Способ получения заготовок колец подшипников и поточная линия для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1838024
Авторы: Бентя, Виленский, Глазырин, Горбатов, Дзанашвили, Кириенко, Мальцев, Остроушкин, Шишиц

Текст
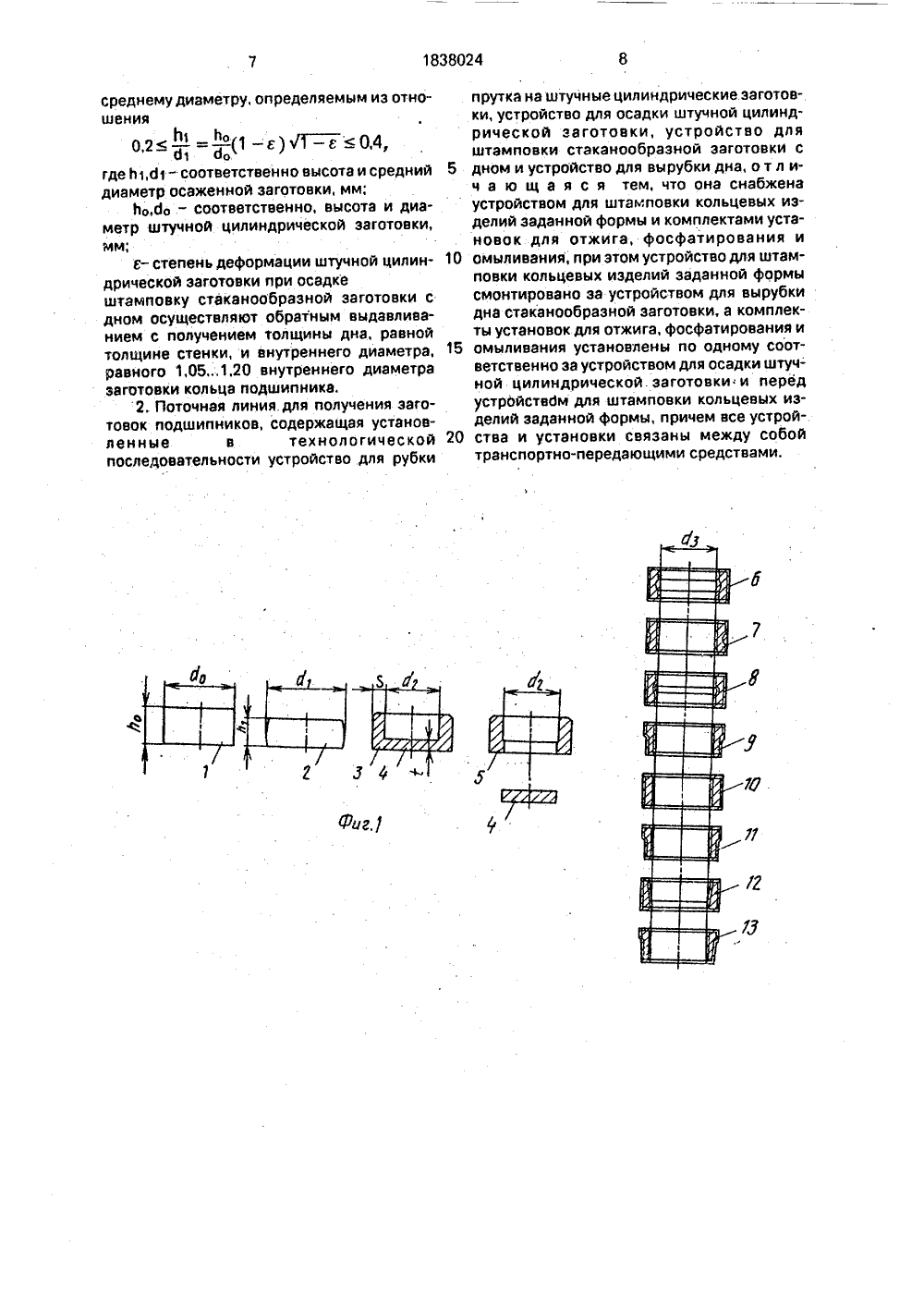
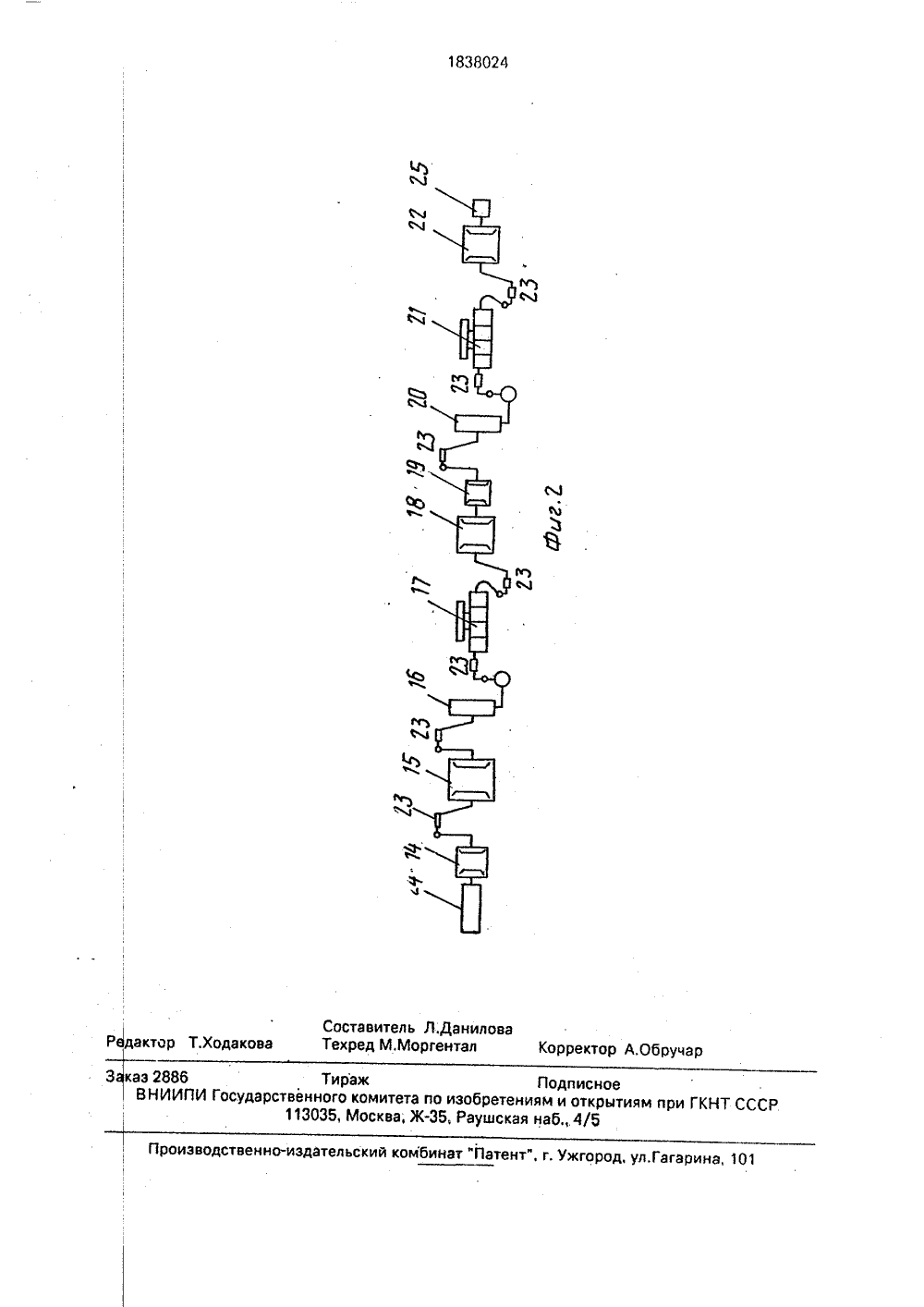
,Бентя, М.З.Виле нко, й и аботке ме- иэготоелеожет быть СУДАРСТВЕННОЕ ПАТЕНТНО ЕДОМСТВО СССРОСПАТЕНТ СССР)( 3) Г.П.Остроушкин, Г,Ф.Дэанашвили, А;Горбатов, В,А.Мальцев, Г,А.Кириенко, В.Глазырин, В.П.Бентя, М,З.Виленский, Ф.Шиши ц 6) Остроушкин Г.П. и др. Прогрессивное энечно-штамповочное оборудование для оизводства заготовок колец подшипнив,Труды ин-та(ВНИПП) В 4(102),1979, М.: пецинформцентр, ВНИППа, 1979, с. 15-33. 4) СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК КОЕЦ ПОДШИПНИКОВ И ПОТОЧНАЯ ЛИИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ ( 7) Использование: обработка металлов авление, изготовление кольцевых изделий,именно заготовок колец подшипников каения. Сущность изобретения: перед штамовкой стаканообразной заготовки с днол саженную заготовку отжигают, фосфатирут и омыливают, стаканообраэную эаготову с вырубленным дном дополнительно тжигают, фосфатируют, омыливают и штамуют иэ нее кольцевое изделие заданной ормы с деформацией в радиальном и осеом направлениях и с увеличением его высоы, при этом штучную цилиндрическуюИзобретение относится к оталлов давлением, в частности нию кольцевых изделий, и заготовку получают с отношением ее высоты к диаметру в пределах 0,3- 0,6, При осадке получают осаженную заготовку с отношением ее высоты к среднему диаметру, определяемым иэ соотношения 0,2Ь 1 й " ьойо(1-д) Л -я0,4, где ь 1,б 1 - соответственно высота и диаметр штучной цилиндрической заготовки, мм, п 0,00 соответственно высота и диаметр штучной цилиндрической заготовки, мм, я- степень деформации штучной цилиндрической заготовки, При осадке штамповку стаканообразной заготовки с дном осуществляют обратным выдавливанием с получением толщины дна, равной толщине стенки, и внутреннего диаметра, равного 1,05-1,20 внутреннегодиаметра заготовки кольца подшипника, Линия снабжена устройством для штамповки кольцевых иэделий заданной формы и комплектами установок для отжига, фосфатирования и омыливания, Устройство для штамповки кольцевых изделий заданной формы смонтировано за устройством для вырубки дна стаканообразной заготовки, а комплекты установок для отжига, фосфатирования и омыливания установлены по одному соответственно перед устройством для штамповки кольцевых иэделий заданной формы и за устройством для осадки штучной цилиндрической заготовки, причем все устройства и установки связаны между собой транспортно-передающими средствми. 