Способ изготовления заготовок колец подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1177024
Авторы: Агеенко, Берлявский, Гринфельд, Шатихин

Текст
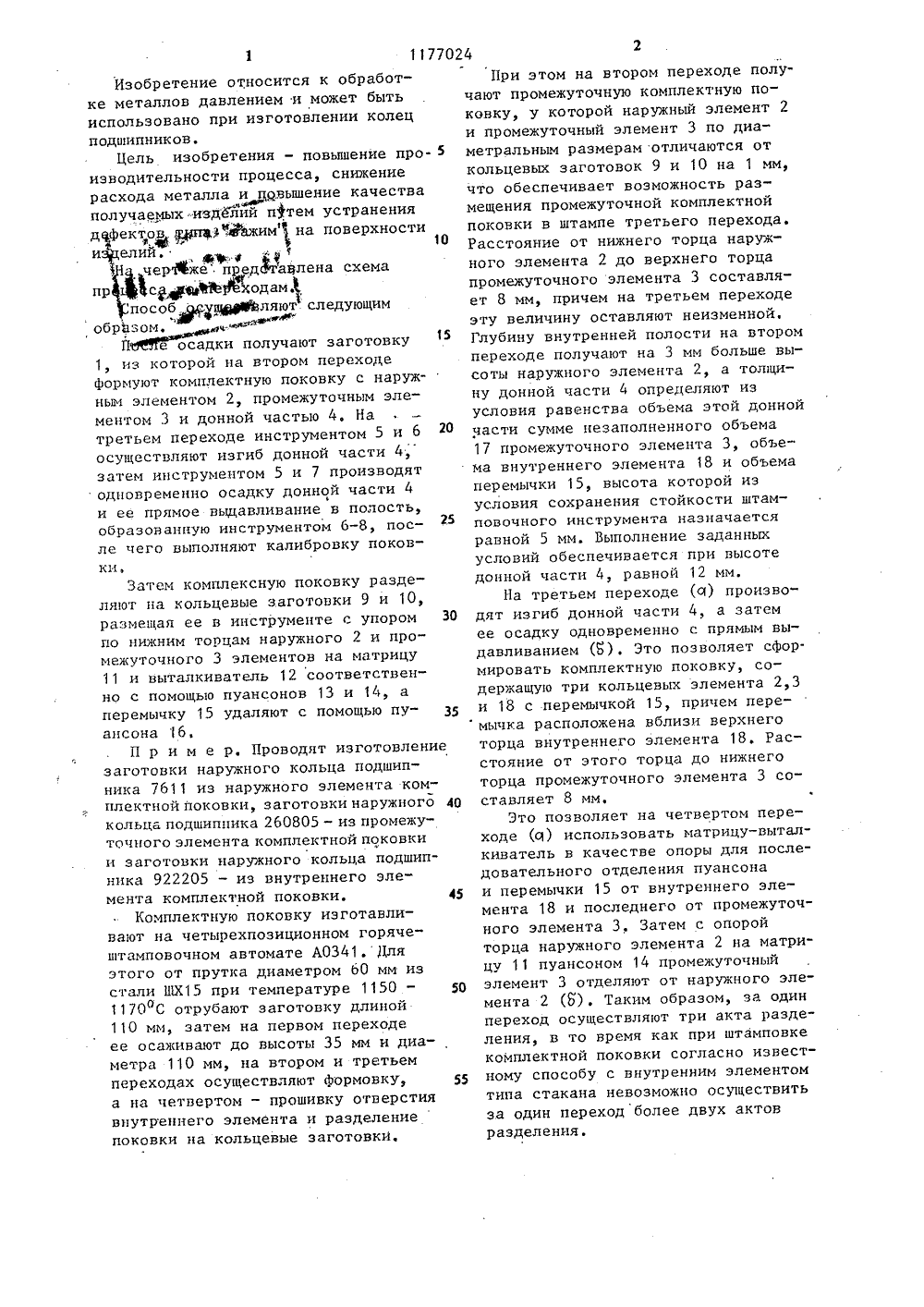
(71) Первый государственный орденаЛенина, ордена Октябрьской Революциии ордена Трудового Красного Знамениподшипниковый завод(56) Авторское свидетельство СССРУ 1074652, кл. В 21 К 1/04, 1980.(54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОЛЕЦ ПОДШИПНИКОВ, заключающийся в осадке цилиндрической заготовки,прЕдварительном формообразованиикомплектной поковки, состоящей изконцентрично расположенных один внутри другого наружного и промежуточно.го кольцевых элементов, смещенныхмежду собой по вертикальной оси поковки, и имеющей полость с глубинойне менее высоты наружного элемента,окончательном формообразовании сосадкой донной части и калибровкойпоковки, а также в разделении .отштам.пованной поковки на отдельные кольцевые заготовки, о т л и ч а ю щ и й, ЯО 1177024 с я тем, что, с целью повышения про.изводительности процесса, снижениярасхода металла и повышения качестваполучаемых изделий, в процессе предварительного формообразования промежуточный элемент поковки получаютвысотой, меньшей высоты промежуточного элемента после окончательногоформообразования на величину, не пре.вышающую расстояние от верхнего торца внутреннего элемента образованнойпри окончательном Формообразованиикомплектной поковки до нижнего торца сопряженного с ним промежуточногоэлемента, а в.процессе окончательного Формообразования одновременно сосадкой донной части поковки осущест.вляют ее прямое. выдавливание, причем расстояние от верхнего торцавнутреннего элемента до нижнего торца сопряженного с ним промежуточногоэлемента выполняют большим толщинысформированной после окончательногоформообразования донной части комплектной поковки, а при разделениикомплектную поковку размещают супором по нижним торцам наружногои промежуточного элементов,11770 Изобретение относится к обработке металлов давлением и может бытьиспользовано при изготовлении колецподшипников,Цель изобретения - повышение производительности процесса, снижениерасхода металла и цовышение качестваечФаиполучаесамыхизделий путем устраненияд фектов.щптФЗЖжим на поверхностир, 4 ф ои 10и алий.