Способ изготовления поршневых колец из полимерных композиционных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
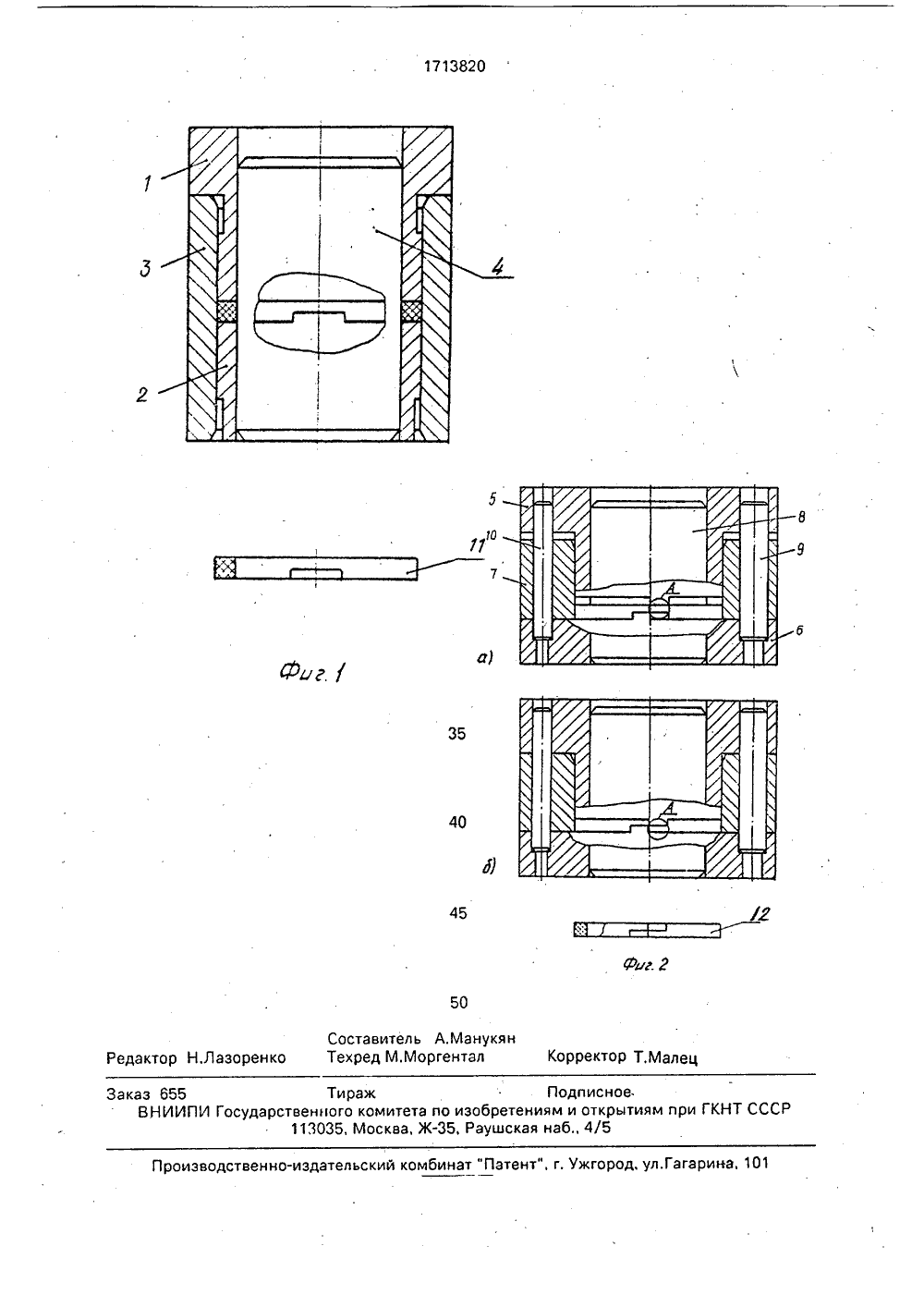
,С, Зяб шко Изо машино изготовл ласта,юаеЛ 00 ЬЭ териния в ов 1 и фиг;2) знака ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ ИЗ К АВТОРСКОМУ СВИДЕТЕЛ(54) СПОСОБ И ВЫХ КОЛЕЦ ИЗИЦИОННЫХ(57) Изобретенимашиностроени 78.06:62-762(088.8)видетельство СССРВ 23 Р 15/08, 1981. ЗГОТОВЛЕНИЯ ПОРШНЕ 3 ПОЛИМЕРНЫХ КОМПОМАТЕРИАЛОВе относится к полимерному ю, в частности к технологии етение относится к полимерному роению, в частности к технологии ния поршневых колец иэ фторопФЦель изобретения - снижение трудоемкости изготовления кольца, расхода маала и повышения надежности уплотнеработе.На фиг,1 показана пресс-форма для изготовления заготовки; на фиг.2 - прессштамп для формования изделия.Пресс-форма состоит из пуансон2, матрицы 3 и знака 4, Пресс-штамп (состоит из пуансонов 5 и 6, матрицы 7,8, направляющих колонок 9 и 10,Способ осуществляется следующим образом. 29 С 43/00 В 29 О 31/О изготовления поршневых колец из фторопласта. Цель изобретения - снижение трудоемкости изготовления кольца, расхода материала и повышение надежности уплотнения в работе, Для этого заготовку изготовляют с одного из торцов с прямоугольным пазом, длина которого равна двойной длине ступени замка, глубина - высоте ступени, а формование замка кольца осуществляют в пресс-штампе путем смещения материала одной половины перемычки в зоне дна прямоугольного паза заготовки относительно другой ее половины вдоль образующей к противоположному торцу кольцевой заготовки. 1 з,п,ф-лы, 2 ил,Порошок помещают в пресс-форму (фиг.1), которая имеет выступ, поэтому в заготовке 11 формируется паз прямоугольной формы, длина которого равна двойной длине ступени замка кольца, а глубина - высоте ступени замка, причем размеры пресс-формы выбраны с учетом того, что длина окруж- С ности заготовки больше длины окружности поршневого кольца на ширину замка с учетом усадочных свойств материала. Далее ааготовку 11 спекают в электропечи при 380 С в вакууме с целью исключения возможности окисления наполнителя и термодеструкции полимера в поверхностном слое заготовки 11. Скорость подъема температуры 120 С/ч, Выдержка при 380 С составляет 10 мин на 1 мм наименьшей длины в сечении заготовки, Охлаждают заготовку