Способ изготовления резиновых уплотнителей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1669735
Авторы: Габринович, Гуреев, Каневский, Хачатрян


Текст
(71) Ленин 1 рддский филиал -аучно-исследовательского институгд резиновой промышленности(56) Могкдтоо К А, Термическая обработка пластмассовых и резиновых деталей машин. М.; Машиностроение, 1976, с. 154-155.Авторское свидетельство СССРМ. 345016, кл. В 29 С 35/02, 1970.(54) СПОСОБ ИЗГОТОВЛЕ ИЯ РЕЗИ 10 ВЬХ УПЛ 01 НИТЕЛЕЙ(57) Изобретение относится к производству резиновых технических изделий и предназна оно для изготовления уплотнительных колец круглого сечения. Цель изобретения - повышение герметизирующей способности уплогнителей о виде колец круглого сечения и 11 ддежности их при эксплуатации в гидро- и г 1 неол 1 оузлах с оозвратно-поступательным доиже 11 ием. Цля этого уплотнитель при заданной температуре подвергают деформации сжатия до приобретения его радиальным сечением предварительной деформации, равной деформации уплотнителя при эксплуатации. В этих условиях выдержива 1 от уплотнигель до приобретения остдто ной деформации, в три раза л 1 еньшей предварительной деформации. Такая деформация является достаточной для предотвращения скручивания уплотнителей при эксплуатации о уплотнительных узлах с воэорд гно-поступательным движением как при сборке, так и при эксплуатации,Изобретение относится к производству резиновых технических изделий и предназначено для изготовления уплотнительных колец круглоо сечения.Цель изобретения - повышение герметизирующеи способности уплотнителей в виде колец круглого сечения и надежности их при эксг 1 луатации в гидро- и пневмоузлдх с возврат 1 о-поступа 1 ельным доижением.Способ осуо 1 ес гвляе 1 ся следующим образом.Из резиновой смеси форл 1 ируют уплотнигель о виде кольца круглого сечения и вулканизуют. После вулканизации при заданной температуре кольцо подвергают деформации сжатия до приобретения его радиальным сечением предварительной радиальной деформации, равной деформации кольца при держивают формации поперечным эксплуатации. Затем копри этой же темпердтсжатия до накоплесечением остаточной даза меньшей предвдр, т,е. деформации прия деформация являетспредотвращения скруксплуатации в уплотноратно-поступательнысборке, так и при экспля их герметичности.е р. Изготавливали реные кольца круглого-3 по ГОСТ 18829-73 иного их формования иза основе нитрильноголкдкизации о прессе в эиновые сечения утем по- резинокаучука течение ГОСУДАРСТБЕ 111111 И КОМИТЕТГ 10 ИЗОГРЕТЕНИЯМ И ОТКРЫТИЯМГ 1 РИ ГК 111 СССР ции, в три рдеформациитдции. Такаточной дляколец при эузлах с ооз11 ИЕМ КДК ПРИи повышениПримуплотнитель055-065-58-2следовательвой смеси нСКНи оу льцо выуре и дения его еформаительной эксплуая достачи вания тельных м движе- уатации1669735 Составитель В. БатуроваТехред М,Моргентал Корректор М, Максимишинец Редактор В. Ковтун Заказ 2705 Тираж 378 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г Ужгород, ул.Гагарина, 101 40 мин при 143 С. Затем кольца гри 100 С сжимали в струбцине до предварительной радиальной деформации сжатия попереч ного сечения колец, равной 14 , что соответствовало деформации кольца при эксплуатации, Кольца выдерживали при 100 С и сжатии в течение 24 ч до приобретения их поперечным сечением остаточной деформации, равной одной трети от предварительной, что соответс вовало 4,66 .