B23B 1/00 — Способы токарной обработки или обработки, требующей использования токарных станков; использование вспомогательного оборудования для этого
Способ вибродеформационной обработки

Номер патента: 1754330
Опубликовано: 15.08.1992
Автор: Манько
МПК: B23B 1/00
Метки: вибродеформационной
...ус-. талостных напряжений по методике расчетаодноосного напряженного состояния, Необходимость учета запаса прочности обусловлена обеспечением прочности детали примногоцикловом нагружении. На фиг, 1 приведен эскиз, поясняющийпроцесс осущесталения способа; на фиг. 2 -блок-схема системы для реализации предлагаемого способа,Система содержит обрабатываемую нежесткую деталь 1, закрепленную в патроне 2 передней бабки, и механизм 3зажима-вибратора крутильных колебаний, а также соединенные последовательно вибратор 5, установленный на суппорте станка, режущий инструмент 6и блок 4 управления микроЭВМ), подключенный к системе ЧПУ 7,С блоком 4 управления соединены вибраторы 3 и 5 и вход ЧПУ 7.Способ осуществляют следующим образом,Деталь 1...
Способ управления обработкой резанием детали

Номер патента: 1754331
Опубликовано: 15.08.1992
МПК: B23B 1/00
Метки: детали, обработкой, резанием
...износа инструментовна стойкостной зависимости, принимаетсяза оптимальную. При этой скорости достигается максимальная производительностьпри минимальной интенсивности износаинструмента и, главным образом, обеспечиваются требуемые параметры качества обработанной поверхности.При обработке полимерных материаловизменение скорости резания не влияет насилу резания. Поэтому изменение приращения силы резания при изменении скоростирезания при сохранении постоянства длиныпути резания на каждой из скоростей резания может являться косвенным параметромдля оценки изменения интенсивности износа инструмента. Опытами установлено, чтоначало изменения приращения силы резания происходит при тех же значениях скоростей резания, при которых...
Способ чистовой обработки и резец для его осуществления

Номер патента: 1756018
Опубликовано: 23.08.1992
Автор: Мосичев
МПК: B23B 1/00
...колеблется в широких пределах, способе они будут 0,5 - 2,0 мм/об.например от 0,154 для меди до 0,527 для . Поскольку применение прижима можетстали ЗОХГСА, В соответствие с этими река- увеличить суммарные (резец+ прижим) усимендациями, а также из условия неизменя лия резания, то способ целесообразно приемости объема срезаемого слоя металла.и менять для обработки деталей при ихпроведенных экспериментов размеризме- жестком закреплении, При этом получистоняется в пределах =(1,0-4,0)с, а размерв вые операции могут стать чистовыми с однопределах =(0,8-3.0)т, временным повышением точностиНа фиг,1 представлена схема резания 10 обработки и улучшением шероховатости попо предлагаемому способу чистовой абра- верхности,ботки; на фиг,2 - резец для...
Способ изготовления деталей

Номер патента: 1759562
Опубликовано: 07.09.1992
Авторы: Гаврюсев, Иванов, Комяк, Чижов
МПК: B23B 1/00
...точением и шарикомс близкими рекимами обработки, но в обычньх условлях, в качестве СОЖ использовался этиловый спирт.Ня фиг. 1 гОказана схема установки настэ; ке; на фиг, 2 - схема установки резца вдержателе,Термастат 1 крепился через конус Ыорзе 2 в задней бабке станка, Передний конус3 зажимался в патрон, а задний 4 монтировался во вращающемся центре задней бабо Конусы изготовлены из стаги 12 Х 18 Н 9 Т.;Лежду обратными конусами 3 и 4 зажимаглобразец 5, Образец осторожно поджимализадней бабкой станка и остировали в центрах. Движение от станка передавалось через передний конус.Зяхслэкивание системы производилось путем заллвки термостата жидим азотом до установлсния термодинамическогсрэвновеси. системы, При этом в процессезэхолаживания...
Способ снятия остаточных напряжений в заготовках

