B23B 1/00 — Способы токарной обработки или обработки, требующей использования токарных станков; использование вспомогательного оборудования для этого
Способ изготовления пластинчатого изделия с рифленой поверхностью

Номер патента: 1722696
Опубликовано: 30.03.1992
Авторы: Лашков, Михайлов, Фадеев, Шевко
МПК: B23B 1/00
Метки: изделия, пластинчатого, поверхностью, рифленой
...расчетных точках заготовки 1 выполнены отверстия 7 под винты 8, вводимые в отверстия 4, и отверстия 9 под винты 10, вво димые в отверстия 5.Для обеспечения плотного (беззазорного) прилегания деформированной заготовки 1 к оправке 2 используется прижимная планка 11, Для формирования риф лей на поверхности заготовки 1 используюттокарный станок, который содержит: подпружиненный центр 12 передней бабки (не показана), предназначенный для взаимодействия с соответствующим подпятником 6 посредством сферического наконечника;боковой конической поверхности деформированной заготовки 1 спиральную канавку, каждый виток которой прерывается при нахождении резца 20 в зоне углубления 3. Заданная глубина канавки может быть достигнута одно- или...
Способ токарной обработки

Номер патента: 1722697
Опубликовано: 30.03.1992
Автор: Иманкулов
МПК: B23B 1/00
Метки: токарной
...зуба 2;Рх 1 и РХ 2 - радиальные составляющие силы резаний зубьев 1 и 2 соответственно,Наибольшее влияние на точность в радиальном сечении детали оказывает значение радиальной составляющей силы резания, а влияние тангенциальной составляющей незначительное (см. фиг. 2), Например, при диаметре заготовки 30 мм, тангенциальное смещение центра детали и1722697 то а/2-2/3, откуда, угол а-70 О. Фиа 1 Составитель Д. КутеповТехред М.Моргентал Корректор Н. Ревская Редактор Э. Слига каэ .1021 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 вершины резца в 50 мкм дает погрешность диаметрального размера...
Способ точения сложных поверхностей

Номер патента: 1722698
Опубликовано: 30.03.1992
Автор: Данилов
МПК: B23B 1/00
Метки: поверхностей, сложных, точения
...профиля обработанной поверхности,В процессе обработки заготовке 2 сообщают вращение В с частотой о 1 вокруг оси 5, а резцу 3 - согласованное с ним вращение В 2 с частотой п 2 вокруг оси 4 и прямолинейное движение подачи Пз вдоль оси 5. Отношение частот вращательных движений резца и заготовки задают равным числу выступов (граней) й обработанной поверхности. Одновременно с этими движениями резцу сообщают относительное возвратно-поступательное движение П, согласованное с его вращением Вр зависимо- стью где а - текущее значение перемещения резца в движении П 4;р - угол поворота резца..Вращение резца и его возвратно-поступательное перемещение синхронизируют таким образом, чтобы смещение точки контакта вдоль образующей некруглой...
Способ токарной обработки

Номер патента: 1726137
Опубликовано: 15.04.1992
МПК: B23B 1/00
Метки: токарной
...вспомогательной режущей кромки).С центром детали свяжем правоориентированную систему координат Х 2. Учитывая, что державка резца прямоугольного сечения, поворот инструмента осуществляется на 90 О. Для унификации расчетных зависимостей введем угол ф принимающий значение угла в плане(главного р или вспомогательного р) согласно таблицы и характеризующего положение режущей кромки длиной 1., осуществляющей процесс резания после поворота инструмента,Тогда уравнение проекции режущей кромки (главной или вспомогательной) на поперечную секущую плоскость Х 2 запишется2 = (й - Х) стд ф. (1) Из условия перпендикулярности двух прямыхК 1 Кг=-1,где К 1 и Кг-угловые коэффициенты наклона рассматриваемых прямых к оси ОХ, уравнение прямой 1,...
Способ обработки резанием многорезцовым вращающимся инструментом

Номер патента: 1726138
Опубликовано: 15.04.1992
МПК: B23B 1/00
Метки: вращающимся, инструментом, многорезцовым, резанием
...которая войдет в коэффициент А(р),На устанавливаемых по длине и положению участках 11 эоны резания, соответствующих участкам поверхности детали, обработанным предыдущими резцами первой группы, резцы 7 второй группы смещают в радиальном направлении - движение П 5(фиг. 1). При этом направление и величина скорости Чэг результирующего перемещения зависит от величины ее касательной Ча и радиальной Чг составляющих. Величина скорости радиальною смещения резцов второй группы определяется зависимостьюЧг= вЩЪ),где ц - угол, описывающий положение точки (зоны) контакта В режущего лезвия резца с обрабатываемой поверхностью и отсчитываемой от нормали к обрабатываемой поверхности, проходящей через центр инструмента Ои,1 г(рг) - функциональный...
Токарно-упрочняющий станок

