Способ прокалки керамических форм, получаемых по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 829316
Авторы: Березовский, Кириевский, Марфунин, Цайзер, Чихачев, Шипулин

Текст
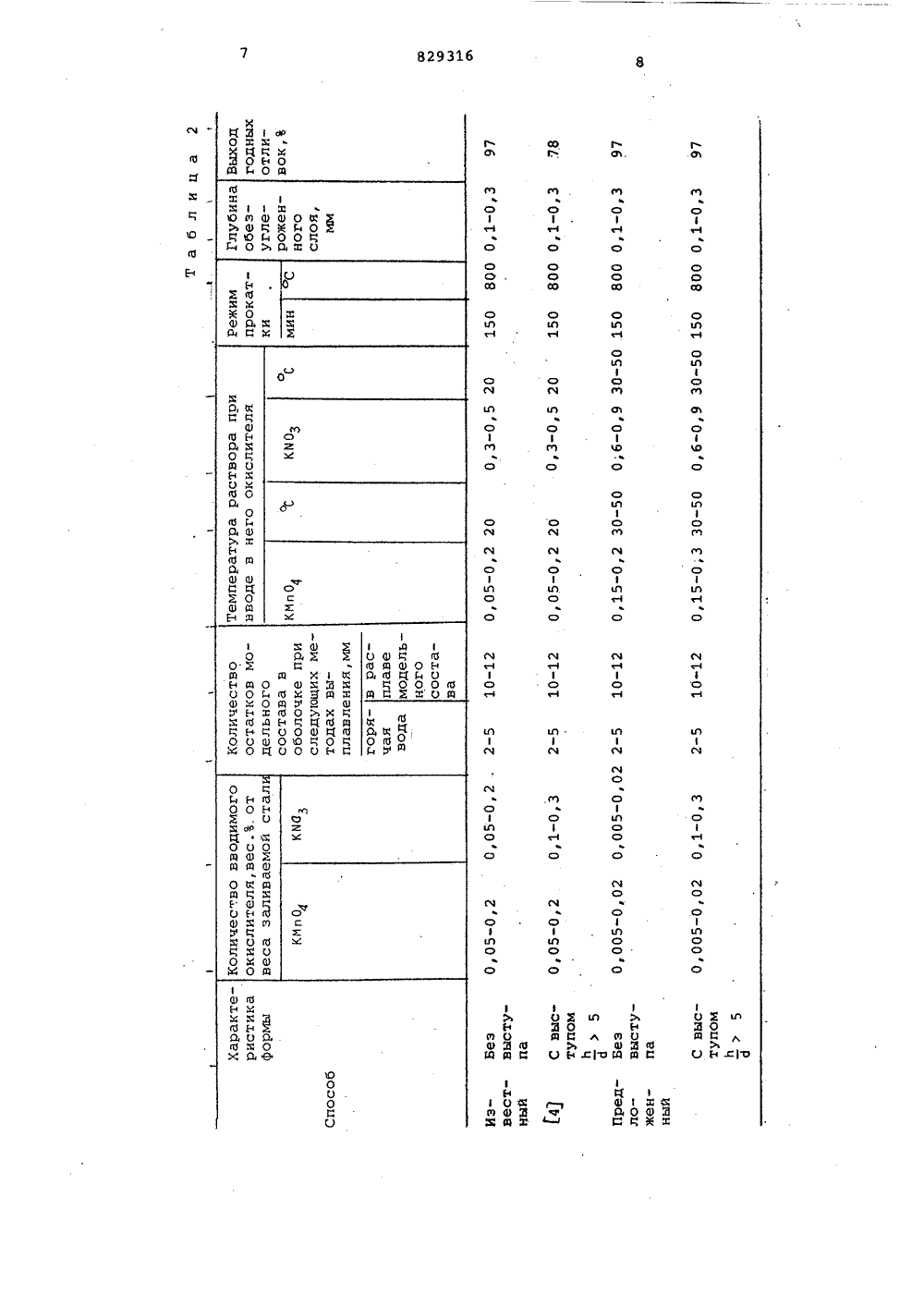
Союз Советских Социалистических Республик(5 ЦМ. Кд,Р В 22 С 9/12 Государственный комитет СССР но аелам изобретений и открытий.58:66.047: :621.74.045 (088.8) Дата опубликования описания 15 . 05. 81(54) СПОСОБ ПРОКАЛКИ КЕРАМИЧЕСКИХ ФОРМ, ПОЛУЧАЕМЫХ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ в атано- роанияо сосразлотава,Изобретение относится к литейному производству и может быть использовано в литейных цехах,где применяется технология литья по выплавляемым моделям.Известен способ прОкалки керамических форм, который заключается в нагреве формы с наполнителем до 900 оС, выорски при этой температуре (11 .Одной иэ причин необходимости нагревания до столь высоких температур ( 900 оС) и длительной выдержки является требование полного.удаления модельного состава с целью исключения литейного брака. Полное удаление продуктов остатка модельного состава при известной технологии достигается при не менее 900 С. Связано это с тем, что мосфере печи имеет место восст вительная атмосфера (за счет 9 дуктов горения) и процесс сгор невозможен. Удаление модельног тава идет за счет испарения и жения продуктов модельного сос а не за счет сгорания.Известен также способ прокалки, предусматривающий интенсификацию процесса сгорания эа счет ввода кислородсодержащих веществ, например марганцевой руды, и, как следствие, выгорание остатков модельногосостава из керамической оболочки засчет действия на него кислорода Г 21.Данный способ обеспечивает определенную интенсификацию процесса прокалки, однако эта степень весьманезначительна, так как доступ кис"Лорода непосредственно к остаткам модельного состава затруднен. Попадание его возможно либо через литниковую систему либо через корку. В первом случае возможно интенсивное 15 сгорание остатков модельного составав полости литника, а не в. отливке,особенно в объемах, удаленных отлитника. Это приводит к неполномуудалению остатков модельного состава, 20 к неравномерному удалению, к излишнему расходу окислителя и, как следствие, снижению прочности корки. Вовтором случае попадание кислородазатруднено, так как оно зависит отгаэопроницаемости формы, и содержание различных мнкросоединений дляулучшения выбиваемости в данномслучае затруднено.Известен сгособ прокалнвания ке- ЗО рамических Форм с предварительно50 введенным непосредственно в составсуспензии активного кислородсодержащего вещества, например бертолетовойсоли (КСОЗ) ИВ керамических формах, которыепрокалены этим способом и в которыхполучают отливки, имеющие на поверхности выступы с соотношением толщины или диаметра к длине выступа 4 0,2,не происходит полного сгорания остатков модельной композиции в керамической оболочке, что требует увеличения продолжительности прокалки.