вращения и минимальное значение угла наклона , определяется усадкой металлав процессе кристаллизации, а максимальное - возможностью свободного от деления головки поворотом относительно, точки 9.Крышка 6, съемная со стороны наклонной торцовой поверхности,...
Кокиль с горизонтальной плоскостью разъема

Номер патента: 1348059
Опубликовано: 30.10.1987
Авторы: Бейзер, Глейзер, Дунер, Закобуня, Рейн
МПК: B22D 15/00
Метки: горизонтальной, кокиль, плоскостью, разъема
...в выступах 19 верхней полуформы 2. Для ограничения хода плиты 11 верхняя полуформа 2 снабжена регулируемым упором 20.Устройство работает следующим образом.После заливки расплава и кристаллизации отливки 21 осуществляют поворот рукоятки 17 и связанной с ней тяги 16 вокруг оси 18. При этом эксцентрик 15 воздействует на нерабочуючасть 5 контртолкателя 3, который,упираясь своей рабочей частью 4 внижнюю полуформу 1, отрывает от нееверхнюю полуформу 2 с отливкой 21.Одновременно плита 11 освобождаетсяот воздействия выступа 6 контртолкателя 3 и под действием силы тяжестиповорачивается вокруг оси 13 до контакта с упором 20, освобождая тем самым толкатель 7. При этом последнийпродолжает оставаться в первоначальном положении, удерживаясь...
Устройство для транспортирования отливок

Номер патента: 1348060
Опубликовано: 30.10.1987
Авторы: Афонаскин, Бейзер, Зинкевич, Пискунов, Стрельцов
МПК: B22D 15/04
Метки: отливок, транспортирования
...3в ковшах 4 вдоль ряда стационарнорасположенных кокильных секций 5. Заливка металла в кокили 14 проиэводится на кокильных секциях последовательно, начиная от термоагрегата 10.По окончании заливки металла на одной из секций заливщик нажатием кнопки управления или педали включает на этой секции цикл кристаллизации отливки и переходит к следующей секции, где осуществляет очередную заливку. В случае неисправности какой-либо из секций эаливщик ее пропускает.По окончании кристаллизации на каждой секции в той же последовательности, что и заливка металла в кокиль, начинается цикл разборки кокиля и передачи отливки на рольганг 8; извлекается верхний стержень 16, в полость отливки 7 вводится оправка 20 манипулятора 6, разводятся вертикальные...
Машина для литья под давлением с горячей камерой прессования

Номер патента: 1348061
Опубликовано: 30.10.1987
МПК: B22D 17/02
Метки: горячей, давлением, камерой, литья, прессования
...охлаждени жуха и каналы заполнены теплоноси- среды, кожух 11 снателями,35 40 45 50 55 Кроме того, кожух снабжен тепловой,изоляцией и полость кожуха соединенас атмосферой посредством соединительного канала и расширительного сосуда.На чертеже частично изображена мапшца для литья под давлением,Машина содержит тигель 1 печи срасплавом 2, в который погруженазцачительцая часть гузнека 3, а верхняя часть гузнека и надставка 4 ссоплом 5 находятся над поверхностьюрасплава 2 в тигле 1, В гузнеке 3имеется восходящий канал 6, соединяющий горячую камеру 7 прессования,ц которой подвижно размещен поршень15, с проходным каналом 8 надставки 4с соплом 5, которое соединяется сполостью пресс-формы. Вдоль восходящего канапа б создана в гузнеке 3система...
Пресс-форма для литья под давлением

Номер патента: 1348062
Опубликовано: 30.10.1987
Автор: Криворотов
МПК: B22D 17/24
Метки: давлением, литья, пресс-форма
...большего диаметра,связанных пластинчатой пружиной 9 с пятой 10, имеющей возможность взаимодействия с клин-пальцем 2. йиаметрштырей 8 больше диаметра штырей 7фиксатора на 1-1,5 мм, так как привыталкивании они должны упереться встенку подкладной плиты подвижнойполуформы и быть подпружиненными.Пресс-Форма работает следующим образом.Исходное положение - пресс-формазакрыта (фиг, 1). Ползун 4 находитсяв нижнем положении, фиксирующие,штыри 7 под действием усилия пружин 5упираются в ползун 4, Выталкивательфиксатора - штыри 8 под действиемупирающегося в пяту 10 пружины 9клин-пальца 2 также находятся в подпружиненном состоянии и упираются вподкладную плиту 11 подвижной полуформы 3,При открытии пресс-формы ползун 4под действием клин-пальца 2 подни...
Пневматическое устройство для получения порошков распылением расплавов