Номер патента: 1726139
Опубликовано: 15.04.1992
Авторы: Гончаренко, Лищинский, Рудник, Рыжов, Торгашев
МПК: B23B 1/00
Метки: станок, токарно-упрочняющий
...Наличие практически постоянной площади контакта и постоянного усилия прижатия способствует стабилизации процесса и повышению качества покрытия. Упрочняющий ролик, расположенный с противоположной стороны детали, сглаживает неровности поверхности и упрочняет ее, что исключает дополнительную обработку покрытия и повышает усталостную прочность деталей,Кроме того, значительно упрощена конструкция станка, что позволяет осуществить его реализацию практически в любых ремонтных мастерских, Так, одна из головок установлена вместо резцедержателя на поперечном суппорте станка, поэтому позволяет использовать механизированный и ручной привод суппорта для ее перемещения. Вторая головка размещена на траверсе, закрепленной на основании суппорта, При...
Токарный демпфирующий резец

Номер патента: 1726147
Опубликовано: 15.04.1992
МПК: B23B 1/00, B23B 27/00
Метки: демпфирующий, резец, токарный
...кронштейна 10. упругую подушку из эластичного материала, например резины.Резец работает следующим образом.Как известно, при различных видах точения (продольном точении, проточке торцовых поверхностей и др,), когда режущая кромка резца расположена под углом р к оси обрабатываемого изделия, проходной резец устанавливают вершиной по оси изделия. В процессе резания в результате износа резца, а также в результате упругого сжатия подкладок при закреплении резца в резцедержателе или неравномерного прижатия болтами державки к поверхности резцедержателя вершина резца может располагаться выше или ниже оптимального положения относительно оси заготовки. Допускается установка вершины резца выше или ниже оси заготовки на величину и = (0,01 -...
Способ вихревого точения деталей вращения

Номер патента: 1731444
Опубликовано: 07.05.1992
Автор: Данилов
МПК: B23B 1/00
Метки: вихревого, вращения, точения
...т.е. Одновременно при соблюдении этих условий исключается влияние значения подачи и длины режущей кромки на отношение частот вращения заготовки и инструмента,Центральный угол го, наложена режущая кромка, мжен через геометрическинструмента зависимостью где- длина проекции режущей кромки на окружность диаметром, равным диаметру 0 инструмента,Так как= Втдш, то с учетом выражений 5 (4) и (5) имеет место зависимость (1).Профиль обработанной поверхностипредставляет собой многоугольник с Р сторонами, минимальное количество которых10 где М - определяется выражением (3),От Р зависит точность обработки (при ближение профиля обработанной поверхности к окружности), поэтому значение Р определяют аналитически на этапе разработки технологии обработки...
Способ обработки изделий

Номер патента: 1731829
Опубликовано: 07.05.1992
Авторы: Зорков, Рачинская, Романенко
МПК: B23B 1/00, C21D 1/04
...инструмента сложной формы северной полярностью, что повышает стойкость инструмента в 2 - 3 раза, значительно снижает трудоемкость магнитной обработки и увеличивает производительность мехобработки.Кроме того, свободное размещение катушек по обе стороны инструмента обеспечивает возможность получения северной полярности на режущих элементах независимо от их конструктивного расположения на самом инструменте и существенно влияет на увеличение срока службы инструмента и качество обработки.На фиг, 1 приведено устройство для осуществления предлагаемого способа; на фиг, 2 - схема расположения магнитных силовых линий при работе. устройства.Электрическая энергия преобразуется в электромагнитную с помощью двух катушек 1 и 2, которые...
Способ обработки материалов резанием

