Патенты с меткой «проката»
Устройство для охлаждения проката

Номер патента: 1585352
Опубликовано: 15.08.1990
Авторы: Афанасьева, Блинов, Жукова, Ковалев, Кривошеева, Поповцев, Усов, Хаматова, Чаус
МПК: C21D 9/08
Метки: охлаждения, проката
...8 на охлаж-.даемое изделие (фиг.2). На внутренней части корпуса 5 размещен шкив 10.В корпусе 1 по винтовой линии попериметру закреплены щеточные устройства 11, образующие непрерывную винтовую линию. Нижняя часть щеточногоустройства 11 опирается на наружнуюповерхность внутренней части корпуса 5.Количество сопловых отверстий 7,их диаметр, профиль и угол наклоназависят от необходимых параметровведения процесса охлаждения.Выполнение входной стороны сопловых отверстий 7 выступающими над на(ружной поверхностью внутренней части 15корпуса 5 на 1-2 мм позволяет производить очистку сопловых отверстий 7щеточными устройствами 11 под нагрузкой и предотвращать вторичное засорение сопловых отверстий механическими 2 Опримесями, транспортируемыми...
Устройство для перекладывания проката

Номер патента: 1586813
Опубликовано: 23.08.1990
МПК: B21B 39/00, B21B 43/00
Метки: перекладывания, проката
...разверну 20тых один относительно другого на180 эксцентриков 4 и 5 с охватыва 0ющими их подшипниками 6 и б анд ахами7 и 8, Бандажи 7 снабжены роликами 9,установленными в стационарных нацрав ляющих 10 с воэможностью вертикального перемещения и рычагами 11, шарнирно соединенными с опорными балками. Бандажи 8 имеют цилиндрическуюформу и взаимодействуют с плоскими 30опорными площадками 12 концов, двуплечих рычагов 13, имеюцих ролики 14,на которые опираются опорные балки.Устройство работает следуюшим об. разом. 35После поступления проката 15 порольгангу 1 б включается привод вращения вала 3 с эксцентриками 4 и 5, .При вращении эксцентриков бандажи 7 с рычагами 11 посредством роликов 9 и стационарных направляющих 10,совершают одновременно...
Способ поверхностной обработки движущегося проката

Номер патента: 1588781
Опубликовано: 30.08.1990
Авторы: Максаков, Минаев, Пилюшенко, Смирнов, Шульгин
МПК: B21B 45/02, C21D 1/62
Метки: движущегося, поверхностной, проката
...счет более интенсификации проникания тепломассообменных процессов. При наложении пульсации на охлаждающий поток межслойное перемешивание в рабочей камере усиливается, снижается вероятность появления "воздушной подушки" (прослойки) между прокатом и средой, которая, перемещаясь вместе с прокатом в виде центрального потока, снижает эффективность обработки, ухудшает тепломассообменные процессы, приводит к повышению окалинообразования, увеличению неравномерности структуры и разбросу механических свойств проката. Для эффективного разделения стержней частота пульсаций первой струидолжна составлять 1-3 импульса/метр.Уменьшение частоты пульсаций менее 1 импульса/1 м является нецелесообразным, так как в этом случае снижается эффективность...
Способ обработки проката из углеродистых и низколегированных сталей

Номер патента: 1588782
Опубликовано: 30.08.1990
Авторы: Бабич, Вакуленко, Пирогов
МПК: C21D 8/00
Метки: низколегированных, проката, сталей, углеродистых
...прочности %Ь) 720 Н/ммф,относительным удлинением на базе десяти диаметров (о ) 263.Способность к деформационному ул. - рочнению стали, представленная в видеОтотношения , составила 0,66. МеханиЬческие свойства стали нелегированной с 0,483 с, обработанной по предлагаемому способу, превосходит требования, предъявляемые к тонколистовой конструкционной легированной высококачественной стали 25 ХГСА (5 =500-700 Н/ммф ф Ь 1 77 а)П р и м е р 2. Листовую сталь толщиной 2,5 мм с содержанием углерода 0,73 закаливали на мартенсит, отпускали при 700 С в течение 0,5 ч, де-. формировали на 607, нагревали до 735 С, выдерживали в течение 10 мин, охлаждали со скоростью 245 С/с доо 300 С, далее охлаждали на воздухе. Комплекс свойств после обработки...
Устройство для измерения длины и определения положения проката