2 с. и. ф-лы, 2 ил. использовано при изготовлении заготовокколец подшипников качения, 1838024, Целью изобретения является расширение технологических воэможностей за счет воэможности получения изделий из малоуглеродистых цементируемых сталей.Это достигается тем, что в способе получения заготовок колец подшипников, при котором получают штучную цилиндрическую заготовку рубкой из прутка, осаживают, штампуют,стаканообразную заготовку с дном и вырубают дно, перед штамповкой стаканообразной заготовки с дном, ссаженную заготовку отжигают, фосфатируют и омыливают, стаканообраэную заготовку с вырубленным дном дополнительно отжигают, фосфатируют и омыливают и штампуют из нее кольцевое иэделие заданной формы с деформацией в радиальном о севом направлениях и с увеличением его высоты, при этом штучную цилиндрическую заготовку получают с отношением ее высоты к диаметру в пределах 0,3-0,6 при осадке получают осаженную заготовку с отношением ее высоты к среднему диметру, определяемым из соотношения:0,2 Ь 1 Й 1= фойо(1 Е) Л - Е0,4; где М,б 1 - соответственно высота и среднийдиаметр осаженной заготовки, мм;поАо - соответственно высота и диаметр штучной цилиндрической заготовки,мм;я- степень деформации штучной цилиндрической заготовки при осадке,штамповку стаканообразной заготовки с дном осуществляют обратным выдавливанием с получением толщины дна, равной толщине стенки, и внутреннего диаметра, равного 1,05 - 1,20 внутреннего диаметра заготовки кольца подшипника.Целью изобретения является также расширение технологических возможностей поточной линии путем увеличения номенклатуры штампуемых кольцевых изделий,Это достигается тем, что поточная линия для получения заготовок колец подшипников, содержащая установленные в технологической последовательности устройство для рубки прутка на штучные цилиндрические заготовки, устройство для осадки штучной цилиндрической заготовки.Устройство для штамповки стаканообразной заготовки с дном и устройство для вырубки дна снабжено устройством для штамповки кольцевых изделий заданной формы и комплектами установок для отжига, фосфатирования и омыливания, при этом устройство для штамповки кольцевых изделий заданной формы смонтировано за устройством для вырубки дна стаканообразнойзаготовки, а комплекты установок для отжига, фосфатирования и омыливания установлены по одному соответственно заустройством для осадки штучной цилиндри.