Причем температуру и время выдержки в струбцине определяли, исходя иэ величины накопления остаточной деформации, равной 1/3 от заданной деформации кольца при эксплуатации, по совтлещенной кинетической кривой накопления относительной остаточной дефор;,ации, рассчитываемой по ГОСТ 9,033 71Кольца, изготовленные с деформацией по предлагаемому способу и с тср мообработкой в свободном состоянии устанавливались в гидроузлы стенда воз вратно-поступательно о движения имеюще со следующие характеристики; уплотняемый диаметр штока, 55 мм; скорость 0,63 м/с, ход штока 0,3 м; рабочая среда масло МГЭ 10 А; давление 35 МГ 1 а; температура испытаний 25 4-5 СПроведенные испытания показали снижение утечек колец, изо;овленных по предлагаемому способу в 2 - 3 раза по сравнению с кольцами, термообработанными в свободном состоянии. После проведения испытания и разборки узлов на кольцах, изготовленных по предлагаемому способу, не было обнаружено скручивания колец пообразующей, а на кольцах, прошедшихтермообработку в свободном состоянии,примерно, в 25-30, колец наблюдалось5 скручивание, что приводило к их разрушению и потере герметичности узлов.Испытания показали, что кольца, изготовленные по предлагаемому способу, обеспечивают повышенную герметичность и10 надежность их в работе по сравнению скольцами, изготовленными известным способом,Формула изобретения 15 Способ изготовления резиновых уплотнителей, при котором из резиновой смеси формуют уплотнитель заданного поперечного сечения, вулканизуют, а затем при заданной температуре уплогнитель под вергают радиальной деформации сжатия ивыдерживают при этих условиях до достижения его поперечным сечением заданной остаточной деформации, о т л и ч а ю щ и йс я тем, что, с целью повышения герметизи рующей способности уплотнителей в видеколец круглого сечения и надежности их при эксплуатации в гидро- и пневмоузлах с возвратно-поступательным движением, уплотнитель подвергают деформации сжатия до 30 приобретения его радиальным сечениемпредварительной деформации, равной деформации уплотнителя при эксплуатации, и выдерживают его до приобретения остаточной деформации, в три раза меньшей пред варительной деформации,
СмотретьЗаявка
4633405, 06.01.1989
ЛЕНИНГРАДСКИЙ ФИЛИАЛ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА РЕЗИНОВОЙ ПРОМЫШЛЕННОСТИ
ГУРЕЕВ БОРИС ФЕДОРОВИЧ, ХАЧАТРЯН ГРАЧИК РУБЕНОВИЧ, ГАБРИНОВИЧ ВЛАДИМИР АНДРЕЕВИЧ, КАНЕВСКИЙ РОМАН ЯКОВЛЕВИЧ
МПК / Метки
МПК: B29C 35/02, B29D 31/00
Метки: резиновых, уплотнителей
Опубликовано: 15.08.1991
Код ссылки
<a href="https://patents.su/2-1669735-sposob-izgotovleniya-rezinovykh-uplotnitelejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления резиновых уплотнителей</a>
Устройство для удаления облоя срезиновых колец круглого сечения

Номер патента: 835810
Опубликовано: 07.06.1981
МПК: B29H 3/06
Метки: колец, круглого, облоя, сечения, срезиновых, удаления
...включающей абразивный участок, согласно изобретению рабочая часть перед абразивным участком вы 15 полнена в виде закрепленных в корпусе режущих пластин с расположенными междуними проставочными пластинами,На фиг. 1 изображено предлагаемоеустройство; на фиг. 2 - вид А фиг. 1; на20 фиг. 3 и 4 - режущий инструмент.Устройство содержит установленный настоле 1 корпус 2 со смонтированными нанем ведущим шкивом 3 и натяжным шкивом 4, установленным на рычаге 5, имею 25 щем подвижную ось 6. Рычаг 5 связан тягой 7 с пневмоцилиндром 8. Привод шкива 3 осуществляется от электродвигателя9 через муфту 10 сцепления.На корпусе 2 смонтиров ийЗО струмент, состоящий из по 1 иподвижной 12 частей, в которых установлены по четыре режущих 13 и по три...