Номер патента: 1734955
Опубликовано: 23.05.1992
Авторы: Гусенко, Мирсков, Михайлов, Цуканов, Ярославцев
МПК: B23B 1/00
Метки: резанием
...точение производят широколезвийным фасонным резцом с переменной по величине поперечной подачей, изменяющейся от максимального в начале обработки до минимального в конце обработки значения, при этом максимальное (Ямакс), промежуточные (Як) и минимальные (Ямин) значения подачи определяют предварительно из соотношений; Ямакс = Е Тмин Л 7, Ьб заг/64 Сц х4=1х В ц ( - 4 (1) Ямин =Е ТминЕЬ 1 б деи/64 Сц Х4=1 х В 2 о- ц (2)ЯМ = к -Ямин (3) где К - количество участков детали;- длина детали; н - модуль упругости материала детали; Тмин - половина минимального поля допуска погрешности диаметра;В - ширина обрабатываемой поверхности;ц - координата положения центра режущей кромки; Ь - длины участков д бзаг - диаметры участ 5 10 15 20 25 30 35 40 бдат...
Способ обработки резанием чашечным резцом
Номер патента: 1738471
Опубликовано: 07.06.1992
Авторы: Разнорович, Шатуров
МПК: B23B 1/00
Метки: резанием, резцом, чашечным
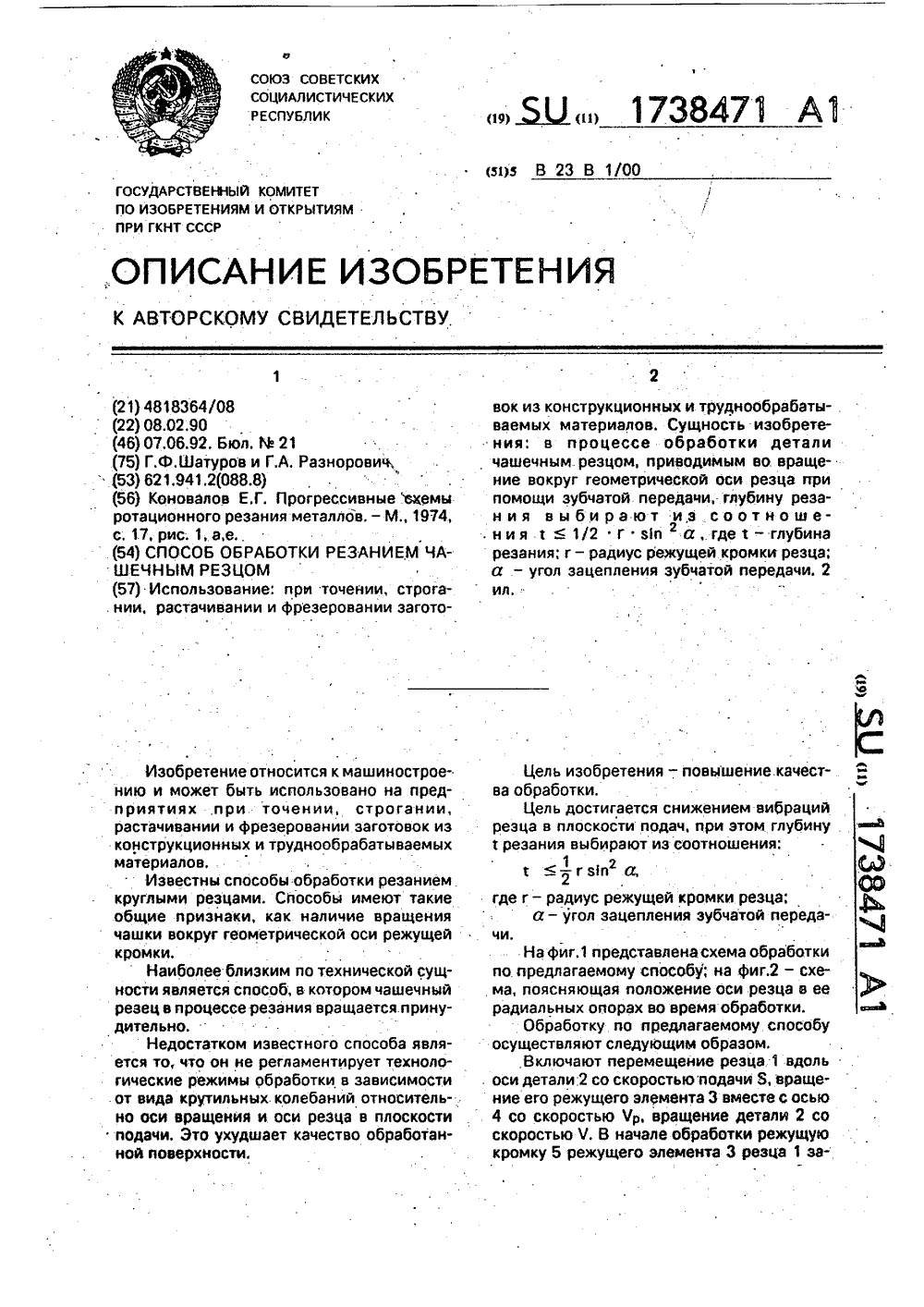
...Сущность изобретения: в процессе обработки детали чашечным резцом, приводимым во. вращение вокруг геометрической оси резца при помощи зубчатой передачи, глубину резания выбирают из соотноше, ния Т 1/2 Г зп а,.где т - глубина резания; г - радиус режущей кромки резца; а - угол зацепления зубчатой передачи. 2 ил. Цель изобретения - повышение.качества обработки,Цель достигается снижением вибрацийрезца в плоскости подач, при этом глубинут резания выбирают иэ соотношения:с - г з 1 п а1 г2где г - радиус режуща- угол зацепл На фиг.1 представленасхема обработки по предлагаемому способу; на фиг.2 - схема, поясняющая положение оси резца в ее радиальных опорах во время обработки.Обработку по предлагаемому способу осуществляют следующим...
Способ обработки заготовок из нержавеющих и жаропрочных сталей