Номер патента: 1761381
Опубликовано: 15.09.1992
МПК: B23B 1/00
Метки: заготовках, напряжений, остаточных, снятия
...мин с последующим охлаждением на воздухе в подвешенном состоянии, Из указанных заготовок методом шлифования были изготовлены стержни 1(см. фиг.1)28 мм,С=800 мм, 30 Наибольшая кривизна этих стержней не превышала 0,01 мм,П р и м е р 1. Для имитации напряженного состояния заготовок одновременно 35 40 45 50 55 ской, преимущественно токарной обработке, согласно изобретению после отжига на наружной цилиндрической поверхности охлажденной заготовки выполняют прорезку кольцевых канавок с шагом, равным 0,50,7 наружного диаметра заготовки на глубину, меньшую величины припуска для последующей чистовой обработки.На фиг,1 показан вид образца заготовки в сборе с кожухом; на фиг,2 - вид образца после дробеструйной обработки; на фиг.З - вид образца после...
Способ механической обработки нежестких валов

Номер патента: 1761382
Опубликовано: 15.09.1992
Автор: Рудич
МПК: B23B 1/00
Метки: валов, механической, нежестких
...наличия припуска на всей длине обрабатываемого вала.Улучшение условий резания обеспечивается в результате снятия припуска на выточку тонкой части вала с радиусами галтелями) с обеих сторон в несколько проходов. Последний проход осуществляют с припуском до 0,5 мм с непременным условием, чтобы радиус вершины резца был минимум в 1,5 раза больше подачи на обработку. Этим достигается. гарантированная и качественная обточка галтелей с обеих сторон и цилиндрической части выточки вала.Предлагаемый способ отличается от известного тем, что предварительную обточку изделия выполняют до выточки галтелей с припуском на окончательную проточку выточки от 0,3 до 0,5 мм и у выхода резца с радиусом, превышающим подачу в 1,5 раза, ставят люнет у...
Способ определения динамической жесткости станка

Номер патента: 1761383
Опубликовано: 15.09.1992
Авторы: Васин, Сержантова
МПК: B23B 1/00
Метки: динамической, жесткости, станка
...экспериментально, и график кривой, аппроксимирующей точки следа: на фиг,5 - нормированные амплитудно-частотные характеристики станка, полученные методом спектрального 5 анализа кривой следа (1) и по приведенным значениям параметров упругой системы станка (2); на фиг.6 - экспериментальная кривая следа, имеющая колебательный характер. 10На схеме реализации способа показано: 1 - трехкулачковый патрон; 2 - ступенчатый образец; 3 - резец.Способ осуществляется следующим образом, В патроне 1 (или центрах) станка 15 устанавливают образец 2 в виде заготовки ступенчатой формы (фиг.1). К цилиндрическому участку ступенчатого образца 2 меньшего диаметра подводится до касания резца 3; причем главным угол в плане р 20 резца должен быть равен...
Способ обработки торцов труб

Номер патента: 1763090
Опубликовано: 23.09.1992
Авторы: Дымова, Копылов, Федоров
МПК: B23B 1/00
...крайнем правом положении (1) резца левая часть режущей кромки не испытывает термической нагрузки и охлаждается, В крайнем левом положении(11) резца в подобных О условиях находится правая часть режущей С кромки. Общая длина режущей кромки 3 должна бопее чем в два раза превышать толщину стенки трубы. В противном случае ф средняя часть режущей кромки 3 должна - д более чем в два раза превышать толщину стенки трубы, В противном случае средняя часть"рейфцей"кромки будет постоянно находиться в контакте с заготовкой, и по аналогии с прототййом, испытывать постоянно теплбвуюнагрузку"Иинтенсивно йзнашиваться, По той же причине амплитуда возвратно-поступательного перемещения твнмомол мммэс 1)ы гвдьй"Оннвв .р, й"1763090 Составитель А,...
Способ механической обработки с кинематическим дроблением стружки

Номер патента: 1763091
Опубликовано: 23.09.1992
Авторы: Константинов, Муртазин
МПК: B23B 1/00
Метки: дроблением, кинематическим, механической, стружки
...номинального контура на расстоянии . Вточке 3 величина подачи увеличивается доее рабочего значения Яр. На этой подаче производят точение следующего участка контура длинойсо снятием припуска величиной Л, Описанный процесс циклически повторяется до тех пор, пока не будет выполнен получистовой проход по всей длине контура обрабатываемой детали. Длину , определяющую размеры участков дробления стружки, выбирают исходя из диаметра заготовки и свойств обрабатываемого материала. Для наиболее распространенных типоразмеров стальных заготовок значениесоставляет величину порядка 10 - 15 мм, После выполнения получистового прохода инструмент на ускоренной подаче возвращают в исходное положение,Далее выполняют чистовой проход, для чего инструмент...
Способ механической обработки с нагревом

