B29D 31/00 — B29D 31/00
Устройство для изготовления латексных нитей

Номер патента: 1523386
Опубликовано: 23.11.1989
Авторы: Горбунов, Кульков, Просветов, Щербаков
МПК: B29C 41/24, B29D 31/00
...14, закрепленными на опорах вытяжного 12 и транспортирующего 15 валков. Вращение валков 12 и 15 осуществляется от главного привода линии (не пока за н ) че рез це п кую п е реда чу 16.Устройство работает следующим образом, Коллектор 2 с фильерами 3 подводится к вытяжному валку 12 путем вращения винтов 7 от привода 4 (фиг. 1, положение 1). Затем в коллектор 2 по гибкому трубопроводу 9 подается латекс, который в виде струй вытекает через фильер 3. При взаимодействии с коагулянтом латекс превращается в нити из сырого каучука, которые размещаются на вытяжной валок 12. Затем включается в работу привод 4 для вра 1 цения винтов 7. При этом коллектор 2 начинает перемещаться влево от положения 1 в положение 1. Вместе с перемещением коллектора...
Способ натяжки ракеток

Номер патента: 1537124
Опубликовано: 15.01.1990
МПК: A63B 51/02, B29D 31/00
...с моторным тормозом 13ось 14, Кроме того, в устройствовходит наматывающий узел 15 с выпол 45ненным в виде зажимного конуса 16креплением для катушки 1, выступ 7которой входит в паз (не показано)зажимного конуса 16. Конус 16 закреплен на установленной в детали 17с возможностью вращения оси 18, ко1537124 5рая наматывается на барабан 11, который насаживается на ось 14. Одновременно катушку 1 закрепляют на конусе 16 наматывающего узла 15. Затем свободный конец 21 струны сматывается с барабана 11 в направлении стрелки 22 и вдавливается в паз 8 катушки 1 (фиг.1). После этого включают двига.ель 19 и моторный тормоз 13, благодаря чему катушка вращается в направлении стрелки 23 (на фиг.2 - против часовой стрелки), и струна 24,...
Способ изготовления резиновых кольцевых заготовок и устройство для его осуществления

Номер патента: 1597299
Опубликовано: 07.10.1990
Автор: Просеков
МПК: B29B 11/10, B29D 31/00
Метки: заготовок, кольцевых, резиновых
...вид сверху,Устройство для изготовления резиновых кольцевых заготовок из шнура 1 состоит из дорна 2 заданного диаметра, определяемого необходимым диаметром кольца, и из режущего узла, который выполнен в виде двух гребенок 3 и 4 с зубьями 5. Гребенка 3 превосходит по длине гребенку 4 на величину 1, равную шагу спирали намотанного на дорн 2 шприцованного шнура 1. На гребенке 3 выполнены поперечные боковые выступы 6 и 7, ограничивающие перемещение гребенки 4 относительно гребенки 3,ся к области изгоких изделий. Целььности и качества Для этого резку ществляют путем ения концов витмотки. Устройство раллельных гребевижна в продользубья гребенок бой. При смещев происходит их екулярного сцеп 3не внахлестку поами встык, акольцо тоРЧ отовок...
Устройство для изготовления ленты из латекса

Номер патента: 1599246
Опубликовано: 15.10.1990
МПК: B29C 41/24, B29C 67/08, B29D 31/00 ...
...образом.Из емкости 1 по трубопроводу 2 латекс поступает в фильеры 3, которыевыпускают его в виде пучка нитей 16 вванну 4 для коагуляции. Из ванны 4 через ванну 5 промывки нити 16 подаются в камерудля сушки и вулканизации, Из камеры 7 нити 16 поступают на вогнутую поверхность формующего ролика 11, который собирает нити в плоский пучок. Включается привод вращения ролика 11 и на нити опускается формующий ролик 12, который под действием собственного веса и груза 15 опрессовывает нити 16, При этом последние деформируются, прижимаются друг к другу и слипаются за счет сил адгезии с образованием ленты 17. 11 ри предлагаемой форме боковой поверхности роликов 11 и 12 самые крайние нити 16 в пучке воздействуют на соседние нити с наибольшей силой,...
Способ изготовления резинометаллических изделий