Это обусловлено тем,что при получении корки (первого слоя) оболочкине обеспечивается равномерное распределение окислителя на выступающейчасти отливки,Наиболее близким к изобретению потехнической сущности и достигаемомурезультату является способ прокалкикерамических форм, включающий сушку 20керамических оболочек, иэ которыхпредварительно удалены модели, ивведение кислородсодержащего вещества - твердого окислителя в керамическую оболочку перед ее прокалкой, в 25частности в стояк литниковой системы(0,05-0,2 вес.% от веса заливаемойстали), При прокалке керамическойоболочки окислитель выделяет атомарный кислород, который интенсифицирурт сгорание остатков модельнойко%позиции в керамической оболочкеи процесс прокалки (уменьшается времяпрокалки и снижается необходимаятемпература прокаливания) Г,К числу недостатков данного способа следуетотнести повышенный расход твердого окислителя, вызванноготем, что окислитель находится в стояке литниковой системы, а выделяющийся при разложении кислород направляется как во внутреннюю полость формы,так и в полость наполнителя (черезоболочку стояка). Поэтому расход кис.лорода, а следовательно, и окислителя увеличенный. 45Цель изобретения - повышение вы-,хода годных отливок, имеющих выступы с соотношением высоты выступа кего толщине более 5.Поставленная. цель достигаетсятем, что керамическую оболочку погружают в насыщенный раствор кислбродсодержащего вещества с температурой разложения 200-600 С с последующим удалением упомянутого раствора из керамической оболочки и сушкойпоследней.При этом в качестве кислородсодержащего вещества используют перманганат калия или калиевую селитру,илибертолетовую соль, а температуру 60упомянутого насыщенного растворакислородсодержащего вещества принимают в .8-10 раз больше остаточногосодержания, модельной композиции вкерамической оболочке. 65 Предложенный способ осуществляется следующим образом,Изготавливается традиционнымметодом многослойная оболочка литьяпо выплавляемым моделям. После операции вытапливания модельного состава в воде, паре или модельном расплаве керамическую оболочку погружают в насыщенный раствор окислителя при 20-100 С, Раствор окислителя,например КМп 04 или бертолетовой соли, или калиевой селитры, или пятиокись ванадия, приготавливают вемкости с подогревом. Температурараствора выбирается в интервале 20100 ОС в связи с необходимостью максимального увеличения содержанияокислителя в растворе, В зависимости от температуры раствора изменяется согласно данным растворимостии предложенное содержание растворителя (насыщенный раствор) . После выливания насыщенного раствора изполости оболочки последняя подаетсяна сушку. При этом часть насыщенного раствора остается на стенках формы и внутри ее, При сушке (нагреве)жидкость раствора испаряется и навнутренних стенках оболочки остаетсяслой окислителя. В процессе прокалкипри нагреве выше 300-700 С окислиотель разлагается с выделением кислорода. Остатки модельного состава сгорают. Процесс горения Идет интенсивно при значительно меньших температурах (по сравнению с испарением),Количество вводимого окислителяпри этом существенно уменьшается,таккак окислитель равномерно распределеннепосредственно в местах содержанияостатков модельного состава и возникающий кислород сразу же вступает вреакцию горения модельного состава,Установлено, что если в известном .