ческой заготовки и перед устройством дляштамповки кольцевых изделий заданнойформы, причем все устройства и установкисвязаны между собой транспортно-передающими средствами,На фиг,1 показана технологическая последовательность изготовления заготовокколец подшипников; на фиг.2 - схема расположения оборудования поточной линии дляизготовления заготовок колец подшипников,Способ холодной штамповки заготовокколец из цементуемой стали заключается втом, что получают рубкой из прутка штучнуюцилиндрическую заготовку 1 с отношениемее высоты по к диаметру бо в пределах 0,30,6; калибруют ее по высоте осадкой, пол-учая осакенную заготовку 2 с отношениемее высоты осадкой, получая осаженную заготовку с отношением ее высоты Ь 1 к среднему диаметру б 1, определяемым иэсоотношения, в пределах 0,2 - 0,4, отжигают,фосфатируют и омыливают.Из осаженной заготовки 2 обратным выдавливанием штампуют стаканообразнуюзаготовку 3 с дном 4 толщиной 1, равнойтолщине 3 стенки стаканооб раз ной заготовки. Внутренний диаметр й стаканообразной заготовки 3 равен 1,05 - 1,20внутреннего диаметра бэ заготовки кольцаподшипника.Далее пробивают дно 4 у стаканообразной заготовки.3, в результате чего получаюткольцевую заготовку 5, Из кольцевой заготовки осуществляют холодную штамповкузаготовки кольца подшипника заданнойформы, при этом перед штамповкой кольцевую заготовку дополнительно отжигают,фосфатируют и омыливают. Этим способомхолодной штамповки можно получить заготовки колец различных типов подшипников- наружных 6 и внутренних 7 колец шариковых радиальных подшипников, наружных 8и внутренних 9 колец шариковых радиально-упорных подшипников, наружных и внутренних безбортовых колец 10 роликовыхцилиндрических подшипников, внутренниходнобортовых колец 11 роликовых цилиндрических подшипников, наружных 12 ивнутренних 13 колец роликовых коническихподшипников,Поточная линия для осуществления способа холодной штамповки заготовок колециз цементуемой стали содержит установленные технологической последовательно 1838024стиустройство 14 для рубки прутка на штучны цилиндрические заготовки, устройство15 ля осадки штучной цилиндрической загот вки, установку 16 для ее отжига, установку для фосфатирования и омыливания 17 5и у тройство 18 для холодного выдавливани стаканообраэных заготовок с дном. Зауст ойством 18 для холодного выдавливани стаканообразныхзаготовок с дном. Зауст ойством 18 для холодного выдавливани стаканообразных заготовок с дном .см нтированы устройство 19 для пробивки.дн стаканообразной заготовки, установкидл отжига 20, фосфатирования и омыливани 21 и устройство 22 для штамповки заготов и кольца подшипника заданной формы,Все устройства и установки поточнойли ии связаны между собой транспортнопе едающими средствами 23 различных видо подъемники, накопители, склиэы и др.), 20П р и м е р. При холодной штамповкена ужных колец шарикового радиальногопо шип ника 201 от прутка диаметром 28 ммиз малоуглеродистой цементуемой сталима ки 20 Х на устройстве 14 отрубают штучну