Способ выплавления моделей из оболочковых литейных форм
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
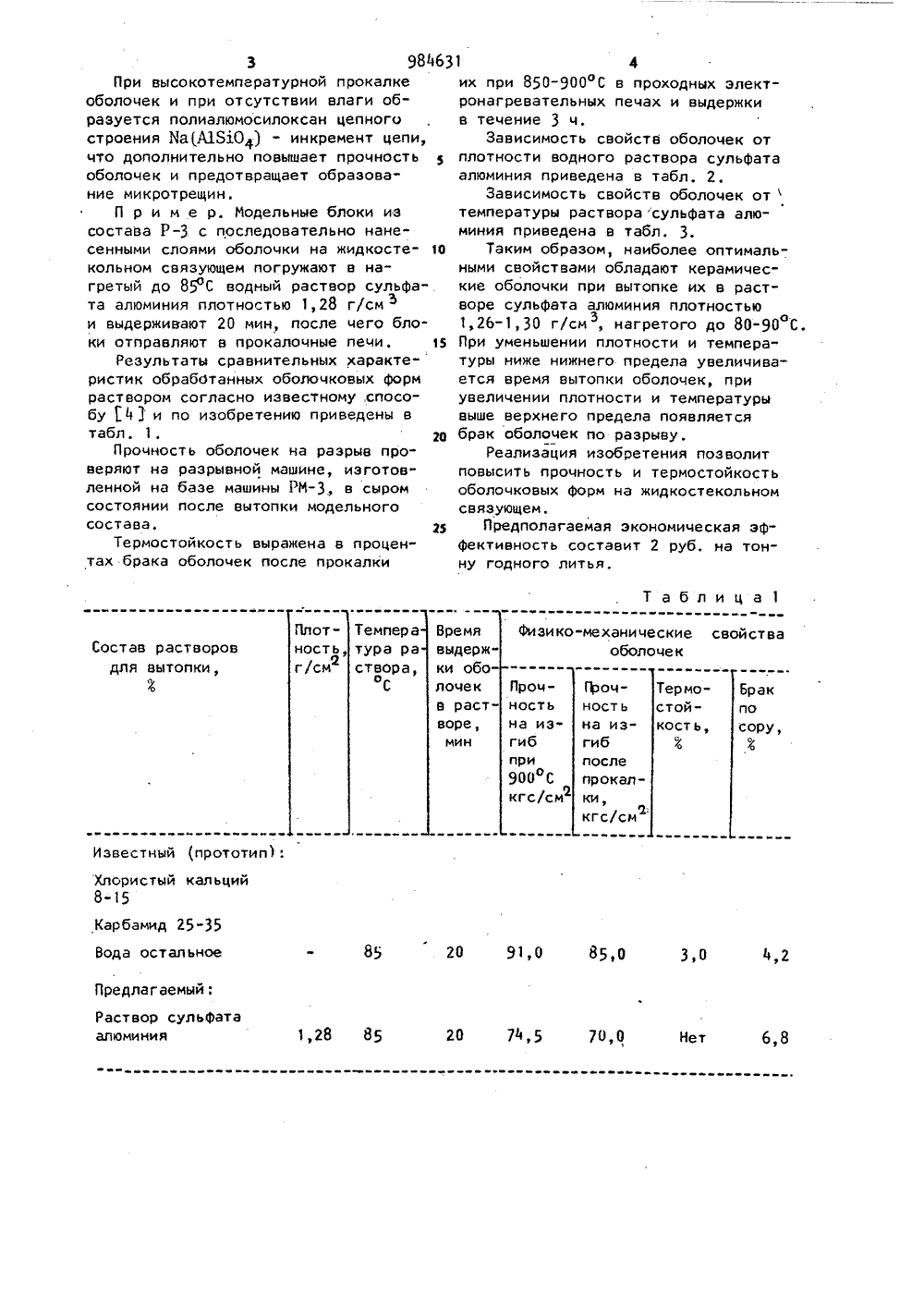
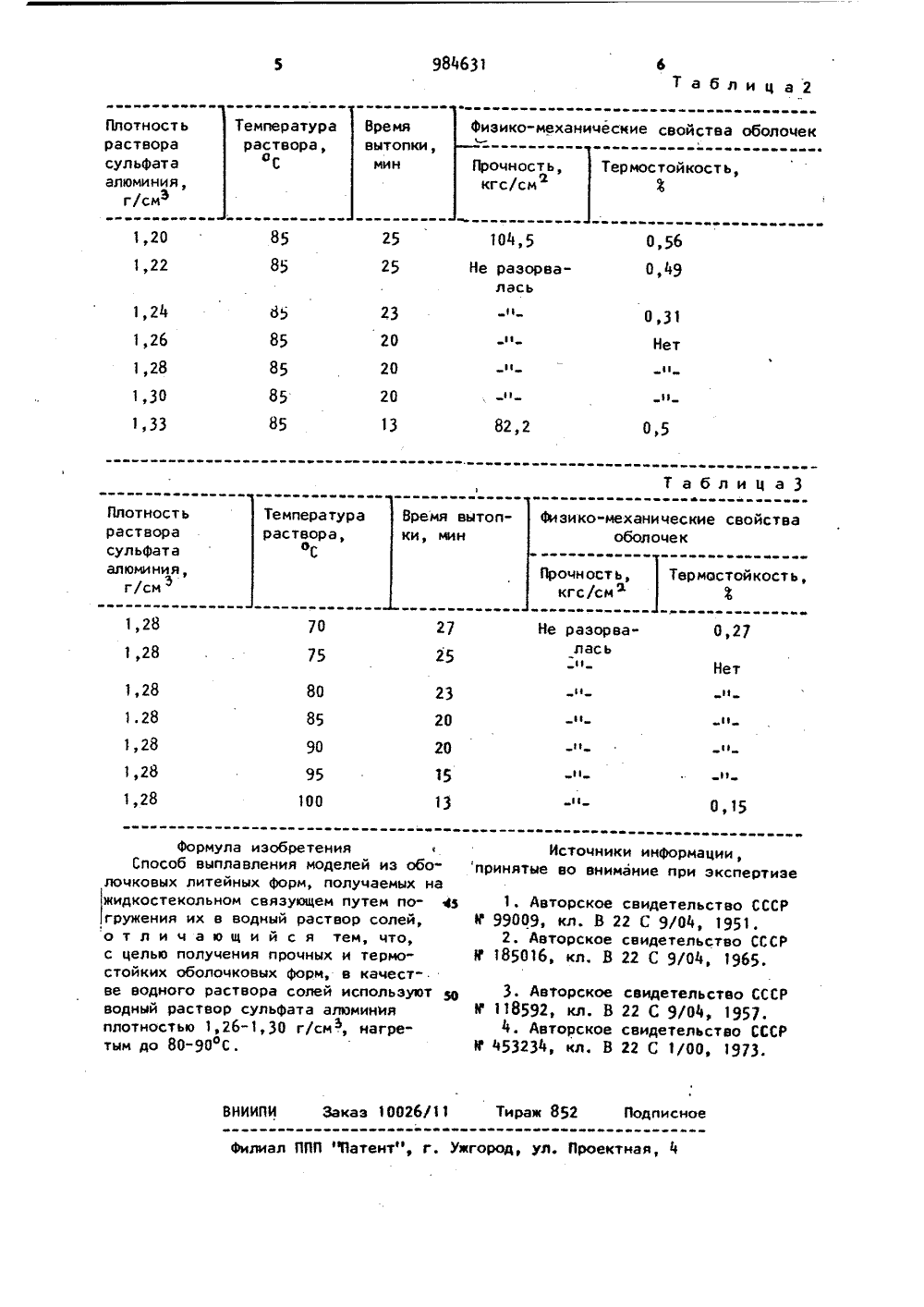
(713 Заявител ащирский литейный завод "Центрол 54) СПОСОБ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ растворы таостаточнойти оболочкаспособны оброчняющих обльном связу ого сосрочностм, такразовыв ава не при и термоак солить комплекна жид" дают д стойко эти не сов, у костек олочки ноэ ФИзобретение относится к литью по, выплавляемым моделям и может быть использовано при выплавлении модельного состава иэ керамической оболочковой формы.Известны способы удаления модельного состава из оболочковых форм в производстве литья по выплавляемым моделям с помощью водных растворов солей; в водном растворе аммониевого соединения Г 1 ), в водном растворе хлористого магния, нагретого до 95-97 С 2 , в слабом растворе соляной кислоты, нагретой до 80-90 С 3 )Недостатком этих способов является то, что наблюдается размывание поверхности Формы.Наиболее близким по технической сущности и достигаемому результату к предлагаемому является раствор для удаления моделей, который содержит 8-15 мас.З хлорида щелоч емельного металла и 25-35 мас. кар" бамида 143. Цель изобретения - получение прочных и термостойких оболочковых форм.Эта цель достигается тем, что в 1 оспособе выплавления моделей из оболочковых литейных форм, получаемыхна жидкостекольном связующем путемпогружения форм в водный раствор солей, используют в качестве водногораствора солей водный раствор суль"фата алюминия плотностью 1,261,30 гlсм, нагретым до. 80-90 оС.