случае количество вводимого окислителя составляет 0,05-0,2 от весазаливаемой стали, то в предложенномспособе количество окислителя резкОуменьшается и составляет 0,005-0,02При проведении опытных и промышленных исследований сравниваютизвестный (41 и предложенный способыпрокаливания.По известному способу в стояк вводят 0,05 вес;Ъ КМпО в твердом виде.По предлагаемому способу оболочкуФормы окунают в раствор КМпО при35 С. В растворе содержится 9,7 вес .%КМп 04 . После заполнения полостиформы насыщенным раствором последнийудаляется и форма сушится при 125 С.Прокаливание формы в обоих слуочаях производится при 800 С. Длительность прокалки 2,5 ч. Качество отливок специального назначения иэ стали50 Л в обоих случаях хорошее,В зависимости от используемойсреды для выплавки моделей в керамической оболочке остаются остаткимодельной композиции, которые для водной среды составляют 2-5,при этом температура раствора с введенным в него активным окислителем - перманганатом калия (КМп 04),калиевой селитрой (КМО),бертолетовой солью (КС 0) и др. принимают 20-50 С.Для выплавляющей модельной среды остатки модельной композиции в керамической оболочке составляют 4-12,температуру раствора принимают 40-100 С, а для выплавляю-. щей среды - горячий воздух - остатки . 10 модельной композиции составляют 5- 10, температуру раствора принимают 75-100 СЗатем проводят сравнительные испытания на отливке из стали 20 Л, 5 имеющий выступ ф = 3 мм; Ь = 20 мм и производят прокаливание согласно известному способу (3(. Результаты испытаний приведены в табл.1.При сопоставлении известного способа прокаливания форм с предварительным размещением твердого окислителя в стояке 4( и предложенного способа показывает, что выделяющийся . при разложении окислителя кислород расходуется неодинаково. Выделившийся кислород из кислородсодержащего вещества не полностью попадает в полость оболочек и расходуется на окисления остатков модельного состава, находящихся в стояке формы. Соглас но предложенному способу окислитель распределяется более равномерно по всей полости формы и в большей степени задерживается в местах выступов и узких частях оболочки, именно там, где отмечаются Наибольшие скопления остатков модельного состава.Результаты испытаний сведены в табл. 2.Результаты промышленных испытаний показывают, что предложенный способ позволяетпочти в 5-10 раз уменьшить расход окислителя бед изменения качества процесса прокаливания и увеличить выход годного лития, имеющего выступы, у которых отношение высоты выступа к его толщине больше 5Таблица 1тливка с выступом 3высту тливка75(Ч с о 1 3 Л Ю О о" с о 2 о 1 о 1Ой 3 Л2 од и л 1ЭнОЪ ОФ 2 3 б133 Д И 3 ОЪо3"лн о ь ЭО Н.с 1 ц Д о о о о 1 3 о а Я 62 адх хЦ 2 юоххЦЦ ХД 3 ОД жо кЦЭ3 баходд охо х3 б Оао3 баэх1 лб даЭ ЭИ Це оЭ Дд оою еыод ахиЕФАЦ 1 ЦОооэо коцо о ц Э О О 3 о о ос ДЭЕ с ф обад дюж ой 5 ЭХЭ Ф пою цжо ОЫЭ иод829316 10 Формула изобретения 20 Составитель И, КуницкаяРедактор С. Лыжова Техред М. Голинка Корректор М. Демчик Тираж 869 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Заказ 2736/19 Филиал ППП "Патент", г.