Номер патента: 1763092
Опубликовано: 23.09.1992
Автор: Липатов
МПК: B23B 1/00
Метки: механической, нагревом
...в зоне, смежной с анодом. Отсутствие тока, протекающего по основной массе детали, ведет к отсутствию ее нагрева, а следовательно, к повышению коэффициента полезного действия электрических разрядов. При этом отпадает необходимость в устройстве для подвода электрического тока к обрабатываемой детали, что значительно повышает электробезопасность выполнения механической обработки.Одновременно пропускание электрических импульсных разрядов в двух зонах; между катодом и деталью, и обрабатываемой поверхности детали и анодом по сравнению с пропусканием разрядов в одной зоне: между катодом и анодом - деталью обеспечивает повышение производительности обработки за счет повышения скорости нагрева в двух зонах с малым интервалом времени между...
Способ изготовления рабочих колес лопаточных машин

Номер патента: 1764826
Опубликовано: 30.09.1992
Авторы: Захаров, Поляков, Рыжков
МПК: B23B 1/00
Метки: колес, лопаточных, машин, рабочих
...диска и их закреплении, согласно изобретению, диски колес изготавливают путем нарезания их от общей цилиндрической заготовки максимально допустимой длины, на поверхности которой предварительно нарезают пазы заданного профиля сечения по многоходовой винтовой линии, шаг витков которой принимают равным шагу размещения лопаток на диске колеса заданного типоразмера, при этом хвостовики лопаток соответствующего профиля сечения также выполняют по аналогичной винтовой линии, после чего лопатки на каждом диске закрепляют известными приемами,Сущность изобретения иллюстрируется чертежами. На фиг. 1 изображена схема нарезания пазов на цилиндрической заготовке; на фиг. 2 - вид А на фиг. 1; на фиг, 3 - схема паза в диске; на фиг. 4 - лопатка...
Способ определения оптимального коэффициента трения на задней поверхности резца

Номер патента: 1768352
Опубликовано: 15.10.1992
Авторы: Войтов, Подураев, Шатуров
МПК: B23B 1/00
Метки: задней, коэффициента, оптимального, поверхности, резца, трения
...1 (фиг.7) для лезвия; расположенного на гЛубйне Ь = Ьл = а, Аналогичным образом можно определить коэффициент трения на задней поверхности резца при расположенйи его лезвия на любом расстоянии Ь (фиг.7). Если Ъ Ьу, где Ьу - глубина упрочнения металла от действия ролика, то,изб =,иисх, )Всх - коэффициент трения на задней поверхности резца для исходной неупрочненйой поверхности, При й = 0 имеем рай =,иопт, т.е. самый наименьший (оптимальный) коэффициент трения, соответствующий Р = Ропт (фиг;6, 7).Рассмотрим другой вариант определения коэффициента трения при осуществлении способа резания с ОПД (фиг.З) на строгальном станке. Резец 1 обрабатывают деталь 2 свободным строганием, снимая припусктолщиной "а", Впереди резца 1 вращающийся 3 ролик...
Способ настройки режущего инструмента

Номер патента: 1770099
Опубликовано: 23.10.1992
Авторы: Бернштейн, Гебель, Нефедов, Старкина
МПК: B23B 1/00, B24B 5/06
Метки: инструмента, настройки, режущего
...через оси 01 и 02. Круг 7 правят периодически алмазом 8, закрепленным в держателе 9, и при подаче на правку - взаимодействующим с кругом 7 в точке Оз, которая номинально лежит в одной плоскости 10 с осями 01 и 02. Вибрации держателя 9 с алмазом 8 контро 25 30 35 40 45 50 55 лируют индикатором акустических колебаний 6, по сигналу которого судят о наличии контакта алмаза 8 с кругом 7.Как показано на фиг.4, смещение трчки Оз контакта алмаза с кругом в точку Оз вызывает увеличение радиуса Й заправляемого круга на величину ЛЯ, которая по мере уменьшения радиуса круга увеличивается, что исключает возможность обработки по жесткому упору. Точная настройка затрудняется тем, что алмаз изнашивается и изменяет форму так, что проведенная через...
Устройство для обработки материалов

