B22C 11/10 — с одной или несколькими опоками, образующими часть машины, с которой опока снимается после окончания формовки, а заливка формы производится без опоки (машины для изготовления безопочных форм)
Способ сборки и перемещения стопки безопочных форм с вертикальным разъемом

Номер патента: 1042875
Опубликовано: 23.09.1983
Авторы: Ахтырская, Винюков, Матюрин, Попов
МПК: B22C 11/10
Метки: безопочных, вертикальным, перемещения, разъемом, сборки, стопки, форм
...их совместного перемещения. При этом стопка форм движется в пульсирующем режиме и перемещается в каждом цикле на шаг, равный толщине форм 11.Однако выполнение перечисленных операций при выстое форм применительно к условиям горизонтально-стопочной формовки не дает преимуществ по следующим причинам: простановка стержней осуществляется в формовочном блоке и к транспорту отношения не имеет; стыковка формы со стопкой начинается при выстое стопки, но заканчивается во время ее перемещения; заливка осуществляется во время выстоя стопки, но заливочный ковш не может иметь постоянного положения из-за колебания толщины форм, вызывающего изменение положения разъема; кроме того, при горизонтально-стопочной формовке толщина форм регулируется в...
Машина для изготовления безопочных литейных форм

Номер патента: 1060297
Опубликовано: 15.12.1983
Авторы: Арефьев, Ивуков, Иеркулович, Подоплекин, Терк
МПК: B22C 11/10
Метки: безопочных, литейных, форм
...- то же, при выполнении65 шестой операции - возврате выталкивающей плиты в исходное положение; на Фиг. 7 - то же, при выполнении седьмой операции - возврате в исходное положение упорной плиты, на Фиг. 8 - то же, при выполнении восьмой операции - закрытии камеры прессования, на фиг, 9 - разрез А-А на фиг. 8, на фиг. 10 - .вид Б на Фиг, Э.Кашина для изготовления безопочных литейных форм (фиг. 1) содержит раму, состоящую, например, иэ опорных плит соответственно правой 1, левой 2 и удерживающих колонн 3, камеру прессования 4, направляющую 5 камеры прессования 4, прессовую плиту 6, упорную плиту 7 с днищем 8, модельный монтаж правый, состоя щий иэ выталкивающей плиты 9 и моде" ли 10, модельный Монтаж левый, состоящий из подмодельной плиты...
Способ безопочной формовки и сборки

Номер патента: 1061911
Опубликовано: 23.12.1983
МПК: B22C 11/10
Метки: безопочной, сборки, формовки
...снижение металлоемкости и мощности формовочного оборудования при изготовлении крупногаба"ритных деталей; превышающих по габаритам размеры изготавливаемых частей форм,Поставленная цель достигаетсятем, что согласно способу безопочной формовки и сборки, включающемуизготовление вертикально разделенных частей форм с получением отпечатка части модели и литниковых каналов на ее сторонах и сборку в непрерывную горизонтальную стопку, приэтом полость отливки выполняют вдвух или более частях формы, на крайних частях которой получают отпечаток модели с выходом на одну сторону, перпендикулярно разъему, вчастях изготавливаемых форм дополнительно выполняют горизонтальныйразъем,форму. Способ предполагает не обязательно дополнительное горизонтальное...
Устройство для изготовления полуформ с высокими болванами

Номер патента: 1066725
Опубликовано: 15.01.1984
Авторы: Гринцов, Кашкет, Киселев, Сварика
МПК: B22C 11/10
Метки: болванами, высокими, полуформ
...чем предохраняет его от раз,рушения. Если же болван обрушился,то используется сжатый воздух, который выталкивает плунжером остат"ки формовочной смеси ГЗ).55Недостатком известных устройствявляется то, что такой сложный длямодельной оснастки механизм об:пуживает только одну полость модели и должен быть повторен столько 60раз, сколько моделей (или полостеймоделей) установлено на модельнойплите. Кроме того, модельная оснастка согласно прототипу не надежна,Частицы Формовочной смеси проникают 65 через зазор между плунжером и моделью в полость пневмоцилиндра и, неимея выхода, осаждаются в ней. В результате заполнения пневмсцилиндраФормовочной смесью работа модельнойоснастки через некоторое время прекращаетсяЦель изобретения - повышение...
Установка для изготовления разделенных в вертикальном направлении литейных форм

