Способ получения заготовок колец подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1184599
Авторы: Агеенко, Берлявский, Гринфельд, Ежиков

Текст
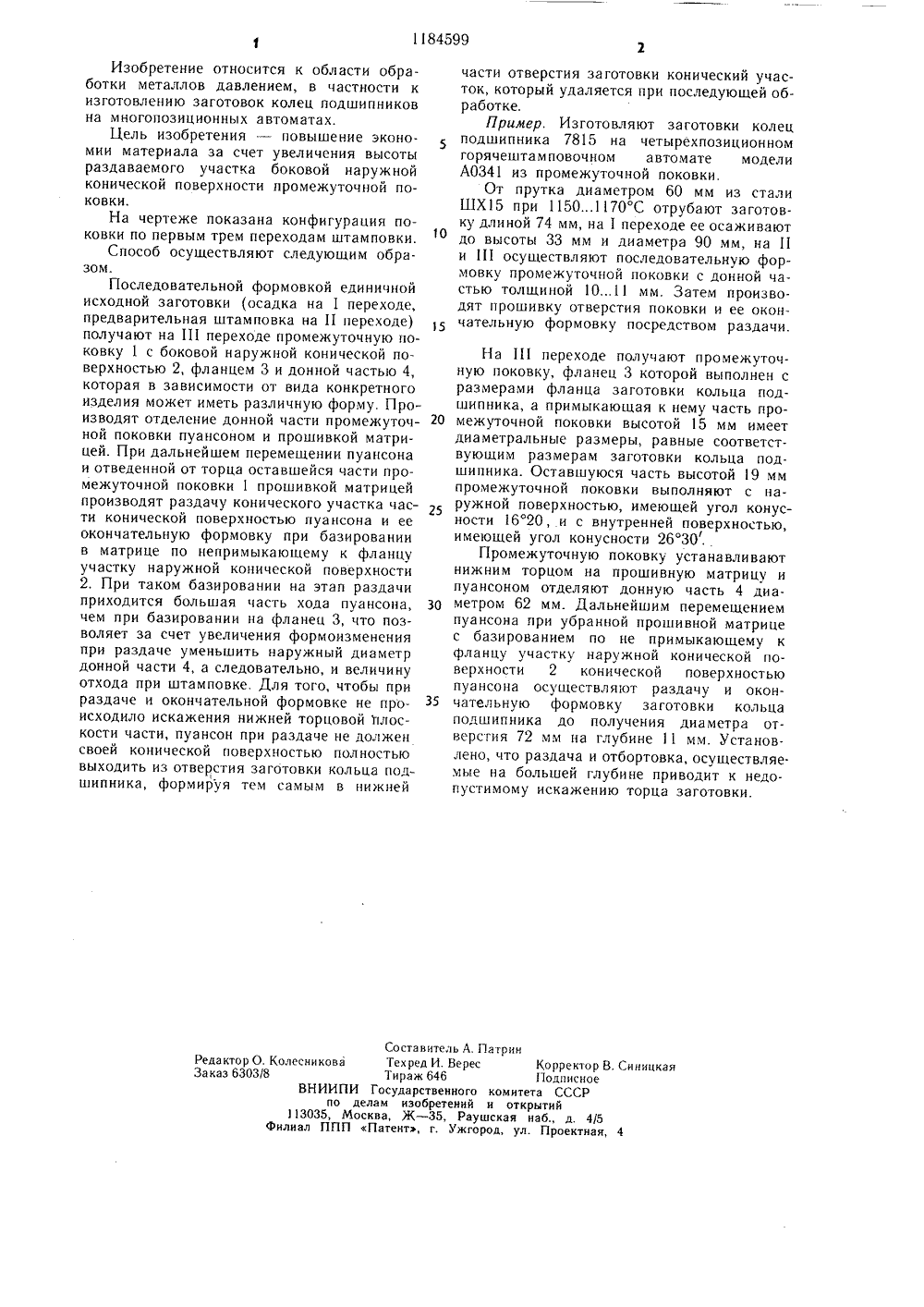
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1845 9) Я 5114 В 21 К 1/О ОПИСАНИЕ ИЗОБРЕТЕН ЕТЕПЬСТВ К АВТОРСКОМУ лереко 7 л ерш оР ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ(56) Лобанов В. К. и др, Осесимметричнаяраздача кольцевых поковок коническим инструментом. Кузнечно-штамповочное производство, 1975,12, с. 9 - 12.(54) (57) СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК КОЛЕЦ ПОДШИПНИКОВ с конической боковой наружной поверхностьюи фланцем путем последовательной формовки из единичной исходной заготовки промежуточной поковки с боковой наружной конической поверхностью и последующего удаления донной ее части, совмещенного с окончательной формовкой посредством раздачи, при базировании поковки, отличающийся тем, что, с целью повышения экономии материала за счет увеличения высоты раздаваемого участка боковой наружной конической поверхности промежуточной поковки, базирование поковки при окончательной формовке осуществляют по не примыкающему к фланцу участку наружной конической поверхности.1184599 Составитель А. ПатринТехред И. Верес Корректор В. СиницкаяТираж 646 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж - 35, Раущская наб., д. 4/5Филиал ППП Патент, г. Ужгород, ул. Проектная, 4 Редактор О. КолесниковаЗа каз 6303/8 Изобретение относится к области обработки металлов давлением, в частности к изготовлению заготовок колец подшипников на многопозиционных автоматах.Цель изобретения - повышение экономии материала за счет увеличения высоты раздаваемого участка боковой наружной конической поверхности промежуточной поковки.На чертеже показана конфигурация поковки по первым трем переходам штамповки.Способ осуществляют следующим образом.Последовательной формовкой единичной исходной заготовки (осадка на 1 переходе, предварительная штамповка на 11 переходе) получают на 111 переходе промежуточную поковку 1 с боковой наружной конической поверхностью 2, фланцем 3 и донной частью 4, которая в зависимости от вида конкретного изделия может иметь различную форму. Производят отделение донной части промежуточной поковки пуансоном и прошивкой матрицей. При дальнейшем перемещении пуансона и отведенной от торца оставшейся части промежуточной поковки 1 прошивкой матрицей производят раздачу конического участка части конической поверхностью пуансона и ее окончательную формовку при базировании в матрице по непримыкающему к фланцу участку наружной