Номер патента: 1643142
Опубликовано: 23.04.1991
Автор: Хорольский
МПК: B29C 67/18, B29D 31/00
Метки: резинометаллических
...арматуры направлении до образования прогибов Н 1 = Ь и Н= Ь(Фиг, 2) . Пластины 3 и 4, занимая до механического воздействия положение Г, после деформации занимают положение Д и Е соответственно. Затем пластины 3 и 4 опескоструивают электрокорундом с заданными параметрами, В результате пластины 3 и 4 восстанавливают свою первоначальную Форму (положение Г на Фиг, 2), после чего на их рабочие поверхности наносят адгезионное покрытие, термостатируют, закладывают в формообразующую полость пресс"фор-, мы, где соединяют с резиновой заготовкой при прессовании и вулканизации, После вулканизации и охлаждения изделия пригодны к эксплуатации,П р и м е р 2. При изготовлении резинометаллических кронштейнов, лриклеиваемых к цилиндрическому...
Литьевая пресс-форма

Номер патента: 1643163
Опубликовано: 23.04.1991
Автор: Колкунов
МПК: B29C 45/02, B29D 31/00
Метки: литьевая, пресс-форма
...заготовка материала 14 (фиг,1), например резины, нагретая до заданной температуры, На заготовку устанавливаются пресс-шайба 3 и плунжер 2. Под воздействием пресса плунжер перемещается аксиально относительно загрузоч 50 ной камеры и через кольцевую литниковую щель 7 передавливает материал 14 из загрузочной камеры 1 в кольцевую Формующую полость, образованную формообразующими элементами 5 и 6, После55 окончания заполнения Формующей полости снимается плунжер 2, а пресс-Форма устанавливается на подкладку 15, опертую на плиту 13 пресса, Далее воздей"ствуют прессом на загрузочную камеру1, вследствие чего последняя и гильза8 перемещаются вниз относительно втулки 9. В результате происходит смыкание Формообразующих элементов 5 и 6...
Литьевая пресс-форма

Номер патента: 1643164
Опубликовано: 23.04.1991
Автор: Колкунов
МПК: B29C 45/02, B29D 31/00
Метки: литьевая, пресс-форма
...нагретая до заданной температуры заготовка материала 15, например, резины, Загрузочная каиера 5 устанавливается открытым торцом на формодержатель 4.Воздействием пресса плунжера 6 с пресс-шайбой 11 перемещается аксиально вниз относительно загрузочной камеры 5 и через кольцевую литниковую щель 3 передавливает материал 15 из55 загрузочной камеры 5 в кольцевую Формующую полость, .образованную формообразуюциии элементами 1 и 2 (Фиг. 1). После окончания заполнения формующей полости плунжер 6 снимается, а прессформа устанавливается на подкладку 16, опертую на плиту 14 пресса. Далее прессом воздействуют на загрузочную камеру 5. Вследствие чего последняя вместе с силовым элементом 12 перемецается вниз относительно гильзы 8 (Фиг. 2), В...
Способ изготовления полимерных изделий

Номер патента: 1666321
Опубликовано: 30.07.1991
Автор: Дубинер
МПК: B29C 43/02, B29D 31/00
Метки: полимерных
...форму с различной кривизной вогнутойи выпуклой поверхностей, Причем центры 01и Ог последних располагают на одной прямой. Радиус кривизны В 1 вогнутой поверхности выбирают большим радиуса кривизны В 2выпуклой поверхности.Затем заготовку 1 помещают в прессформу, образованную матрицей 5 и пуансоном6, и производят окончательное формование,при этом в силу различия радиусов кривизныпуансона 6 и вогнутой поверхности заготовкипуансон 6 сначала вступает во взаимодействиес центральной частью заготовки. В результате материал заготовки растекается от центрак краям, равномерно распределяясь по формующей полости пресс-формы, что предотвращает недопресовку готового изделия,по краям.П р и м е р. Изготавливали тормознуюнакладку для барабанного...
Способ изготовления резиновых уплотнителей