Номер патента: 1087055
Опубликовано: 15.04.1984
Автор: Лаиритс
МПК: B22C 11/10
Метки: вертикальном, литейных, направлении, разделенных, форм
...обеспечить замену модельной плиты 4, используемой ранее, Установка включает также конвейер 5, на котором части литейной формы выстраиваются в одну увеличиваемую литейную форму 6, выходящую из ворот в передней стенке 7 устройства 1, и снабженное устройством для подогрева хранилище 8 для модельных плит, сгруппированных попарно и предназначенньпс для замены соответствующих одних досок укаэанных двух прессующих плит 3.На стороне устройства 1, которая обращена к хранилищу 8, закрепляется верхний направляющий рельс 9 и нижний направляющий рельс 10, предназначенные для имеющей форму рамы тележки 11, перемещаемой параллельно оси камеры прессования 2 и полностью аналогичной ей тележки 12, котораятаким же образом установлена с возможностью...
Устройство для сборки вертикально-стопочных форм

Номер патента: 1107953
Опубликовано: 15.08.1984
Авторы: Грабовский, Савосько, Толакевич, Фонов, Шпуй
МПК: B22C 11/10
Метки: вертикально-стопочных, сборки, форм
...пустых опок,на фиг. 2 - то же, положение со стопкой пустых опок, поднятых в верхнееположение, на фиг. 3 - устройствос первой заформованной опокой; наФиг; 4 - устройство со стопкой заформованных опок, на фиг. 5 - то, чтона Фиг. 1, вид сбоку,Установка включает сборщик 1 сприводом вертикального перемещения 2и датчиком 3, поддон 4 для установки пустых опок 5 и заформованныхопок б, подпружиненные упоры 7, копиры 8, опорную плиту .9, неподвижнуюштангу 10 с кулачками 11, коромысло12, подвижную штангу 13 с гайкой 14,верхним кулачком 15 и нижним кулач -ком 1 б, датчики 17 и 18 и приводкопиров 19. Кроме того, показаныподпружиненные упоры 20, закрепленные на карусели формовочной машины,не представленной на чертеже. Установка работает следующим...
Установка для изготовления безопочных литейных форм

Номер патента: 1109240
Опубликовано: 23.08.1984
Авторы: Базаров, Дмитриев, Селезнев
МПК: B22C 11/10
Метки: безопочных, литейных, форм
...прессовыецилиндры с плитами, средство длятранспортировки Форм и выталкиватель готовых форм иэ пресс-камеры,механизм простановки стержней, последний выполнен в виде закрепленнойвертикально на боковой стенке пресскамеры кассеты с направляющими истержневой плиты с захватами, предназначенными для взаимодействия свыталкивателем готовых Форм, подвижно закрепленной относительно кассеты.На Фиг, 1 схематично представленаустановка, общий вид; на Фиг. 2устройство для простановки стержней,вид сверху; на фиг. 3 - разрез А-Ана Фиг, 2,Установка для автоматическогоизготовления безопочных литейных Формсодержит станину 1, два соосно установленных прессовых цилиндра 2, наштоках которых закреплены подмодельные плиты 3, подвижную от поршневогопривода 4 в...
Машина для изготовления безопочных литейных форм

Номер патента: 1119767
Опубликовано: 23.10.1984
Авторы: Ивуков, Меркулович, Терк
МПК: B22C 11/10
Метки: безопочных, литейных, форм
...для изготовления беэопочных литейных форм (фиг. 1) содержит Раму, состоящую, например, из опорных плит 1 соответственно левой иправой (не показана) и удерживающих колонн 2, камеру 3 прессования, упорную плиту 4 (фиг. 2-5) с днищем 5, модельный монтаж левый, состоящий иэ подмодельной плиты 6 и модели 7, модельный монтаж правый, состоящий из выталкивающей плиты 8 и модели 9, механизм перемещения упорной плиты, состоящий из гидроцилиндра 10 со штоком 11, упора 12 с прорезным пазом 13, серьги 14 на штоке с пальцем 15, направляющих 16 с цилиндрическими выступами 17, пружинами 18, шайбами 19 и гайками 20. Кроме того, машина содержит не указанные на фигурах препрессовую плиту, пескодувное устройство, систему приводов, направляющие...
Устройство для простановки стержней и сборки безопочных форм

Номер патента: 1125088
Опубликовано: 23.11.1984
МПК: B22C 11/10, B22C 9/10
Метки: безопочных, простановки, сборки, стержней, форм
...привода, образующийся вследствие того, что реактивная сила, возникающая при взаимодействии стержневого кондуктора с роликом неподвижного упора, создает изгибаюи 1 ий момент относительно штока поршневого привода, что приводит к выходу из строя уилотнительных элементов привода.Цель изобретения уменьшение изги ба штока поршневого привода и повышение- надежности работы устройства.Г 1 оставлен 11 ая цель достигается тем, что устройство для постановки стержней и сборки безоиочцых форм снабжено установленной ца пггоке, подпружиненной относительно 40 штоковой плиты подвижной втулкой и тягой, шарнирно закрепленной одним концом ца подвижной втулке, а другим - на корпусе кондуктора, ири этом место крепления тяги к корпусу кондуктора и ось его...
Агрегат безопочной горизонтально-стопочной формовки, сборки и простановки стержней

Номер патента: 1125089
Опубликовано: 23.11.1984
МПК: B22C 11/10
Метки: агрегат, безопочной, горизонтально-стопочной, простановки, сборки, стержней, формовки
...В-В на фиг. 3; ца фцг. 5разрез Г-Г на фиг. 2.Агрегат бсзоцочной горизонтальцо-сто цоч 1 гой формовки вклкчает в себя основание 1, ца котором закреплены корпус 2 и стойка 3, с устацовленцьми в цей передним 4 н задним 5 цилиндрами прессования. На Итоке переднего цилиндра 4 уста цовлены плита прессования 6 в которой размещены 55 втулки 7 со скалками 8 и цилиндрами 9, плита сборщика 1 О, нагревательный элемент 1 и модельная плита 12. На штоке заднего цилиндра 5 прессования закреплена траверса 13 с колоннами 14. На колоннах 14 установлена плита противо- давления 15 и рамка 16 с штангами 17, на которых смонтирована управляемая плита прессования 18, а ца корпусе рамки 16 закреплен цилиндр перемещения плиты 19, шток которого кронштейном 20...
Линия для изготовления литейных форм

Номер патента: 1131588
Опубликовано: 30.12.1984
МПК: B22C 11/10
...Линия содержит транспортную трассу 2. Первая ветвь 3 трассы проходит через Формовочный агрегат 1, вторая ветвь 4.параллельна ей. Между ветвями 3 и 4 предусмотрены три связывающих их передаточных механизма 5, 6 и 7, На участке ветви 4 между передаточными механизмами 5 и 7 размещен механизм 8 и кантователь 9. При безопочной технологии механизм 8 заменяется на механизм 10 выталкивания формы из опок (полуформ) низа 11 и верха 12 на заливочный конвейер 13.Движение пустых опок (полуформ) 11 и 12 осуществляется толкателями 14 и 15. Передаточный механизм 5 содержит оснащенную приводом 16 тележку 17, на которой размещены подъемные от 5 привода 18 захваты 19. Передаточный механизм 6 для нижних опок 11 аналогично механизму 5 имеет привод 20 тележки...
Приспособление для изготовления горизонтально деленных безопочных песчаных форм

Номер патента: 1133018
Опубликовано: 07.01.1985
МПК: B22C 11/10
Метки: безопочных, горизонтально, деленных, песчаных, форм
...известной конструкции - отсутствие возможности производить манипуляции с верхней полуформой, Кроме того, известноеприспособление имеет низкую производительность.Цель изобретения - сокращение трудозатрат, улучшение условий обс луживания и повышение производительностиПоставленная цель достигаетсятем, что приспособление для изготовления горизонтально деленных безо почных песчаных форм, содержащее машину для изготовления нижней полуформы, машину для изготовления верхней полуформы, механизмы транспортирования нижних и верхних полу форм в опоках, кантователь, расположенные в технологической последовательности позиции простановки стержней, сборки полуформ, выдавливания, разделения опок и транспортер готовых Форм, снабжено...
Устройство для изготовления горизонтально-стопочных безопочных форм прессованием

Номер патента: 1142003
Опубликовано: 23.02.1985
МПК: B22C 11/10
Метки: безопочных, горизонтально-стопочных, прессованием, форм
...балка, связывающая плиту противодавления и систему 55параллельных ходу поршневого привода тянущих и толкающих штанг,установлена на внешней боковой поверхности выполненного подвижным цилиндра поршневого привода противо давления, причем каналы для подвода рабочей жидкости выполнены в промежуточном элементе и неподвижных штоках и поршнях приводов прессования и противодавлення.На фиг.1 изображено предлагаемое устройство, вид сбоку, на фнг.2 - гидравлический привод устройства.Устройство содержит обычную каме. ру 1 прессования с крышкой 2, имеющей отверстие, через которое песок или другой формовочный материал может вводиться из загрузочной воронки 3. Последняя посредством трубопровода с клапаном (не показан) соединена с резервуаром 4 для...
Машина для изготовления литейных форм

Номер патента: 1163967
Опубликовано: 30.06.1985
МПК: B22C 11/10, B22C 15/264
...литейной формы 15 повторяют. Изготовленные в машине литейные формы 15 собирают для заливки известным способом,Применение, предлагаемого изобретения позволяет повысить производительность труда при изготовлении формэа счет. снижения энергоемкости процесса прессования, так как процесспрессования и формообразования производится при низких давлениях энергоносителей, кроме того, повышаетсякачество изготовления форм и отливок вследствие обеспечения равномерности распределения плотностиформовочной смеси по всему объемуформы с уменьшением ее расхода. 1 1163967 2Изобретение относится к литейномупроизводству, в частности к машинамдля изготовления литейных форм,Цель изобретения - повышение про" разовавшееся отверстие 14...
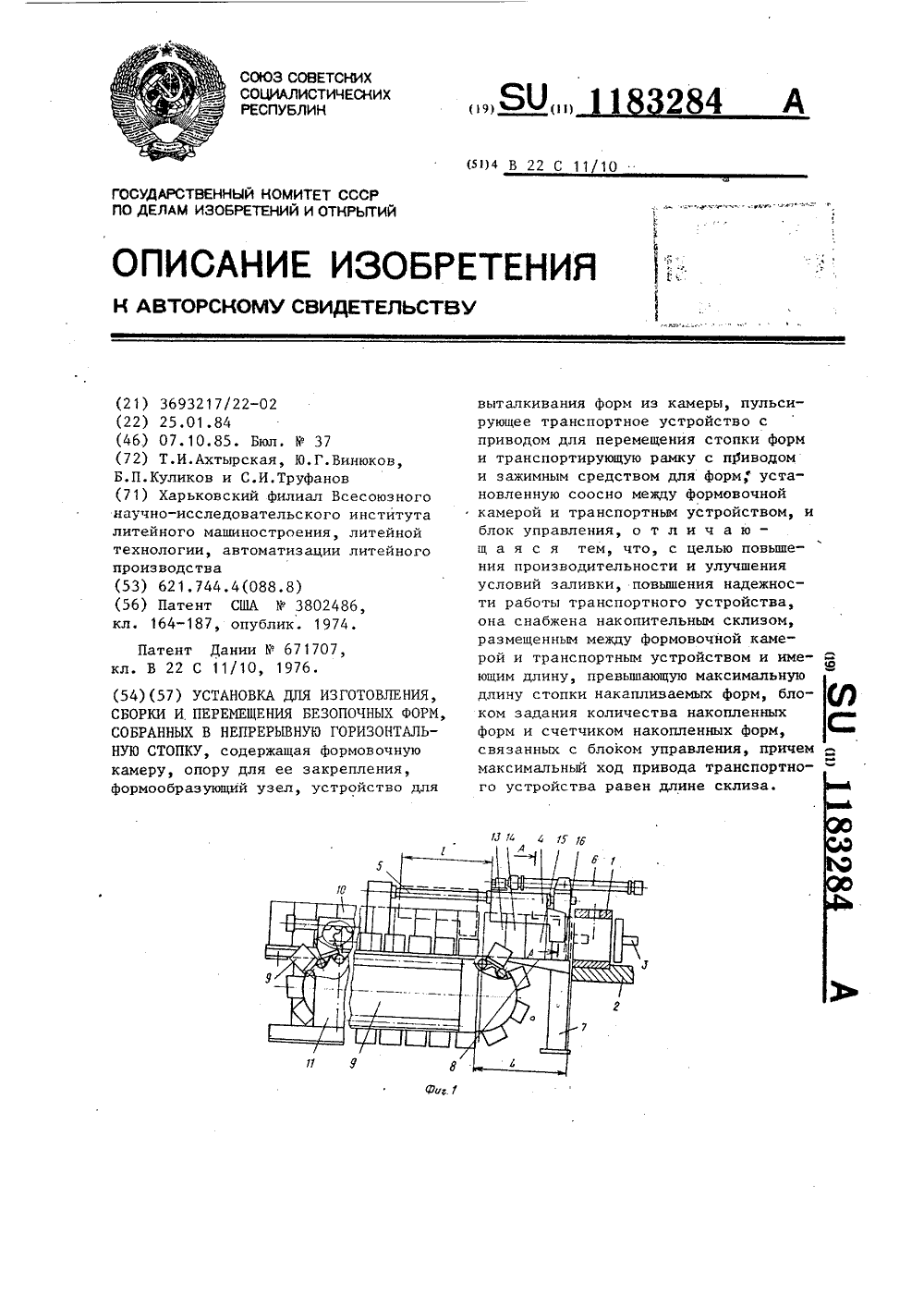
Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку
Номер патента: 1183284
Опубликовано: 07.10.1985
Авторы: Ахтырская, Винюков, Куликов, Труфанов
МПК: B22C 11/10
Метки: безопочных, горизонтальную, непрерывную, перемещения, сборки, собранных, стопку, форм
...23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накапливаемых форм. Блок 28 задания (фиг.4),Фнапример, включает переключатели 29 и 30, делители 31 и 32 напряжения, по 50 вторители 33 и 34 сигнала. Установка для изготовления сборки и перемещения безопочных форм, соб" раиных в непрерывную горизонтальную стопку, работает следующим образом., В исходном положении приводы выгалкивателя 3, привод 6 транспорти 84 грующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в "0", приводы 23 и 24 отключены. Переключатели 29 и 30 задают число накапливаемых Форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает...
Устройство для изготовления и перемещения парных безопочных форм

Номер патента: 1196107
Опубликовано: 07.12.1985
МПК: B22C 11/10
Метки: безопочных, парных, перемещения, форм
...площадей и расширение технологических возможностей устройства.На фиг. 1 изображено устройство, вид сверху (тележечный конвейер); на фиг. 2 - размещение форм на рольганге; на фиг. 3 - последовательность изготовления формы на разных участках транспортера.Устройство позволяет применять любые из известных способов формообразования (пескодувно-прессовый, прессование, вибропрессование и т.д.) при условии изготовления нижних полуформ в плавающих камерах, а верхних полуформ в камере, закрепленной на формовочном блоке верхних полуформ. Кроме того, в состав блока верхних полуформ должен входить механизм установки верхней полуформы (без камеры) на нижнюю полуформу (в камере). Указанные механизмы могут быть выполнены любым известным...
Установка для горизонтально-стопочной формовки

Номер патента: 1202693
Опубликовано: 07.01.1986
МПК: B22C 11/10
Метки: горизонтально-стопочной, формовки
...находится вверху;на фиг.2 - камера прессования внизу;на фиг.З - то же, вид сверху; нафиг.4 - то, же, вид сбоку; на фиг.5сечение А-А на фиг.З; на фиг.6 сечение Б-Б на фиг.З.На станине 1 установлена леваяопорная плита 2, К металлоконструкции 3 при помощи кронштейна 4 закреплена правая опорная плита 5 сколоннами 6, Посредством оси 7 закреплен поворотный кронштейн 8 сустановленной на.нем камерой 9 прессования, цилиндром 10 прессования,на штоке которого установлена плита11 прессования с модельной плитой12. Соосно с ними установлен цилиндр 13 прессования, на штоке которого закреплена плита 14 прессованияс модельной плитой 15,Установка содержит также цилиндр16 управления, насадок 17 пескодувной головки (не показана), кронштейн18 и...
Линия для изготовления литейных форм

Номер патента: 1202705
Опубликовано: 07.01.1986
Авторы: Закарьяев, Ковалив, Никкель, Фиголь
МПК: B22C 11/10, B22D 47/02
...стопку толкателем-сборщиком 5.Направляющие 25 устанавливаются/на стойки 26. Длина транспортера выбирается из условия времени заливки и кристаллизации отливок 27.Механизм 7 съема каркасов 2 уста новлен в конце транспортера 6 на стыке с транспортером 8, т.е. между двумя транспортерами, Механизм 7 съема включает в себя подъемное устройство с цилиндром 28, плитой 29 и захватами 30, вилы 31, выполненные из брусьев 32, Последние консольно установлены на стойке 33 и вплотную примыкают к обоим транспортерам, т,е. замыкают их. Выступы 19 на рабочем столе 16 формовочной машины 1, сквозные впадины 24 и в каркасах 2 выполнены адекватными брусьям 32, т.е, брусья выполнены таким образом, что свободно нанизывают на себя каркас 2. Транспортер 8...
Транспорт для перемещения литейных форм

Номер патента: 1212688
Опубликовано: 23.02.1986
Автор: Сизов
МПК: B22C 11/10
Метки: литейных, перемещения, транспорт, форм
...на толщину Формы, Стопка форм переме 12688 2щается на решетчатый лоток 12 идалее на ленточньп. транспортер 13.На роликовом участке 2 происходитзаливка форм и кристаллизация отли"вок, на ленточном транспортереохлаждение отливок.П р и м е р. Расчет нагрузокпри перемещении форм по предлагаемому транспортеру.О Исходные данные для раачета;размер Формы 600 г 500 мм, ее ширина250 мм, длина неподвижной частисклиза 2,4 м, длина наклонной частисклиза 4 м, длина ленточного тран спортера 13 м, коэффициент трениякачения 1, 0,05, коэффициент тренияскольжения 1 0,35, металлоемкостьформы по жидкому металлу 25 кг,плотность Формы 1,6 кг/дм , общая9 20 площадь Формы Ро, = 3000 см,Полезная площадь Формы Р,;оьцгде к - коэффициент использования 25...
Установка для изготовления безопочных литейных форм

Номер патента: 1212689
Опубликовано: 23.02.1986
Авторы: Каникаев, Перепелица, Селезнев
МПК: B22C 11/10
Метки: безопочных, литейных, форм
...с управляемой . промежуточной плитой 9. Камера 6 прессования снабжена скалками 10, взаимодействующими с поворотным кронштейном 4. На промежуточной плите 9 закреплен цилиндр 1 1 сборки, шток которого взаимодействует с плитой 12 прессования-сборки и с модельной плитой 13, Плита 12 прессования-сборки снабжена скалками 14, взаимодействующими с поворотным кронштейном 4, который управляется штоком цилиндра 15, закрепленного на основании 1 (не показано). К силовому кронштейну 2 при помощи колонн 16 с гайками 17 закреплена неподвижная плита 18, на которой смонтированы скалки 19 и цилиндр 20 прессования, На штоке цилиндра 2020 25 аппарата 24 штанги 25, После некото 51.015 30 35 40 45 установлена плита 21 прессования с модельной плитой 22....
Устройство для перемещения и жакетирования безопочных форм

Номер патента: 1217560
Опубликовано: 15.03.1986
Авторы: Винюков, Попов, Труфанов, Якубсон
МПК: B22C 11/10
Метки: безопочных, жакетирования, перемещения, форм
...конвейера нижней частью, а верхней частью соединенной через шарнир 13 и кривошип 14 с плитой 9.На валах натяжной 4 и приводной 5 станций посажены с помощью шпонок 15 дисковые копиры 16. Направляющие 6 выполнены полыми, соединены с системой сжатого воздуха (не показано) и имеют на поверхностях перемещения по ним пластин 3 ряд сопел 17 для воздушной смазки контактных поверхностей и продувки обвалов Формовочной смеси безопочных форм 18.Устройство для перемещения и жакетирования безопочных форм работает следующим образом.Включается привод пластинчатого конвейера. Происходит вращательное движение валов приводной 5, натяжной 4 станций, а вместе с валами - копирных дисков 16 и плоскопараллельное перемещение пластин 3. Рабочая ветвь конвейера...
Машина для изготовления литейных форм

Номер патента: 1224091
Опубликовано: 15.04.1986
МПК: B22C 11/10
...2, плиту 19 противодавления и устройство 20 подъемаформовочных рамок. Транспортное устройство 1 выполнено в виде вращающегося вокруг вертикальной оси потактно стола с двумя захватами 13, приэтом на одном поворотном захвате 13закреплена содержащая центрирующиештыри формовочная рамка 4 для верхних литейных полуформ 6. Снабженнаяответной втулкой формовочная рамка3 для нижних литейных полуформ 5 лежит на роликах 21 другой пары поворотных захватов 13. Для предотвращения радиального выхода из формовочного блока формовочная рамка 3 имеет защелку 22.Подвижное модельное устройство23 предназначено для смены моделисоответственно тактам транспортного устройства 1, при изготовлениипоочередно нижних и верхних полуформ,Машина работает следующим...
Устройство для изготовления и сборки двухсторонних безопочных форм

Номер патента: 1225675
Опубликовано: 23.04.1986
Авторы: Ахтырская, Винюков, Попов
МПК: B22C 11/10
Метки: безопочных, двухсторонних, сборки, форм
...изобретения - расширение технологических возможностей за счет создания условий для простановки сложных и тяжелых стержней,На фиг.1 изображена схема устройства (планировка); на фиг.2 - разрез А - А на фиг.1; на фиг,3 - разрез Б - Б на фиг.1; на фиг.4 - разрез В - В на фиг.1.Устройство содержит формовочный блок 1 с многопозиционным, например четырехпозиционным, поворотным столом 2, несущим формовочные камеры 3. На первой позиции расположена пескодувная головка 4 со вдувным отверстием 5 и два прессущих механизма 6 и 7, несущие подмодельные плиты 8 и 9 с моделями, которые формируют разъемы формы 10, куда на второй и третьей позициях проставляют стержни 11. На четвертой позиции установлен сборщик 12 с плитой 13 и прямолинейный...
Машина для изготовления безопочных форм

Номер патента: 1232359
Опубликовано: 23.05.1986
Авторы: Данилевский, Онуфриев, Попов, Серебро
МПК: B22C 11/10
Метки: безопочных, форм
...приемный стол 16 с тележки 15 и поджимает его к формовочной камере 12. Одновременно шток 3 цилиндра 2 опускается вниз и вводит тележку 5 с .моделью 6 в формовочную камеру. Затем происходит вдув формовочной смеси в камеру и движением штока 3 цилиндра 2 прес- сование нижней полуформы (Фиг.3).После этого движением штока 3 производится выдавливание нижней полуформы из формовочной камеры 12, Б при этом поршневая полость цилиндра 20 соединяется с регулируемым по дав лению сливом, обеспечивая минимально необходимое усилие для перемещенияштока 19 вниз,Достижением штока 3 крайнего нижнего положения заканчивается выдавливание полуформы из формовочной камеры 12.Вытяжка модели и установка приемного стола 16 с нижней полуформой натележку 15...
Автомат безопочной формовки

Номер патента: 1242297
Опубликовано: 07.07.1986
Автор: Фомин
МПК: B22C 11/10
Метки: автомат, безопочной, формовки
...на конвейер б. Сверху над позицией 1 формообразования установлен пескодувный блок 7, рядом с каруселями на позиции, предшествующей формообразовЕ нию, установлены блоки обдувки и опрыскивания моделей 8, На карусели 3 вертикально установлены радиально подвижные рамы 9, имеющие лружинные устройства 10 возвратав исходное положение, к которым крепятся модельные плиты 11. На карусели 2 установлены формовочные камеры 12, внутри:которых стоят подвижные вертикальные рамы 13имеющие пружинные устройства 14 возврата в исходное положение , к которым крепятся модельные плиты 15. Автомат безопочной формовки работает следующим образом. 2297 2Синхронно вращающиеся карусели 2и 3 останавливаются так, что на позицию прессования под пескодувный блок...
Стопочная безопочная литейная форма

Номер патента: 1250383
Опубликовано: 15.08.1986
Авторы: Горилей, Ершов, Трухов, Туманова, Чикунов
МПК: B22C 11/10
Метки: безопочная, литейная, стопочная, форма
...поперечное сечение названных элементов должно затвердевать раньше, чем может возникнуть трещина в форме. Время образования трещины для известной формовочной смеси определяется экспериментально, например, на пробе для определения трещиноустойчивости беэопочных форм, а поперечное сечение каналов и щелевидных полостей рассчитывают . по известным тепловым зависимостям, . при этом время затвердевайия прйнимают меньшим времени образования трещины на величину коэффициента запаса. Соединение тонкого канала с литниковой системой обеспечивает быстрое заполнение его расплавом. При этом место соединения тонкого канала с литниковой системой выбирают из технологических соображений в зависимости от расположения в форме полостей для получения отливок...
Установка для горизонтально-стопочной безопочной формовки

Номер патента: 1253712
Опубликовано: 30.08.1986
Авторы: Каникаев, Перепелица, Селезнев
МПК: B22C 11/10
Метки: безопочной, горизонтально-стопочной, формовки
...кс.мя с цель 10 рационального ракходя формоночиой смеси прц смене модельныхКОМПЛЕКтов УСтаНОНЛЕНа НИНтОВЯЛ ПЯОЯ,содержащая ганку 3 с 11 ольъ, штоком14, прикрепленным к промежуточнойплите 15, Б полости штока 1 А установлен цилиндр сборки 16 форм,. прикреп.ленный ца неподвижной гглите 17. Кштоку цилиндра сборки 16 г 1 рикреппе -на плита 18 с модельнсй плитой 9,Псворотный кронштейн 12 снабженцилиндром 20 его управления, прикрепленным к станине 1,На камере прессования 10 закреплены два кронштейна 21 с регулируемьгми тягами 22, шарнирно закрепленными ня корпусе стержнеуклядчикя 23.,на штоке цилиндра которого закреп -лена стержненая плита 24. Стержцеукладчик 23 прикреплен к металлокоц-:струкции 3 г 1 осредством кронштейнов25 и 26 через...
Способ сборки горизонтально-стопочных безопочных форм и устройство для его осуществления

Номер патента: 1261740
Опубликовано: 07.10.1986
МПК: B22C 11/10
Метки: безопочных, горизонтально-стопочных, сборки, форм
...уравновешенаи подведена к второй полуформе; нафиг. 3 - совмещенные полуформы проталкиваются на конвейер, при этомосуществляется фрезеровка их опорнойповерхности.Устройство содержит толкатель 1,выталкивающий полуформу 2 из формовочной камеры 3, плавающую платформу,состоящую иэ нижней 4 и верхней 5плит с разделяющим их рабочим телом6 (например, шаровыми телами качения)направляющих 7 вертикального перемещения нижней плиты, регулируемыхупоров 8. Нижняя плита 4 соединена суравновешивающим устройством, например, состоящим из рычага 9 и груза10. Между плавающей платформой иконвейером 11, на котором располагается вторая полуформа 12 и стопкаформ для заливки, размещается фреза13 с приводом вращающего движения.Образующая фрезы в верхней точке...
Стопочная безопочная литейная форма

Номер патента: 1360878
Опубликовано: 23.12.1987
Авторы: Горилей, Ершов, Скирдов, Трухов, Чикунов
МПК: B22C 11/10
Метки: безопочная, литейная, стопочная, форма
...металла, с другой - как холодильник, при этом обеспечиваются быст 45 50 55 5 1 О 15 20 25 30 35 40 рое затвердевание и образование жесткой связи между обводными каналами и щелевидной полостью 9. Выбор толщин Н и (фиг. 5) производится опытным путем или расчетом из условия, что толщина вставки в центре должна обеспечивать ее стойкость до окончания заполнения тонких каналов и ребер, а толщина периферийной части - одновременное затвердевание металла в полости и тонких каналах.Соединение обводных каналов в замкнутый контур и совмещение осей этих каналов и дополнительной щелевидной полости на одной прямой обеспечивают наибольшую жесткость армирующих стержней (рамки), что необходимо для эффективного армирования.Расположение основных...
Формовочная машина

Номер патента: 1407658
Опубликовано: 07.07.1988
Авторы: Киселев, Сварика, Семененко
МПК: B22C 11/10
Метки: формовочная
...кондуктор 12 стержнеукладчика исобирают формы со стержнями.Формовочная машина, в которой формовочная камера установлена с возможностьювращения вокруг своей вертикальной осипри неподвижных прессовых цилиндрахи пескодувном узле, проста и более надежна.Ко всем узлам машины обеспечен свободный доступ для замены модельных плит,обслуживания и ремонта. Формула изобретения Изобретение относится к литейному1 гроизводству, в частности к формовочныммашинам безопочной формовки со сборКой форм в горизонтальную стопку.Цель изобретения - упрощение констукции и повышение надежности формоочной машины.На фиг. 1 показана формовочная маина, общий вид; на фиг. 2 - то же,лан,На поворотном столе 1 установлена 10ормовочная камера 2, которая...