Номер патента: 1589040
Опубликовано: 30.08.1990
Авторы: Гладков, Зверховский, Селецкий, Тищенко, Шуляк
МПК: G01B 7/04
Метки: длины, положения, проката
...код базового расстояния, Кроме того, по это-, му сигналу срабатывает одновибратор 20 и устанавливает второй триггер 18 в единичное состояние, при котором разрешается запись соСтояний реверсивного счетчика 11 управления коммутатором в блок 7 считывания, Дальнейшее продвижение проката вызывает срабатывание пирометра 13, который Формирует сигнал, пропорциональный температуре изделия(Т - темгература тела.При дальнейшем продвижении изцелия оно попацает в зону зрения первого фотоцатчика, на выходе которого сигнал соответствует зависимости1.1=1 "1 ф . (2) где Е - энергия, излучаемая абсолютночерным телом;й - зона зрения Фотодатчика,При этом дня температуры проката Т для выбранного сечения, находящегося на заданном расстоянии от начала зоны...
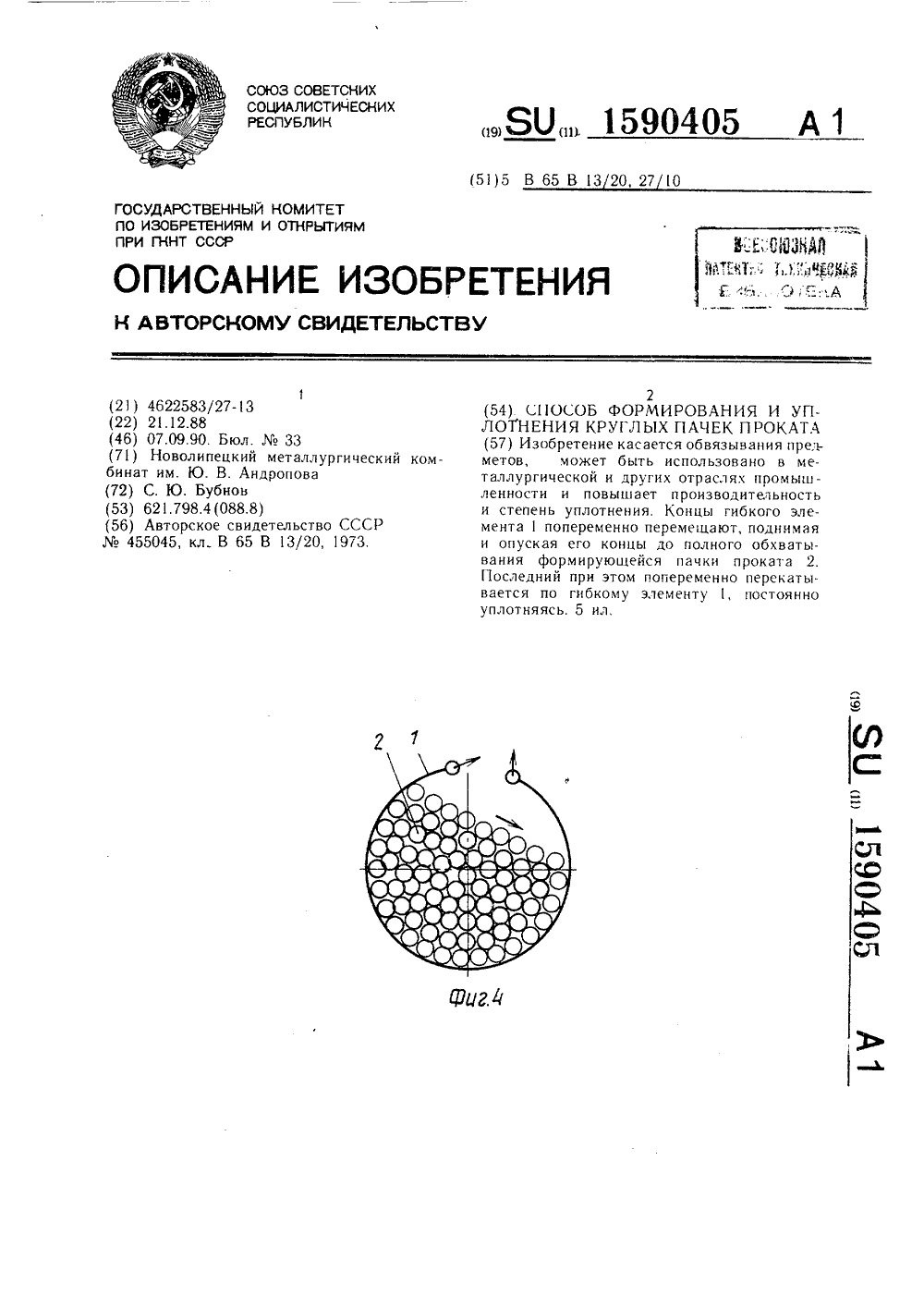
Способ формирования и уплотнения круглых пачек проката
Номер патента: 1590405
Опубликовано: 07.09.1990
Автор: Бубнов
МПК: B65B 13/20, B65B 27/10
Метки: круглых, пачек, проката, уплотнения, формирования
...тиям при Г д. 4/5 о Гага орска гвснного 3035, М издатель тениям и откр шская наб.,ент, г. Ужго сква Ж - 35 Ра кий комбинат Па рина, 101 д, ул Изобретение касается обвязывания предметов, а именно способа формирования и уплотнения круглых пачек проката.Цель изобретения - повышение производительности и степени уплотнения. На фиг, 1 - 5 представлена схема процесса формирования и уплотнения круглых пачек проката. Способ осуществляют следующим образом.Формирование и уплотнение круглых пачек проката различного диаметра ведут на специальных устройствах, установленных последовательно по длине проката. Каждое из устройств может представлять собой шарнирно закрепленные на основании приводные рычаги (не показано), соединенные гибким элементом...
Способ резки проката