Номер патента: 1738472
Опубликовано: 07.06.1992
Авторы: Ткачик, Туцкий, Шушкевич
МПК: B23B 1/00
Метки: жаропрочных, заготовок, нержавеющих, сталей
...настолько, что значение электродного тывая пористостьи налиЧие коррозионных очагов и питтингов в.результате травления исходной поверхности заготовки в растворе, содержащем ионы хлора, алюминиевое,напыленное покрытие будет электрохимически разрушать стальную поверхность заготовки и тем самым создавать условияразупрочнения поверхностного обрабатываемого слоя Таким образом, травлением заготовок из нержавеющих и жаропрочных сталей обеспечивается подготовка поверхности под последующее газотермическое напыление слоя алюминия.В результате травления образуются корроэионные питтинги из-за точечной коррозии, обусловленной образованием микрогальванопар при нарушении способности нержавеющей и жаропрочной стали к образованию пассивной...
Способ токарной обработки со стружколоманием

Номер патента: 1738473
Опубликовано: 07.06.1992
Автор: Хватов
МПК: B23B 1/00
Метки: стружколоманием, токарной
...- достижение стабильного стружколомания при одновременном обеспечениикачества обработанной поверхности.Размеры канавки выбираются из условия, что луч лазера при однопроходной имногопроходной обработке, проходя черезповерхность резания, не должен оставлятьследы на формируемой обработанной поверхности. заготовки. Кроме того, режимыработы самого лазера, в частности энергияв импульсе, длительность его действия должны обеспечивать не только размеры канавки, но и требуемую длину стружки приназначении периода следования импульсов, При этом при одной и той же требуемойдлине стружки период следования импульсов изменяется кратно отношению глубиныстружкоразделительной канавки Ь к толщине срезаемого слоя а. Для снижения энерго- .затрат...
Способ обработки валов и отверстий и устройство для его осуществления

Номер патента: 1740135
Опубликовано: 15.06.1992
МПК: B23B 1/00
...перемещают в осевом направлении на расстояние, обеспечивающее совмещение выступов фасонной рабочей части 4 инструмента с будущими впадинами заготовки, и поворачивают рабо чую часть 4 инструмента относительно базирующей 5 до совмещения главной режущей кромки рабочей части с плоскостью, проходящей через оси базирующей и рабочей частей инструмента. Такое положение 30 обеспечивает обработку максимальной глубины канавки. После окончания обработки рабочую часть 4 инструмента поворачивают в обратном направлении и производят вывод инструмента из отверстия. Опора баэи рующей части инструмента на поверхностьи р едва рител ьно обработан ного отверстия обеспечивает замыкание сил резания на заготовке, что уменьшает отжим инструмента от...
Способ управления обработкой резанием

