Способ моделирования процессов обтяжки листовых деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1233987
Автор: Вепрев


Текст
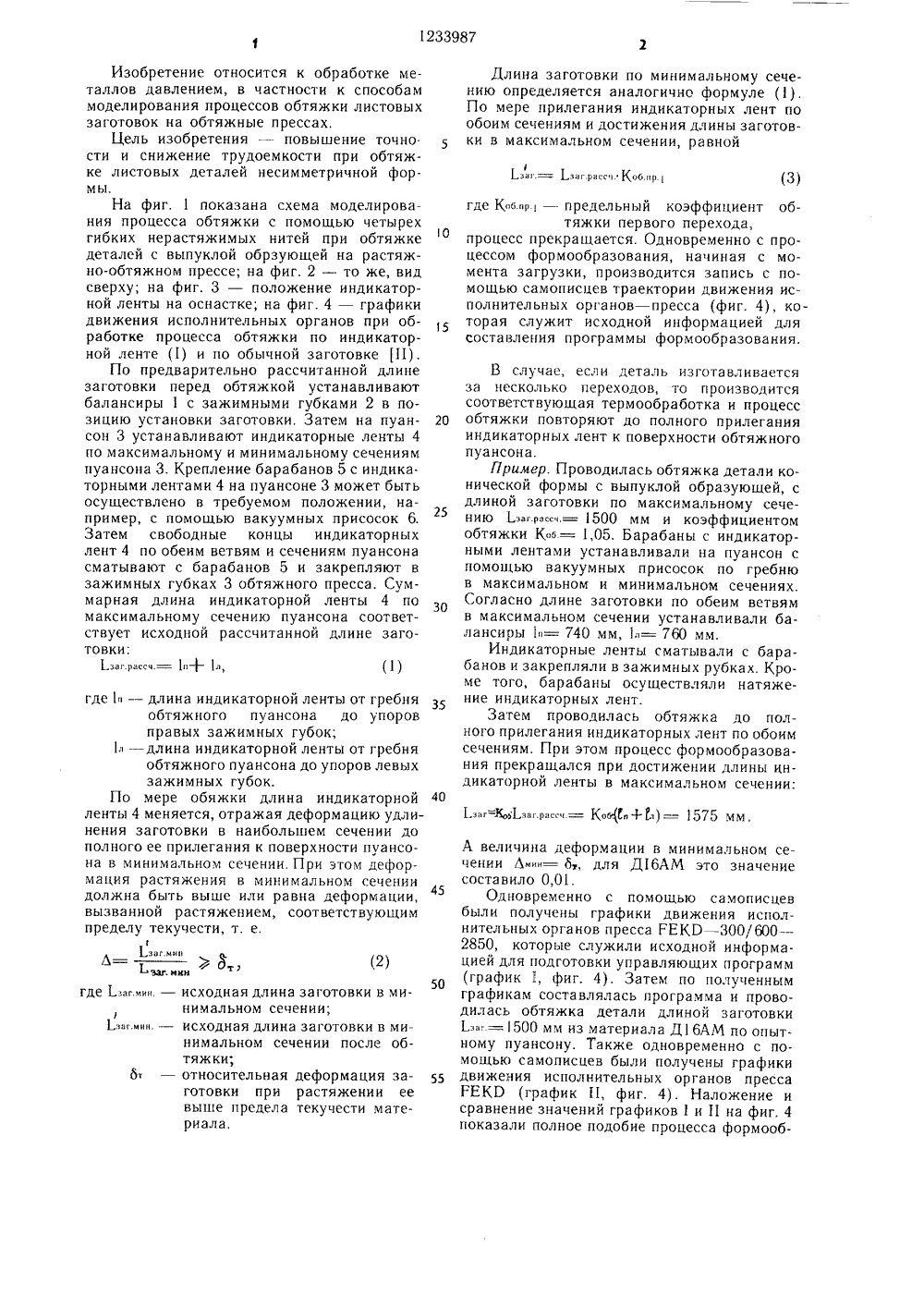
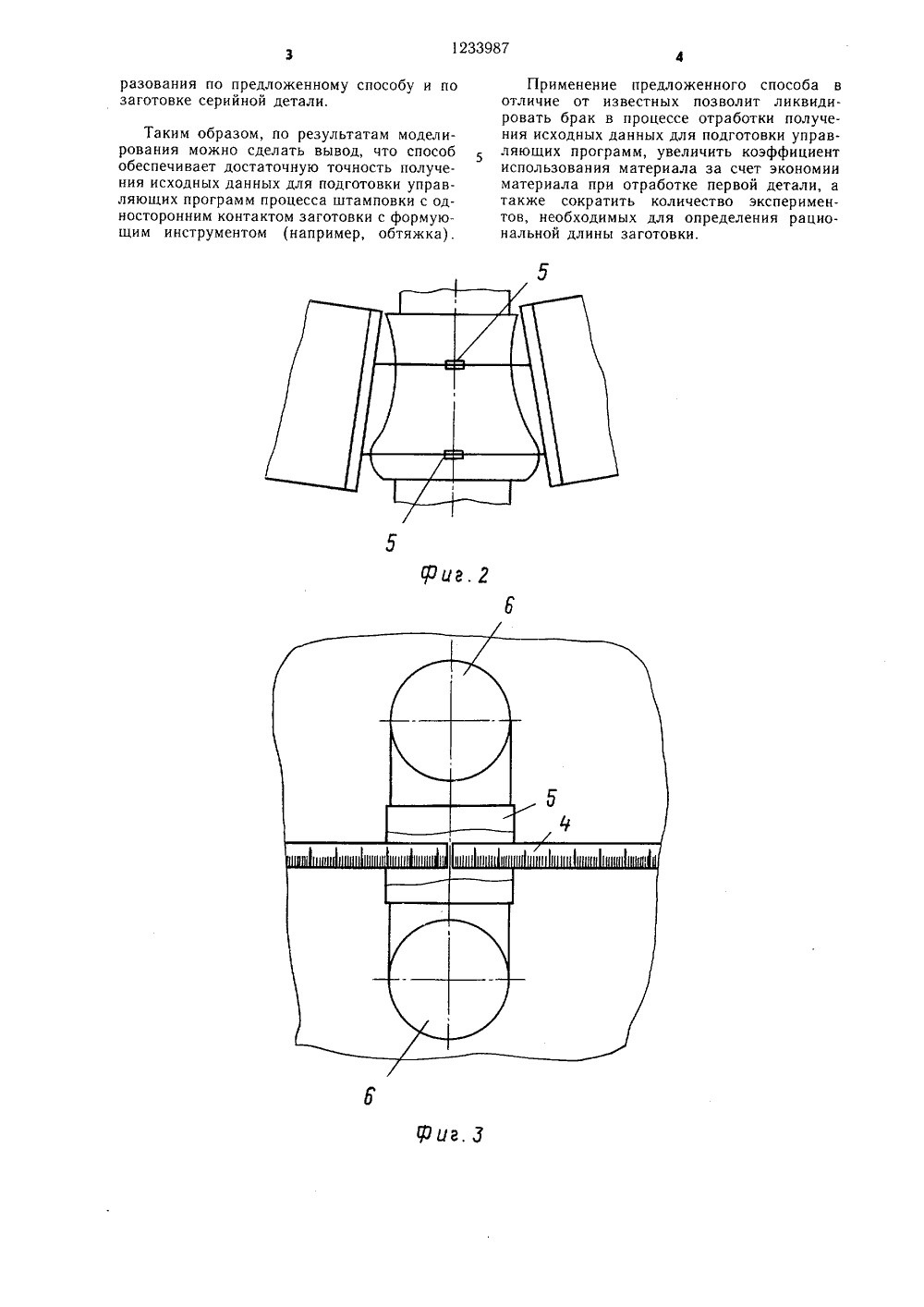
(19) (11) 7 и 4 В 21 1.) 11 2 ОПИСАНИЕ ИЗОБРЕТЕ и ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИ А ВТОРСКОМУ СВИДЕТЕЛЬСТ(56) Технический паспорт на растяжнообтяжной пресс ГЕКВ - 300/600 - 2850 фир.мы: А 1 е 11 егз е 1 сйап 11 егз де Вге 1 адпе, Фра нция, 1979, с. 15 - 17.(54) (57) СПОСОБ МОДЕЛИРОВАНИЯПРОЦЕССОВ ОБТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ преимущественно на обтяжныхпрессах, по которому в процессе обтяжки контролируют деформацию удлинения заготовки посредством измерения длины гибкой нерастяжимой нити, огибающей контур пуансона в попереЧном сечении, и записывают график движения исполнительных органов пресса, отличающийся тем, что, с целью повышения точности и снижения трудоемкости при обтяжке листовых деталей несимметричной формы, контроль деформации удлинения заготовки осуществляют одновременно в максимальном и минимальном сечениях обтяжного пуансона отдельно по правой и левой частям пуансона относительно его гребня.(3) 1.заг.= 1 заг рассч Коб.пр 1 50 Изобретение относится к обработке металлов давлением, в частности к способам моделирования процессов обтяжки листовых заготовок на обтяжные прессах.Цель изобретения - повышение точно сти и снижение трудоемкости при обтяжке листовых деталей несимметричной формы.На фиг. 1 показана схема моделирования процесса обтяжки с помощью четырех гибких нерастяжимых нитей при обтяжке деталей с выпуклой обрзующей на растяжно-обтяжном прессе; на фиг. 2 - то же, вид сверху; на фиг. 3 - положение индикаторной ленты на оснастке; на фиг. 4 - графики движения исполнительных органов при обработке процесса обтяжки по индикаторной ленте (1) и по обычной заготовке 11) .