Номер патента: 1593799
Опубликовано: 23.09.1990
Авторы: Горский, Журкин, Кальнер, Курочкин, Седунов, Скворцов, Юрасов, Ярославцев
МПК: B23D 27/06
Метки: проката, резки
...к процессам, изменяющим характер диссипации энергии и связанные с этим эффекты, а нагрев со скоростью,превышающей Т=500 С/с вызывает появление местных пережогов, ухудшающих качество реза.После прекращения скоростного локального нагрева температура поверхности об-разца продолжает возрастать, достигаетмаксимального значения и затем начинаетпадать. Такой характер изменения температуры нагрева происходит за счет неоднородности температурного поля по объему материала и его перераспределения, что определяется скоростью нарастания температуры1593799 Проводилось импульсное воздействие с определенными параметрами, при этом фиксировалась температура на поверхности образца с помощью термопары ХР-АЛ диаметром 0,3 мм, подсоединенной к осциллографу...
Дробеметная камера для обработки листового проката

Номер патента: 1593934
Опубликовано: 23.09.1990
Автор: Коваль
МПК: B24C 9/00
Метки: дробеметная, камера, листового, проката
...и направленное вниз (фиг. 3) под углом а к опорной плоскости роликов 3.Щелевое сопло 19 соединено с системой подачи сжатого воздуха посредством закрепленных на корпусе 1 патрубков 20, расположенных по концам сопла 19, Цилиндрический каток 16 установлен с возможностью вращения на цапфах 21 при помощи звездочки 22. В выходной части углового сектора 9 расположено плоское сопло 23,Работа камеры осуществляется следующим образомОбрабатываемый лист 4 нэ роликах 3перемещается в корпус 1 камеры, где из10 15 ходящие из отверстий, образованных пере 20 сечением винтовых вырезов 17 и щели сопла 19, перемещаются от центра к краям 45 50 55 25 30 35 40 дробеметных аппаратов 2 на него выбрасывеется дробь (150-250 кг/мин) из каждого аппарата. Отскочившая...
Способ производства толстолистового проката из низколегированных сталей

Номер патента: 1595594
Опубликовано: 30.09.1990
Авторы: Бринза, Зацепин, Зеленский, Маер, Сорокин, Сухачев, Тихонов
МПК: B21B 3/02
Метки: низколегированных, производства, проката, сталей, толстолистового
...листа,Зксгериме 1 татьно установлено, что на выбор оптимальных температур начала второго этапа подстуживанля подката влияет толщина подката и его ширина, теплофизические свойства металла, химический состав, в частности значение углеродного эквивалента, а .гакже соотношение между температурами конца предварительной прокатки и температурой окончательной прокатки, При этом температура Т 2 начала Второго этапа подстужива 1 ил должна повыше ся с увеличением температуры Тз оконгательной прокаткл, увелучением толщины 3 подката и увеличением разницы между температурой Т 1 конца предварительной прокаки и температурой ТЗ окончательной прокатки. Из тепловых условий протекания процесса подстуживанил Т 2Тз) следует, что разница 72-Тз) должна...
Система регулирования геометрических размеров круглого профиля проката