Номер патента: 1741968
Опубликовано: 23.06.1992
Авторы: Грищенко, Журавлев, Сезина
МПК: B23B 1/00
Метки: обработкой, резанием
...детали при установленных значениях глубины и скоростирезания и, изменяя подачу, получают эле- .ментную стружку, фиксируя при этом температуру передней поверхности резца изапоминая это значение. В процессе работына автоматизированном станке фиксируют,(54) СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ РЕЗАНИЕМ(57) Использование: автоматизированное производство. Сущность: устанавливают датчик температуры над передней поверхностью резца. Измеряют и запоминают температуру передйей поверхности при отсутствии на поверхности стружки. При обработке детали автоматически измеряют датчиком температуру и уравнивают с ранее запомненной. В случае, если текущее значение температуры меньше ранее запомненного, измеряют подачу для получения элементной стружки. датчиком...
Способ определения оптимальных параметров процесса резания
Номер патента: 1741969
Опубликовано: 23.06.1992
МПК: B23B 1/00
Метки: оптимальных, параметров, процесса, резания
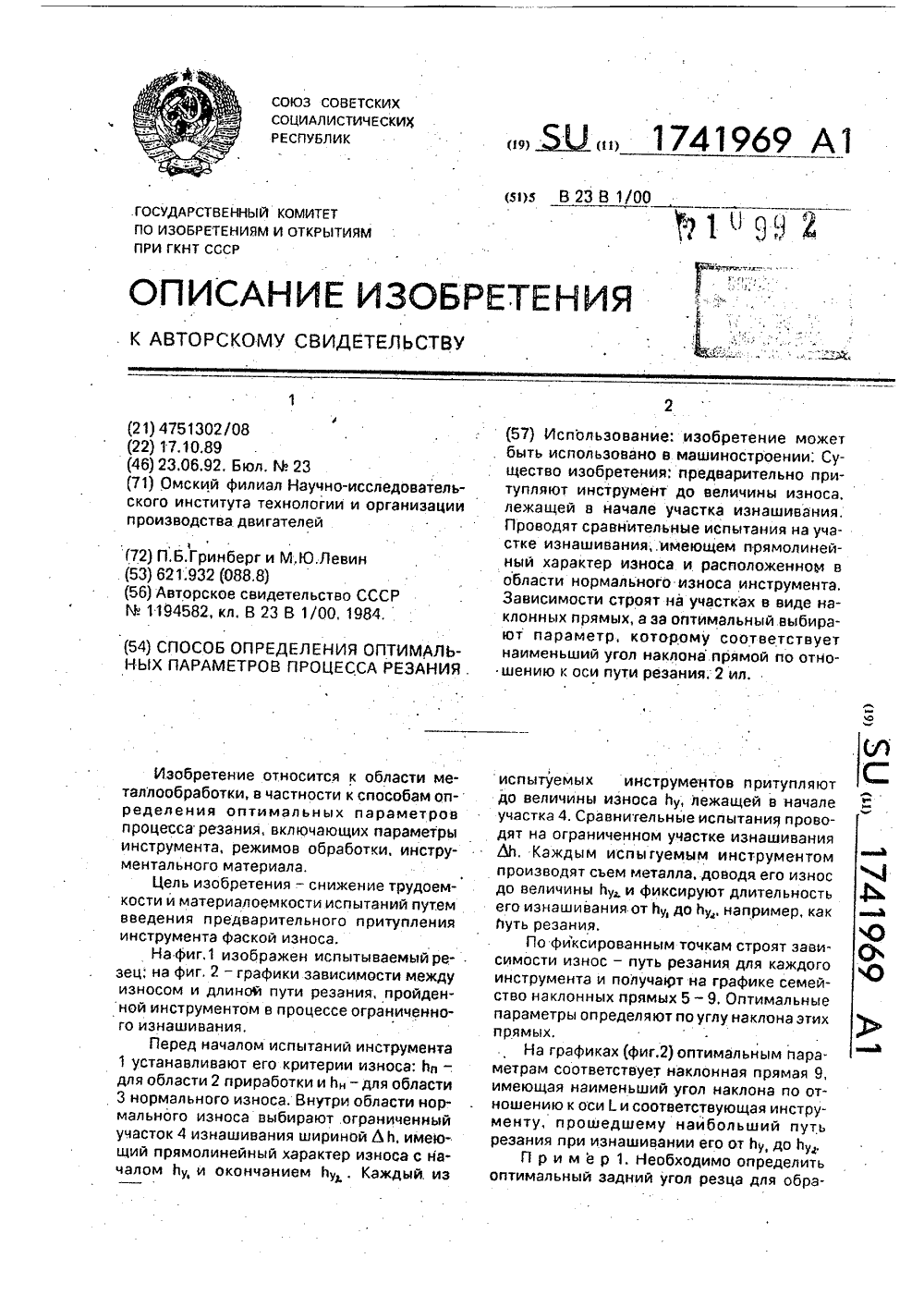
...на никелевой основе величина фаски приработки по задней поверхности пп = = 0,3 мм, Для области нормального износа критерий затупления Ь= 1,1 мм,.Для испытаний были заточены пять резцов с задними углами а 1 = 4 О; а 2 = бо; аз = 8 О; а 4 .=10; .а 5 = 12, Внутри области нормального износа был выбран ограниченный участок с Ьу, = 0,8 мм до Ьу, = 0,9 мм,Резцы перед началом испытаний притупляли фаской износа Ьу, = 0,8 мм, а в процессе испытаний.все резцы доводили до износа пу,= 0,9 мм. При этом были получены следующие данные по пути резания для испытания испытанных резцов, средйие по результатам.трех испытаний для каждого;4 - 21;2 м; б - 25 м; 8 - 20,7 м; 10 - 17 м; 12 - 14,8 м. На графике наименьший угол наклона к оси стойкости имеет...
Устройство для токарной обработки