Номер патента: 1770100
Опубликовано: 23.10.1992
Авторы: Ахметзянов, Верещагин, Догадин, Ильин, Суслов, Терентьев
МПК: B23B 1/00
...станок, приводя во вращение заготовку и обеспечивая необходимое для резания перемещение резца 2, В патрубок 11 вихревой трубы 10 подают сжатый воздух с температурой, равной температуре окружающей среды, который в вихревой трубе 10 вследствие эффекта Ранка разделяется на горячий поток, выходящий через патрубок 12, и на холодный поток, выходящий через патрубок 13. Холодный воздух далее по трубопроводам 15 и 16 подают в ионизаторы 3 и/или 5, в которых находятся коронирующие электроды 4 и 6, подключенные через высоковольтные выводы 20 и 22 к источникам питания 19 и 17,При этом происходит озонирование и ионизация воздуха. При взаимодействии ионизированного потока холодного воздуха с поверхностью обрабатываемой заготовки и режущей кромкой...
Способ механической обработки твердых материалов

Номер патента: 1773560
Опубликовано: 07.11.1992
Авторы: Лушпа, Проволоцкий, Сусла, Тросько
МПК: B23B 1/00
Метки: механической, твердых
...ролика 2, развивается не по траектории АВ (фиг, 1), как в условиях прототипа, а по траектории АС (фиг. 2), уже не захватывая объемы обработанного металла и не образуя нежелательных лунок на обработанной поверхности.роисходит своеобразное энергетическое регулирование процесса трещинообраэования.5 10 15 20 25 30 35 40 45 50 55 При накатывании дополнительным клиновидным роликом винтовой канавки на поверхности резания образуется еще одна эона искусственно внесенных напряжений. В этих обьемах металла образуется сеть макро- и микротрещин как результат действия напряжений, что снижает прочность материала.Резец, снимая ослабленный поверхностный слой металла, уже совершает меньшую работу, чем при обычном резании с предразрушением, так как...
Способ определения оптимальной скорости резания

Номер патента: 1773561
Опубликовано: 07.11.1992
Автор: Нуржанов
МПК: B23B 1/00
Метки: оптимальной, резания, скорости
...количества образцов, которые выбираются в зависимости от требуемой точности,После обработки каждый образец 7 устанавливают в приспособление, изображенное на фиг, 2. Индикаторы в начальный момент устанавливают в нулевое положение,По истечении определенного времени снимают показания каждого индикатора и определяют среднее значение минимум до трех образцов по Формуле 5 10 15 20 25 30 Для определения Ь 1 ср необходимо брать значение любых индикаторов 1-3; 2-4;3-5 и т.д. не менее чем в трех сечениях (фиг.1) у одного образца, что определяет остаточные деформации от изгиба оси детали, так как из-за изгибных деформаций от сил резания глубина резания меняется на величину деформации (1+ У 1) - глубина резания в сечении Н,(т+ У 2) - глубина...
Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками

Номер патента: 1773562
Опубликовано: 07.11.1992
Авторы: Городилов, Ляпин, Равская, Родин
МПК: B23B 1/00
Метки: вращающимся, инструментом, канавками, кромкой, прерывистой, режущей, стружечными, токарной
...(плоскость А-А расположена над плоскостью 8-8).2). Формирование поверхности детали осуществляется при ее касании с профилем инструмента, определенным в плоскости А-А и представляющим собой сплошную окружность. При формировании поверхности детали указанная окружность обкатывается по поверхности детали. Процесс резания при этом может рассматриваться как обработка инструментом с эачищающей режущей кромкой (плоскость А-А совпадает с плоскостью 8-8),3). Формирование поверхности детали осуществляется при ее касании с профилем инструмента, определенным в секущей плоскости, нормальной к оси инструмента и смещенной в сторону его верхнего основания относительно плоскости А-А (фиг. 2). Формирование поверхности детали при этом осуществляется...
Способ определения жесткости станков