черФжес пред 3 тарлеиа схемапр ща суфадЖреходам,е4 Кпособ ЛррцуррЬлиют следующимОбРЬзОМ. и,щ- ихащф"Пса"%фе осадки получают заготовку1, из которой на втором переходеФормуют комплектную поковку с наружным элементом 2, промежуточным элементом 3 и донной частью 4, Натретьем переходе инструментом 5 и 6 20осуществляют изгиб донной части 4,затем инструментом 5 и 7 производятодновременно осадку донной части 4и ее прямое выдавливание в полость,образованную инструментом 6-8, после чего выполняют калибровку поковки,Затем комплексную поковку разделяют на кольцевые заготовки 9 и 10,размешал ее в инструменте с упором 30по нижним торцам наружного 2 и промежуточного 3 элементов на матрицу11 и выталкиватель 12 соответственно с помощью пуансонов 13 и 14, аперемычку 15 удаляют с помощью пу- З 5ансона 6.П р и м е р, Проводят изготовлениезаготовки наружного кольца подшипника 7611 из наружного элемента комплектной поковки, заготовки наружного 40кольца подшипника 260805 - из промежуточного элемента комплектной поковкии заготовки наружного кольца подшипника 922205 - из внутреннего элемента комплектной поковки. 45Комплектную поковку изготавливают на четырехпозиционном горячештамповочном автомате А 0341,Дляэтого от прутка диаметром 60 мм изстали ШХ 15 при температуре 1150 - 501170 С отрубают заготовку длинойо110 мм, затем на первом переходеее осаживают до высоты 35 мм и диаметра 110 мм, на втором и третьемпереходах осуществляют Формовку, 55а на четвертом - прошивку отверстиявнутреннего элемента и разделениепоковки на кольцевые заготовки. 24 гПри этом на втором переходе получают промежуточную комплектную поковку, у которой наружный элемент 2 и промежуточный элемент 3 по диаметральным размерам отличаются от кольцевых заготовок 9 и 10 на 1 мм, что обеспечивает возможность размещения промежуточной комплектной поковки в штампе третьего перехода. Расстояние от нижнего торца наружного элемента 2 до верхнего торца промежуточного элемента 3 составляет 8 мм, причем на третьем переходе эту величину оставляют неизменной. Глубину внутренней полости на втором переходе получают на 3 мм больше высоты наружного элемента 2, а толщину донной части 4 определяют из условия равенства объема этой донной части сумме незаполненного объема 17 промежуточного элемента 3, объема внутреннего элемента 18 и объема перемычки 15, высота которой из условия сохранения стойкости штамповочного инструмента назначается равной 5 мм. Выполнение заданных условий обеспечивается при высоте донной части 4, равной 12 мм.На третьем переходе (Я) производят изгиб донной части 4, а затем ее осадку одновременно с прямым выдавливанием (8), Это позволяет сФормировать комплектную поковку, содержащую три кольцевых элемента 2,3 и 18 с перемычкой 15, причем перемычка расположена вблизи верхнего торца внутреннего элемента 18, Расстояние от этого торца до нижнего торца промежуточного элемента 3 составляет 8 мм.