Номер патента: 1595602
Опубликовано: 30.09.1990
Авторы: Гагаринов, Кошарный, Криворук, Нечитайло, Педь, Родоманов
МПК: B21B 37/16
Метки: геометрических, круглого, проката, профиля, размеров
...сигналов с измерителя 11 температуры и датчика 10 скорости в блок 12 определения температуры подката. Передача данных осуществляется до времени ь, пока задний конец не выйдет из-под измерителя 11 температуры. Обработка сигналов в блоке 12 и передача значений дисперсии температуры в блоки 15 и 20 умножения закончится в момент времени С, в этот же момент времени й 4 осуще-. ствляется передача среднего значения температуры Т в блок 9. чункционирование первого 15 и второго. 20 блоков. умножения осуществляется в периодвремени с 1 б по ь, В момент временийо блоки 15 и 20 умножения передают значения дисперсий соответственно вертикального и горизонтального диаметров, коррелированных с температурой подката в первый 17 и второй 22 сумматоры,...
Устройство для измерения ширины полосы проката

Номер патента: 1596212
Опубликовано: 30.09.1990
Авторы: Бурдун, Муканов, Нусупбеков, Шайсултанов
МПК: G01B 21/02
Метки: полосы, проката, ширины
...сечения светового пучка в плоскости проката, 40а также процедурой настройки датчиков 2 и 3;11 г - коэФФициенты для датчиков2 и 3, определяемые интенсивностью источника 12 45оптического излучения,равномерностью световогопотока по сечению пучка,чувствительностью Фотоприемника 15, а также 50стабильностью чувствительности канала блока 16.Получая синхронные значения И ььи Иг(синхронность обеспечиваетсяимпульсами с выходов блоков 19 индикации и управления), находим ниринуполосы проката по уравнениям (1) бгде 1, - ширина полосы проката.В (2) значения констант ХЬ , ХЭ ф фриКг легко определяются экспериментально, например, путем градуировки устройства, однако проведение измерений ширины полосы проката по формуле 2 при использовании только...
Ультразвуковой способ контроля качества движущегося по рольгангу проката

Номер патента: 1601575
Опубликовано: 23.10.1990
Авторы: Барыков, Глазунова, Заславский, Токмачев, Холод, Щепак
МПК: G01N 29/08
Метки: движущегося, качества, проката, рольгангу, ультразвуковой
...движения проката перед зоной контроля на расстоянии , и вводят преобразователи в акустический контакт с прокатом на заданном расстоянии от кромки, причем расстояние . выбирают из условия1.=ч (2 тд.В ходе движения проката излучают и принимают УЗ колебания, измеряют параметры принятых колебаний и с их помощью определяют качество проката, 10 15 20 25 30 35 40 45 50 55 УЗ способ контроля качества движущегося по рольгангу проката реализуется в ходе работы устройства.Перед началом контроля в зону контроля подается прокат 16. Если активная эона 20 двух датчиков 19 затемнена, т,е, оба они находятся над прокатом, то механизм 15 перемещает тележку 3 на колесах 5 по рельсам 2, установленным на основании 1, в сторону кромки проката 16, например...
Рентгеновский измеритель толщины проката

Номер патента: 1605141
Опубликовано: 07.11.1990
Авторы: Гусев, Егоров, Маслов, Соколов
МПК: G01B 15/02
Метки: измеритель, проката, рентгеновский, толщины
...в один из полупериодов сетевого напряжения, которые35проходят соответственно через контролируемую полосу 2 и клин. 3 компенсации,При этом возможны три случая конт 40роля: толщина полосы равна толщинеклина, толщина полосы больше толщиныклина и толщина полосы меньше толщины клина.В первом случае интенсивность45рентгеновского излучения преобразуется сцинтиляционными кристаллами 4 и5 в световые импульсы, которые, пройдя ФЭУ 6 и 7; преобразуются в электри.ческие сигналы, сравниваемые междусобой в блоке 10 сравнения, а так как 5 Отолщина полосы 2 и клина 3 равная,то сигналы с вторых выходов ФЭУ 6 и 7 поступают на соответствующие входы дифференциального усилителя 15блока 14, если эти сигналы равны по 55амплитуде и длительности,...
Способ регистрации температуры поверхности проката и устройство для его осуществления