Номер патента: 1773563
Опубликовано: 07.11.1992
Авторы: Васин, Сержантова
МПК: B23B 1/00
...на левом ступенчатом образце,ближайшем к передней бабке, после обработки; на фиг, 3 - величина перепада в радиусах на правом ступенчатом образце,ближайшем к задней бабке, после обработки.На схеме показано левый образец 1,цилиндрическая оправка 2, правый образец3, гайка 4, резец 5.Способ осуществляют следующим образом.Предварительно на каждом из образцов1 и 3 протачивают по два цилиндрическихучастка, один из которых имеет меньшийдиаметр О (фиг. 1). Ступенчатые образцы 104 м. Использов позволяет повы жесткости упру тельно уменьш ния жесткости,ние предлагаемого способа сить точность определения ой системы станков и значиить трудоемкость определеФ о рмул Способ оп ков, заключаю ленных на оп максимальных обрабатываем а...
Способ механической обработки

Номер патента: 1773564
Опубликовано: 07.11.1992
Авторы: Лачев, Радьков, Разнорович, Шатуров
МПК: B23B 1/00
Метки: механической
...В осевом сечении детали профиль микрогребешка 4 располагается с частотой, равной подаче резца 81. Деформирующий ролик 3 устанавливают его рабочей поверхностью 5 относительно обрабатываемого микро- гребешка 4 с перекрытием его основания ВВ 1 81 (фиг. 3). В процессе обработки микрогребешок 4 полностью пластически деформируется роликом 3. В результате его верхняя часть ВгВзС 1 деформируется, а впадина между соседними микрогребешками СгВВг заполняет деформированным металлом,Линия ВгВз является средней линией микропрофиля. Она расположена на высоте Ь от вершины С 1 микрогребешка 4. Величина Ьзависит отуглов заточки резца. Так, для острозаточенного резца величина (приводится без вывода)5 10 15 г - радиус режущей кромки резца, Величина...
Способ обработки сопрягаемых конических поверхностей

