Патенты с меткой «многогранных»
Автоматизированный гониометр для измерения углов многогранных призм

Номер патента: 1427173
Опубликовано: 30.09.1988
Авторы: Вахлаков, Демчук, Зайцев, Зозуля
МПК: G01B 11/26
Метки: автоматизированный, гониометр, многогранных, призм, углов
...скорости вращения поворотной платформы 1, Числоимпульсов, заполняющих временныеинтервалы, пропорционально величинеплоских углов многогранной призмы 22.Цена деления одного импульса, снимаемого с кольцевого лазера 3, периодически уточняется за один оборот по"воротной платформы 1,Изооражение щелевой диафрагмы 16при вращении многогранной призмы 22пересекает светочувствительные площадки 21 ПЗС 20.Импульс, снимаемый с Фотоприемника 19, поступает на вход блока 6 обработки сигнала и на вход коммутатора 9, входящего в блок 7 управления.Генератор 8 Формирует импульсы, которые, пройдя коммутатор 9, поступаютна формирователь 10, формирующий импульсы опроса ПЗС 20, Время накопления зарядов в ПЗС 20 задается с помощью счетчика 11, дешифратора 12...
Способ изготовления многогранных труб

Номер патента: 1463367
Опубликовано: 07.03.1989
Авторы: Балявин, Павлов, Шуринов, Яковлев
МПК: B21B 17/02, B21C 37/15
Метки: многогранных, труб
...При этом происходит выпрямление полок трубы, образуется зазор между внутренней поверхностью трубы31463367и оправкой, благодаря которому оправа свободно извлекается цэ трубы,П р и и е р, Способ изготовлениявадратной трубы размером 50 50 2 иэтали Х 18 Н 10 Т; В качестве заготовкийспольэуют трубу размером 65 2 мм.Перед вводом оправки в трубу ее профилируют волоченцем в фасонном калибре роликовой волоки. Фасонныйкалцбр представляет собой выпуклыйквадрат с линейными участками, прилегающими к вершинам углов. Размерыкалибра: расстояние между вершинами1 алибра 50 мм, длина линейных участ ов 10 ы, стрела прогиба дна ручьяцентральной части 7 мм.В предварительно спрофцлировапнуюрубу вводят длинпую подвижную оправку размером 45,5 45,5 мм и...
Способ изготовления многогранных деталей

Номер патента: 1484431
Опубликовано: 07.06.1989
Авторы: Данилов, Кузьменков, Хаустов, Черный
МПК: B21K 1/46
Метки: многогранных
...экспериментально.На третьем переходе высаживают шестигранную головку 5 с одновременным редуцированием части стержня 6 под накатку резьбы.Высадку осуществляют пуансоном, имеющим центральное углубление по форме сохраняемого цилиндрического торцевого выступа и получаемой фаски 7 с углом о- = 20 - 40.Фаска необходима для того, чтобы металл, перемец 1 аемый в дальнейшем, при редуцировании головки не выходил за пределы верхнего торца головки.Затем бочкообразную форму головки исправляют редуцированием,.На четвертом переходе заготовку проталкивают через матрицу пуансоном, опи рающим ся на предварительно сформованный торцевой выступ, который предохраняет головку от обратного выдавливания ее пуансоном при редуцировании. Диаметр пуансона равен...
Способ шлифования многогранных деталей и устройство для его осуществления

Номер патента: 1491667
Опубликовано: 07.07.1989
Авторы: Гофер, Задубин, Кочнев, Связкина
Метки: многогранных, шлифования
...5, и обеспечивают их равномерное обжатие сдвух сторон. Следовательно, независимо от количества заготовок 5, размещенных левее и правее вкладь 1 шей 10,от их линейных погрешностей (длицыстолбика соединяемых заготовок) заготовки 5 обжимаются равномерно сдвух сторон, что приводит к их равномерному объемному напряженному состоянию в процессе шлифования,Многоместная кассета 3 после сборки устанавливается в сквозной продольный паз 2 плоской пары 1 так,чтобы обрабатываемая поверхность 13заготовок 5 находилась параллельнорабочей поверхности шлифовальногокруга 14 и закреплялась, Это достигается конструктивным исполнениемс кнО зн с)1 с про;011 н О 1 Р 112 за 2 ц Орь 1 Обработка производится ри обильцои подаче СОЖ перемешением опоры 1 (пров...
Станок сальковых для обработки многогранных поверхностей