По предварительно рассчитанной длине заготовки перед обтяжкой устанавливают балансиры 1 с зажимными губками 2 в позицию установки заготовки, Затем на пуансон 3 устанавливают индикаторные ленты 4 по максимальному и минимальному сечениям пуансона 3. Крепление барабанов 5 с индикаторными лентами 4 на пуансоне 3 может быть осуществлено в требуемом положении, например, с помощью вакуумных присосок 6. Затем свободные концы индикаторных лент 4 по обеим ветвям и сечениям пуансона сматывают с барабанов 5 и закрепляют в зажимных губках 3 обтяжного пресса. Суммарная длина индикаторной ленты 4 по максимальному сечению пуансона соответствует исходной рассчитанной длине заготовки:1 заг.рассч.= 1 п+ 1 л,где- длина индикаторной ленты от гребняобтяжного пуансона до упоровправых зажимных губок;а - длина индикаторной ленты от гребняобтяжного пуансона до упоров левыхзажимных губок.По мере обяжки длина индикаторнойленты 4 меняется, отражая деформацик удлинения заготовки в наибольшем сечении дополного ее прилегания к поверхности пуансона в минимальном сечении. При этом деформация растяжения в минимальном сечениидолжна быть выше или равна деформации,вызванной растяжением, соответствующимпределу текучести, т. е,К (2)где 1.заг.ннн. - исходная длина заготовки в минимальном сечении;1 загнана. - ИСХОДНаЯ ДЛИНа ЗаГотоВКИ В МИнимальном сечении после обтяжки;Ь - относительная деформация заготовки при растяжении еевыше предела текучести материала. 1 О 15 20 25 зо 35 40 45 55 Длина заготовки по минимальному сечению определяется аналогично формуле (1). По мере прилегания индикаторных лент по обоим сечениям и достижения длины заготовки в максимальном сечении, равной где К а. р- предельный коэффициент обтяжки первого перехода, процесс прекращается. Одновременно с процессом формообразования, начиная с момента загрузки, производится запись с помощью самописцев траектории движения исполнительных органов - пресса (фиг. 4), которая служит исходной информацией для составления программы формообразования. В случае, если деталь изготавливается за несколько переходов, то производится соответствующая термообработка и процесс обтяжки повторяют до полного прилегания индикаторных лент к поверхности обтяжного пуансона.