вместе с печью.4 1713820 3 40 45 50 55 Далее заготовку помещают в пресс- штамп фиг,2) таким образом, чтобы выступ пуансона 6 входил в паз заготовки 11 (фиг.2 а). Затем пресс-штамп с заготовкой нагревают до температуры 240, - 260 С и нагружают давлением 15 - 18 МПа (фиг.2 б). Под действием температуры и давления элемента А заготовки 11 (фиг.2 а) деформируется и принимает требуемое положение (готовое поршневое кольцо 12),Давление деформирования выбиралось в диапазоне, ограниченном с одной стороны наименьшим давлением, обеспечивающим полное формообразование замка, а с другой стороны давлением, под действием которого после окончания полного формообразования на кромках изделия в местах сопряжения формующих деталей наблюдалось образование облоя.Температура формообразования выбиралась с учетом того, что изделие (поршневое кольцо) должно работать в зоне температур (140-160 С) и чтобы избежать активной термоокислительной деструкции полимера (для фторопласта это 280 С и выше),Данный способ позволяет значительно снизить трудоемкость изготовления поршневого кольца, так как ступенчатый замок этого кольца оформляется в пресс-штампе способом, не требующим впоследствии механической обработки, а точность и качество рабочих поверхностей замка обеспечивается оснасткой. При этом деформирование материала в области замка в осевом направлении будет вызывать остаточные напряжения, которые в процессе эксплуатации детали в условиях повышенных температур будут способствовать стремлению ступени замка, образованной деформированием части заготовки, вернуться в прежнее положение (эффект "памя ти формы" полимеров).В результате произойдет смыкание рабочих поверхностей ступеней замка и значительно уменьшатся перетечки через замок рабочей среды, что существенно по высит работоспособность и надежность уплотнения.Формула изобретения 1.Способ изготовления поршневых колец из полимерных композиционных мате риалов на основе фторопласта,включающий изготовление кольцевой заготовки методом прессования с заданными для готового кольца размерами, спекание и формованиезамка,отл ича ющийся тем, что, с целью снижения трудоемкости изго товления кольца, расхода материала и повышения надежности уплотнения в работе, заготовку изготавливают с одного из торцов с прямоугольным пазом, длина которого равна двойной длине ступени замка, глуби на - высоте ступени, а формование замкакольца осуществляют в пресс-штампе путем смещения материала одной половины перемычки в зоне дна прямоугольного паза заготовки относительно второй ее половины 30 вдоль образующей к противоположномуторцу кольцевой заготовки.2.