Номер патента: 1505669
Опубликовано: 07.09.1989
МПК: B23B 5/44
Метки: многогранных, поверхностей, сальковых, станок
...головкив результате продольного перемещениязадней опоры. От главного привода через коробку 5 скоростей сообщается вращение с требуемой скоростью шпинделю 4, а от шпинделя через коробку 12 передач и механизм 13 сохранения постоянства чисел оборотов - валу 11 и многорезцовой головке 10 с соотношением чиП 1 сел оборотов шпиндель - вал , прии этом шпиндель и многорезцовая головка имеют одинаково направленные вращательные движения, Затем по цепи коробка 7 подач - ходоьой винт б получает движение продольный суппорт совместно с поперечным суппортом 9 и многорезцовой головкой 10, которая, перемещаясь по винтовым шлицам вала 11, получает дополнительный поворот связанный с движением суппор" та 8, При этом нарезают винтовые поверхности червяка...
Способ изготовления твердосплавной волоки для деформирования многогранных профилей

Номер патента: 1516163
Опубликовано: 23.10.1989
Автор: Майдан
Метки: волоки, деформирования, многогранных, профилей, твердосплавной
...с обр; оццин ч цилиц,ричской и конической иорхн 1.Й соцр 5(жения между 1 тдбочичир;ням(и цир(л(идд,(ьнои обжимнои 2 и ириз. чдги ской кдлиоруюшей 3 зон цод конусцо-илии.ри цскии иритир 4. Радиус г пи, видричской иовс рхности притирд равен р;.яусс (крлг.сниц готового профи,я, упл ф н;к,ад о)р.(ук(цй конической цоверхцси иритирд равен полууглуобжичной ныригир рдзмспдкт в рдбочеч к;цдл ц,ки и конт(кте цилиндрической частью с к,ибрлонси ной, и коцлсцой . с обжимай зонй и снбцьдк)г притиру круговое обкдыц;ниио рдбочич грдняь канала.11 редлдг;чый сисоб позволяет мехдциирн;гь нроцс обработки рабочего канала цо,оки ригирч, и значит, в целч увели чнь цразводи (ельность изготов(с ция воки, р;иирить тсхноги)гические во(чькнос ; с брботки волок...
Станок для обработки наружных многогранных поверхностей деталей

Номер патента: 1516259
Опубликовано: 23.10.1989
Авторы: Бабок, Дроздов, Краюхин, Петровский, Хурсик
МПК: B23D 37/00
Метки: многогранных, наружных, поверхностей, станок
...ползуна1 от мертвой точки к изделию 6, находящемуся в позиции 11, происходитоповорот на 60 и фиксация втулки 14 20эажимного механизма 5 за счет дейст-вий клина 27 и кулачков 30 и 31, какэто описано относительно втулки 14зажимного механизма 4 при его перемещении из позиции 1 в позицию 11, во 25время первого движения полэуна 1 отмертвой точки к иэделию, находящемусяв позиции 11 (рабочий ход). Послезавершения второго рабочего хода наизделии 6, закрепленном в зажимноммеханизме 5, образуются две обработанные параллельные поверхности,как это было на изделии, закрепленном в зажимном механизме 4 при первом рабочем ходе ползуна 1.35При подходе ползуна 1 к точке реверса после окончания второго рабочего хода вновь происходит поворот стола на 90...
Устройство для зажима многогранных заготовок

Номер патента: 1558564
Опубликовано: 23.04.1990
Автор: Дружинин
МПК: B23B 31/02
Метки: заготовок, зажима, многогранных
...на фиг,. 1; на фиг. 3 - разрез Б. - Б на фиг. 1.Устройство для зажима многогранных заготовок содержит корпус 1, в отверстии 2 которого размещен поводковый элемент, выполненный в виде втулки 3 с радиальными сквозными отверстиями 4, часть отверстия, обращенная к наружной поверхности втулки 3, выполнена цилиндрической, другая - конической. В отверстиях 4, число которых равно числу граней зажимаемых заготовок, установлены с возможностью радиального перемещения шарики 5, отверстие 2 корпуса 1 имеет два участка, участок 6 имеет больший диаметр и участок 7 - меньший диаметр между собой участки соединены конической поверхностью 8, На корпусе 1 размещены наклонные пазы 9, предназначенные для размещения пальцев 10, установленных на втулке 3,...
Способ обработки многогранных пластин из твердых сплавов