Способ изготовления резиновых уплотнительных колец круглого сечения
Номер патента: 1680532
Опубликовано: 30.09.1991
Авторы: Булышев, Никифоров, Осипова
МПК: B29C 35/02, B29D 31/00
Метки: колец, круглого, резиновых, сечения, уплотнительных
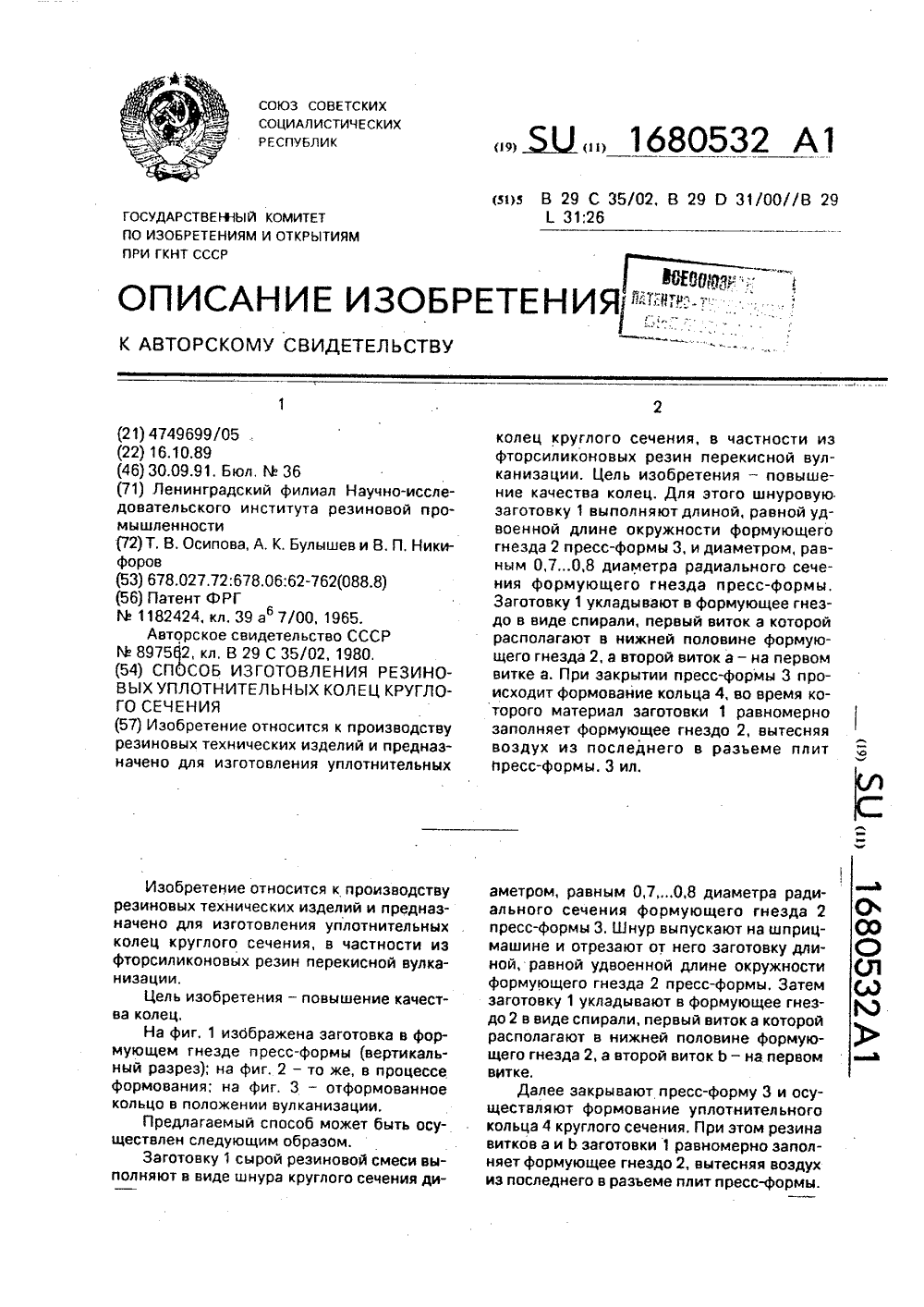
...А В 29 С 35/02, В 29 О 31/00//В 291 31;26После вулканизации готовое кольцо 4извлекают из пресс-формы 3,П р и м е р 1. Были изготовлены уплотнительные кольца 4 диаметром 116 мм и сечением 10 мм из резины ФСУна основе 5комбинации каучуков СКТ ФТ+ СКТФТ 100.На шприц-машине выпускали шнур диаметром 7,2,7,3 мм (что составляло0,72,0,73 диаметра радиального сечения 10формующего гнезда 2 пресс-формы 3). Отшнура отрезали заготовку 1 длиной800,850 мм, равной удвоенной длине окружности формующего гнезда 2. Заготовкуукладывали в формующее гнездо 2 в виде 15спирали, первый виток а которой располагали в нижней половине формующего гнезда,а второй виток Ь - на первом витке а. Притакой укладке между внутренней поверхности гнезда пресс-формы и...