Номер патента: 1669735
Опубликовано: 15.08.1991
Авторы: Габринович, Гуреев, Каневский, Хачатрян
МПК: B29C 35/02, B29D 31/00
Метки: резиновых, уплотнителей
...ГК 111 СССР ции, в три рдеформациитдции. Такаточной дляколец при эузлах с ооз11 ИЕМ КДК ПРИи повышениПримуплотнитель055-065-58-2следовательвой смеси нСКНи оу льцо выуре и дения его еформаительной эксплуая достачи вания тельных м движе- уатации1669735 Составитель В. БатуроваТехред М,Моргентал Корректор М, Максимишинец Редактор В. Ковтун Заказ 2705 Тираж 378 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г Ужгород, ул.Гагарина, 101 40 мин при 143 С. Затем кольца гри 100 С сжимали в струбцине до предварительной радиальной деформации сжатия попереч ного сечения колец, равной 14 , что соответствовало деформации кольца...
Способ изготовления комбинированного уплотнительного кольца

Номер патента: 1669760
Опубликовано: 15.08.1991
Авторы: Антипин, Баринов, Шатаев
МПК: B29C 51/04, B29D 31/00
Метки: кольца, комбинированного, уплотнительного
...в нее эластичный сердечник 9, выполненный из резинового кольца. Оболочку 7 с расположенным в ней эластичным сердечником 9 устанавливают в оправку 10. При вращении оправки 10 действуют на внутренний край 11 оболочки 7 давильником 12, производя завальцовку внутреннего края 11 оболочки 7. Полученное этим способом комбинированное уплотнительное кольцо 13 снимают с оправки 10,Таким образом, изготовленное предлагаемым способом комбинированное уплотнительное кольцо имеет ровные, большой чистоты обработки рабочие уплотнительные поверхности, Так как материал оболочки все время при изготовлении работает на растяжение, исключается образование гофр на поверхности кольца. Благодаря тому, что при изготовлении колец применяется минимальное...
Способ изготовления резиновых уплотнительных колец круглого сечения
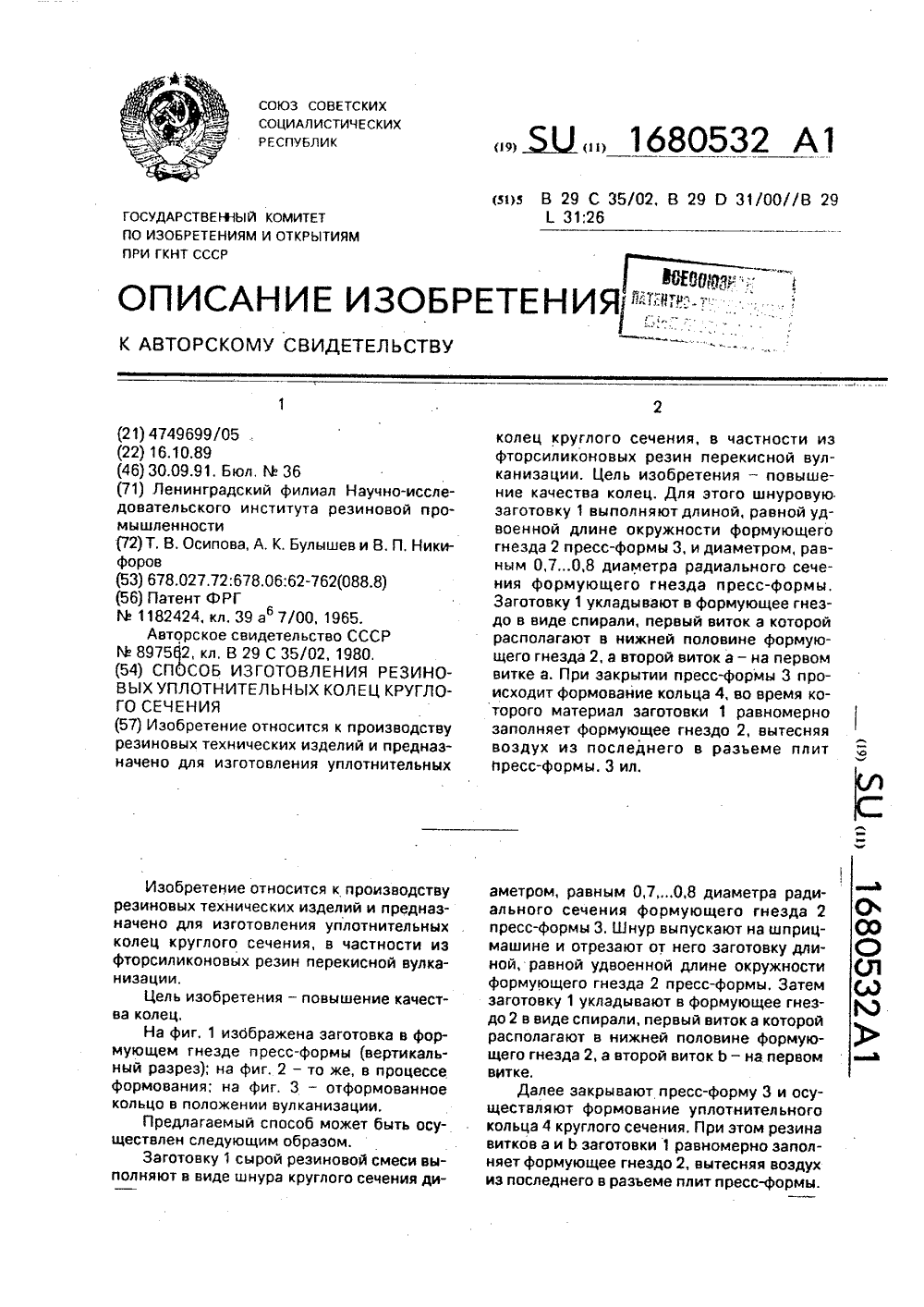
Номер патента: 1680532