Номер патента: 1773581
Опубликовано: 07.11.1992
Авторы: Мелай, Можейко, Протасьев, Софронов, Ямников
МПК: B23B 1/00, B23B 35/00
Метки: конических, поверхностей, сопрягаемых
...процесса, большие от;(лоцения размеров и геометрической формыдетаГП;Й-пареелью изобоетения яоэгяется пооыПение тоцности за счет уоеличения плотностиприлегания конического соеди ения,Цель достигается тем, ч)о по сгОсобуОбрабОТКИ СОпр 5 ГсЗЕГИЫХ КОНИЧЕСКИХ ГООЕЕ)хНОСТ 8151, ЗаклОчающЕмуСя 13 раздольНОЙобработке сопрягаемых Гооерхцостейг .18 эНЫМИ ИНСтРУМЕНтаМИ. ЕЕ ОСУЩЕСтопяютмноголезоийными инструме,цтами, раба гиеКромки режущих Г 83 БИ 5 оор предоагэитепьцо притерты между собегй, а 3 качестоеинструмента для обработки внутренних пооерхностей испол ьзуот КОЕИческуО разоертку с вицтооым напраоление 1 зубьев,На фиг.1 изображена схема притиркиоабочих кромок режущих лезвий инструмеэтоо: на фиг.2разрез по Л-Л ца фиг,1;на фиг,Зсхема...
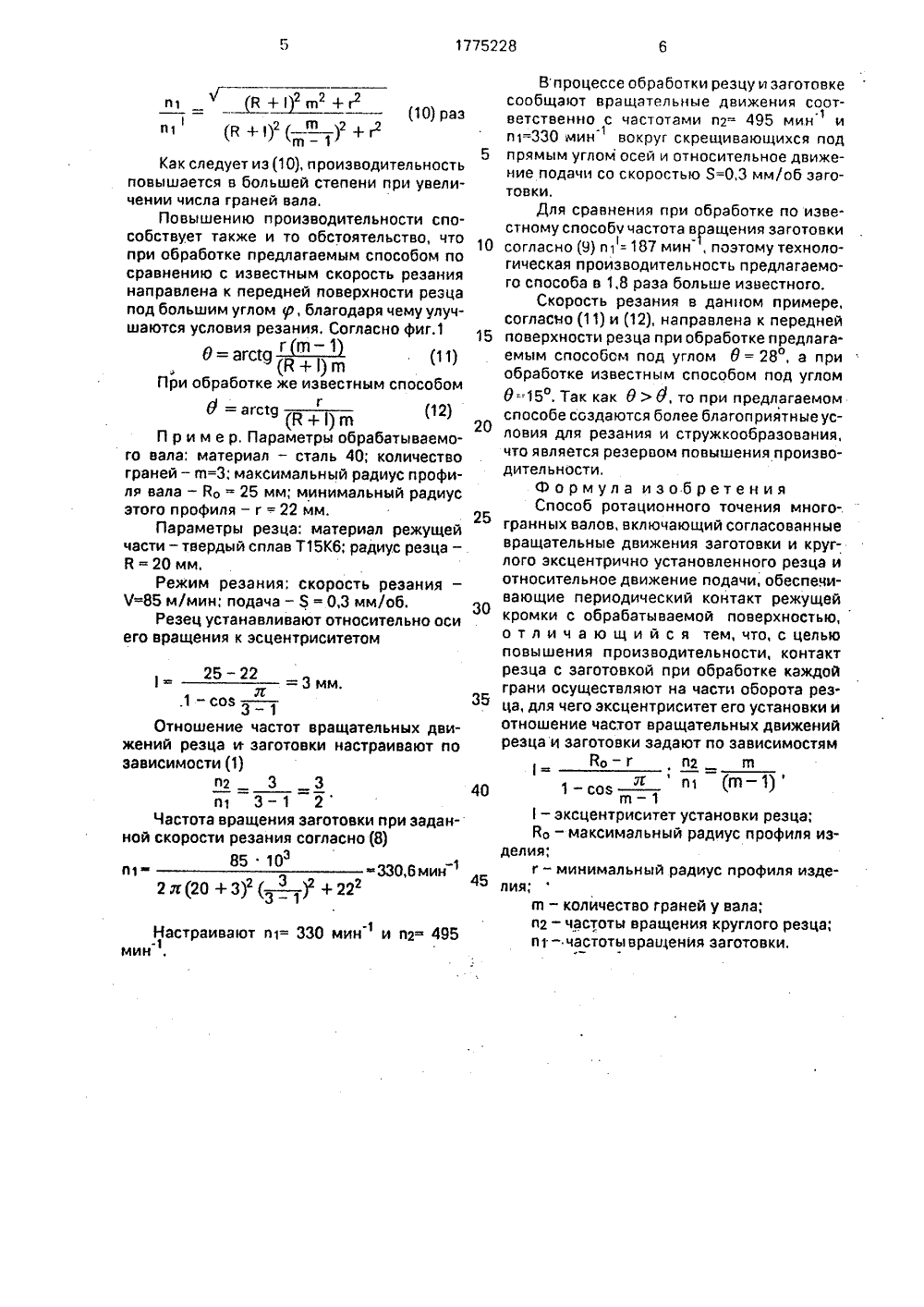
Способ ротационного точения многогранных валов
Номер патента: 1775228
Опубликовано: 15.11.1992
Автор: Данилов
МПК: B23B 1/00
Метки: валов, многогранных, ротационного, точения
...с обрабатываемой поверхностью,о т л и ч а ю щ и й с я тем, что, с цельюповышения производительности, контактрезца с заготовкой при обработке каждойграни осуществляют на части оборота реэ 35 ца, для чего эксцентриситет его установки иотношение частот вращательных движенийрезца и заготовки задают по зависимостямВо Г , П 2 п 1, , "=(-1)а - 1- эксцентриситет установки резца;Во - максимальный радиус профиля изделия;г - минимальный радиус профиля иэде 45 лия;гп - количество граней у вала;п 2 - частоты вращения круглого резца;п 1- частоты вращения заготовки,177522 Д Щя оставитель В.Данилехред 1 Л.Моргентал Н,Коро Коррек дакт и ГКНТ ССС Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Заказ 4010 Тираж ВНИИПИ...
Устройство для токарной обработки тонкостенных цилиндров