Способ по п.1, о т л и ч а ю щ и й с ятем, что формование замка осуществляют в пресс-штампе при температуре 240-260 ОС 35 и давлении 15-18 МПаа после формованияпроизводят охлаждение под давлением до комнатной температуры.1713820 3 4 4 5 Малец Составитель А.МанукянРедактор Н.Лазоренко Техред М.Моргентал Ко Заказ 655 Тираж Подписное. ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж, Раушская наб 4/5 роизводственно-издательский комбинат "Патент", г, Ужгород, ул.Гага 10
СмотретьЗаявка
4799589, 04.12.1989
ОМСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ МИКРОКРИОГЕННОЙ ТЕХНИКИ "МИКРОКРИОГЕНМАШ"
КРУТКИН ВАЛЕРИЙ ИВАНОВИЧ, МАШКОВ ЮРИЙ КОНСТАНТИНОВИЧ, ЗЯБЛИКОВ ВЛАДИМИР СЕРГЕЕВИЧ
МПК / Метки
МПК: B29C 43/00, B29D 31/00
Метки: колец, композиционных, полимерных, поршневых
Опубликовано: 23.02.1992
Код ссылки
<a href="https://patents.su/3-1713820-sposob-izgotovleniya-porshnevykh-kolec-iz-polimernykh-kompozicionnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления поршневых колец из полимерных композиционных материалов</a>
Способ обработки колец с внутренним соосным ступенчатым отверстием, имеющим ступени разной длины

Номер патента: 1353581
Опубликовано: 23.11.1987
Авторы: Коротков, Плешаков, Судьин
МПК: B23B 1/00
Метки: внутренним, длины, имеющим, колец, отверстием, разной, соосным, ступени, ступенчатым
...заготовки;при этом режущие кромки режущего инструмента перпендикулярны общей осиотверстия. Обработанные поверхности - 25цилиндрические ступени, их торцы(фиг.1), торцы кольца (фиг.2 - показаны жирными прямыми линиями); рабочая подача инструмента (на фиг. и 2обозначена сплошной, а отвод - пунктирной стрелками),На второй операции (фиг.2) полуобработанную заготовку колец 1, базируют, т.е. устанавливают с упоромв торец наименьшей по диаметру ступени 2, а зажим осуществляют по цилиндрической ступени, имеющей наибольшие диаметр и длину 3; обработкуасимметричных торцов кольца 4 и 5 производят резцами 6 и 7 одновременно в ф 0 одной позиции; при этом главные режущие кромки 8 обоих резцов, лежащие в плоскости 1-1, параллельной оси кольца,...