Номер патента: 1572755
Опубликовано: 23.06.1990
Авторы: Лавриненко, Лысенко, Филипченко
МПК: B23B 27/00
Метки: многогранных, пластин, сплавов, твердых
...случае при шлифованиисоздается дефектный слой. Окончательное шлифование производят со снятиемприпуска из диапазона (5-20)с 1, где 20д - величина зерна, При припуске менее 5 с 1 не снимается дефектный слой чзтермообработанных зерен карбида титана, а при припуске более 20 с не наблюдается повышение содержания никеля в поверхностном слое.При осуществлении способа используют пластины из сплава ХНТ 1 б размерами после спекания 13,5,ф 13,5 5,2 мм.Шпифование производят по стандартнымметодикам на станках мод. МШ 289 (боковые грани) и ЧВМЗОО/2, (опорныс.поверхности), Термообработку пластинпроводят в муфельной печи. Содержаниеникеля регистрируют микроанализатором 35"КЭМСКАНДВ" и на рентгеновской установке ДРОН-ЗМ.П р и м е р. Берут спеченные...
Устройство для измерения положения и контроля правильности геометрических форм длинномерных многогранных объектов

Номер патента: 1585678
Опубликовано: 15.08.1990
Авторы: Иванов, Пустовойт, Староверов
МПК: G01B 21/00
Метки: геометрических, длинномерных, многогранных, объектов, положения, правильности, форм
...собой импульс засветки и теневые импульсы(Фиг. 2), В отсутствие объекта 26сигнал представляет собой импульсзасветки (Фиг, 2 а), длительность ко торого ь, равна времени сканирования. В случае наличия объекта 26 взоне сканирования на импульсе засветки появляются теневые импульсы(Фиг. 2 б), длительность которых ( О,определяется частотой враЛ г)щения многогранного зеркала блока 2сканирования, фокусным расстояниемобъектива 3 и равна времени прохождения лазерного луча через объект26, т.е. пропорциональна размеруобъекта 26. Время(фиг, 2 б) между чачальным фронтом светового импульса и начальным Фронтом первоготеневого импульса несет информациюо положении объекта по координате У,так -как эта часть информационногоимпульса получается от...
Автоматизированный гониометр для измерения плоских углов многогранных призм

Номер патента: 1585680
Опубликовано: 15.08.1990
МПК: G01B 21/22
Метки: автоматизированный, гониометр, многогранных, плоских, призм, углов
...импульсами, снимаемыми с автоколлиматора 6, вычисляетсяс помощью генератора 12, счетчика13, блока 14 масштабирования и блока15 вычитания. 2 ил. которого подключен к выходу блока 15 вычитания.Контролируются плоские углы многогранной призмы 17, установленной на. поворотном столеГониометр работает следующим образом.При вращении повооотной платформы 1 вместе со штриховым лимбом 3, входящим в датчик 2 угловых перемещений, узел 4 считывания Формирует импульсы, количество которых связано с угловым положением поворотной платформы 1. Узел 5 начала отсчета формирует один импульс за один оборот штрихового лимба 3.Контролируемая многогранная призма 17 вращается вместе с поворотной платформой 1, При совмещении нсрмали к грани многогранной призмы 17...
Валок для шаговой прокатки многогранных полос

Номер патента: 1588453
Опубликовано: 30.08.1990
Авторы: Калинин, Коваль, Палкичев
МПК: B21B 13/18, B21B 27/02
Метки: валок, многогранных, полос, прокатки, шаговой
...соответственно равно двум, трем, четырем.Валок работает следующим образом.При захвате заготовки началом обжимаемого участка 2, она начинает деформироваться практически гладким участком, а затем по мере разворота валка постепенно охватывается стенками ручья по всем граням. Калибрующий участок 3 осуществляет окончательное формирование геометрической формы профиля, Перед очередным об 2 л жатием заготовки кантуют на угол, где и - число граней полосы. В процессе после;дующего очередного обжатия ребра заго, товки, деформированные при предыдущем обжатии в разъемах между валками, обжимаются по дну ручьев валков, образующих калибр, и наоборот,П р и м е р, Прокатка квадратной полосы сечением 20 х 20 мм. осуществляется на стане ПК 120, Ручей на...
Способ изготовления многогранных крепежных деталей