Номер патента: 1776490
Опубликовано: 23.11.1992
Автор: Пашков
МПК: B23B 1/00
Метки: токарной, тонкостенных, цилиндров
...Рь = 0,2-0,4 МПа, Деталь как бы всплывает, центрируясь относительно полюсных наконечников 6 цилиндрического статора. Одновременно сжатый воздух подается по каналу 20 к отверстию 21 в канавках 22, что приводит к всплытию упора 18.Грузоподъемность аэростатической опоры, образованной одним полюсным наконечником 6 с одним карманом-канавкой 7 определяется на основе выражениягде Ь - ширина полюсного наконечника;.- длина кармана;1 Р(к) - коэффициент, зависящий от характеристики опоры.1 =17,3 Ь /Ьй,Ь = (Оу - Он)/2 - радиальный зазор между деталью и полюсным наконечником(принимается равным 0,25 - 0,75 мм);11/0,7- глубина кармана.Жесткость аэростатической опоры) зРьЮЬПосле центрирования детали осуществляется запитывание сдвинутых по фазе на 90...
Способ механической обработки

Номер патента: 1779462
Опубликовано: 07.12.1992
Авторы: Желобов, Желобова, Романов
МПК: B23B 1/00
Метки: механической
...монотонное уменьшение расстояниямежду ними.На чертеже представлена схема процесса точения,Процесс точения по предложенномуспособу осуществляется при сочетании трехдвижений: быстрого вращения обрабатываемой заготовки 1 с частотой вращения Г 1,17794 б 2 А ии поверхнобретения заобработке ущим инстружателе охвадержателя и вижение, оси станавливают зцедержатель оси, а держаают в направскоростью, уменьшение использовано при формирован стей вращения. Сущность изо ключается в том, что при вращающейся заготовки реж ментом, установленным в дер тывающего заготовку резце совершающим планетарное д заготовки и резцедержателя у кон центрично. При этом ре вращают вокруг собственной тель с инструментом перемещ лении к оси заготовки со обеспечивающей...
Способ токарной обработки резцовой гребенкой и устройство для его осуществления

Номер патента: 1780926
Опубликовано: 15.12.1992
Авторы: Гарибов, Карпов, Халилов
МПК: B23B 1/00
Метки: гребенкой, резцовой, токарной
...12 на ось 13 шаблона,которая закреплена в крышке 5 резцовойгребенки,Для ограничения перемещения шаблона 10 до нужной постоянной высоты накрышке 5 закреплены цапфы 14; В щеках 11шаблона 10 размещены регулировочныевйнты 15. Поверхность шаблона 10, к которой прижаты резцы 3 и поверхность, противоположная ей, выполнены строгопараллельными для точной установки гребенки на поперечных салазках 16 суппортастанка.Способ токарной обработки резцовой 30гребенкой закрепленной на поперечных салазках 16 суппорта токарногостанка реалйзуется следующим образом.Несколько резцов 3 с учетом длины обрабатываемого ротора 4 устанавливают в 35корпусе (гребенки йо откидывающемусяшаблону 10, которые во время установкиприжимаются к шаблону каждый своимплунжером...
Способ обработки некруглых поверхностей и устройство для его осуществления

Номер патента: 1782696
Опубликовано: 23.12.1992
Авторы: Лакирев, Соловьева, Чиненов
МПК: B23B 1/00
Метки: некруглых, поверхностей
...и копир, направляющие ее элементы, в частности ролиустановлено основание 3 копирного устройства с поводком 4, На нижнем торце основания посредством оси 5 закреплен с возможностью поворота вокруг своей оси ролик-щуп 6. На нижнем торце корпуса посредством направляющих 7, 8 установлен с возможностью возвратно-поступательного движения ползун 9. На ползуне жестко крепится резцедержатель 10 с резцом 11. К направляющей 8 жестко крепится кронштейн 12, несущий в подшипниках 13 ось шестерни 14. На оси шестерни крепятся посредством упругих элементов 15 грузы 16. Шестерня находится в зацеплении с внутренними зубьями колеса 17, жестко прикрепленного к основанию копирного устройства. На ползуне крепится посредством винтов копир 18, находящийся в...
Способ обработки валов чашечным резцом

Номер патента: 1785826
Опубликовано: 07.01.1993
Автор: Шатуров
МПК: B23B 1/00
Метки: валов, резцом, чашечным
...вала. 25Затем разворачивают плоскость рекущей кромки 2 резца 1 или ось 3 резца относительно оси 5 центров станка или обрабатываемой поверхности 6 детали 7 на угол у, определяемый из соотношения: 30агсвп С г - .1ссагсгс (ф,2 гУГ - Нгде Л - величина упругой деформации материала, вызванной его обработкой резцом;Я - подача резца, 35,После установки резца его подводят к обрабатываемой детали 7, приводят деталь во вращение, осуществляют подачу резца Я, принудительное вращение со скоростью Чр (возможно самовращение резца от обраба тываемой детали) и производят обработку.При обработке слоистых, волокнистых и ворсистых материалов качество обработки повышается при однонаправленности сил,действующих со стороны резца на обработанную...
Способ обработки отверстий преимущественно многозубым инструментом