Опубликовано: 30.09.1991
Авторы: Булышев, Никифоров, Осипова
МПК: B29C 35/02, B29D 31/00
Метки: колец, круглого, резиновых, сечения, уплотнительных
...А В 29 С 35/02, В 29 О 31/00//В 291 31;26После вулканизации готовое кольцо 4извлекают из пресс-формы 3,П р и м е р 1. Были изготовлены уплотнительные кольца 4 диаметром 116 мм и сечением 10 мм из резины ФСУна основе 5комбинации каучуков СКТ ФТ+ СКТФТ 100.На шприц-машине выпускали шнур диаметром 7,2,7,3 мм (что составляло0,72,0,73 диаметра радиального сечения 10формующего гнезда 2 пресс-формы 3). Отшнура отрезали заготовку 1 длиной800,850 мм, равной удвоенной длине окружности формующего гнезда 2. Заготовкуукладывали в формующее гнездо 2 в виде 15спирали, первый виток а которой располагали в нижней половине формующего гнезда,а второй виток Ь - на первом витке а. Притакой укладке между внутренней поверхности гнезда пресс-формы и...
Устройство для стыковки невулканизованных резиновых изделий

Номер патента: 1703492
Опубликовано: 07.01.1992
Автор: Денисов
МПК: B29D 31/00
Метки: невулканизованных, резиновых, стыковки
...с подпружиненными планками, установленными на телескопических подпружиненных осях, позволяет этот профиль обрезать беэ деформации, 4 з.п ф-ль; 7 ил. ских подпружиненных осях 14 с воэможностью осевого перемещения и вращения вокруг оси.Перпендикулярно к оси зажимов в задней части основания 1, смонтирована направляющая 15 с двумя штангами 16, на которых прикреплена рамка 17 с термоножами 18 и подпружиненным толкателем 19. Рамка совершает возвратно-поступател ьное перемещение при помощи пневмоцилиндра 20 до взаимодействия с профилем стыкуемого резинотехнического изделия 21. Пневмоцилиндры связаны пневматической и механической связью. обеспечивающей последовательность цикла стыковки.Устройство работает следующим образом,При помощи...
Устройство для изготовления резиновых колец