Это позволяет на четвертом переходе (с 1) использовать матрицу в выталкиватель в качестве опоры для последовательного отделения пуансона и перемычки 15 от внутреннего элемента 18 и последнего от промежуточного элемента 3, Затем с опорой торца наружного элемента 2 на матрицу 11 пуансоном 14 промежуточный элемент 3 отделяют от наружного эле" мента 2 (Б). Таким образом, за один переход осуществляют три акта разделения, в то время как при штамповке комплектной поковки согласно известному способу с внутренним элементом типа стакана невозможно осуществить за один переход более двух актов разделения.Заказ 5436/9 Тираж 647 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 3 1Изобретение позволяет увеличитьпроизводительность штамповки посравнению с известным способом на15-507 в зависимости от веса загото"вок. Кроме того, предлагаемый спо 177024 4 соб обеспечивает получение трех заготовок колец с одной перемычкой вместо двух заготовок колец с перемычкой, что позволяет экономить на каждой поковке около 153 от веса перемычки.
СмотретьЗаявка
3638301, 05.09.1983
1-Й ГОСУДАРСТВЕННЫЙ ОРДЕНА ЛЕНИНА, ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИ И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОДШИПНИКОВЫЙ ЗАВОД
БЕРЛЯВСКИЙ ВИКТОР ЛЬВОВИЧ, ГРИНФЕЛЬД ЛЮДВИГ АВРАМОВИЧ, АГЕЕНКО ВЛАДИМИР АЛЕКСАНДРОВИЧ, ШАТИХИН АЛЕКСАНДР АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21K 1/04
Метки: заготовок, колец, подшипников
Опубликовано: 07.09.1985
Код ссылки
<a href="https://patents.su/3-1177024-sposob-izgotovleniya-zagotovok-kolec-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления заготовок колец подшипников</a>
Способ ковки слитка с вогнутой донной частью

Номер патента: 747601
Опубликовано: 15.07.1980
МПК: B21J 1/04
Метки: вогнутой, донной, ковки, слитка, частью
...а900 С поверхность глубиной И= 0,250,75 (О, - З) = 85-250 мм,.После этого заготовку обжимали вэкспоненциальных бойках до полученияплоской донной части. Полученную заготов 10 ку нагревали и подвергали вытяжке, послечего окончательно отковывали поковку валка стана.Предлагаемый способ позволяет получать качественные изделия иэ слитков всех вочной температуры и выдерживают приэтой температуре.По окончании нагрева осуществляютохлаждение боковой поверхности заготовк1 и прибыльной части 2 с одновременнымподогревом осевой зоны со стороны полости 3 в донной части. Охлаждение ведутдо тех пор, пока слой металла глубинойЬО, 25-0 75 ( О- З ) не охл адится до3 Отемпературы 700-900 С. Это позволяетпо 1 тучить пластическое ядро 4 в формеконуса, большее...