Номер патента: 1450549
Опубликовано: 07.11.1990
МПК: G01J 5/14
Метки: поверхности, проката, регистрации, температуры
...к стану зад ний торец раската пересекает поле визирования Фотопреобразователя 9. Сигнал с нирометрического преобразователя 2 отсутствует, С инвертора 13 к управляющему электроду тиристо-. ра 12 приложен положительный потенциал и через тиристор 12 протекает ток но импульс напряжения на резисторе 15 не Формируется (тиристор открывается плавно) . Блок выборки- хранения 11 остается в режиме хранения ранее выбранной йнформацни. На регистраторе 7 продолжает фиксиро- . ваться предыдущее значение температуры. конца прокаткиПрдвижении раската (возврат) от стана тиристор 12 продолжает оставаться в открытом состоянии, управлякщий импульс на резисторе 15 не Формируется. Иа регистрирующем приборе продолжает фиксироваться предыдущее значение...
Способ правки проката

Номер патента: 1606220
Опубликовано: 15.11.1990
Авторы: Айнетдинов, Зубов, Каретников, Кожевников, Лаврентьев, Мезенцев, Мороз
МПК: B21D 3/08
Метки: правки, проката
...5 и б, по которым выбирают тип механизмов качания обойм. Исправляемый прокат 1, поступательно перемещаясь, подвергается многоплоскостному многократ ному,знакопеременному изгибу. Величина изгиба постепенно увеличивается и достигает наибольшей величины в первой обойме 3. При этом пластическая деформация охватывает не менее 2/3 сечения и к этому моменту вся ис 1 ходная кривизна проката - -- в каж них дой продольной плоскости сводится к1 какой-то постоянной кривизнеНа участке между обоймами величина изгибающего момента постепенно уменьшается до наибольшего упругого изгибающего момента Мне менее чем за три перегиба (условие качественной правки) во всех продольных плоскостях. Далее прокат не подвергается пластчческому деформированию....
Способ изготовления гнутых гофрированных профилей проката

Номер патента: 1606226
Опубликовано: 15.11.1990
Авторы: Антипенко, Клепанда, Марченко, Торопченко, Хейфец
МПК: B21D 5/06
Метки: гнутых, гофрированных, проката, профилей
...пятигофровогопрофиля 3511625 х 2 мм по п.1 при одновременной Формовке рифтов центральных гофров и технологическом изгибеучастков полосы под совокупности элементов периферийных гофров 2 в первом технологическом переходе 1 б (задающем) участки 1 полосы под половинки периферийных гофров 2, включающиепо два места изгиба 3 каждая, вместес заготовкой 4 перемещают вдоль профилегибочного стана.Во втором технологическом переходе 11 б (Формующем) одновременно фор 606226муют рифты 8 центральных гофров профиля и технологически изгибают участки 1 полосы под периферийные гофры 2 в поперечном направлении: участки полосы под крайние половины обоих пери 5 ферийных гофров 2 - вниз от плоскости формовки Б-Б (направление Б); участки полосы под оставшиеся...
Рентгеновский измеритель толщины проката

Номер патента: 1606451
Опубликовано: 15.11.1990
Авторы: Гусев, Егоров, Маслов, Соколов, Фирстов
МПК: G01B 15/02
Метки: измеритель, проката, рентгеновский, толщины
...контролируемая фильтр 4 низких час сигналов и показыва также устройство 7 полненное в виде ген ного напряжения, оди подключен к источн излучения, компарат которого подключен ратора 8 пилообразн 10 опорного напряже второму входу компа входы которого соеди 3 и компаратора 9 со подключен к входу фи На чертеже покаана полоса 12 проката.1606451 3 Рентгеновская трубка 1 питается пилообразным напряжением от генератора 8. Напряжение Ов может быть различным по амплитуде (фиг,2 а - в). Импульсы рентгеновского излучения, прошедшие через конт ролируемую полосу 12 проката, попадают на сцинтилляционный кристалл 2, где преобразуются в световые импульсы, которые пройдя ФЭУ 3, выделяются в виде электрических сигналов Оз. Одновременно пилооб разное...
Механизм уплотнения порошка устройства абразивно-порошковой очистки листового проката от окалины