Номер патента: 1611541
Опубликовано: 07.12.1990
Авторы: Зайцев, Исаев, Никифоров, Руденко
МПК: B21K 1/76
Метки: крепежных, многогранных
...эти рабочие участкинеобходимы с обоих концов грани, т. е.10 - 30% протяженности граней должны контактировать с ключом. Участвующая в работе остальная часть граней (70 - -90%) с инструментом ке контактирует.Прк уменьшении контактной поверхности менее 5% возможны сминания угловизделия и проскальзывание ключа известной конструкции (с плоскими рабочимиповерхностями) по граням, что может привести к травмкрованию рабочегс. Прк использовании гаечного ключа с выпуклостями нарабочих поверхностях сминанкя углов не гроизойдет, зато углы, приобретая острую форму, становятся не технологичными ири изготовлении и в эксплуатации.Н; жнкЙ предел протяженности установлен кз расчета максимально возможнойпротяженности контактирующих поверхностей клю га и...
Инструментальный узел для обрезки многогранных головок стержневых изделий

Номер патента: 1611602
Опубликовано: 07.12.1990
МПК: B23D 23/00
Метки: головок, инструментальный, многогранных, обрезки, стержневых, узел
...гранейобрабатываемого изделия. При этом нагрузки, действующие на инструмент, возрас.тают плавно, не вызывая ударных воздействий. 3 з.п. ф-лы, 3 ил. ти материала головки, при превышении которого начинается пластическая деформация (срез) граней. Максимальная граница величина понижения, составляющая 0,23 диаметра описанцой окружности многогранного отверстия. выбрана из условия прочности.Для повышения циклической стойкости инструмента в углах матрицы выполнены сверления 5. Для предотвращения появления заусенцев в углах заготовки диаметр описанной окружности шестигранного отверстия матрицы должен быть не менее диаметра заготовки.Понижение режущих кромок может иметь как дугообразную, так и трапециевидную форму (фиг. 3). При этом в первом...
Способ обработки многогранных поверхностей

Номер патента: 1618503
Опубликовано: 07.01.1991
Авторы: Брюханда, Вовкогон, Даниленко, Ступак, Федоренко
МПК: B23B 1/00
Метки: многогранных, поверхностей
...83 и2е О,-- зп (1-К) +- К 1 где Ь - допускаемая погрешность формообразования, мм;- центральный угол зоны контак 3та окружности, описанной вокруг многогранника с производящей окружностью резцовойголовки,Минимальное необходимое дпя многогранника количество резцов в головке определяют из зависимости ИМ = (К - 1 И / ппп 1,где Мц - минимальное необходимое дляобработки заданного многогранника количество резцовв резцовой головке;д = О, 1, 2,Предлагаемый способ может бытьиспользован в составе многоинструментальных наладок, например, на токарных многошпиндельных автоматах,так как позволяет осуществлять обработку при частоте вращения заготовки,определенной для многоинструментальной наладки, исходя из условий рациональной эксплуатации...
Способ точения многогранных поверхностей

Номер патента: 1623839
Опубликовано: 30.01.1991
МПК: B23B 5/44
Метки: многогранных, поверхностей, точения
...при обратнойсхеме точения,Способ осуществляют следующим образомОбработку заготовки 1, заданноймногогранной пОверхности, осуществляют круглым резцом 2 с радиусом д,который устанавливают с воэможностьювращения вокруг оси 3, при этом геометрическая Ось 4 резца параллельнаоси 3 и отстоит от нее на расстояниеТаким образом, резец 2 устанавливают с эксцентриситетом е Относительно оси его вращения,Ось 3 вращения резца устанавливают под углом 6 к плоскости, перпендикулярной Оси 5 вращения заготовки1, величину которого задают по соотношению8 г+е= агса 1 пд К где К количество выступов у поперечного сечения заданной поверхности;г - радиус окружности, вписаннойв поперечное сечение многогранной поверхности,В процессе обработки резцу и заготовке...
Способ обработки многогранных поверхностей