конической поверхности 2. При таком базировании на этап раздачи приходится большая часть хода пуансона, чем при базировании на фланец 3, что позволяет за счет увеличения формоизменения при раздаче уменьшить наружный диаметр донной части 4, а следовательно, и величину отхода при штамповке. Для того, чтобы при раздаче и окончательной формовке не происходило искажения нижней торцовой 11 лоскости части, пуансон при раздаче не должен своей конической поверхностью полностью выходить из отверстия заготовки кольца подшипника, формируя тем самым в нижней части отверстия заготовки конический участок, который удаляется при последующей обработке.Пример. Изготовляют заготовки колец подшипника 7815 на четырехпозиционном горячештамповочном автомате модели А 0341 из промежуточной поковки.От прутка диаметром 60 мм из стали ШХ 15 при 1150170 С отрубают заготовку длиной 74 мм, на 1 переходе ее осаживают до высоты 33 мм и диаметра 90 мм, на 11 и 11 осуществляют последовательную формовку промежуточной поковки с донной частью толщиной 101 мм. Затем производят прошивку отверстия поковки и ее окончательную формовку посредством раздачи. На 11 переходе получают промежуточную поковку, фланец 3 которой выполнен с размерами фланца заготовки кольца подшипника, а примыкающая к нему часть про межуточной поковки высотой 15 мм имеетдиаметральные размеры, равные соответствующим размерам заготовки кольца подшипника. Оставшуюся часть высотой 9 мм промежуточной поковки выполняют с наружной поверхностью, имеющей угол конус- ности 620, и с внутренней поверхностью, имеющей угол конусности 2630.Промежуточную поковку устанавливаютнижним торцом на прошивную матрицу и пуансоном отделяют донную часть 4 диаЗ 0 метром 62 мм. Дальнейшим перемещениемпуансона при убранной прошивной матрице с базированием по не примыкающему к фланцу участку наружной конической поверхности 2 конической поверхностью пуансона осуществляют раздачу и окон чательную формовку заготовки кольцаподшипника до получения диаметра отверстия 72 мм на глубине 1 мм. Установлено, что раздача и отбортовка, осуществляемые на большей глубине приводит к недопустимому искажению торца заготовки.
СмотретьЗаявка
3625547, 22.07.1983
ГРИНФЕЛЬД ЛЮДВИГ АВРАМОВИЧ, АГЕЕНКО ВЛАДИМИР АЛЕКСАНДРОВИЧ, БЕРЛЯВСКИЙ ВИКТОР ЛЬВОВИЧ, ЕЖИКОВ СТАНИСЛАВ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
Опубликовано: 15.10.1985
Код ссылки
<a href="https://patents.su/2-1184599-sposob-polucheniya-zagotovok-kolec-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения заготовок колец подшипников</a>
Наружная протяжка для обработки поверхностей