Сульфат .алюминия взаимодействует щ . с жидкостекольным связующим с образо",: ваниен очень прочных и термостойкихполимеров алюмосиликатов ИаА 1(810 Ц4/4 " этот сийтез происходит в гидротермальных условиях.3 98463При высокотемпературной прокалкеоболочек и при отсутствии влаги образуется полиалюмосилоксан цепногостроения ИаА 1810) - инкремент цепи,что дополнительно повышает прочностьоболочек и предотвращает образование микротрещин,П р и м е р, Модельные блоки изсостава Рс последовательно нанесенными слоями оболочки на жидкосте Окольном связующем погружают в нагретый до 85 ОС водный раствор сульфа-.та алюминия плотностью 1,28 г/сми выдерживают 20 мин, после чего блоки отправляют в прокалочные печи, 15Результаты сравнительных характеристик обработанных оболочковых формраствором согласно известному .способу 4 1 и по изобретению приведены втабл. 1.20Прочность оболочек на разрыв проверяют на разрывной машине, изготовленной на базе машины РИ, в сыромсостоянии после вытопки модельногосостава. 2Термостойкость выражена в процентах брака оболочек после прокалки Т а б л и ц а 1 Времявыдержки оболочекв растворе, мин Плотность,г/см Темпера тура ра створдрОС Состав растворов для вытопки, Прочностьна изгибпри900 Скгс/см Прочност ьна изгиб ТермостойБракпо кост ь сору,послепрокалкикгс/смМлористый кальций8-15 Карбамид 25-35Вода остальноеПредлагаемый: 85 20 91,0 85,0 4,2 3,0 Раствор сульфатаалюминия 20 4,5 У 0 1,28 85 6,8 Нет Известный (прототип): 4их при 850-900 С в проходных электронагревательных печах и выдержкив течение 3 ч.Зависимость свойств оболочек отплотности водного раствора сульфатаалюминия приведена в табл. 2.