Номер патента: 1348063
Опубликовано: 30.10.1987
Авторы: Борисов, Корнеев, Лукин, Подольский, Попова, Родионов, Солуянов, Спеваков, Шаров
МПК: B22F 9/08
Метки: пневматическое, порошков, расплавов, распылением
...и рода газа.Истекающий иэ стержневых газоструйных свистков 10 пульсирующийгаз заполняет выходную полость 14под некоторым давлением так, чтобыобеспечить оптимальный перепад давления на выходной ступени устройства, т.е. центральном кольцевом распыливающем сопле 19 и дискретныхакустических соплах 20,Пульсирующий гаэ из выходной полости 14 коллектора корпуса поступает с одной стороны в наклонные каналы 18, выполненные в верхней кольцевой центральной вставке 16,закручивается и,проходя через кольцевое распыливающее сопло 19,распыливает жидкуюметаллическую струю, вытекающую засчет разряжения за срезом стакана 2.Высокоамплитудные пульсации акустической частоты в завихренном газовом потоке сопла 19 образуются и засчет подачи на вход...
Способ разделения стружки

Номер патента: 1348064
Опубликовано: 30.10.1987
Авторы: Горошко, Карпушин, Нехай, Теренько
МПК: B23B 1/00
Метки: разделения, стружки
...согласования работы ножей, ролика, в зависимости от силы резания,в устройстве предусмотрена системауправления, включающая измерительноеустройство с усилителем 10, блок 11обработки информации, блок 12 управления, блок 13 задержки и исполнительные блоки 14 и 15,Механическая обработка детали 1 снеравномерным припуском резцом 2 протекает с переменным усилием радиальной составляющей силы резания Р(фиг. 3), минимальное значение которой измеряют и усиливают блоком 10,информация с блока 10 - число оборотов детали п и значение диаметра заготовки Н, поступает в блок 11 обработки информации, далее в блок 12управления, с которого исполнительные команды подают на исполнительныйблок 15 и через блок 13 задержки наисполнительный блок 14, В момент...
Способ обработки токопроводящих материалов и устройство для его осуществления

Номер патента: 1348065
Опубликовано: 30.10.1987
МПК: B23B 1/00
Метки: токопроводящих
...0,9 1,2 Тл при максима;1 ьцой нагрузке на интрумецт, При этом инструмент, по которому проходит электрический ток, находится под воздействием магнитного поля катушки со 11 еноида. Взаимодействие магнитного поля тока, протекающего па инструменту, с магнитным полем голеноида, следующее с частотой динамичегких вынужденных колебаний, вызывает сложное вращательное и возвратно-поступательное движениеинструмента в осевом и радиальном напран:1 ециях. Колебания инструмента вуказанных направлениях обеспечиваютумен 1,шение усилий резания и повышениекачества обработанных поверхностей.Крутильные упругие колебания, возникающие в материа:1 е инструмента идействующие по всей ега длине, способствуют снятию напряжений скручи 25нация, возникающих в...
Способ наладки металлорежущего станка для обработки сферических поверхностей

Номер патента: 1348066
Опубликовано: 30.10.1987
Автор: Сергеев
Метки: металлорежущего, наладки, поверхностей, станка, сферических
...кромок кайавки, выполненной инструментом на пробной детали, и определяют фактическое среднее значение ра диуса инструмента по формуле45 50 К - 3втЧ= 55 Изобретение относится к машиностроению и касается обработки сферических поверхностей.Цель изобретения - повышение точности обработки сферических поверхностей путем дополнительного учитывания при наладке станка радиуса при вершине инструмента.Па фиг, 1 представлена схема обработки выпуклых сферических поверхностей любого радиуса; на фиг. 2 схема обработки вогнутых сферических поверхностей любого радиуса; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 узел 11 на фиг. 2; на фиг, 5 - схема проточки канавки на пробной детали.Способ наладки металлорежушего станка для обработки сферических...
Способ обточки эллипсно-бочкообразных поршней