цилиндрическую заготовку 1 высотой9,4 мм, при этом отношение ее высоты кди метру равно 0,34. Затем на устройстве15 ту заготовку 1 осаживают до высоты 7,2мм получая ссаженную заготовку 2 диаметрощ 31 мм. Отношение высоты осаженнойзагЬЬтовки 2 к ее диаметру равно 0,23. Далееос женную заготовку 2 на установке 16 падве гают разупрочняющему отжигу, а на усйстве 17 фосфатированию и 35ливанию, после чего передают на устство 18 для холодного выдавливания изстаканообразной заготовки 3 с наружны и внутренним диаметром соответственно 2 и 27,3 мм и высотой 9 мм, При этом 40то щину дна стаканообразной заготовкивы олняют равной толщине ее стенки, состаавляющей 2,35 мм, а ее внутренний диаме р, равный 27,3 мм, составляет 1,05вн реннего диаметра готового иэделия - 45эаг товки кольца подшипника.У стаканообразной заготовки 3 на устро стве 19 пробивают дно 4, в результатечег получают кольцевую заготовку 5, геоме рические параметры которой сохраняют я такими же, как и у стаканообраэнойзаготовки 3. Кольцевую заготовку 5 подверга т вторичному отжигу, фосфатированию иом ливанию, соответственно, на установка 16 и 17 и осуществляют холодную штампа ку заготовки наружного кольцаша и радиального подшипника с нару н метром 32,3 мм, внутренним дит мм и высотой 11 мм,тр ом ро не кового ымдиа ром 26 дм Работа поточной линии осуществляется следующим образом.С автоматизированного стеллажа 24 пруток поступает на устройство 14 в виде кривошипного пресса мод, К 18301 усилием 1600 кН со штамповкой оснасткой, где осуществляется рубка прутка на штучные цилиндрические заготовки. Полученные штучные цилиндрические заготовки поступают на устройство 15 в виде чеканного пресса мод КО 034 усилием 4000 кН со штамповой оснасткой для их осадки, На установке 16 осаженную заготовку отжигают, а на установке 17 фосфатируют и омыливают, Затем на устройстве 18 в виде кривошипного пресса мод. КБ 8336 усилием 2500 кН со штамповкой осуществляют холодное выдавливание стаканообразных заготовок с дном, а на устройстве 19 в виде кривошипного пресса мод, КД 2128 К усилием 630 кН со штамповой оснасткой пробивают дно стаканообразной заготовки. Полученный полуфабрикат подвергают отжигу на установке 20, фосфатированию и омыливанию на установке 21. Далее на устройстве 22 в виде кривошипного пресса мод. КБ 8336 усилием 2500 кН со штамповой оснасткой осуществляют формовку заготовки кольца подшипника заданной формы, которая поступает в бункер 25, Передача заготовок и полуфабрикатов из одного устройства к другому производится транспортно-передающими средствами 23 различных видов,Изобретение обеспечивает расширение технологических возможностей способа и линии эа счет воэможности получения иэделий из малоуглеродистых цементуемых сталей и за счет увеличения номенклатуры штампуемых кольцевых изделий.