Зависимость свойств оболочек оттемпературы раствора сульфата алюминия приведена в табл. 3.Таким образом, наиболее оптимальными свойствами обладают керамические оболочки при вытопке их в растворе сульфата алюминия плотностью1,26-1,30 г/см , нагретого до 80-90 С.При уменьшении плотности и температурь 1 ниже нижнего предела увеличивается время вытопки оболочек, приувеличении плотности и температурывыше верхнего предела появляетсябрак оболочек по разрыву.Реализация изобретения позволитповысить прочность и термостойкостьоболочковь 1 х форм на жидкостекольномсвязующем,Предполагаемая экономическая эффективность составит 2 руб, на тонну годного литья,физико-механические свойства оболочек0,15 ВНИИПИ 3 аказ 10026/11 Тираж 852 Подписное филиал ППП "Патент", г, Ужгород, ул. Проектная, 4 85 85 85 85 85 Формула изобретенияСпособ выплавления моделей из оболочковых литейных форм, получаемых на жидкостекольном связующем путем по З гружения их в водный раствор солей, о т л и ч а ю щ и й с я тем, что, с целью получения прочных и термостойких оболочковых форм, в качест-. ве водного раствора солей используют водный раствор сульфата алюминия плотностью 1,26-1,30 г/см, нагретым до 80-90 С. иэико-механические свойства оболочек физико-механические свойства оболочек Прочность, Тврмостойкость, кгс/см д Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР И 99009, кл. В 22 С 9/04, 1951.2. Авторское свидетельство СССР У 185016, кл. В 22 С 9/04, 1965. 3. Авторское свидетельство СССР И 18592, кл. В 22 С 9/04, 1957.4. Авторское свидетельство СССР Ю 45 З 234, кл. В гг С 1/00, 1973.