Номер патента: 1741970
Опубликовано: 23.06.1992
МПК: B23B 1/00
Метки: токарной
...корпус в виде связанных между собой верхней Г-образной плиты 1 и нижней плиты 2. образующих канал 3. В канале 3 на плите 2 закреплены проходной 4, фасонный 5 и радиусный 6 резцы. В канале 3 расположены также формообразующие пластины 7 и 8, Пластина 7 закреплена на верхней плоскости 9 фасон- ного резца 5 под углом 30 к линейной части10 его режущей кромки. Пластина 8 закреплена на верхней плоскости радиусного резца 6, Между фасонным 5 и радиусным 6 резцами закреплены Т-образные шторки 11 с продольной прорезью в полках. При этом ширина В каждой из шторок 11 равна длине главной режущей кромки фасонного резца 5, Э количество шторок 11 выбирают иэ условияй= -- 2,Вгде- расстояние между фасонным 5 ирадиусным 6 резцами. Перегородки 12...
Способ приработки направляющих скольжения металлорежущих станков

Номер патента: 1743698
Опубликовано: 30.06.1992
МПК: B23B 1/00, B23B 25/06
Метки: металлорежущих, направляющих, приработки, скольжения, станков
...Р)1 К,ОГ 1 ДИНГЗТЫ;5)=.; "3 М , /2 - 2.) 1 М,стола 1 В точка;:, поиложения источн 1;3 ГОВтепловыделений принупринимает знач" ия. )ав. ОГ)репеляющие г)вложение максимальныхные нач ниям максимальных глубин впа)оверхностных Впадин, характеризу)ощихДин исхОДНОГО т 8 хнолОГическОГО 3)ельефа 40 ся Вел.лчинами п 1 П 2 )93 сООтвстственно;9 ще)9, т.а. Л 1= Ь 1, Й=332Ь,=и) 1)акслмальнье значень)я глуби 9 вг)аг)лн -НЗПРЗВЛЯЮЩей, т.Е. 1= 1, =я=-Л)(флг. 9 - 12). При этом, как показывают зкс" Ь 3=-137,2 мкм, Ь 219,7 МКМЬз=18,5 мкм;периментальные исследования темпарг- н,и,зол шие уаз, ьр-. а,1 Г1; ") МЕВПЗ Чинтурные смещенс, е ия точек поверхности 31 хЬ 1 =-110 х 35, 32 хЬ 2 =-100 х 40 3 зхЬз=110 х19 аправ)ощей, рзв"удал-.ых .; - Точки 45 30, где- дл 1...
Способ изготовления пластинчатого изделия с рифленой поверхностью

Номер патента: 1743699
Опубликовано: 30.06.1992
Авторы: Енютин, Лашков, Михайлов, Фадеев
МПК: B23B 1/00
Метки: изделия, пластинчатого, поверхностью, рифленой
...стержней 5, прижимной план б и болтов 7,Для выполнения ф нных канавок 12 с разделяющими гребня 13 оправку 2 совместно с деформиро ной заготовкой 120 25 30 те такого относительного перемещения рез 40 45 50 55 через поводок приводят во вращение с заданной скоростью, и с помощью резца 14, конфигурация которого соответствует профилю фасонной канавки 12, поочередно протачивают одну канавку за другой, обеспечивая заданное расстояние между гребнями 13, После завершения процесса изготовления канавок 12 с гребнями 13 заготовку-полуфабрикат 15 снимают с оправки 2 и придают ей первоначальный профиль заготовки 1, при этом участки заготовки- полуфабриката 15 вблизи отверстий 8 и 9, профиль которых восстановить невозможно, отрезают.Для...
Способ точения безвершинным резцом

Номер патента: 1743700
Опубликовано: 30.06.1992
МПК: B23B 1/00
Метки: безвершинным, резцом, точения
...детали по ине происходит при продольной пос одновременным сообщением воз-поступательных двойных ходовинного резца вдоль режущей кромплитудой, равной 1 р", где Л- на перекрытия линии центров й кромкой, зависящей от диаметочки, глубины резания и угла накложущей кромки относительно линии в.ичество двойных ходов резца для ния ломаной стружки необходимой определяется выражениеми - число оборотов детали, м/мин;К - коэффициент продольной усадки стружки.В случае обточки фасонной детали 4 с повторяющимся профилем элементарных участков предложенным способом (фиг, 2) безвершинный резец 1 выполняют с предварительно заданным отклонением от прямолинейности, а частоту двойных ходов выбирают в соответствии с количеством повторяющихся элементарных...
Способ резания с нагревом материала срезаемого слоя