Пример. Проводилась обтяжка детали конической формы с выпуклой образующей, с длиной заготовки по максимальному сечеНию .1,заг.рассч.= 1500 мм И козффИциЕНтом обтяжки Коб= 1,05. Барабаны с индикаторными лентами устанавливали на пуансон с помощью вакуумных присосок по гребню в максимальном и минимальном сечениях. Согласно длине заготовки по обеим ветвям в максимальном сечении устанавливали балансиры= 740 мм, 1 = 760 мм.Индикаторные ленты сматывали с барабанов и закрепляли в зажимных рубках. Кроме того, барабаны осуществляли натяжение индикаторных лент.Затем проводилась обтяжка до полного прилегания индикаторных лент по обоим сечениям. При этом процесс формообразования прекращался при достижении длины индикаторной ленты в максимальном сечении: 1 заг=ззгзоз 1 заг.рассч = Коо(Гп+1 п) = 1575 мм,А величина деформации в минимальном сечении Л = ба, для Д 16 АМ это значение составило 0,01.Одновременно с помощью самописцев были получены графики движения исполнительных органов пресса СВЕКР - 300/600 - 2850, которые служили исходной информацией для подготовки управляющих программ график 1, фиг. 4), Затем по полученным графикам составлялась программа и проволилась обтяжка детали длиной заготовки 1" = 500 мм из материала Д 16 АМ по опытному пуансону. Также одновременно с помощью самописцев были получены графики движения исполнительных органов пресса ГЕКР (график 11, фиг. 4). Наложение и сравнение значений графиков 1 и И на фиг. 4 показали полное подобие процесса формооб 1233987разования по предложенному способу и позаготовке серийной детали. Таким образом, по результатам моделирования можно сделать вывод, что способ обеспечивает достаточную точность получения исходных данных для подготовки управляющих программ процесса штамповки с односторонним контактом заготовки с формующим инструментом (например, обтяжка) . Применение предложенного способа в отличие от известных позволит ликвидировать брак в процессе отработки