СмотретьЗаявка
3280831, 24.04.1981
КАШИРСКИЙ ЛИТЕЙНЫЙ ЗАВОД "ЦЕНТРОЛИТ"
ТИМОШКИН ВАСИЛИЙ ИВАНОВИЧ, КУЗЬМИН ВИКТОР ГАВРИЛОВИЧ, ЗАВАЛУЕВА НИНА ВАСИЛЬЕВНА, БУСОВ ВЛАДИСЛАВ СЕРГЕЕВИЧ, МОНЕНИНА МАРГАРИТА АЛЕКСАНДРОВНА
МПК / Метки
МПК: B22C 7/02
Метки: выплавления, литейных, моделей, оболочковых, форм
Опубликовано: 30.12.1982
Код ссылки
<a href="https://patents.su/3-984631-sposob-vyplavleniya-modelejj-iz-obolochkovykh-litejjnykh-form.html" target="_blank" rel="follow" title="База патентов СССР">Способ выплавления моделей из оболочковых литейных форм</a>
Способ выделения алюминия из растворов

Номер патента: 1125500
Опубликовано: 23.11.1984
МПК: C01F 7/34, G01N 31/02
Метки: алюминия, выделения, растворов
...смесей по 0,2 г растворяли в смеси соляной и азотной кислот, выпарцвалц до объема 2-3 мл, разбавляли 20 С - 300 мл воды, вводплц концентрированный раствор аммиака до начала .45 выпадец я гидроксидов и еще 10 мл, Прили.вали по 15 мл 20%-ного раствора унитиолз для маскирования компонентов стали или в уксусной кислоте, нагревают до кипения 3,. слабо кипятят в течениемиц и осадок отфильтровывают 121.Недостатком известного способа является недостаточная полнота осаждения алюминия - не менее 2 мг А 1 в пробе, что це позволяет анализировать объекты, содержащие порядка 0,1% А 1.Цель изобретения - повышение полноты осаждения 0,1 - 2,0 мкг/мл алюминия.Поставленная цель достигается тем, что согласно способу выделения ьзпомицпя цз раство...
Обсыпочный материал для керамических форм-оболочек по выплавляемым моделям

Номер патента: 1419788
Опубликовано: 30.08.1988
Авторы: Перевозкин, Ривина, Синюшин, Славгородский, Талпа
МПК: B22C 1/00
Метки: выплавляемым, керамических, материал, моделям, обсыпочный, форм-оболочек
...собой продукт термического разложения хромата магния, гидроксида алюминия, окиси железа,Общая Формула 2 МпСгОд МпА 10М 9 Ге 0 или в виде основ нных оксидов: 2 М 90 2 СгпО М 90 А 10 З, МпОГе 0 .Синтетический хромппицелид в количестве 7 мас.7 смешивали с подготовленным термолитом в количестве93 мас,7. Приготовленную смесь использовали в качестве обсыпочногоВ табл. представлены составыобсыпочного материала,ТаблицаСодержание ингредиентов в образцах,мас.7 Компоненты состава2 ) 3 Термолит 95 90 Синтетическийхромппинелид 10 гии и подвергали испытаниям.Р табл,2 представлены результаты испытаний,Таблица 2 Свойства Показатели свойствсоставов образцов 1 1 2 3 Предел прочности при статическом изгибе при900 С, МПа 3,2 3,8 3,5...