Способ прокатки профилей круглого поперечного сечения в двухвалковых клетях

Номер патента: 544479
Опубликовано: 30.01.1977
Автор: Кочетов
МПК: B21B 1/38
Метки: двухвалковых, клетях, круглого, поперечного, прокатки, профилей, сечения
...в него раската; на фиг. 3 - тоже,льскии институт черных металло для предчистового калибра и знего раската.Условие равномерности обжливает следующие соотношения.5 При прокатке в чистовом калибремерная деформация по сечению раскастигается при--- = К= сопзт (ос о,с, огсггде К - коэффициент обжатия.Уравнение кривой, описываюзадаваемый в чистовой круглыусловии равномерного обжатия5 уравнением чистового круглогохг л у = яг или у = ф яг - ХВ уравнении (1), подставляя значение одинаты круга (2),Оо,Ь 1 У преобразуем уравнение (3)у= КЯ - К оделив обе части уравнения на КЧ"-, полаем3Уравнение (4) есть уравнение эллипса, т.е. прокатка в чистовом круглом калибре с равномерным обжатием возможна только для раскатов, имеющих в сечении...
Устройство для радиальной деформации соединяемых муфт и колец

Номер патента: 2003410
Опубликовано: 30.11.1993
Авторы: Алексеев, Буряков, Соломенцев, Фрыгин
МПК: B21D 39/20, B21D 41/02
Метки: деформации, колец, муфт, радиальной, соединяемых
...чертеже изображено устройство, общий вид.Устройство состоит из контейнера 1, в который заливается жидкий азот, стоек 2 с основанием Э, на котором установлен контейнер 1, и траверсой 4, о которой закреплен силовой гидроцилиндр 5 с поршнем 6 и штоком 7,Формула изобретенияУСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ ДЕФОРМАЦИИ СОЕДИНЯЕМЫХ МУФТ И КОЛЕЦ, содержащее смонтированный на основании контейнер с жидким азотом, размещенные в нем опорный и направляющий элементы, а также приводной шток и На штоке 7 свободно подвижно установлен подьемник 8, закрепленный от выпадения втулкой 9 с буртиком, через которую врезьбовое отверстие штока оставлен толка 5 тель 10,В контейнере 1 с жидким азотом расположен имеющий щели направляющий цилиндр 11 для перемещения...
Торцовое уплотнение

Номер патента: 987241
Опубликовано: 07.01.1983
Авторы: Антипин, Голубев, Соколов, Стародубов, Шатаев
МПК: F16J 15/34
Метки: торцовое, уплотнение
...антифрикционного кольца симметричным относительно главных осей своди к минимуму ии вообше склюае появлсиис силовых скручивающих моментгв, лсформируюших кольцо и нарушающих плоскост ь гру щейся поверхности, так как равнодействующая сила направлена по оси симметрии.Кроме того, такое выполнение кольца позволяет сократить запасные части за счет использования кольца дважды путем его распрессовки и поворота с последуюшей за прессовкой.На фиг. 1 изображено уплотнение, общий вил, разрез; на фиг. 2 - узел 1 на фиг. 1; па фиг. 3 - то же, при воздействии на кольцо трения давления; на фиг. 4 - узел 11 на фиг. 3,Торцовос уплотнение состоит из корпуса 1, опорного фланца 2, в которые установлены через эластичные кольца 3 и 4 неподвижные...
Предыдущий патент: Устройство для перезарядки пресс-форм
Следующий патент: Способ перфорирования материалов
Случайный патент: Способ определения прочностных свейтв грунта