Номер патента: 1743701
Опубликовано: 30.06.1992
Авторы: Ерегина, Каплий, Кухтик, Молчанов
МПК: B23B 1/00
Метки: нагревом, резания, слоя, срезаемого
...оси резцом 2 с широкой кромкой с нулевым задним углом, пластина которого изготовлена из В Кб ОМ, В зону контакта резца 2 с деталью 1 подводится электрический ток через контактный ролик 3, связанный с источником 4 питания. Снимают пробную стружку =2 мм, измеряют силу резания Рт датчиком 5 прибора 6, при этом сила тока при дальнейшей обработке определяется из соотношения Р ч 2 С 1 (1 г - 11)Уг- 3 Й (/31 0 ср ) и (р Р где Р, - сила резания;ф- главный угол в плане инструмента;Я - подача;н - скорость;ср, 1 р - коэффициенты;у- удельный вес заготовки;р- электрическое сопротивление;Ь - высота фаски на задней поверхностиинструмента; С - теплоемкость.При обработке необходим разогрев срезаемого поверхностного слоя на величину припускадля...
Способ обработки шатунных шеек коленчатых валов

Номер патента: 1743702
Опубликовано: 30.06.1992
Авторы: Домбин, Дятел, Лялякин, Сабиров, Сооруженков, Степанов
МПК: B23B 1/00
Метки: валов, коленчатых, шатунных, шеек
...3, 4, 5 и 6, Геометрические оси шатун ных шеек 3 - 6 имеют при этом значения отклонений Ь - й относительно осей симметрии 15 и 16 их номинального углового расположения, При синхронном схождении ориентирующих элементов 7 и 8, 9 и 10, 11 и 12, 13 и 14 происходит контакт одной из упорных плоскостей с ответной стороной одной из шатунных шеек 3, 4, 5 и 6, Эта шейка имеет по абсолютной величине максимальное значение отклонения Ьмакс. Коленчатый вал 1 поворачивается вокруг своей оси 17 вращения в сторону уменьшения значения максимального отклонения до тех пор, пока другая упорная плоскость не войдет в контакт с ответной стороной одной из шатунных шеек 3 - 6. В этот момент значения отклонений геометрических осей данных шеек сравняются по...
Способ обработки профильных торцовых поверхностей

Номер патента: 1743703
Опубликовано: 30.06.1992
МПК: B23B 1/00
Метки: поверхностей, профильных, торцовых
...положение оси поджатого к диску подпружиненного ролика толкателя вдоль оси 2 изменяется и характеризуется координатой 2 тек. 5 Искомая величина 2, представляющая собой перемещение толкателя в каждый конкретный момент, соответствующий определенному углу поворота шпинделя с заготовкой, есть разность между координа тами 2 о и 2 тек2=20 - 2 тек Как следует из фиг, 1, 2 тек=А+ В, где 15А=е сова; В =отсюда 20 2=(е+В+г)- - е соя аэв = е (1 - соя а, + (Р + г) - Это значит, что эксцентрику, взаимодействующему с резцовыми салазками, несущими режущий инструмент, на разных участках его поворота в пределах 360 сообщают различную угловую скорость, вследствие чего режущий инструмент получает различное по величине перемещение в направлении,...
Способ механической обработки полых деталей

Номер патента: 1743706
Опубликовано: 30.06.1992
Авторы: Агеев, Гвоздев, Левин, Смиллер
МПК: B23B 1/00, B23B 25/02
Метки: механической, полых
...способы механической. обработки, в которых используются режущие инструменты со специальной заточкой, непозволяют надежно обеспечить условия длястружколомания.Известны способы механической обработки, связанные с применением кинематического дробления стружки;Эти способы более надежны, но связаны с усложнением кинематики станков и снеобходимостью иметь специальный при-, вод к режущему инструменту.За прототип принят способ механической обработки деталей, например шестерен, широко применяемый на машиностроительных предприятиях при,работе на автоматических линиях,Технологический процессвключает в ф себя черновую токарную обработку, протягивание центрального отверстия, чистовую 10 152030 35 мирующие элементы 2, установленные нанесущей...
Способ изготовления инструмента для производства линз френеля

Номер патента: 1745402
Опубликовано: 07.07.1992
Авторы: Голубков, Когуенко, Маслов, Пивинок, Шведский
МПК: B23B 1/00
Метки: инструмента, линз, производства, френеля
...поверхностиния вершинами витков единой инструмент найти притрумента для х приборов, о в качестве спиральную ют до получехности, д здаправлению до образоваплоскости. 4 В исходном положении навитая на центральный стержень 1 пружина 2 фиксируется в технологической обойме 3. Затем обойму закрепляют в шпинделе станка и резцом протачивают заданную сферу или асферическую поверхность 4, При этом рекомендуется использовать станки, оснащенные системой управления траекторией движения вершины резца от стойки ЧПУ по заданной программе. Затем крышку обоймы 5 раскрывают и производят смещение витков пружины путем вдавливания до упора в технологическую пластину с точной плоской поверхностью, После смещения слоев пружины сферическая поверхность...
Способ механической обработки