Раствор для активирования алюминия

Номер патента: 692694
Опубликовано: 25.10.1979
Авторы: Городыский, Ильинков, Кондрук, Лаврова, Стельмах, Циммергакл, Шека
МПК: B22F 1/00
Метки: активирования, алюминия, раствор
...металласудят по взаимодействию ега с водой.Прихранении алюминия в закрытом сосуде его активность сохраняется в теченйе длительного времени .П р и м е р 1 К 100 мл предложенного раствора состав раствора при"веден в табл. Ц при интенсивном перемешиванин добавляют 2 г гранулираванйого алкииния. Основные характеристики йолученного активираваннаго порошка алквиния также приведены втабл. 1,П р и м е р 2. К 100 мл обогащенного галлием производственногораствора, полученного на Днепровскомалкминиевом заводе, состава,. г/л:Ма ОН 2 50 уА 10 130 у ЧО О, 3 у Оа 1, 8,производные гумминовых кислот 11;микропримеси И 1, Сц, Ре, ВА, Сд, РЬи др, - добавляется 2,01 г гранулированного алюминия марки ч.д,а. Процесс ведут при 50 ф и энергичном...
Раствор для электрохимического полирования композиционного материала на основе алюминия

Номер патента: 907091
Опубликовано: 23.02.1982
Автор: Кузей
МПК: C25F 3/20
Метки: алюминия, композиционного, основе, полирования, раствор, электрохимического
...и падаегна алюминиевой основе, волокна начинают растворяться в растворе,Пассивная окисная пленка на алюминиирастворяется в растворе с образованиемна поверхности плотной, устойчивой вязкой пленки продуктов взаимодействия,которая затрудняет диффузию свежих порций раствора к микровпадинам и облегчает к микровысгупам основы, происходит преимущественное растворение микровыступов и сглаживание основы, сопротивление основы падает и снова происходит перераспределение плотности тока( увеличивается на основе и падает наборе).На основе начинает расти пассивнаяпленка, а на волокнах бора - растворение вязкой пленки продуктов взаимодействия бора с раствором (серной кислотыЙ 1,86 г/см). Из за отсутствия волыв растворе вязкая пленка плотная и...
Суспензия для изготовления оболочковых форм методом электрофореза

Номер патента: 975173
Опубликовано: 23.11.1982
Авторы: Гаврилин, Канский, Некрасов, Персашвили, Рыжков, Сыч
МПК: B22C 1/00
Метки: методом, оболочковых, суспензия, форм, электрофореза
...полученияравномериого состава и необходимойвязкости,Состаны суспензий приведены нтабл. 1, а их свойства - в табл. 3.Применяемые в изнестной суспензииогнеупорная глина и в суспензии технический каолин имеют различную степень дисперсности,а следовательно,и водопоглощающую способность, склонность к усадке и трещинообразованиюэтих материалов различна,Зерновой состав просяновского каолина и огнеупорной глины приведенв табл. 2,Из табл. 2 видно, что дисперсностьа следовательно и удельная поверхность огнеупорной глины значительновыше, чем у каолина.Водозатнорение огнеупорной глины(среднепластичной) характеризуется отношение ингредиентов по вариантам,мас.ч1 2 3 4 5 Известный,мас.ч Составляющиесуспензии МикропорошокМ 7 20 26 24 18 41-32 25 23...
Предыдущий патент: Установка для регенерации формовочных смесей
Следующий патент: Устройство для сборки модельных звеньев в блок
Случайный патент: Устройство управления ленточными тормозами каротажных и перфораторных подъемников