Номер патента: 1787693
Опубликовано: 15.01.1993
МПК: B23B 1/00, B23D 43/00
Метки: инструментом, многозубым, отверстий, преимущественно
..."зубьев 3 инструмента 1 осуществляют на длину его"заборной части ( Послечего инструменту 1 сообщают поступательное перемещение 32 в обратном направлении по стрелке 5, на длину и, по крайней мере больше шага Р спирали зубьев 3. Инструмент 1 возвращают в исходное положение, после чего цикл повторяют, 2 ил,Известен также способ обработки отверстий путем вращательного и поступательногб относительных перемещений многоэубого инструмента и заготовки с циклически изменяемой скоростью.Недостаток этого способа состоит атом, что деформирование осуществляют в постоянном направлении. В результате при разрушении нароста вязких материалов увеличивается шероховатость обработанной поверхности, изнашиваются лезвия, А О образующаяся длинная стружка...
Способ механической обработки нежесткой детали инженера лутова

Номер патента: 1789321
Опубликовано: 23.01.1993
Автор: Лутов
МПК: B23B 1/00
Метки: детали, инженера, лутова, механической, нежесткой
...внутренних сил в детали в результате ее переустановки.Он равен ЬМАдет = МА пр+Ь МА накл,(2) ГДЕ Ь МА дет - ИЗМЕНЕНИЯ МОМЕНта ВНУТРЕН- них сил в результате ее переустановки;МА пр - момент, созДаваемый внУтРенними силами в снимаемом припуске до механообработки;ЬМА накл - ИЗМЕНЕНИЕ МОМЕНта ВНУТРЕН- них сил на поверхности детали, произошедшее в результате наклепа при механообработке.Оцениваются эти величины по предельно возможным значениям, Для этого предполагают:1. Вся потенциальная энергия, накопленная в снимаемом припуске и слое детали, подвергающемся наклепу, идет на искривление детали, то есть растягивающие и сжимающие напряжения расположены по разные стороны от нейтральной оси, и суммарные статические моменты сжатой и растянутой зоны...
Способ изготовления прецизионных валов

Номер патента: 1792806
Опубликовано: 07.02.1993
МПК: B23B 1/00
Метки: валов, прецизионных
...- концентрично оси вращения шпинделя - во 20вращающемся центре задней бабки. Нарасстоянии 0,5-0,75 длины вала от торца,концентричного оси вращения шпинделявыбирают контролируемое сечение вала, устанавливают в плоскости этого сечения настанине или в суппорте станка индикаторлинейных перемещений. Вращая вал, определяют величину и ориентацию биения поверхности вала в контролируемом сечении.Смещая торец вала в четырехкулачковом 30патооне, устанавливают вал так, чтобы максимально снизить измеряемое биение наружной поверхности вала, Если вал вконтролируемом сечении не имеет отклонений макрогеометрии (эллипсности, огранки 35и т.п.), то торец вала устанавливают так,чтобы биение в контролируемом сеченииотсутствовало, Минимальное биение...
Способ получения пленочной ленты из фторопласта

Номер патента: 1794592
Опубликовано: 15.02.1993
Авторы: Андреев, Роговцев, Холодова
МПК: B23B 1/00
Метки: ленты, пленочной, фторопласта
...непосредственнона поперечном суппорте 2 так, что его режущее лезвие расположено параллельно осивращения заготовки 3 и выше ее центра навеличину Н, Заготовку используют в видевтулки, которую запрессовывают на оправку 4. Процесс резания осуществляют поперечной подачей Я резца при вращении взаготовки. Как известно, для обеспечения непрерывности стружки (пленки) и снижения ее усадки при обработке фторопласта необходимо использовать резцы с большими положительными передними углами, Исследования показывают, что величина этого угла должна составлять не менее 20,Однако при работе резцам с положительным передним углом и размещением его по центру или ниже оси заготовки (как в прототипе) при получении широкой стружки (пленочной ленты) возникают...