Номер патента: 1705122
Опубликовано: 15.01.1992
МПК: B29D 31/00
...на оси 8, установленной на основании 1, подвижной и неподвижной серег 9 и 10 с закрепленными на них направляющими планкали 11 и 12 соответственно и с планками-фиксаторами 13 и 14, установленными на направляющих планках 11 и 12 соответственно. На неподвижной серьге 10 на планке 12 выполнена наклонная направляющая плоскость 15. Планки-фиксаторы 13 и.14 смонтированы на планках 11 и 12 посредством и,"льа 16, пруюны 17 и стопорного пальца 18. На плтнках 13 и 14 выполнены пазы б, обраэу 1705122ющие при. работе устройства с пазами а эамкнутл.а желоба для укладкц профильной шнуровой резины. Ось 8 смонтирована при по;ощи гаек 19 в отверстии 20 основания 1. На оси 8 установлена распорная втулка 21 и о уха 22 скольжения. Серьга 9 подвижно...
Способ изготовления резинометаллической футеровки

Номер патента: 1706891
Опубликовано: 23.01.1992
Авторы: Алехина, Бирдус, Кукушкин, Лебедев
МПК: B29C 37/00, B29C 63/18, B29C 67/14 ...
Метки: резинометаллической, футеровки
...1, закрепленного на поворотной оправке 2, резиновой полосы 3 прижатием ее прикаточным роликом 4. Затем слоистую трубчатую заготовку фиксируют на арматуре эластичной полосой 5.Под воздействием температур и давл ния при вулканизации резина растекаетс по поверхности арматуры, заполняя все не- плотности между слоями спирально прикатанной резиновой полосы 3.После вулканизации и сняной полосы 5 на цилиндричесповерхности б наносится необходимый рисунок 1 режущим элементом 8, Затем слоистую трубчатую (резинометаллическую) заготовку 9 разрезают режущим элементом 10 на иэделия 11 необходимого размера, для чего нв оправке 2 предусматриваются пазы 12 для выхода режущего элемента 10.К преимуществам способа относится простота замены футеровки на...
Способ изготовления поршневых колец из полимерных композиционных материалов

Номер патента: 1713820
Опубликовано: 23.02.1992
Авторы: Зябликов, Круткин, Машков
МПК: B29C 43/00, B29D 31/00
Метки: колец, композиционных, полимерных, поршневых
...таким образом, чтобы выступ пуансона 6 входил в паз заготовки 11 (фиг.2 а). Затем пресс-штамп с заготовкой нагревают до температуры 240, - 260 С и нагружают давлением 15 - 18 МПа (фиг.2 б). Под действием температуры и давления элемента А заготовки 11 (фиг.2 а) деформируется и принимает требуемое положение (готовое поршневое кольцо 12),Давление деформирования выбиралось в диапазоне, ограниченном с одной стороны наименьшим давлением, обеспечивающим полное формообразование замка, а с другой стороны давлением, под действием которого после окончания полного формообразования на кромках изделия в местах сопряжения формующих деталей наблюдалось образование облоя.Температура формообразования выбиралась с учетом того, что изделие (поршневое...
Способ изготовления резинометаллических изделий

Номер патента: 1729781
Опубликовано: 30.04.1992
Авторы: Хорольский, Чернухина
МПК: B29C 67/18, B29D 31/00
Метки: резинометаллических
...направления прокатки металла, параллельным длине, и опескоструенные параллельно направлению прокатки металла, Пластины 3 и 4, изготовленные в соответствии с предлагаемым способом, т.е, с расположением направления прокатки металла, перпендикулярным длине пластины, механически деформируют (например, штамповкой) в противоположном по сравнению с макетом арматуры направлении до размеров Н 1=й и Н 2=п 2(фиг,4). Пластины 3 и 4, занимая до механического воздействия положение г, после деформации занимают положение д и е соответственно. После опескоструивания арматуры электрокорундом с заданными параметрами пластины 3 и 4 восстанавливают свою первоначальную форму, занимают положение г, после чего на их рабочие поверхности наносят...
Способ изготовления резинотканевых мембран