формула изобретения 1. Способ получения заготовок колец подшипников, при котором получают штучную цилиндрическую заготовку рубкой из прутка, осаживают, штампуют стаканообразную заготовку с дном и вырубают дно, о т л и ч а ю щ и й с я тем, что перед штамповкой стаканообразной заготовки с дном рсаженную заготовку сжигают, фосфатируют и омыливают, стаканообразную заготовку с вырубленным дном дополнительно отжигают, фосфатируют и омыливают и штампуют из нее кольцевое изделие заданной формы с деформацией в радиальном и осевом направлениях и с увеличением его высоты, при этом штучную цилиндрическую заготовку получают с отношением ее высоты к диаметру в пределах 0,30,6, при осадке получают осаженную заготовку с отношением ее высоты ксреднему диаметру, определяемым из отношения0,2 -т - (1 - я)/Т - е 0,4,бс догде Ь 1,01- соответственно высота и средний диаметр осаженной заготовки, мм;по,бо - соответственно, высота и диаметр штучной цилиндрической заготовки, мм,е- степень деформации штучной цилиндрической заготовки при осадкештамповку стаканообразной заготовки с дном осуществляют обратным выдавливанием с получением толщины дна, равной толщине стенки, и внутреннего диаметра, равного 1,05,1,20 внутреннего диаметра заготовки кольца подшипника.2, Поточная линия.для получения заготовок подшипников, содержащая установленные в технологической последовательности устройство для рубки прутка на штучные цилиндрические заготовки, устройство для осадки штучной цилиндрической заготовки, устройство для штамповки стаканообраэной заготовки с 5 дном и устройство для вырубки дна, о т л ич а ю щ а я с я тем, что она снабжена устройством для штамповки кольцевых изделий заданной формы и комплектами установок для отжига, фосфатирования и 10 омыливания, при этом устройство для штамповки кольцевых изделий заданной формы смонтировано за устройством для вырубки дна стаканообразной заготовки, а комплекты установок для отжига, фосфатирования и 15 омыливания установлены по одному соответственно за устройством для осадки штучной цилиндрической. заготовки: и перед устрОйством для штамповки кольцевых изделий заданной формы, причем все устрой ства и установки связаны между собойтранспортно-передающими средствами.1838024 оставитель Л,Даниловехред М,Моргентал еда Ходако рректор А,Обручар Производственно-издательский комбинат "Патент". г. Ужгород, ул.Г а,6 Тираж Подписное ИПИ Государственного комитета по изобретениям и открытиям при ГКН 113035, Москва, Ж, Раушская наб., 4/б
СмотретьЗаявка
5012951, 18.09.1991
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПОДШИПНИКОВОЙ ПРОМЫШЛЕННОСТИ