Номер патента: 1490782
Опубликовано: 23.11.1990
Авторы: Абраменко, Гарбер, Липухин, Орлов, Осипов, Поносов, Румако, Субботин
МПК: B21B 45/06
Метки: абразивно-порошковой, листового, механизм, окалины, порошка, проката, уплотнения, устройства
...сила протягивания Р , направленная вертикально нверх. Это приводит к тому,5 что порошок 4 начинает давить ца участки 6 рабочей поверхности механизма 1 уплотнения (фиг. 2) или на участок 8 рабочей поверхности механизма уплотнения Г-образной формы (фиг. 3). На участках 6, перпендикулярных очищаемой поверхности проката 2 (фиг. 2), вследствие этого давления возникают сипы сопротйвлеция 15 протягиванию Гд, сумма которых из условия равновесия порошка 4 ранна силе протягивания Гр, но направлена ей навстречу. Такая же сила Рвозникает и на участке 8 рабочей поверхО ности механизма уплотнения, имеющей Г-образную форму (фиг. 3), Благодаря силе Рпорошок 4 удерживается в рабочей зоне очистки и не выносится вместе с прокатом 2. В результате 25...
Устройство управления расстановкой режущих головок при горячем раскрое проката

Номер патента: 1608024
Опубликовано: 23.11.1990
Авторы: Гаврилюк, Клименко, Кошик, Шаповал
МПК: B23D 36/00
Метки: головок, горячем, проката, раскрое, расстановкой, режущих
...первойрежущей головки, Значения длины перемещения для второй Ь 2 и третьей Ьз режущих головок поступают соответственно по30 второму и третьему каналам на первые входы первого 7 и второго 8 сумматоров.Когда передний конец раската достигнет датчика 5 наличия металла, последнийсрабатывает и выдает сигнал на блоки 16.135 16,3 управления механизмами 15,1-15,3 перемещения режущих головок. В блокуправления механизмом передвижения режущей головки входит типовый электродвигатель с пускорегулирующей аппаратурой,40 С механизмами 15,1-15.3 перемещения режущих головок кинематически связаны датчики 17.1-17,3 импульсов, При включениимеханизмов 15.1-15.3 перемещения режущих головок импульсы с датчиков 17.1-17.3поступают на первые счетные входы...
Устройство для измерения сечения круглого проката и труб

Номер патента: 1608430
Опубликовано: 23.11.1990
Авторы: Ободан, Онофриенко, Скрипниченко, Сологуб, Третьяков, Чудновская
МПК: G01B 21/20
Метки: круглого, проката, сечения, труб
...4 угла поворота вырабатываетэлектрические импульсы, поступающиена инйормационный вход управляемогоключа 5, При подходе переднего концапроката 11 к измерителю 1 диаметрана его выходе "Наличие проката" по 35является напряжение, ключ 5 открывается, и импульсы от датчика 4 начинают подсчитываться счетчиком 6. Одновременно на информационный вход вычислительного блока 2 начинают поступать данные о текущем диаметре Р, которые поступают в блок 8 умножения.В блоке 8 происходит умножение из-"еренного диаметра Р проката на коэффициент К, вводимый задатчиком 9. Образующаяся величина М, равная М == КВ, где 0 " диаметр объекта, поступает на один вход блока 7 сравнения. На другой его вход поступаеткод накопленного в счетчике 6...
Устройство измерения длины движущегося проката

Номер патента: 1610238
Опубликовано: 30.11.1990
Авторы: Воробьев, Гордиенко, Грибанов, Селегей, Юхименко
МПК: G01B 7/04
Метки: движущегося, длины, проката
...входу блока 7 слежения-хранения К этому же входу подключен один из выводов резистора 17, второй вывод которого связан с источником питания Фотодатчики 1 установлены по линии продольного движения проката с шагом 1, Ширина плоского светового пучка и конденсора 4 выбрана большей, чем. Источник света выбирают таким образом, чтобы излучаемые им световые волны находились в коротковолновой части спектра видимых лучей, где отсутствует излучениевызванноенагревом проката.Устройство работает следующим образом, В исходном состоянии до пересечения передним концом проката 2 оптической оси ММ фотодатчика 1 (фиг.1), соединенного с управляющим входом блока 8 слежения- хранения, фотодатчик 1 находится в единичном состоянии (на его выходе имеется...
Рентгеновский измеритель толщины проката