получения исходных данных для подготовки управляющих программ, увеличить коэффициент использования материала за счет экономии материала при отработке первой детали, а также сократить количество экспериментов, необходимых для определения рациональной длины заготовки.1233987 гоп И х(нн) цнн) ЬПО ПО О т - г О О 00 О У(М Ум ох Редактор М. Дыль Заказ 2710/9 а СССытийаб., д.Проек ая, 4 Составитель Л. С 1 н Техред И. Верес Тираж 783 ВНИИПИ Государственного к по делам изобретений и 113035, Москва, Ж - 35, Раушс илиал ППП Патент, г. Ужгородмите отк каяул аловаКорректор Е. РовПодписноеР
СмотретьЗаявка
3788380, 06.09.1984
ПРЕДПРИЯТИЕ ПЯ А-7179
ВЕПРЕВ АЛЕКСАНДР АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B21D 11/20
Метки: листовых, моделирования, обтяжки, процессов
Опубликовано: 30.05.1986
Код ссылки
<a href="https://patents.su/4-1233987-sposob-modelirovaniya-processov-obtyazhki-listovykh-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ моделирования процессов обтяжки листовых деталей</a>
Пуансон для вырубки заготовки покрытия катода из эмиттирующей ленты

Номер патента: 301759
Опубликовано: 01.01.1971
Авторы: Беспалов, Львовский, Палчевский
МПК: H01J 9/24
Метки: вырубки, заготовки, катода, ленты, покрытия, пуансон, эмиттирующей
...выпадания.Предлагаемая конструкция полого пуансона позволяет устранить указанны недостатки, Это достигается тем, что на внутренней поверхности пуансона со стороны режущей кромки выполнена фаска, обеспечивающая при вырубке покрытия его вспучивание, а на фаске имеется канавка.На фиг, 1 изображен полый пуансон с фаской на внутренней поверхности со стороны режущей кромки; на фиг. 2 - пуансон с канавкой с вырезанной заготовкой покрытия.Пуансон, выполненный в виде полого корпуса 1 с фаской 2 на конце, опускаясь на эмиттирующую ленту 3, находящуюся на упругой подложке 4, например полиэтиленовой, прорубает эмиттирующую ленту и внедряется в подложку на глубину, не меньшую чем высота внутренней фаски 2, но не прорубает при этом подложки 4....