Номер патента: 1348067
Опубликовано: 30.10.1987
Авторы: Гринкот, Гругман, Оргиян, Тенин
Метки: обточки, поршней, эллипсно-бочкообразных
...станка, которому сообщается вращение от электродвигателя 10. Копирномувалу 5 сообщается осевое перемещениеот гидроцилиндра 6. 40Так как обточка поршня 1 осуществляется резцом 7 с вращением поршня1 и при невращающемся копире 4, тов данном случае копир 4 имитируетплоский копир и щуп Я, осуществляя 45слежение по копиру, копирует на поршне 1 посредством резца 7 только бочкообразную кривую, переменную в продольном направлении.После окончания прямого хода копирного вала (конец обточки бочкообразной кривой) и останова шпинделя2, последний посредством механизма12 доворота устанавливается в идентичное с копиром 4 угловое положение,после чего шпиндель 2 и копир 4 приводятся в синхронное вращение (например, включением зубчатой...
Устройство для обработки фасонных поверхностей

Номер патента: 1348068
Опубликовано: 30.10.1987
Автор: Исламов
МПК: B23B 5/36
Метки: поверхностей, фасонных
...упругостьюрычага 15 (пластинчатой пружины)к неподвижной плите 17, паралельнойплоскости движения каретки 7.Угол с между продольными осью 14резца и осью 18 рычага 15 принят равоным 90 , но возможны и другие значения угла. Механизм для регулирования величины угла не показан.Кривая, описываемая точками каретки 7, а следовательно, и резцом,обозначена позицией 19, направлениедвижения каретки показано стрелкой.Ось вращения заготовки 20 обозначенапозицией 21, ось вращения приводноговала - позицией 22,Как вариант фрикционный элемент 16может быть выполнен в виде ролика,закрепленного на рычаге 15 с возможностью вращения в горизонтальнойи вертикальной плоскостях и прижатого55 Устройство для обработки фасонных поверхностей, содержащее приводной...
Вращающийся центр

Номер патента: 1348069
Опубликовано: 30.10.1987
МПК: B23B 23/04
Метки: вращающийся, центр
...установленного 40в корпусе 1 и взаимодействующего спродольным пазом 16, выполненным ввыступе 11. В корпусе 1 выполненоотверстие 17 для подачи смазки к подшипникам 5 и 6, причем отверстие 17заглушено винтом 18, а в выступе 11выполнено отверстие 19 для проходасмазки. На корпусе 1 установленакрьппка 20 с сальником 21. Между выступом 12 и корпусом 1 установленапружина 22, опирающаяся на преду 50смотренный в отверстии 3 буртик 23.По цилиндрическим поверхностямвыступов 11 и 12 установлены уплотнительные кольца 24 и 25, контактирующие с поверхностями отверстий2 и 3 большого и малого диаметров,а задний подшипник 7 выполнен плавающим относительно корпуса 1. Последний при помощи конуса Морзе 26закреплен в шпинделе 27 задней бабкистанка,Работа...
Автоколебательный вибросуппорт

Номер патента: 1348070
Опубликовано: 30.10.1987
МПК: B23B 25/02
Метки: автоколебательный, вибросуппорт
...стружки,Цель изобретения - упрощение конструкции суппорта и повышение надежности дробления стружки за счет возбуждения автоколебаний инструмента путем введения в гидросистему нели,нейной обратной связи.На чертеже показан суппорт с местным разрезом, общий вид.Резцедержатель 1 закреплен на корпусе 2 вибросуппорта, который имеет возможность перемещаться по направляющим 3 вдоль основной подачи. Направляющие 3 вибросуппорта закреплены на поперечных салазках суппортной группы посредством болтов. В корпусе 2 расточен цилиндр, куда входит односторонний поршень 4, разделяя цилиндр на две полости 5 и 6. Шток поршня 4 закреплен на направляющих 3. Корпус управляющего золотника 7 выполнен монолитно с корпусом 2 вибросуппорта, Четырехкромочный...
Режущий инструмент