ОСТРОУШКИН ГЕННАДИЙ ПАВЛОВИЧ, ДЗАНАШВИЛИ ГУРАМИ ФОРЕВИЧ, ГОРБАТОВ АЛЕКСЕЙ АЛЕКСЕЕВИЧ, МАЛЬЦЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, КИРИЕНКО ГРИГОРИЙ АНТОНОВИЧ, ГЛАЗЫРИН БОРИС ВАСИЛЬЕВИЧ, БЕНТЯ ВАЛЕНТИН ПЕТРОВИЧ, ВИЛЕНСКИЙ МИХАИЛ ЗИНОВЬЕВИЧ, ШИШИЦ НИКОЛАЙ ФИЛИППОВИЧ
МПК / Метки
МПК: B21K 1/04
Метки: заготовок, колец, линия, подшипников, поточная
Опубликовано: 30.08.1993
Код ссылки
<a href="https://patents.su/5-1838024-sposob-polucheniya-zagotovok-kolec-podshipnikov-i-potochnaya-liniya-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения заготовок колец подшипников и поточная линия для его осуществления</a>
Способ получения полой заготовки с дном

Номер патента: 1563796
Опубликовано: 15.05.1990
Авторы: Волков, Гаврилин, Гончарук, Ждахин, Зрячев, Капустин, Кочнов, Мудров, Попов, Потапов, Романцев, Сериков, Федоров
МПК: B21B 23/00
...пы материалаизделия.Таким образом, для равномерной проработки структуры по сечению необходимовинтовой прокаткой и прошивкой получитьне менее 4 вытяжек, при этом вытяжка припрошивке должна быть 1,3 - 1,6.После прошивки гильза подвергается протяжке через матричные кольца на гидравлическом прессе, благодаря чему наружнаяповерхность приобретает форму правиль ного круга, разглаживаются следы винтовойлинии на наружной поверхности после прошивного стана,Результаты полученных исследованийприведены в таблице.40 Далее следует механическая обработкатрадиционными методами,Пример 1. По данному способу изготавливали толстостенные полые заготовки диаметром 67 мм со стенкой толщиной 19,7 мми дном толщиной 30 мм из трудзодефор"5 мируемого сплава за...
Заготовка для получения корпуса буксы железнодорожных вагонов методом горячей штамповки

Номер патента: 568493
Опубликовано: 15.08.1977
Авторы: Герасимов, Залбштейн, Копыский, Кузько, Рыславский, Файнброн, Эдельман
МПК: B21J 5/00
Метки: буксы, вагонов, горячей, железнодорожных, заготовка, корпуса, методом, штамповки
...затотовка, высота которой на угол и занижена п так, что эксв сторону сор ы матрицы. ся, например, ачальный моматериал ее Заготовку помещают в штам триситет ее массы обращен етствующих участков гравю и этом заготовка центрируе наружной поверхности. В н т заготовка осаживается, и отв Пр по 0 мен Недостатком испо готовки является то, нее корпуса буксы н вьвшенных отходов ( тывая конфигурацию такой заготовки, прои ных пуансонов, следс ностенность изделий, мление, а также пере при этом разновысокость заготовки должнсоставлять с плавным переходом Штамповку изделия из заготовки 1 о ствляют в разъемном штампе, состояще полуматриц 2, сопряженных по конич поверхности с,контейнером 3. По оси шт установлена оправка 4. В нижней части па смонтированы...