Способ изготовления изделий переменного по длине сечения

Номер патента: 1493371
Опубликовано: 15.07.1989
Авторы: Андрейчук, Афанасьев, Биллер, Курандо, Прохода
МПК: B21H 8/00
Метки: длине, переменного, сечения
...с помощью устройства,содержащего, например, кулачковый механизм с роликовым толкателем, причем последний связан с системой переключения натяжения с переднего назаднее или, наоборот, с заднего напереднее. Кулачок этого механизмаможет быть выполнен в виде отдельнойдорожки на свободной части бочкитого же валка или в виде отдельногоэлемента, закрепляемого на торцешейки валка,П р и м е р. Для прокатки изделийс передним и задним натяжениями былииспользованы прокатные клети стана220, оборудованные с передней и задней сторон стана тянущими моталками,Прокатку проводили при постоянномпереднем натяжении (известный способ)и при чередовании переднего и заднего натяжений (предлагаемый способ),Калибровка валков предусматриваланепрерывную прокатку в...
Копировальный станок для обработки поверхности заготовки типа пуансона и матрицы пресс-формы при изготовлении прямоугольной электронно-лучевой трубки

Номер патента: 132966
Опубликовано: 01.01.1960
Автор: Иванов
МПК: B24B 17/02, B24B 19/20
Метки: заготовки, изготовлении, копировальный, матрицы, поверхности, пресс-формы, прямоугольной, пуансона, станок, типа, трубки, электронно-лучевой
...осевого усилия при углах давления между копиром и роликом больших 45.С целью уменьшения осевого усилия при углах давления между копиром и копирным роликом бблыпих 45. Б предлагаемом станке применен копир, длина которого по оси больше длины заготовки, и копирный ролик, осевой профиль которого имеет эллиптическую форму пр; абразивном круге, спрофилированном по окружности. Абразивный круг выполнен в виде четырех секторов, переставных в процессе работы под воздействием центробежных сил в радиальном направлении при одновременном смещении всего круга относительно корпуса шпинделя. Это устройство станка позволяет уменьшить осевое усилие при углах давлс ния между копиром и 1(Опирным роликоъ Оольших 4 О, а также компенсировать износ...
Способ изготовления изделий переменного сечения по длине

Номер патента: 302145
Опубликовано: 01.01.1971
Авторы: Двуличанский, Двухглавов, Ермин, Загон, Левин, Мартынов, Новиков, Плюта, Разгонов, Ройтман, Терентьева, Шестаков, Школьник, Яковлев
МПК: B21B 21/00, B21C 37/16
Метки: длине, переменного, сечения
...поворачивая заготовку на определенный угол,Целью настоящего изобретениоблегчение съема изделия при поправке,Для этого на последних двойных ходах заготовку прокатывают с уменьшенным усилием до 10 - 15% от первоначального и с уменьшенными углами поворота.Изготовление изделий по предлагаемому способу изображено на чертеже,Заготовку 1 с заранее введенной оправкой 2 устанавливают на продольно-раскатной стан, например, в обратных центрах д с целью прокатки средней части. Прокатку осуществляют парой неприводных калиброванных роликов 4 с ручьями неполного обхвата за восемь в двенадцать двойных возвратно-поступательных ходов с поворотами заготовки и оправки относительно их геометрической оси по программе 90 - 45 - 90 - 45 и с...
Устройство для формования многоугольного в поперечном сечении рукава из ленты

Номер патента: 335169
Опубликовано: 01.01.1972
МПК: B65B 43/08, B65B 9/06
Метки: ленты, многоугольного, поперечном, рукава, сечении, формования
...принимает форму поверхности воротника 2 (движется по ней), а затем, проходя формующую кромку д, втягивается внутрь призматической трубы 1, выполненной по требуемой форме рукава. При движении ленты по призматической поверхности трубы 1 образуется рукав 12, который после склеивания продольного шва 11 заполняется продуктом и разделяется далее на отдельные пакеты.Расчет конструкции формующих элементов рукавообразователя в каждом конкретном случае производится, исходя из заданного поперечного сечения рукава и угла подачи ленты б. Поперечное сечение формующей поверхности трубы 1 принимается равным сечению требуемого рукава, Угол подачи определяет положение плоского трапецеидального участка б по отношению к задней грани трубы, которые...
Предыдущий патент: Устройство для гибки труб
Следующий патент: Способ определения штампуемости при отбортовке листового материала
Случайный патент: Магнитный сепаратор