Номер патента: 1348071
Опубликовано: 30.10.1987
Авторы: Георгиевский, Семенов, Чернавская, Чернавский, Шпиньков
МПК: B23B 27/16
Метки: инструмент, режущий
...расположены касательно к отверстию подкладки. Штифт 3 выполненс головкой и хвостовиком, расположенным эксцентрично друг к другу навеличину е. При этом головка штифта 3 З 0располагается в отверстии режущейпластины и в углублении подвижной.подкладки, образованном пересекающимися пазами (пазы 8 и 9 на фиг. 1и 2), На головке штифта 3 может бытьвыполнена лыска 10 глубиной Ь , что35обеспечивает возможность установкиоси головки штифта 3 по биссектрисеугла при вершине подвижной подкладки.Благодаря тому, что головка штифта403 располагается в углублении подвижной подкладки 2, образованном пазами,исключается возможность повороташтифта вокруг оси его хвостовика впроцессе эксплуатации и соответственно45повышается надежность закрепления...
Устройство для радиального перемещения резца

Номер патента: 1348072
Опубликовано: 30.10.1987
МПК: B23B 29/034
Метки: перемещения, радиального, резца
...палец 28,закрепленный в корпусе 22, Зубчатоеколесо 24 снабжено конической хвостовой частью 29, взаимодействующей сконической поверхностью шайбы 30. Обаконуса совместно образуют фиксаторположения. В центральное отверстиезубчатого колеса 24 ввернут винт 31с пружиной 32, отжимающей конус 29от конической поверхности 30 корпуса.Для обеспечения нормальной работы жесткость пружины 25 выполнена выше жесткости пружины 32,Устройство работает следующим образом.Установка резца 7 на начальныйразмер расточки производится вне станка, после чего расточная оправка 2 устанавливается в шпиндельи производится расточка отверстия. Для перехода с одного диаметра расточки на другой реэцедержатель 6 с резцом 7 перемещают в радиальном направлении, При этом по...
Револьверная головка

Номер патента: 1348073
Опубликовано: 30.10.1987
Автор: Пилюгин
МПК: B23B 29/32
Метки: головка, револьверная
...оборот револьверный диск поворачивается1 на одну позицию, т,е, 1 = в , где 10 15 20 25 30 п - число позиций револьверного диска,Шестерня 11 имеет на ступицепаэ 13, взаимодействующий с бесконтактным датчиком 14, закрепленным на корпусе 1.Упомянутые средства предназначеныдля предварительной фиксации.40Окончательная фиксация револьверного диска осуществляется плоскозубчатыми полумуфтами 15 и 16, Сигналыоб окончании зажима или разжима револьверного диска поступают от конечных выключателей 17 и 18.45Револьверная головка работает следующим образом.При поступлении команды на сменуинструмента масло под давлением поступает в верхнюю полость гидроцилиндра 5, смещая поршень 4 и связанные с ним втулку 3 и револьверныйдиск 2,35 1 13480Изобретение...
Зажимной патрон

Номер патента: 1348074
Опубликовано: 30.10.1987
Авторы: Артасов, Карявин, Соколов, Филатов
МПК: B23B 31/00
...сферическиеопоры 4. Пластины через эксцентриковую втулку 5 крепятся к плите 2 пальцами 6,Пневмоцилиндр 7 через шток 8 взаимодействует на коромысло 9 с откидными упорами 10. Связь коромысла 9 с плитой 2 осуществляется через болт 11 с рабочей пружиной 12. Патрон снабжен расположенными на коромысле 9 щеками 13, предназначенными для размещения на них осей прижимных элементов,Патрон работает следующим образом.При подаче сжатого воздуха в левую полость пневмоцилиндра 7 шток 8 перемещает вправо коромысло 9 с откидными упорами 10, освобождая де-таль 14, При этом рабочие пружины 12 сжимаются. При соединении левой полости пневмоцилиндра 7 с атмосферой рабочая пружина 12 через болт 11,коромысло 9, откидные упоры 10 прижимает впадину зуба...