Номер патента: 1610264
Опубликовано: 30.11.1990
Авторы: Григорьев, Гусев, Егоров, Маслов, Соколов
МПК: G01B 15/02
Метки: измеритель, проката, рентгеновский, толщины
...измеритель толщины проката работает следующим образом.Импульсы рентгеновского излучения, проходящие одновременно через контролируемую полосу 19 проката и стандартный образец 20, пребразуются на выходах сцинтилляционных кристаллов 4 и 5 в световые импульсы, которые, пройдя соответственно ФЭУ 6 и 7, выделяются в виде электрических сигналов. Сигналы с выхода ФЭУ 7 поступают в блок 16, где выделяются по амплитудному значению, после чего попадают в блок 14 сравнения, где их амплитуды сравниваются с опорным напряжением блока 18, В случае неравенства амплитуд этих сигналов регулятор 13, подключенный к выходу блока 14 сравнения, изменяет напряжение на накальном трансформаторе 3 и, соответственно, интенсивность рентгеновского излучения до тех...
Устройство для осевой подачи проката

Номер патента: 1611520
Опубликовано: 07.12.1990
Авторы: Жикленков, Подойницын
МПК: B21D 43/00
Метки: осевой, подачи, проката
...Полость 6 является общей для обоих поршней 3 и 8. Рабочая среда в полости 7 и 11 подается через каналы 17 и 18, в полость 6 - через канал 19.Устройство работает следующим образом.В исходном положении (фиг. 3) леспестки цангового зажима 13 разведены, поршень 8 отведен до упора в торцовую стенку крышки 2, а поршень 3 до упора штока 4 в поршень 8. Подачей сжатого воздуха в полость 6 на первом этапе перемещается поршень 3 (фиг. 4, вправо) и с помощью штока 5 путем взаимодействия поверхностей 15 и 14 сводит лепестки цангового зажима 13, при этом зажим3 через поршень 8 удерживается от осевого перемещения давлением рабочей среды в полости 6. После зажима трубы 20 с определенным усилием начинается перемещение поршня 3, который через элементы...
Устройство для ломки проката

Номер патента: 1611604
Опубликовано: 07.12.1990
Авторы: Кириловский, Тимощенко
МПК: B23D 31/00
Метки: ломки, проката
...один относительно другого ца величину 1 с, превышасощую ход ломателя 5 при отламывании заготовки 7.Устройство работает следующим образом.Прокат 8 с вьдолценными е цем концентраторами напряжений вводится в опорные приспособления 1 и 2. В исходном состоянии опорное приспособление 2 располагается, как изображено на чертеже, поллсдла изобретения Устройство для ломки проката, содержащее опорное прцсцособлеццс и ломатель, отличавшееся тем, сто, с цслью повышения производительности, оно сссабжессо дополнительными лом атс, слмсссоссолцсстельцыми опорными ссрцсс 1 осомссцсями ц приводом перемесцсссссц лоссолссц с, .сцн сх опорных прцснособлснцй, црц т см нс",сотсс кажЛого последующего лома ссл, мссс 1 сне предыдущего.(21) 4 (22) 0 (46) 0...
Способ ломки проката

Номер патента: 1611606
Опубликовано: 07.12.1990
Авторы: Кириловский, Тимощенко
МПК: B23D 31/00
Метки: ломки, проката
...4/5 Грозбзводственно-нздательскнй комбинат Г 1 атент, г. Ужгород, ул. Гагарина, ОзИзобретение относится к обработке металлов давлением н может быть исользовано в машиностроении для раздеАения проката.Цель изобретения - оовцнзение иачеет. а получаемых заготовок.5На чертеже показана схема для иллюстации предлагаемого способа.На прокате 1 выполняют концентратор 2 устанавливают прокат требуемой плосостью разделения на опору 3, При этом 10 евую часть прутка фиксируют с помощью риспособления 4, выполненного в виде тойки с отверстием, диаметр которого авен или несколько больше диаметра проата, а к правой части прикладывают згибаюыую нагрузку Р с помощью ломаеля 5. Фиксирующее приспособление асполагают на расстоянии 1)0,086 ф/д" т...
Способ огневой зачистки проката

Номер патента: 1611624
Опубликовано: 07.12.1990
МПК: B23K 7/06
Метки: зачистки, огневой, проката
...гребешка, образующегося на поверхности проката при подаче газопламенных струй параллельно передвижению проката; 3 - длина ванны расплавленного металла, образующегося при зачистке. За счет исключения образования гребешков при огневой зачистке неравномерность съема металла снижается.2 ил 1 табл Устройство состоит из ряда параллельных газокислородных резаков 1, предназначенных для создания газопламенных струй. Угол между продольными осями газопламенных струй и направлением подачи проката сс, При оплавлении поверхности проката против каждой газопламенной струи образуется ванна расплавленного металла 2 длиной более 50 мм. При перемещении проката 3 во время зачистки гребешки 4 между ваннами попадают под соседнюю газопламенную струю и...
Способ производства листового проката из низколегированной стали