Номер патента: 1013144
Опубликовано: 23.04.1983
Авторы: Гришкевич, Евтухов, Ходоревский
МПК: B23D 43/02
Метки: наружная, поверхностей, протяжка
...профильной поверх. ности; на фиг. 3 - схема обработки 4- гранной профильной поверхности; на фиг, 4 - схема расположения припусков, снимаемых каждым зубом протяжки,Наружная протяжка для обработки профильных поверхностей устроена следующим образом: зубья 1-3 объединены в группу 1; зубья 4-6 объединены в группу 11; зубья 7-9 обьединены в группу 111; зубья 10-12 объединены в группу 11; зубья 13-15 обьединены в группы Ч-калибрующую.Все режущие кромки зубьев расположены перпендикулярно направлению протягивания. В каждой группе 1-Ч все зубья одинаковы, имеют одинаковые углы резания, геометрию стружечных канавок, а их количество соответствует числу граней об рабатываемой профильной поверхности.Количество групп зубьев на режущей части...
Способ получения бесшовного покрытия на части периферийной поверхности цилиндрического корпуса барабана

Номер патента: 1109059
Опубликовано: 15.08.1984
Автор: Ричард
МПК: D21F 7/00
Метки: барабана, бесшовного, корпуса, периферийной, поверхности, покрытия, цилиндрического, части
...расчете на общий вес).Исходная жидкость для пенопластового покрытия барабана может бытьприменена в виде расплава при повышенной температуре. Предпочтительноиспользовать исходную жидкость, применимую при температуре и давленииокружающей среды, во избежание необходимости подогрева покрытого пенопластом барабана, так как это за -труднительно при изготовлении покрытий крупных барабанов, применяемых,например, в машинах бумажного производства,В практике применимы обычные термореактивные или термопластичные полимеризационные смолы, включая эластомеры, наполненные системы и т.п. В качестве примеров могут служить полиуретаны, полиэфиры, полисульфоны, полиакрилаты, поливинилполимеры (включая пластизоли, фенолформальдегидные резольные смолы,...
Способ восстановления изношенных частей рабочей поверхности форм

Номер патента: 480561
Опубликовано: 15.08.1975
Авторы: Богданов, Макеев, Резников, Сараев, Эсаулинков
МПК: B28B 7/00
Метки: восстановления, изношенных, поверхности, рабочей, форм, частей
...формообразующих элементов на поверхность формы устанавливают пластины и их соединение с новыми цельноштампованными формообразующими элементами осуществляют сваркой через окна, образованные на изношенных частях формы,На чертеже показана предлагаемая форма,разрез.Восстановление длинномерных форм дляпроизводства, например, шпал по данному 5 способу осуществляется путем усиления старых изношенных частей 1 формы новыми птампованнымп формообразующими элементами 2, которые приварпвают к старой форме без удаления изношенных частей, Каркасом 10 отремонтированной формы служит стараяформа, что повышает продольную жесткость конструкции.Так как наружные размеры укладываемогоформообразующего элемента отличаются от 15 внутренних размеров изношенных...
Патрон для обработки наружных и внутренних цилиндрических поверхностей, смещенных относительно оси детали

Номер патента: 686830
Опубликовано: 25.09.1979
Авторы: Бондаренко, Заремба, Ковешникова, Куликов
МПК: B23B 31/36
Метки: внутренних, детали, наружных, оси, относительно, патрон, поверхностей, смещенных, цилиндрических
...В обойме размешены подпружиненные плунжеры, предназначенные для взаимодействия со звездочкой, и привод, выполненный в виде силового цилиндра, шток которого контактирует с зубчатым сектором. Фиксатор неподвижно закреплен в обойме по оси врашения патрона.На фиг. 1 изображен описываемый патрон, продольный разрез; на фиг. 2 - 4 разрез А - А, Б - Б и В - В на фиг. 1. Корпус 1 патрона крепится к шпинделю станка. В эксцентричной расточке корпуса с возможностью вращения помещается обойма 2. Относительный поворот корпуса и обоймы позволяет установить требуемое смешение обрабатываемых поверхностей детали относительно ее оси. В обойме 2 на определенном расстоянии от оси располагается вал 3 с делительным диском 4, который имеет отверстия с...
Патрон для обработки наружных и внутренних цилиндрических поверхностей, смещенных относительно оси детали

Номер патента: 872048
Опубликовано: 15.10.1981
Авторы: Бондаренко, Заремба, Ковешникова, Куликов
МПК: B23B 31/36
Метки: внутренних, детали, наружных, оси, относительно, патрон, поверхностей, смещенных, цилиндрических
...для базирования и закрепления обрабатываемой детали (не показана),Фиксация вала 3 с делительным диском производится неподвижным фиксатором 6, расположенным по центру вращения патрона, что исключает влияние зазоров во всех подвижных деталях на точность фиксации. На валу 3 расположена шестерня 7, которая посредством роликов 8 муфты свободного хода соединена с валом, Кроме этого, на валу 3 с помощью шпонхи жестко закреплена звездочка 9 с буртом, Пружина 10 воздействует на торец звездочки 9 и через упорный подшипник 11 на обойму 2, прижимая вал 3 фланцем к обойме 2 патро на. Во впадины звездочки 9 под воздействисм пружин входят ролики 12, укрепленные на плунжерах 13. С внутренней стороны к торцу обоймы 2 прикреплена крышка 14, в...
Предыдущий патент: Штамп для высадки утолщений
Следующий патент: Комбинированный штамп
Случайный патент: Устройство для фильтрации электрических