ужгород, ул. Проектная,4 1. Способ прокалки керамических форм, получаемых по выплавляемым моделям, включающий сушку керамической оболочки, из которой предварительно удалены модели, и введение кислородсодержащего вещества в керамическую оболочку перед ее прокалкой о т л и ч а ю щ и й с я тем, что, с целью повышения выхода годных отливок с выступами, у которых отношение высоты к толщине выступа больше 5, керамическую оболочку погружают в насыщенный раствор кислородсодержащего вещества с температурой разложения 200-600 С с последующим удалением упомянутого раствора из полостей керамической оболочки и сушкой последней.2. Способ по п.1, о т л и ч а ющ и й с я тем, что в качестве кислородсодержащего вещества используютперманганат калия или натриевуюселитру, или бертолетовую соль.3. Способ по пп 1. и 2, о т л ич а ю щ и й с я тем, что температуру упомянутого насыщенного раствора кислородсодержащего вещества принимают в 8-10 раз больше остаточногосодержания модельной композиции в керамической оболочке.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРР 223268, кл. В 22 С 9/12, 1966.2. Патент ЧССР Р 111562,кл. В 22 С 1/01, опублик. 1964.3. Авторское свидетельство СССРпо заявке Р 2679263/02,клВ 22 С 1/16, 29.0179.4. Авторское .свидетельство СССРпо заявке Р 2648443/02,кл. В 22 С 9/12, 1978,
СмотретьЗаявка
2753099, 16.04.1979
ТУЛЬСКИЙ ОРУЖЕЙНЫЙ ЗАВОД, ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УКРАИНСКОЙССР
КИРИЕВСКИЙ БОРИС АБРАМОВИЧ, ШИПУЛИН НИКОЛАЙ ВАСИЛЬЕВИЧ, ЧИХАЧЕВ ВАЛЕРИЙ ВАСИЛЬЕВИЧ, МАРФУНИН ВЯЧЕСЛАВ ПЕТРОВИЧ, БЕРЕЗОВСКИЙ ФЕЛИКС МИХАЙЛОВИЧ, ЦАЙЗЕР ГЕРБЕРТ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B22C 9/12
Метки: выплавляемым, керамических, моделям, получаемых, прокалки, форм
Опубликовано: 15.05.1981
Код ссылки
<a href="https://patents.su/5-829316-sposob-prokalki-keramicheskikh-form-poluchaemykh-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокалки керамических форм, получаемых по выплавляемым моделям</a>
Раствор для удаления модельного материалаиз керамической формы в производстве литьяпо выплавляемым моделям

Номер патента: 453234
Опубликовано: 15.12.1974
Авторы: Гегечкори, Перевозкин, Синюшин
МПК: B22C 1/00, B22C 9/04, B22D 29/00
Метки: выплавляемым, керамической, литьяпо, материалаиз, модельного, моделям, производстве, раствор, удаления, формы
...известного состава является то, что наблюдается размывание поверхности форм вследствие того, что свободные водородные связи кремниевой кислоты при отсутствии органических молекул заполняются молекулами воды. Так как известный состав содержит 3 - 80%-ный раствор хлорида щелочноземельного металла, наблюдается брак отливок по газовым раковинам, вследствие выделения хлора и паров соляной кислоты при заливке ооочковых форм металлом.С целью предотвращения размывания формы при одновременном повышении прочности ее в предлагаемый раствор введен карбамид при следующем соотношении компонентов, вес. %: 2Хлористый кальций 8 - 15 Карбамид 25 - 35 Растворитель ОстальноеКарбамид, будучи поверхностно-активным 5 веществом, блокирует...