Форма для раздува полых изделий с отверстием в донной части

Номер патента: 588128
Опубликовано: 15.01.1978
Авторы: Бадин, Гвоздев, Давыдов, Осыченко
МПК: B29C 17/00
Метки: донной, отверстием, полых, раздува, форма, части
...раздува полой заготовки, общий вид; на фиг. 2 - то же, в момент фиксации отрезае мой части; на фиг. 3 - то же, в момент отрезания избыточной части полого изделия,Форма для раздува полых изделий с отверстием в донной части из экструдированных термопластичных заготовок содержит полу- О формы 1 и 2, вырубпой пуансон, выполненныйиз установленных в каждой полуформе частей 3 и 4, образующих донную часть формы, и фиксатор, выполненный в виде полуколец 5 и 6, установленных по наружной поверхности пуансона и подпружиненных относительно него пружиной 7. Части 3 и 4 вырубного пуансона имеют режущую кромку и установлены в форме с возможностью осевого перемещения при помощи привода (на чертеже не показан).По оси формы размещен подвижный...
Способ изготовления полых изделий с отверстием в донной части

Номер патента: 1388145
Опубликовано: 15.04.1988
Авторы: Берлет, Макаров, Мурасов, Рыженков
МПК: B21D 22/00
Метки: донной, отверстием, полых, части
...упрочненной части заготовки вблизи отверстия; на фиг. 2 - готовое изделие (или полуфабрикат) после штамповки; на фиг. 310 исходная плоская заготовка без отверстия и полуфабрикат после вытяжки с последующей вырезкой отверстия; на фиг. 4 - полуфабрикат в момент вытяжки из донной части и промежуточной вырезки; на фиг. 5 - гото вое изделие (или полуфабрикат) после штамповки.Способ осуществляют следующим образом.Первоначально вырубают плоскую заготовку с отверстием, размеры которого 20 меньше размеров отверстия в донной части готового изделия. После этого производят предварительную вытяжку до достижения предельно допустимой деформации на кромке отверстия. После этого удаляют (вырезают) наиболее упрочненный материал краевой части...
Способ изготовления полых изделий с отверстием в донной части

Номер патента: 1817720
Опубликовано: 23.05.1993
Авторы: Берлет, Макаров, Мурасов, Рыженков
МПК: B21D 22/00
Метки: донной, отверстием, полых, части
...исходной заготовки, 3 ил. Способ осуществляют следующим образом. Иэ листового металла получают кольце вую заготовку 1, отбортовывают в ней отверстие. Полученный полуфабрикат 5 устанавливают на матрицу 6 и прижимают его прижимом 7, центральным 8 и кольцевым 9 пуансонами, одновременна воздействуют соответствейно на торец борта и кольцевую часть полуфабриката 5, примыкающую к борту, при этом контрпуансоном 10 создают противодавление с усилием, обеспечивающим напряженное состояние всестороннего сжатия и перемещение металла в направлении образующей (от борта к фланцевой части).В зависимости от требуемой формы изделия процесс заканчивают при неполном (фиг. 2, справа) или полном(фиг. 3) вывороте борта, Для получения высоких изделий с....
Инструмент для формирования элементов профильной наружной поверхности

Номер патента: 1655640
Опубликовано: 15.06.1991
Авторы: Гутенмахер, Кирпичников, Панфилов
Метки: инструмент, наружной, поверхности, профильной, формирования, элементов
...образуемым двумясоседними выступами валка с шагомТ/(в и), например, валка 1.Следующий выступ на заготовке образуют калибром валка 2, смещенным по отношению к калибру. валка 1 на величину,Травную и т.д,гп пВыступы валков, расположенные нарасстоянии (п - 1), кроме того, обесТй ипечивают получение на заготовке точногошага двух соседних выступов независимо отточности настройки. При этом в каждую канавку входят выступы двух валков (фиг.2).Например, в сечении Г - Г (фиг.З) в канавкузаготовки входят выступы валков 1 и 2, Всечении Д - Д; выступы валков 2 и 3 (фиг.З),Таким образом обеспечивают кинематическую связь всех валков: выступ валка 1 -первая канавка заготовки - выступы валка2 - вторая канавка заготовки - выступы валка 3 - третья канавка...
Предыдущий патент: Инструмент для постановки заклепок
Следующий патент: Состав для обсыпки оболочковых форм
Случайный патент: Устройство для контроля состояния изоляции силовых трансформаторов