Прессующее кольцо индукционного аппарата и способ его изготовления

Номер патента: 748527
Опубликовано: 15.07.1980
Авторы: Андросов, Воеводин, Сорока, Хенкин
МПК: H01F 27/34, H01F 41/00
Метки: аппарата, индукционного, кольцо, прессующее
...Бандаж 5 выполняет только функции разделяющей изоляции и намотан на среднем кольце; бандаж6, кроме функций разделяющей изоляции,обеспечивает механическую связь двух ко лец, прилегающих к среднему кольцу; бандажи 7 и 8 изолируют и скрепляют после зе эз аю 45 зе 5 метру соответственно минимальному внутреннему и максимальному наружному, При вальцовке заготовку прокатывают так на вальцах, чтобы между ее торцами оставался разрыв 2.После вальцовки среднее кольцо концентра прессующего кольца устанавливают на намотанный станок и наматывают на него в радиальном направлении бандажи 5 из стеклоленты с интервалами между намотками. Количество намоток и интервалы принимают соответствующими количеству и интервалам опорной изоляции в обмотке...
Устройство для осадки полой конической заготовки в плоское кольцо

Номер патента: 1107929
Опубликовано: 15.08.1984
Автор: Кейльман
МПК: B21D 22/00
Метки: заготовки, кольцо, конической, осадки, плоское, полой
...подвижной плите, выполнена цилиндрической с диаметром, соответствующим внутреннему диаметру готового изделия, меньшая ступень имеет высоту, равную высоте конической заготовки, и криволинейную боковую поверхность, радиус кривизны которой равен ширине готового кольца.Угол наклона образующих конических поверхностей секторов и подвижной плиты равен углу пружинения детали.На фиг. 1 изображен штамп, продольный разрез, причем слева от оси симметрии штамп показан в исходном положении, справа - в конечный момент штамповки; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А А на фиг. 1. 5 10 5 20 25 30 35 40 45 50 55 Штамп содержит неподвижную плиту 1, несушую средство торцового подпора заготовки, выполненное в виде обоймы 2, внутри которой...
Приспособление к гидравлическому, производящему ошиновку колес, прессу для запрессовывания колец на ступицах колес крестьянского хода

Номер патента: 12984
Опубликовано: 31.01.1930
Автор: Шолохов
Метки: гидравлическому, запрессовывания, колес, колец, крестьянского, ошиновку, прессу, производящему, ступицах, хода
...в готовые для спиц отверстия сухари 8, служащие поддержками для свободно надеваемого верхнего подспицного кольца Р. С этим верхним кольцом 1, и сухарями 8 ступица вставляется в нижнее кольцо 1, уложенное, как упомянуто, в центре пресса на стойках Г, Этим заканчивается предварительное снаряжение ступпцы и подготовка ее к запрессовке подспицных кодец 1 и Р,Для. запрессовывания колецвключают в действие пресс, который 18-ю пистонами 2, через привернутые к ним болтами 11 накладки 6, связанные шарнирами 10 со скобками 3, радиально давит сразу на два кольца 1 и 1 запрессовывая последние в ступицу 4. Шарниры 10 являются. как бы уравнителями давления на кольца 1 и Р, так как усилие сообщаемое скобе 3 пистонами 2, благодаря равенству ее плеч и...
Способ изготовления колец подшипников качения из трубной заготовки

Номер патента: 115099
Опубликовано: 01.01.1958
МПК: F16C 33/64
Метки: заготовки, качения, колец, подшипников, трубной
...волокон заготовка кольца (а) - изготовленное по описываемому способу внутреннее кольцо шарикоподшипника (б) и роликоподшипника (в),При образовании дорожки качения на заготовке 1 путем обточки волокна а срезаются, и их торцы в значительном количестве выходят на дорожку качения, из-за чего сопротивляемость ее усталостному износу резко снижается.По описываемому способу дорожка качения образуется путем выкат. ки (прокатки) кольца, при которой волокна а не срезаются, а располагаются вдоль оси кольца и огибают рабочую поверхность б дорожки качения кольца 2 шарикоподшипника или кольца 3 роликоподшипника. Такое расположение волокон обеспечивает значительное повышение грузоподъемности и долговечности дорожек качения колец...
Предыдущий патент: Устройство для обработки шариков
Следующий патент: Способ получения композиционных пьезоматериалов
Случайный патент: Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами