B21D 11/20 — способы гибки листового металла, не отнесенные к другим рубрикам
Способ обтяжки листовых заготовок

Номер патента: 1127667
Опубликовано: 07.12.1984
Авторы: Глазков, Ершов, Каширин, Чумадин
МПК: B21D 11/20
Метки: заготовок, листовых, обтяжки
...в том, что на заготовку предварительно устанавливают накладку, а затем производят совместное деформирование заготовки с накладкой по обтяжному пуансону 1.Недостатком известного способа является недостаточно высокое качество изготовляемых деталей вследствие неравномерности деформации растяжения в поперечных сечениях по длине заготовки.Цель изобретения - повышение качества изготавливаемых деталей путем обеспечения равномерности деформации растяжения по длине заготовки. Цель достигается тем, что согласно спо. собу обтяжки листовых за 1 отовок, заключаюшемуся в том, что предварительно на заготовке устанавливают накладку, а затем производят совместное деформирование заготовки с накладкой по обтяжному пуансону с последующим удалением...
Способ формообразования автомобильного бампера и устройство для его осуществления

Номер патента: 1132999
Опубликовано: 07.01.1985
МПК: B21D 11/20, B21D 53/88
Метки: автомобильного, бампера, формообразования
...гофров, обращенными одна к другой.Кинематическая связь кулачков с гидро- цилиндром зажима выполнена в виде установленного на его штоке хомута с шарнирами тяг, закрепленных одними концами в шарнирах, связанных с соответствующими тягами убчатых секторов и взаимодействующих с секторами зубчатых реек, каждая из которых жестко закреплена на соответствующей направляющей кулачка.На фиг. 1 показано устройство для формообразования бампера, вид спереди; на фиг. 2 - гидросхема управления устройством; на фиг. 3 - головка для зажима конца заготовки; на фиг. 4 - вид А на фиг. 3 (в рабочем положении); на фиг. 5 - изделие (средняя часть бампера без боковых частей); на фиг. б - сечение Б - Б на фиг. 5; на фиг, 7 - разрез В - В на фиг. 4...
Способ формообразования деталей двойной крутизны и устройство для его осуществления

Номер патента: 1147471
Опубликовано: 30.03.1985
Авторы: Горев, Раевская, Соснин, Шубин
МПК: B21D 11/20
Метки: двойной, крутизны, формообразования
...16 с паразитными шестернями 15 вдоль тяг 14, выводят их из зацепления с винтовыми парами 8, после чего всем винтовым парам 8 обеспечивается независимое друг, от друга вращение.С помощью шаблона и вращения винтовых пар 8 поддерживающие штоки 2 выставляют на необходимую высоту, при этом с помощью опорных поверхностей 4 точно воспроизводится сочленяющая поверхность теоретического контура. По окончании установки винтовых пар 8 плиту 16 вместе с расположенными на ней паразитными шес-: тернями 15 перемещают вдоль тяг 14 и вводят паразитные шестерни в зацепление с винтовыми парами 8.Вращением привода 18 в обратном направлении поднимают все опорные поверхности 4 вверх до положения пока они .не достигнут приблизительно одного уровня. После...
Устройство для изготовления листовых деталей

Номер патента: 1155326
Опубликовано: 15.05.1985
Авторы: Вербицкий, Фейгин, Шавров
МПК: B21D 11/20
Метки: листовых
...Для уограничения разворота рычагов и предохранения их от падения в случаеобрыва заготовки 12 предусмотреныупоры 13, а для предохранения корпуса с роликами от срыва с рычагов -фиксаторы 14.Устройство работает следующим образом.В зависимости от кривизны, высотыпуансона, длины и необходимой величины растяжения заготовки зажимы 5и корпус 1 с роликами 6 устанавливаются на определенном расстоянии отосей поворотных рычагов. При этомвысота расположения зажимов устанавливается с помощью регулировочных40шайб 10 таким образом, чтобы в концепроцесса обтяжки обеспечить полноепркпегание заготовки к пуансону, авысота расположения роликов устанав/ 26ливается с помощью регулировочных шайб 11 таким образом, чтобы обеспечить требуемый разворот рычагов....
Способ получения прямоугольного профиля

Номер патента: 1180110
Опубликовано: 23.09.1985
МПК: B21D 11/20
Метки: профиля, прямоугольного
...ж Подписнета СССРрытий аб.,тент", г. Ужгород, ул. Проектная,шиал ПППИзобретение относится к обработке металлов давлением и может быть использовано в машиностроении нри изготовлении деталей с элементами двухугловой гибки из плоской листо вой заготовки.Цель изобретения - повышение точности за счет предупреждения продольного скручивания и непараллельности полок и неплоскости стенки, а также 1 О повышение производительности,На Фиг, 1 показан способ, первый переход, на фиг. 2 - то же, второй переход; на фиг. 3 - сечение А-А на фиг. 2. 15Способ осуществляется следующим образом.Плоскую заготовку устанавливают на зеркало матрицы и изгибают пуансо. ном, имеющим угол с = 89 50 - 20 89 53 по ручью матрицы, оформляя угловые участки и изгибая...
Способ разделения рулонов из листового материала на полосы и устройство для его осуществления

Номер патента: 1190976
Опубликовано: 07.11.1985
Автор: Вильям
МПК: B21D 11/20, B21D 31/00, B23D 31/00 ...
Метки: листового, полосы, разделения, рулонов
...виде рычага 8 с рукояткой 9 или механическим,Устройство для разделения рулонов на полосы работает следующим образом.Корпус 6 вставляют в отверстие 4 рулона 1 и свободный конец 10, предназначенный для отделения полосы 11, помещают в паз 7. После этого корпу-су 6 сообщают вращательное движение в направлении, противоположном тому, в котором намотана полоса 11, в силу чего отделяемая полоса 11 сматывается относительно плотно на поверхность. корпуса 6. Продолжение вращения кор. -40 пуса 6 обусловливает наматывание каждого последующего витка рулона на предшествующий виток. По мере наматывания витков зазор между корпусом и диаметра рулона, и снабжен механиз-.мом вокруг оси симметрии.3. Устройство.по и. 2, о т л ич а ю щ е е с я тем, что...
Способ поперечной гибки профилированного или продольно гофрированного листового металла и устройство для его осуществления

Номер патента: 1207390
Опубликовано: 23.01.1986
Автор: Сеард
МПК: B21D 11/20, B21D 13/02
Метки: гибки, гофрированного, листового, металла, поперечной, продольно, профилированного
...ползунов в продольном направлении междуторцовыми стенками 19, они снабжаются по крайней мере одним направляющим роликом 66 на каждой стороне.Ролики взаимодействуют с направляющей 67, закрепленной между торцовыми стенками, например, при помощитех же винтов 63, что используютсядля крепления направляющей 62, располагаемой снаружи торцовой стенки.Каждый ползун выполнен в виде бал -ки, установленной на рычагах 68, с 30каждой из которых она шарнирно соединена при помощи оси 69 и втулки 70,Другой конец рычага смонтирован шарнирно на эксцентричной оси 71, которая своими цапфами 72 установлена во З;втулках 73, которые смонтированы вкорпусах 74, закрепленных при помощивинтов (не показаны) в боковых стенках 75 станины, Предусмотрено...
Способ установки листовой заготовки в зев зажимных губок обтяжной машины

Номер патента: 1212651
Опубликовано: 23.02.1986
Автор: Моисеев
МПК: B21D 11/20
Метки: губок, заготовки, зажимных, зев, листовой, обтяжной, установки
...губками, то при передвижении зажнмнык губок к гофрированномуконцу заготовки 8 последний легковходит в зев между губками. Послеэтого верхняя плита 1 перемещаетсявверх, а зажимные губки 5 и 6 зажимают заготовку.Для свободного входа гофрированного конца заготовки в эажимиыегубки высоту гофров 6 выбирают равной 0,8-0,9 расстояния между зажимныии губкаии Н.Деформацию при гофрироваяии осуществляют в упруго-пластическойобласти.Если принять, что форма гофроввыполняется в виде сопряженных отрезков окружности, то в этом случае шаг волны гофра можно определить по формулег/г,-гам-ь (г)Радиусв видеО Ь1 е (2) где 3 - толщина листовой заготовки,Е - степень деформации крайнихкромок изогнутого гофра.15 При этом получают шаг гофрове=(г г (3)Степень...
Устройство для гибки деталей

Номер патента: 1222353
Опубликовано: 07.04.1986
Автор: Вафин
МПК: B21D 11/20
Метки: гибки
...вращения вал 5 с продольным пазом 6 на одном конце и кольцевым выступом 7 для предотвращения осевого перемещения вала вправо. Второй конец валы 4 связан с приводом (не показан) и снабжен стопорной втулкой 8 с винтом 9 для фиксации вала от осевого перемещения. Над валом 4 параллельно ему установлен на станине второй валО, выполненный с проольным сквозным пазом 11 на выступающем конце. В правой части вала 10 выполнено радиальное резьбовое отверстие 12, куда завернут через паз 2 станины рычаг 13 для поворота вала вручную или с помощью пневмоцилиндра (не показан).Рычаг 13 также фиксирует вал 10 от осевого перемещения. Для быстрого ввода деталей в пазы 6 и 11 на торцах валов 5 и 10 по обе стороны пазов сняты фаски 14, Для...
Способ моделирования процессов обтяжки листовых деталей

Номер патента: 1233987
Опубликовано: 30.05.1986
Автор: Вепрев
МПК: B21D 11/20
Метки: листовых, моделирования, обтяжки, процессов
...текучести, т. е,К (2)где 1.заг.ннн. - исходная длина заготовки в минимальном сечении;1 загнана. - ИСХОДНаЯ ДЛИНа ЗаГотоВКИ В МИнимальном сечении после обтяжки;Ь - относительная деформация заготовки при растяжении еевыше предела текучести материала. 1 О 15 20 25 зо 35 40 45 55 Длина заготовки по минимальному сечению определяется аналогично формуле (1). По мере прилегания индикаторных лент по обоим сечениям и достижения длины заготовки в максимальном сечении, равной где К а. р- предельный коэффициент обтяжки первого перехода, процесс прекращается. Одновременно с процессом формообразования, начиная с момента загрузки, производится запись с помощью самописцев траектории движения исполнительных органов - пресса (фиг. 4),...
Способ обтяжки деталей двойной кривизны

Номер патента: 1248694
Опубликовано: 07.08.1986
Авторы: Жиляев, Максименков
МПК: B21D 11/20
Метки: двойной, кривизны, обтяжки
...двояковыпуклой формы. Эпюры 4-6 распределения деформаций (фг. 4) характеризуют соответственно деформации на начальной стадии предлагаемого способа, на промежуточной стадии и в конце формообразования в -м сечении заготовки. Эпюры 7-9 распределения деформаций характеризуют соответственно деформации на начальной стадии формообразования известным способом, на промежуточной стадии и в конце формообразования,П р и м е р. На обтяжном прессе фирмы "ЛУАР" с числовым программным управлением производят обтяжку детали двояковыпуклой формы из материала Д 16 АМ толщиной 1,2 мм, Радиус кривизны на вершине пуансона составляет 2400 мм, а на сходе 11000 мм. Величина припуска заготовки между прямолинейными зажимными губками и пуансоном 50 мм, ширина...
Устройство для гибки обечаек из листовых заготовок

Номер патента: 1269881
Опубликовано: 15.11.1986
Авторы: Куликов, Москалева, Скосырева, Шурыгин
МПК: B21D 11/20
Метки: гибки, заготовок, листовых, обечаек
...крьппки 59 силового цилиндра 45,Устройство работает следующим образом;Штанги 6 гибочных узлов 4 и 5 устанавливаются в исходное положение, при котором они развернуты от центра устройства в противоположные стороны на угол О и зажимные органы 7 находятся нкке осей поворота штанг 6 навеличину к, выбираемую с учетом самой высокой точки рольганга 2 в зоне выемки из устройства, так как еевыемка происходит над рольгангом.Зажимные губки 36 зажимных органов7 раскрыты, верхняя обойма 16 рольганга закрыта, промежуточный упор 28поднят, площадка 47 механизма предварительного .гиба 9 опущена в крайнее нижнее положение. Медная подкладка 48 находится под действием плунжера 50 и пружин 5 в крайнем верхнемположении. Сварочный агрегат 1 О находится...
Способ изготовления гнутых профилей

Номер патента: 1291240
Опубликовано: 23.02.1987
МПК: B21D 11/20
...при гофрировании, правке и последующем продольном изгибе суммируются, образуя зоны увеличенных значений 5 . Превытшение размеров этой зоны более ЗЬ приводит к тому, что появляются участки с различными значениями 8 где упрочнение не достигнуто ни при гофрировании, ни при правке, ни при последующем продольном изгибе. Четвертая операция заключаетсяв том, что профиль разрезают на мерные длины и подвергают правке иливальцовке, если он идет на изготовление металлорукавов.При профилировании с изгибом обоих,полок 3 и 4 поворотом участков 1 вокруг АВ пластические зоны распространяются от линии СР и ЕГ по всейширине листа Ь. В ряде случаев целесообразно часть листа, соответствующую полке 4, пропустить черезклеть, не деформируя ее (не подвергая...
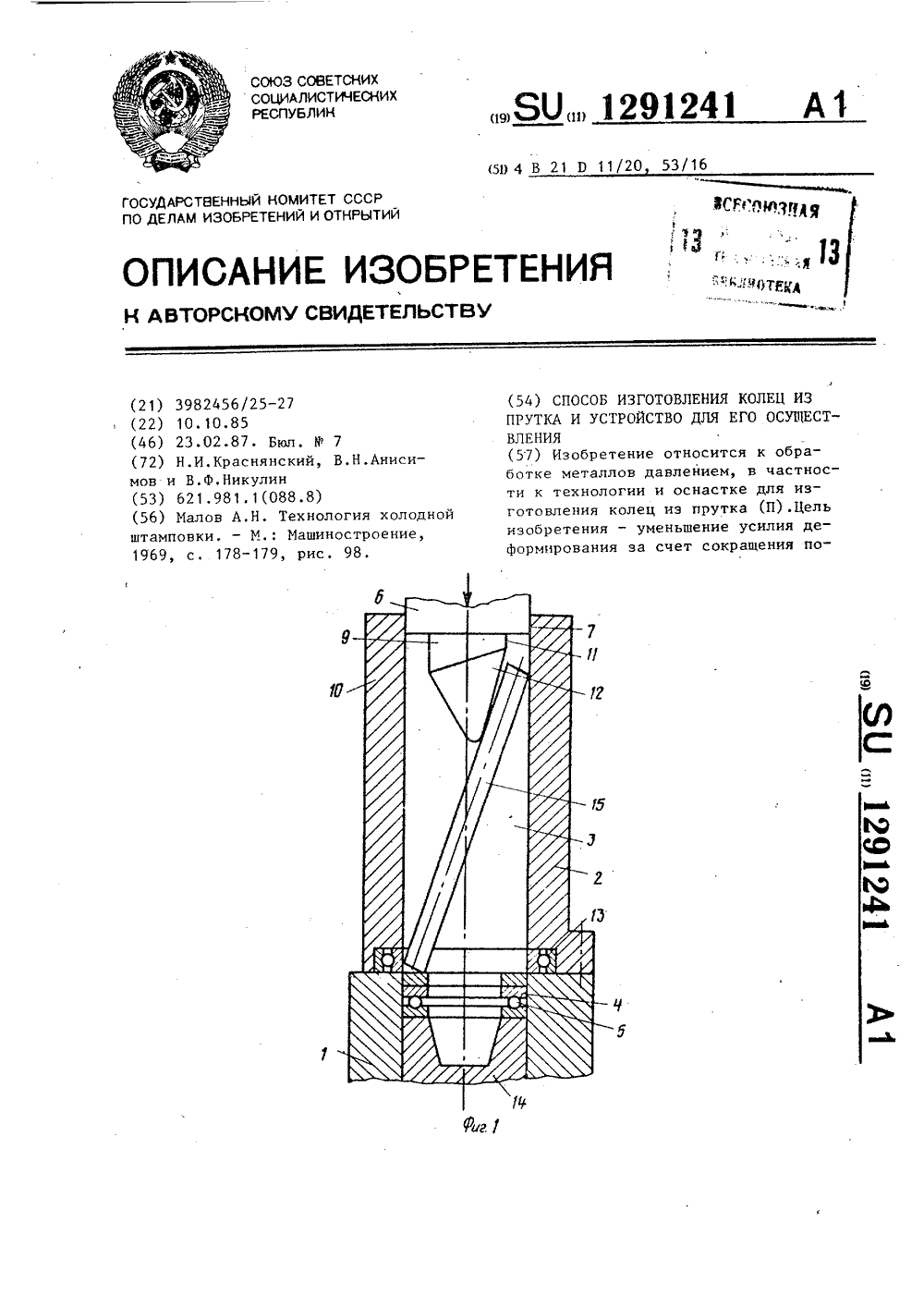
Способ изготовления колец из прутка и устройство для его осуществления
Номер патента: 1291241
Опубликовано: 23.02.1987
Авторы: Анисимов, Краснянский, Никулин
МПК: B21D 11/20, B21D 53/16
...участка калибрующей части пуансона. В конце хода ПН изогнутый П заходит на цилиндрический участок ПН и калибруется между рабочим торцом ПН и опорным диском, 2 с.п. Ф-лы, 3 ил. а его ось расположена наклонно к осицилиндрического участка 11. В пазудонной части матрицы 2 встроен подшипник 13, Диск 4 с подшипником 6установлен на выталкивателе 14.Диаметр направляющей части 8 пуансона выполнен соответствующим диаметру полости 3, а диаметр отверстия 5 - не менее диаметра цилиндрического участка 11,Устройство работает следующим образом,При рабочем ходе пуансона 7 происходит деформирование прутка 15,установленного наклонно в цилиндрической полости 3 матрицы 2 на опорном диске 4. Пруток 15 завивается повинтообразной линии посредством...
Способ формообразования деталей двойной кривизны

Номер патента: 1299656
Опубликовано: 30.03.1987
Авторы: Брук, Давыдов, Куклин, Рябенький
МПК: B21D 11/20
Метки: двойной, кривизны, формообразования
...по предлагаемому способу; на фиг. 3 - коническая заготовка и поперечное сечение сферической поверхности, которую нужно получить и с которой коническая заготовка имеет общий радиус К в широтном направлении; на фиг. 4 - наиболее целесообразная форма конической заготовки, когда ее образующая имеет одну общую точку с сечением сферической поверхности (один общий радиус в широтном сечении К) или две общие точки (два общих радиуса в широтном сечении К, К.); на фиг. 5 - доводка конической заготовки до требуемой формы при помощи пуансона и матрицы методом последовательных нажатий; на фиг. 6 полученная деталь сферической формы.Заготовку сначала изгибают на конус в листогибочных вальцах и под прессом.При этом поперечное сечение конической...
Устройство для формообразования панелей

Номер патента: 1333440
Опубликовано: 30.08.1987
Авторы: Бобров, Колесников, Раевская, Шелковников
МПК: B21D 11/20
Метки: панелей, формообразования
...14, то через инверсный вход элемента ИЛИ 10подается сигнал на управляющий входустройства 11 автоматического регулирования давления и давление в гицроцилиндрах 4 повышается до тех пор,пока все опоры не соприкоснутся спанелью 14. При этом давление в гидроцилиндрах 4 фиксируется устройством 11 автоматического регулирования давления на заданном уровне и все сигнализаторы 9 включены, Включают привод 7 вертикального перемещения. Опорная плита 6 вместе с опорами 12 начинает перемещаться вниз, Панель 14 под действием гидроцилиндров 4 начинает деформироваться, повторяя форму, заданную опорами 12.Во время формообразования в тех местах панели, где задана наибольшая величина деформации или имеется локальное увеличение жесткости, из-за...
Устройство для изготовления петель

Номер патента: 1371737
Опубликовано: 07.02.1988
МПК: B21D 11/20, B21D 5/00, B21D 53/36 ...
Метки: петель
...Пуансон 6 предварительной гибки с пружиной 7 установлен на направляющей 3 и зафикси-,рован в крайнем левом положении штифтом 8. Поворотный сухарь 9 с пружиной1 О соединен шарнирно с пуансоном 6,На плите 1 смонтированы направляющиеколонки 11 для обеспечения возможности вертикального переме н;э верхней плиты 12, к которой прикрепленытолкатель 3 с Г-образным концом ипуансон 1 ч окончательной гибки,Устройство работает следующимобразом.35В паз 4 с радиусной выемкой 5 матрицы 2 устанавливают заготовку 15створки петли с предварительно загнутыми концами (концы загибают одновременно с вырубкой заготовки на прес Осе). Заготовку 15 устанавливаютвогнутостью в сторону дополнитель.ного пуансона 6,При движении вниз верхней плиты12 по направляющим...
Устройство для гибки преимущественно токоведущих шин

Номер патента: 1400715
Опубликовано: 07.06.1988
Авторы: Куровский, Скибинский
МПК: B21D 11/20
Метки: гибки, преимущественно, токоведущих, шин
...10, расположенных со стороны наружного радиуса гиба. На шарниры губок 11надета серьга 12 с продольным пазом, обеспечивающим заданный вяутренний радиусгиба. Гибочные рычаги 6 установлены накатках 13, взаимодействующих с установленной на раме 1 опорной плитой 4.Для регулирования хода траверсы 4 нашток 3 надеты разьемное кольцо 5 и пустотелая гайка 16, ввинченная в траверсу 4.Конец штока может скользить в отверстиигайки 16. На конце штока с помощью болтов 17 и пружинных шайб 18 закрепленаупорная шайба 19.Устройство работает следующим образом.Заготовка-шина 20 укладывается на гибочные рычаги между губками 10 и 1 так,что место гиба шины совмещается с риской,нанесенной на опорной плите 14. Включается пневмоцилиндр 2, приводится в движение...
Способ гибки профилей уголкового сечения полкой внутрь

Номер патента: 1449178
Опубликовано: 07.01.1989
Авторы: Галль, Ершов, Карюкин, Купаев, Макаров
МПК: B21D 11/20
Метки: внутрь, гибки, полкой, профилей, сечения, уголкового
...что приводит к увеличению закрутки. Однако выравнять этивеличины эа счет увеличения усилиярастяжения нельзя, так как оно ограничено максимально допустимой деформацией внешних волокон, после превышения которой наступает разрушение,При равномерном распределении радиальной деформации становится возможным устранить закрутку. л и Ес приэтом выравниваются (фиг2). Однакопружинение при этом остается, таккак дпя его уменьшения нужно увеличить радиальную деформацию, что приведет к эакрутке в обратную сторону.Если радиальную деформацию распределить по ширине стенки так, что у корневой части она имеет максимальное значение, а у края равна нулю, то это приводит к аналогичному дополнительному удлинению волокон, так как уширение стенки практически...
Устройство для гибки панелей с поясными усилениями

Номер патента: 1449179
Опубликовано: 07.01.1989
Авторы: Одиноков, Сосов, Халиулин, Шапаев
МПК: B21D 11/20
Метки: гибки, панелей, поясными, усилениями
...изгиба . Поэтому величины углов клиновидности определяются с учетом сложности движения гибочных инструментов (горизонтальное смещение с поворотом) в зависимости от геометрических размеров меридионального сечения панели в зоне усиления (Н, Ь) и требуемого угла загиба детали о (фиг. 4)Копиры, обеспечивающие поворот гибочных инструментов, и копиры, обеспечивающие торцовое сжатие с одновременным отслеживанием горизонтального смещения торцов поясного усиления при его изгибе, выполнены клиновндными с углами у клиновидности соответственно:449794ленияпри изгибе до угла загиба о( 1 он ягп с(,горизонтальное смещение каждого торца усиления, создающее ,бсолютную величину сжатия 6 1 с по направлению касательной, проходящей под углом о( к горизонту...
Способ построения рабочей поверхности оснастки для обтяжки

Номер патента: 1509153
Опубликовано: 23.09.1989
Авторы: Ахмадулин, Калинин, Комарова, Лысов, Мацнев, Моисеев, Упшинский
МПК: B21D 11/20
Метки: обтяжки, оснастки, поверхности, построения, рабочей
...а=0,218 .Если формообразование осуществляется только за счет сдвигов, то количество переходов также равно двумя (см. таблицу).Решая численно систему (1), получают распределение по координате х (А, В) длин рабочих контуров технологической поверхности промежуточных элементов, которое позволит осуществить формообразование обшивки за один переход, величина максимальных деформаций растяжения равна 0,069, сдвиговых - тоже 0,069 (см. таблицу) .1509153 Зная распределение длин рабочих контуров технологической поверхности по координате х, рассчитывают для каждого сечения промежуточного элемента размеры прямолинейных и радиусных участков. Для этого необходимо рассчитать минимальную ширину промежуточного элемента ао и его толщину оо Определяют...
Пуансон многоплунжерного пресса

Номер патента: 1510968
Опубликовано: 30.09.1989
Авторы: Бабурин, Брук, Иванов, Кенис, Муратов, Николаев, Ширшов
МПК: B21D 11/20
Метки: многоплунжерного, пресса, пуансон
...с ре перемещения в неподвижной г как поршень, перемещающийся 1 лением в гидроцилиндре,Устройство работает след разом. При движении пуансона до вления деформации планка 1 в поджатом состоянии за сче и ее разворот исключается3 1510968 4 цессе гибки планка 1 при взаимодейст- В таблице приведены данные полу 1 вии с листом разворачивается на за" ченные при гибке листа с радиусом данный угол. По окончании гибки, кривизны 600 мм. ,когда пуансон отходит от листа, пру-Как видно из данных таблицы, пред жина 4 одновременно возвращает план- лагаемый пуабсон позволяет уменьшать ку 1 в исходное состояние, что ис- угловатость листа и разброс значений ключает касание соседних планок при . твердости по площади поверхности лисобратном перемещении...
Устройство для гибки волнообразных кольцевых пружин

Номер патента: 1523218
Опубликовано: 23.11.1989
Авторы: Беркович, Жуков, Пустов, Сипейкин
МПК: B21D 11/20, B21D 13/02
Метки: волнообразных, гибки, кольцевых, пружин
...11.Устройство содержит также колонки 16 для направления плиты 4 относительно плиты 1. Б верхней частлколонки 16 соединены с траверсой 17посредством гаек 18. На траверсе 17закреплена гайка 19, взаимодействующая с ходовым винтом 20, имеющимрукоять 21 и пяту 22 для взаимодействия с плитой 4. Формующие элементы 3 могут иметь штыри 23.Устройство работает следующим образом,В исходном положении верхняя плита 4 поднята вверх. Опоры 2 нод действием упругого элемента 10 находятся в крайнем удаленном от центраустройства положении, так что упорные выступы 12 контактируют с плитой 1, при этом верхние образующиеконических поверхностей формующихэлементов 3 расположены в горизонтальной плоскости, а положение штырей 23 соответствует положению...
Способ гибки листов

Номер патента: 1530282
Опубликовано: 23.12.1989
Авторы: Бабурин, Брук, Кенис, Муратов, Николаев, Ширшов
МПК: B21D 11/20, B21D 5/00
...определяются отклонения от заданной кривизны. После этого вносится коррекция в полложение верхних плунжеров по высоте и процесс гибки повторяется (второй этап деформирования). При этом места приложения плунжеров остаются прежними (известный способ). Указанные операции (гибки и замера) проводятся несколько раз, пока профиль листа не будет соответствовать заданному.По предложенному способу первый этап гибки проводится аналогично. После него замер кривизны листа не проводится и коррекция в положение верхних плунжеров по высоте не вносится. Далее лист смещается относительно положения на первом этапе деформирования таким образом, что точки приложения деформирующих плунжеров располагаются в геометрическом центре фигур, образуемых ближайшими...
Листогибочная машина

Номер патента: 1551446
Опубликовано: 23.03.1990
Авторы: Закиров, Мартьянов, Сосов
МПК: B21D 11/20, B21D 5/14
Метки: листогибочная
...подбираюттребуемый вдлок-оправку. Установивего в машину, подают заготовку 12между валками, д валки сближают доопределенной величины, создавая темсамым гарантированную глубину внедрения валка 11 с заготовкой 12 вэластичные секции 3 другого валкамашины, при котором обеспечиваетслприлегание заготовки 12 к валку 11по поверхности (сопряженная схеслагибки), При этом посредством штуце-ра 10, подсоединенного к гидросистеме (не показана), в полости 13 упругих колец 2 подается рабочее давление й, Возникающее давление создает усилия на упругие. стенки колец 2,которые передают эти усилия на торцысекций 3 из эластичного материала,сжимая их и изменлл тем самым их жесткость в радиальном направлении на определенную величину, Нд валок, сос.тоящий из...
Способ гибки профилей уголкового сечения

Номер патента: 1558530
Опубликовано: 23.04.1990
Авторы: Ершов, Жарков, Макаров
МПК: B21D 11/20, B21D 7/02
Метки: гибки, профилей, сечения, уголкового
...центра тяжести сечения, что приводит к закрутке после снятия нагрузки. При равномерном обжатии по высоте стенки, перпендикулярной плоскости изгиба, происходит равномерное по высоте удлинение ее волокон, т. е. эпюра напряжений остается неуравновешенной от носительно центра тяжести сечения.Если произвести неравномерное по высоте обжатие стенки, перпендикулярной плоскости изгиба, с максимальным значением у края, равным в, - е, (гдеотносительное удли нение внешних волокон полки, в, - относительное удлинение концевой части стенки после гибки с осевым растяжением), убывающим по линейному закону до нуля у корневой части, то это приводит к аналогичному дополнительному удлинению ее волокон, так как уширение практически отсутствует и задачу можно...
Устройство для изготовления из ленты гофрированных деталей кольцевой формы

Номер патента: 1563808
Опубликовано: 15.05.1990
Автор: Соломаха
МПК: B21D 11/20, B21D 13/10
Метки: гофрированных, кольцевой, ленты, формы
...ширины заводят в подающие ролики 2 и Г-образную направляющую планку 17, включают привод 4. Ролики 2 подают заготовку 5 одновременно к Формующим валкам 6 и неподвижному ножу 13, причем мальтийский механизм 3 обесг.еивает шаговую подачу заготовки 5 от привода 4.В деформирующем механизме происходит формирование уголкояого профиля, одна полка которого мерно р;:зре. - зана на лепестки 24, а другая выполес с д 3 умя эи. ами 25 жесткостистеки 7, Часть заготоки 5, постуая между Формукшими алками 6 на;пнию соприкосновения поверхностейпоследних, профилируется выступами18 и впадинами 19, одновременно свободная часть заготовки мерно нарезается на лепестки 24 на линии резаподвижным 14 и неподвижным 13 ножами,11 одвижные ножи 14 находятся вне...
Способ формообразования листовых заготовок двоякой кривизны

Номер патента: 1574316
Опубликовано: 30.06.1990
Авторы: Богданов, Брук, Куклин, Попов
МПК: B21D 11/00, B21D 11/20
Метки: двоякой, заготовок, кривизны, листовых, формообразования
...пуансоном и матрицей, сохраняют с помощью прокладок 7,укладываемых снизу и сверху заготовки перед гибкой, Так как на первом переходе изгибу подвергается практически вся поверхность заготовки,то этот прием используется также для ее правки в состоянии поставки. Способ позволяет формообразовывать детали с различными радиусами кривизны вдоль и поперек заготовки. В случае седлообразной формы детали обычно кривизна в продольном направлении больше,а радиус соответственно меньше, поэтому в этом направлении и производят изгиб на первом пере 1574316ходе, а затем заготовку кантуют и укладывают сверху две прокладки,а снизу - одну,т.е.наоборот по сравнению с получением парусовидной формы.5П р и м е рЛисты толщиной более 40 мм, габаритами 2 х 8 м для...
Устройство для формообразования изделий двойной кривизны, преимущественно сферической формы

Номер патента: 1597243
Опубликовано: 07.10.1990
Авторы: Матасов, Одиноков, Халиулин, Шапаев
МПК: B21D 11/20
Метки: двойной, кривизны, преимущественно, сферической, формообразования, формы
...материала заготовки.1 з.п,ф-лы, 3 ил. ровать по высоте, они имеют телескопическую конструкцию, т.е. состоят из двух частей - верхней, расположенной выше силовых дисков, и нижней. Верхняя часть вворачивается в нижнюю и Фиксируется с помощью контргайки 11. Для удобства сборки опорные диски 2 изготовлены из двух симметричных половин, соединенных болтами 12, На крайних формозадаюших дисках 4 име" ются захваты 13 для удержания деформируемой заготовки 14. Между послед" ней и Формозадающими дисками 4 находится подкладкой лист 15 для предотвращения огранки.Устройство работает следующим образом.В исходном состоянии стержни 1 находятся в вертикальном положении, опираясь нижними концами на плоскую опорную поверхность. Формозадающие диски 4,...
Способ изготовления деталей двойной кривизны

Номер патента: 1606230
Опубликовано: 15.11.1990
Авторы: Комарова, Лысов, Мацнев
МПК: B21D 11/20
...рифтов в х-х сечениях.По формуле (3) методом итерацийнаходят соответствующий угол,1-го рифта в х-м сечении.По Формуле (4) рассчитывают Н11высоту 1-го рифта в -м сечении.Для рассматриваемого примера параметры рифтов рассчитаны по предлагаемому алгоритму (радиус-вектор вданном случае изменяется только покоординате Е) г=г(я), п=б а 40 мми представлены в таблице.ЭФФект изобретения иллюстрируютсравнительные эпюры деформаций, представленные на Фиг.7, где 5 - условная энюра деформаций, которая имелабы мЕсто при идеальных условиях обтяжки, т.е. при полном отсутствиитрения; 6 - эпюра деформаций возникающих в заготовке при обтяжке попуансону предварительно отрифтованной заготовки; 7 - суммарная эпюрадеформаций, соответствующая предлагаемому...