Номер патента: 1748954
Опубликовано: 23.07.1992
Авторы: Кияшко, Лянгузов, Онохин, Томилин
МПК: B23B 1/00
Метки: механической
...из его параметров. При этом резец поворачивают вокруг оси, лежащей в плоскости, перпендикулярной основной плоскости, Согласно же предложению регулирование процесса резания осуществляют из условия количественного равенства и разнозначности моментов Мх и Му, создаваемых, соответственно, раэнозначными составляющими Рх и Ру силы резания.На чертеже представлена схема резцового устройства, план.Устройство содержит резец, состоящий из державки 1, расположенной шарнирно на оси 2 (рычаг первого рода), закрепленной в резцедержателе 3, и режущего элемента 4, Режущий элемент 4 закреплен на одном конце (плечог) державки (рычага) 1 и предназначен для непосредственной обработки детали 5. Другой же конец державки 1 (плечоз) шарнирно соединен с тягой 6...
Способ токарной обработки ротационным резцом

Номер патента: 1748955
Опубликовано: 23.07.1992
Авторы: Борисенко, Попок, Хейфец
МПК: B23B 1/00
Метки: резцом, ротационным, токарной
...оси центров станка выбирают такими, чтобы расстояние междувершинами резца превышало диаметр пятна нагрева, 25Ротационный резец, установленный таким образом, "пропускает" пятно нагревадиаметром бп, в котором высокоинтенсивные тепловые процессы сопровождаютсявыправлением и испарением металла и тем 30самым предохраняет режущую кромку отперегрева. Расстояние определяется временем т остывания срезаемого слоя до оптимальных для резания температур.Отношение Ы=Чз дает скорость вращения 35заготовки, Ротационный резец вращаетсясо скоростью Чр, которая обеспечивает необходимое охлаждение режущей кромки. Чр1 Й, где 1=2 В агсз 1 п бп/2 В длинадуги по режущей кромке между вершинами, при условии, что ее стягивает хорда, равнаядиаметру...
Способ определения оптимальной скорости резания

Номер патента: 1748956
Опубликовано: 23.07.1992
Авторы: Клименко, Муковоз, Полонский
МПК: B23B 1/00
Метки: оптимальной, резания, скорости
...исходной и обработанной поверхностей, Применение разницы пористости в качестве исходного параметра при определении оптимальной скорости резания объясняется тем, что пористость является показателем иэносостойких свойств поверхности покрытия и изменение пористости при обработке влияет на его эксплу- атационные свойства, Способ основан на том, что наименьшему изменению пористости покрытия соответствует оптимальная . скорость резания для данного обрабатываемого материала,На фиг, 1 представлен график зависимости раэницы пористости исходной и обработанной поверхностей покрытия П от скорости резания Ч; на фиг, 2 - схема закрытия пор в результате механической обработки; на фиг. 3 - заготовка с покрытием; на фиг,4 - образец для проведения...
Способ обработки длинномерных деталей со ступенчатым осевым отверстием

Номер патента: 1750848
Опубликовано: 30.07.1992
МПК: B23B 1/00
Метки: длинномерных, осевым, отверстием, ступенчатым
...заготовки в месте сопряжения ступеней отверстия и осью обработки, Конкретное соотношение получено при обработке статистических данных по точности изготовления длинномерных деталей с примерно постоянной по длине изгибной жесткостью сечения при различном положении опор,Использование равностенных опорных 10 поясков позволяет обеспечить соосность осевого отверстия оси станка при базировании заготовки по наружной поверхности,На чертеже схематически показана установка заготовки в опоры станка,На чертеже обозначено: 1 - заготовка; 2 - обрабатываемая ступень осевого отверстия; 3 - равностенные опорные пояски заготовки; 4 - опоры; 5 - патрон станка, Задняя бабка(не показана) расположена со стороны ступени 2 отверстия. Предлагаемый способ...
Способ резания материалов

Номер патента: 1754329
Опубликовано: 15.08.1992
Авторы: Богомолов, Гринберг, Левин
МПК: B23B 1/00
Метки: резания
...началомрезания, а верхнюю часть - в процессе резания.Формируя основание нароста перед началом резания, в процессе резания практически мгновенно формируется верхняячасть нароста и процесс резания с самогоначала идет стабильно, так как образовавшийся нарост защищает режущую кромку отизноса и выкрашиваний, При этом основаййе"Нароста может иметь заранее заданные адгезионные свойства- как поотношению к передней поверхйости инструмента; так и по отношению к срезаемомуслою обрабатываемого материала. Наиболее просто способ реализуется путем формирования основания нароста иэ.обрабатываемого материала, упрочненногопри нанесении его на переднюю поверхность, например, ионно-плазменным илиэлектроискровым методами. ТолЩйна основания принимается в...