Номер патента: 1735046
Опубликовано: 23.05.1992
Авторы: Антропова, Бородько, Вакорина, Ильин, Колесник, Попова, Салитан
МПК: B29C 51/12, B29D 31/00
Метки: мембран, резинотканевых
...пуансон 4,который имеет Форму мембраны, при этом 10высота выступа пуансона меньше высотыокончательной фигурной мембраны на 4050 7 О,Путел 1 нажатия на пуансон 4 производятвдавливание листа 1 в углубления 3 плитыматрицы 2, Вдавливание листа 1 производят до сот рикосновения плоскости Аматрицы 2 и плоскости Б пуансона 4. Такимобразом, осуществляют предварительноеформование листовой заготовки мембраны. 20Окончательное формовани; осуществляют путем подачи воздуха под давлениемчерез выполненные в пуансоне 4 каналы 5 кпредварительно сформованной заготовке.При этом пуансон 4 фиксируют с матрицей 252 болтами б через плиты 7 и 8. Воздух поддавлением Р подают в полость 9 до образования окончательной формы изделия.Это давление Р = 0,1-0,15 от...
Способ изготовления резинотехнического материала

Номер патента: 1790517
Опубликовано: 23.01.1993
Авторы: Григорьев, Петров, Пшеничный, Хайретдинов
МПК: B29B 11/04, B29D 31/00, B29D 7/00 ...
Метки: резинотехнического
...листовой заготовки отгибают вверх и посыпают тальком место отгиба с обеих сторон.Сущность способа заключается в следующем.Резиновая смесь на основе СКЭПТ или бутилкаучука или их смеси в разогретом ви1790517 Формула изобретения Способ изготовления резинотехнического материала, при котором листовые заготовки накладывают продольными кромками внахлест одна на другую, прикатывают их и вулканизуют полученную заготовку резинотехнического материала, о т л и ч а ю щ и й с, я тем, что, с целью обеспечения возможности изготовления широкоформатного кровельного материала с крепежными отгибами для его механического крепления, после наложения листовых заготовок продольными кромками внахлест перекрывающую кромку каждой листовой заготовки отгибают...
Способ изготовления резиновых изделий

Номер патента: 1813047
Опубликовано: 30.04.1993
Авторы: Безлюдова, Гольдштрах, Кулагин, Моров, Северина, Слепцова, Шворобей
МПК: B29C 35/08, B29D 22/00, B29D 31/00 ...
Метки: резиновых
...диэлектрические, например, асбестоцементные диски 4, 5,Обычно в один держатель устанавливается одновременно не менее 10-15 манжет, в зависимости от их геометрических размеров и мощности источника. Собранный таким образом пакет устанавливается в резонансную камеру генератора волн и подвергается обработке ЭМП СВЧ для окончательной вулканизации в течение 2 - 4 мин.Конкретна реализация предлагаемого способа поясняется на примере,Объектом исследования являлись манжеты размером 70 х 50 мм (ГОСТ 14896-84) из резин 7-В 14-1, В-1, наиболее морозостойких массовых серийных, резин, Манжеты предварительно вулканизовались в традиционной пресс-форме в течение 5-7 мин (время предварительной вулканизации практически одинаково для всех типоразмеров...
Способ пипокок изготовления слоистого листового материала

Номер патента: 2000943
Опубликовано: 15.10.1993
Авторы: Кокурин, Пивен, Порошин
МПК: B29C 67/14, B29D 31/00, B29D 9/00 ...
Метки: листового, пипокок, слоистого
...уплотчительных листов,укаэанная цель достигается тем, что в способе изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, согласно изобретению, используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на вторую сторону металлического листа, а при 5 10 15 20 25 30 35 40 45 формировании листовой заготовки осуществляют соединение слоев плоских эластичных листов между собой в прорезях металлического листа.На фиг,1 представлен металлический...
Инструмент для получения полых кольцевых изделий из полимерного материала