Номер патента: 1611952
Опубликовано: 07.12.1990
Авторы: Воропаев, Гуров, Гусаков, Литвиненко, Матросов, Морозов, Погоржельский, Руднев, Чистяков, Шебаниц, Щербак
МПК: C21D 8/00
Метки: листового, низколегированной, производства, проката, стали
...(временное сопротивление и хладостойкость) листового проката, обработанного по различным режимам предлагаемого способа и по известному спо- соб УИз приведенных в таблице результатов видно, что высокая степень деформации (59-83%) обеспечивает получение высской прочности, при частных611952 обжатиях менее 14% отрицательно влияет на хладостойкость. Сочетаниевысокой общей степени деформации(59-83%) при прокатке в межкритичес 5кой области Аго-Аг с высокими част 1ными обжатиями (14-30%), обеспечивающими температуру завершения деформации равной или на 10-20 С выше ееначала, способствует одновременномуполучению и высокой прочности и хладостойкости, Повышение величины частных обжатий (30%) нерациональновследствие возникновения в этом случае...
Участок отбора проб толстолистового проката

Номер патента: 1613259
Опубликовано: 15.12.1990
Авторы: Дунаев, Плотников, Рогоза, Садлуцкий
МПК: B23K 7/00
Метки: отбора, проб, проката, толстолистового, участок
...каретки 5, только В обра.гном направлении, с прорезкой третьей гоани пробы 16, После завершения ВЫОЕЗКИ третЬЕЙ ГраНИ ПрабЫ 16 КарЕтКа 5 Оста-.авивается и начинается перемещение телекек 9 с приемным столом 10 на величину хода, несколько меньше длины наибольшей пробы, После перемещения тележки 9 с приемным столом 10 четвертаяне прорезанная еще) грачь пробы 16 оказы 1 ается над отверстием 11 в столешнице, а сама проба 16 - над столом 13. Затем перемещением порала 3 (Возвращением его В исходное положение) прорезается последняя, четвертая грань пробы 16.1613259 5 10 15 30 35 40 45 50 Во втором случае работа происходит следующим образом,Вырез пробы 16 осуществляется с наиболее близкого от пробы 16 края листа 15, В исходном положении...
Рентгеновский измеритель толщины проката

Номер патента: 1613854
Опубликовано: 15.12.1990
Авторы: Григорьев, Гусев, Егоров, Маслов, Соколов
МПК: G01B 15/02
Метки: измеритель, проката, рентгеновский, толщины
...ограничителя. 12, вход которого подключен к входу дискриминатора 8 я является. входом блока 7коррекции, а выход подключен к второму входу дифференциального усилителя 11. На фиг. 1 обозначены такжеконтролируемая полоса 13 проката иэталонный образец 14,Рентгеновский измеритель толщиныпроката работает следующим .образом.Импульсы рентгеновского излученияс рабочего источника 1 ионизирующегоизлучения и компенсирующего источника 2 ионизирующего излучения, прошедшие соответственно через контролируемую полосу 13 проката и эталонный образец 14, поочередно попадают на сцинтилляциоыный кристалл3, в котором преобразуются в световые импульсы, которые, пройдя ФЭУ 4,вьдепяются в.виде электрических сигналов ц вместе с шумовыми сигналамиот...
Способ изготовления сортового проката из углеродистых и легированных конструкционных сталей

Номер патента: 1617005
Опубликовано: 30.12.1990
Авторы: Кравченко, Кузнецов, Пушин, Скрипченко, Труш
Метки: конструкционных, легированных, проката, сортового, сталей, углеродистых
...быть ниже 200 С.П р и м е р . По действующей технологии слитки массой 3,5 т нагревают в методической печи до 1180 С ип 1 окатывают на стане "850" наблюмысечением кв. 200 мм. Температураконца прокатки составляет 1050 С.оП осл е пр ока тки блюмы собирают вштабель и краном перемещают в неотапливаемые колодцы, В процессесборки и транспортировки блюмы охлаждают на воздухе, температураначала охлаждения в колодцах 700 С.оВ неотапливаемых, колодцах блюмы охлаждают до 200 С в течение 72 ч,о 35после чего блюмы выгружают из колодев и дальнейшее охлаждение их проводится на воздухе,Перед посадкой В нагревательную 40печь сортового стана температура блюмов составляет 25 С, В нагреватель -ной печи блюмы нагревают до 1180 Си прокатывают на прутки...