Способ прокалки керамических форм

Номер патента: 555970
Опубликовано: 30.04.1977
МПК: B22C 9/04
Метки: керамических, прокалки, форм
...подачу начну продуктов сгорат вакуум в печи (5 - ржпвают температуру ме осуществляют выт давления в печи т епрокалкп.555970 Вода 280 млСоляная кислота 12 мл (сернаякислота 4,4 мл)Маршалит 12 кг 5 Полученная огнеупорная суспензия по вязкости для первого слоя керамики составляла75 - 80 с, для последующих слоев 45 - 50 с.Керамика изготовлялась 4 - 5-слойной,В результате исследований, проведенных на макетном образце установки прокалки и формовки УПФФ, установлены оптимальные параметры прокалки, которые приведены в таблице; при этом изготавливались образцы из керамики следующего состава:Этилсиликат 40 1500 мл Эфироальдегидная фракция 3000 мл Таблица Условия проведения прокалки Общая газотворнзсть форм, л/г 10 при лабораторных условиях50...
Раствор для обработки керамических форм и стержней

Номер патента: 933177
Опубликовано: 07.06.1982
Метки: керамических, раствор, стержней, форм
...кислоты .в растворе менее 254 упрочнение такими растворами стержней недостаточно.8 табл. 1 приведены составы предлагаемых растворов с содержанием компонентов согласно изобретению (2-4), раствора с предлагаемыми компонентами, но с содержанием их не по изобретению (1), известных. 1 и2растворов (в табл. 1 соответственно 5 и 6).Свойства обработанных стержней указанными е табл, 1 составами раст воров приведены в табл. 2,Гигроскопичность стержней, пропитанных этими растворами, определя 3177 флась при относительной влажности воэдуха 954Как видно гигроскопичность стержней, пропитанных растворами; имеющих состав согласно изобретению,ниже, чем пропитанных известнымирастворами.гигроскопичностью связано иразупрочнение пропитанных стержнейО...
Раствор для обработки оболочковых керамических литейных форм

Номер патента: 489580
Опубликовано: 30.10.1975
Авторы: Веприс, Гаюн, Жарков, Перевозкин, Полинец, Шилина
МПК: B22C 9/04
Метки: керамических, литейных, оболочковых, раствор, форм
...Техред 3. Тараненко Составитель В, Муравьева Редактор Е, Шепелева Заказ 33734 Изд.1955 Тираж 833 Подписное ЦИИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 475Типография, пр. Сапунова, 2 годаря чему па лицевой поверхности появляется множество центров кристаллизации и получаются отливки с мелкозернистой структурой, что улучшает их качество.Приготавливают предлагаемый состав для обработки оболочковых форм следующим образом: предварительно растворяют соль металла подгруппы железа В Воде, затем полч ченный раствор смешивают с раствором гидроксохлорпдов алюминия.П р и м е р 1. На модельный блок из модельного состава Рнаносят слой оболочки из электрокорунда на...
Раствор для обработки керамических литейных форм

Номер патента: 663473
Опубликовано: 25.05.1979
МПК: B22C 3/00
Метки: керамических, литейных, раствор, форм
...с приме. нением жидкостекольного связующего, твердение оболочки завершается за 15 - 30 с без раз. рушения жидкого стекла. Механизм твердения (сушки) можно объяснить следующим образом. При введении глицина в.золь жидкого стекла, частицы которого заряжены отрицательно РО, 1 п 5О, л л - х ) явя и Фа ф происходит снижение злектрокинетического потенциала, вследствие чего устойчивость жидко.го стекла нарушается и частицы лиофобногозоля коагулируют в твердый, плотный гель.Снижение злектрокинетического потенциала,обусловленного сжатием диффузионного слояпод влиянием электростатического взаимодействия биполярных ионов МН-СН - СОО вызывает переход мицеля жидкого стекла в изозлектрическое состояние с полной потерей агрегатив.ной...
Предыдущий патент: Стержневой ящик
Следующий патент: Импульсная головка
Случайный патент: Линия для получения сухого обогащенного мелкозернистого угля