Номер патента: 1600192
Опубликовано: 10.03.1995
Авторы: Ефремов, Соколов, Фишман
МПК: B29D 31/00
Метки: инструмент, кольцевых, полимерного, полых
...же, вид сверху; на фиг.4 - разрез А - А на фиг. 3; на фиг, 5, 6 и 7 - примеры использования инструмента; на фиг. 8 - сечение Б - Б на фиг, 5.Инструмент 1 содержит державку 2 ромбической формы с нижними опорными поверхностями 3 и 4 и верхними опорными поверхностями 5 и 6, расположенными под углом О друг к другу и углом О к продольной оси инструмента, при этом плоскости 3 и 6, 4 и 5 параллельны попарно, Рабочая часть 7 выполнена с симметрично расположенными относительно оси инструмента в одной плоскости 00 главными режущими кромками а и а, вершиной в, в которой указанные кромки сходятся, и с канавкой г на передней поверхности для отгибания снимаемого слоя материала. Задняя поверхность 8 может быть выполнена цилиндрической с радиусом Б...
Инструмент для получения полых кольцевых изделий из полимерного материала
Номер патента: 1338236
Опубликовано: 10.03.1995
Авторы: Антипин, Земсков, Фишман
МПК: B29D 31/00
Метки: инструмент, кольцевых, полимерного, полых
ИНСТРУМЕНТ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА, содержащий державку и рабочую часть с главной и вспомогательной режущими кромками и канавкой на передней поверхности для отгибания снимаемого слоя материала, при этом задняя поверхность выполнена плоской, отличающийся тем, что, с целью повышения качества изделий, канавка на передней поверхности выполнена в форме части внутренней поверхности тора, а передняя поверхность - выпуклой, состоящей из двух участков, один из которых, прилегающий к главной режущей кромке, прямолинейный и составляет с задней поверхностью острый угол, плавно переходящий во второй участок, выполненный в виде дуги окружности, а профиль канавки со стороны, прилегающей к державке выполнен...
Установка для непрерывного изготовления профильных блоков из термопласта
Номер патента: 1086633
Опубликовано: 10.02.2000
Авторы: Дмитриев, Евтушенков, Колотвин, Федорович, Фоченков, Шенбель
МПК: B29C 45/03, B29D 31/00
Метки: блоков, непрерывного, профильных, термопласта
Установка для непрерывного изготовления профильных блоков из термопласта по авт. св. 491254, отличающаяся тем, что, с целью повышения качества толстостенных профильных блоков сложной конфигурации за счет обеспечения оптимального температурного режима их изготовления, охлаждаемая форма снабжена теплоизоляционными вставками в виде ребристых пластин из стали, установленными со стороны заливочного поршня на контактирующей с изготавливаемым блоком поверхности крышки охлаждаемой формы, причем крышка выполнена в виде плиты, тормозные колодки снабжены теплоизоляционными накладками из ферродо, а на торце заливочного поршня выполнены выступы.
Способ изготовления из эластичного материала седла запорной арматуры

Номер патента: 336944
Опубликовано: 20.02.2006
Авторы: Адаменко, Гуминский, Евдокимов, Креймер, Лысов, Набока, Осветимский, Свирин
МПК: B29D 31/00, B29D 63/00
Метки: арматуры, запорной, седла, эластичного
1. Способ изготовления из эластичного материала седла запорной арматуры, преимущественно клапана и заслонки систем кондиционирования летательных аппаратов, путем его формирования запорным органом непосредственно на буртах корпуса арматуры, отличающийся тем, что, с целью уменьшения рабочего усилия прижатия запорного органа к седлу и повышения степени герметичности арматуры, в качестве герметизирующего материала применяют эластомер в консистентном состоянии, который многократно наносят слоями на бурты, причем после каждого нанесения слоя к нему прижимают запорный орган с усилием, равным рабочему, и сушат его, после чего слой седла вулканизуют с прижатым к нему запорным органом...