Заготовка для изготовления биметаллических труб

Номер патента: 656794
Опубликовано: 15.04.1979
Авторы: Ахмедшин, Герардов, Гнездилов, Демьянец, Потапов, Финагин, Чус
МПК: B23P 3/02
Метки: биметаллических, заготовка, труб
...длина двухслойной заготовки, мм;Ь - =1000 мм)(с(в-св- разница коэффициентов термического .расширения нержавеющей стали Х 18 Н 10 Т и никеля, мм/мм,град, 10 25(ф н-цн 1- 0,28 мм/мм.град, 10 в интервале температур 100-1200 С.ЛТ- разница температур нагрева заготовки до температуры .прокатки и начальной температуры; 30ьТ - 1100 С 1дЬ - 1000. О, 28. 10 1100 =- 5 3,08 мм.В результате разрушения одногоиз сварных швов происходит разгерме. тизация зоны контактных поверхностейокисление свариваемых контактныхслоев, что приводит к их навариваниюв процессе пластической деформации.Исключить окисление контактных поверхностей в процессе нагрева такихзаготовок можно, если нагрев вестив печи с инертной атмосферой, однакопри транспортировке...
Станок для групповой доводки желобов колец подшипников качения

Номер патента: 136205
Опубликовано: 01.01.1961
Авторы: Каретин, Кожевников, Фролов
МПК: B24B 19/06
Метки: групповой, доводки, желобов, качения, колец, подшипников, станок
...профиля желобов внутренних колец подшипников качения.Для доводки же профиля желобов наружных колец подшипников качения в видоизмененном станке вместо кольцевых притиров применены две кольцевые державки, из которых одна (нижняя) несет свободно вращающиеся притирочные диски, а другая (верхняя) снабжена резиновым кольцом для передачи рабочей нагрузки на обрабатываемые кольца.На фиг. 1 изображена схема станка с двумя кольцевыми притирами; на фиг. 2 - схема станка с двумя кольцевыми державками; на фиг. 3 - кольцевая державка (нижняя), вид по стрелке А на фиг. 2,На верхней плите 1 станка закреплено основание 2 узла доводки с центрирующей полой осью 3. На основании 2 концентрично установлены планшайба 4 с прикрепленным к нсй кольцевым...
Способ изготовления штампованных полукорпусов для сферических подшипников из листовых заготовок

Номер патента: 1447476
Опубликовано: 30.12.1988
Авторы: Бакулин, Башков, Голубкин, Кошевой
МПК: B21D 19/00, B21D 35/00
Метки: заготовок, листовых, подшипников, полукорпусов, сферических, штампованных
...кромки. Заготовку 1 прижимают к поверхности матрицы 3 прижимным кольцом 5. Пуансон 6 имеет цилиндричес- Зу кий поясок и коническую центрирующую часть 7. При ходе ползуна пресса вниз пуансон 6 осуществляет центрирование заготовки 1, а затем отбортовывает цилиндрический борт 8.На следующем переходе полуфабрикат 9 устанавливают в кольцевую проточенную часть 10 матрицы 11 штампа. для раздачи и калибровки и прижимают листоприжимом 12. Пуансон 13 имеет цилиндрическую часть 14 и коническуюочасть 15 с углом конусности 45 . При ходе полэуна пресса пуансоном 13 производят раздачу борта 8 и одновременно создают направленное течение металла к основанию 16 заготовки 9, т.е. уменьшают радиус 17 перехода внутренней цилиндрической поверхности борта 8...
Предыдущий патент: Узел хобота манипулятора
Следующий патент: Способ изготовления металлических структур с открытыми ячейками
Случайный патент: Льноуборочный комбайн