Номер патента: 1623840
Опубликовано: 30.01.1991
Авторы: Брюханда, Вовкогон, Даниленко, Ступак, Федоренко
МПК: B23B 5/44
Метки: многогранных, поверхностей
...устанавливают равным разнос"ти радиуса расположения режущих кромок в резцовой головке и радиусавписанной в многогранник окружности,увеличенного на величину допускаемойпогрешности формообразования, грани,при этом радиус расположения режущихкромок в резцовой головке определяютиз условия обеспечения деления с учетом допускаемой погрешности по уравнению2 2Т К -К+Ь+ 11 агссов -" -- -, --В 2 К ЬК-К -Ь 2г 2- агссов " -2 КЬ- О,где Б - количество граней многогранника;0 - отношение угловой скоростивращения заготовки к угловойскорости резцовой ГоловкиК - радиус расположения режущихцкромок в резцовой головке;К т.хлх совес- - радиус окружности,описанной вокруг многогранника;г - радиус окружности, вписаннойв многогранник;ЬщК -гц-Ь - расстояние...
Автоматизированный гониометр для измерения плоских углов многогранных призм

Номер патента: 1640549
Опубликовано: 07.04.1991
Авторы: Борисюк, Коваленко, Осьмак, Щербань
МПК: G01B 21/22
Метки: автоматизированный, гониометр, многогранных, плоских, призм, углов
...начало и окончание которых соответствует времени формирования сигнала автоколлиматором 3 от соседних граней многогранной призмы 17,Второй и третий О-триггеры 7 и 8 по сигналам, поступающим с выхода первого триггера 6 и первого формирователя 4, осуществляют привязку временных интервалов к передним фронтам импульсов, формируемых вторым формирователем 5.При этом во временные интервалы, связанные с длительностью импульсов, формируемых автоколлиматором 3, укладывается целое число импульсов, формируемых вторым формирователем 5.Во временные интервалы, связанные с угловыми расстояниями между отражающими гранями многогранной призмы 17, также укладывается целое число импульсов, формируемых вторым формирователем 5.Сформированный третьим триггером...
Устройство для обработки многогранных отверстий

Номер патента: 1657286
Опубликовано: 23.06.1991
Авторы: Кучерявый, Мешков, Скидан, Ямпольская
МПК: B23C 7/00
Метки: многогранных, отверстий
...на единицу меньше. Исходные теоретические сечения кулачка 14 ифрезы 18 идентичны и имеют вид основаниякриволинейной призмы, очерченного дугами окружностей с радиусом, равным раэме 15 ру между противоположными гранямиобрабатываемой детали 34, Для плавной работы и жесткости кулачка 14 вершины еготеоретического профиля снабжают овалами, а овальные грани рабочего профиля вы 20 полняют эквидистантными теоретическомуна расстоянии радиусов овалов при вершинах, Вершины теоретического профилядолжны совпадать с вершинами прямолинейных зубьев фрезы 18. Расстояние между25 противоположными гранями направляющей втулки 15 равно ширине рабочего профиля кулачка 14, За счет этого втулка 15 икулачок 14 контактируют в любом положении, а при вращении...
Устройство для заточки твердосплавных многогранных пластин

Номер патента: 1664518
Опубликовано: 23.07.1991
МПК: B24B 3/34
Метки: заточки, многогранных, пластин, твердосплавных
...радиусы, необходимо, чтобы пластина 3 в процессе обработки была плотно прижата к шлифовальному кругу 1 и вместе с тем поворачивалась вокруг оси отверстия, т,е. необходимо сложное движение обкатки, состоящее из элементарных движений ВЗ, П 4 и П 5.Для предотвращения поворота пластины 3 относительно т очкиА (фиг,2) пластина 3 прижимается к барабану 2 силой Ед, которая регулируется усилием Е 1 прилагаемым к рычагу 5. Осевое перемещение валика 6 с держателем 4 не ограничивается, так как валик б свободно перемещается в опорах 7. Прижим пластины З.к шлифовальному кругу 1 осуществляется барабаном 2. Сила Е 4 должна создавать момент больше, чем сила резания Ез.Шлифовальный круг 1 заправляется под углом а, который определяет величину съема...
Сборная матрица для высадки многогранных изделий

Номер патента: 1666257
Опубликовано: 30.07.1991
Автор: Хомяк
МПК: B21J 5/08
Метки: высадки, матрица, многогранных, сборная
...числу секций. Угол наклона осей секций равен двойному углунаклона граней секций матрицы, Секции иприжимы в сборе запрессованы по конусной посадке в промежуточную втулку 2, Сек ции 3 в собранной матрице не имеюткокнтакта с внутренней поверхностью про межуточной втулки 2, что исключает зонные, циклические усталостные нагрузки на нее,, Секции 3 и прижимы 4 на нерабочей стороне матрицы опираются в опорную втулку 5,показанную на фиг. 2, Втулка 5 закрепляется в обойме матрицы по прессовой посадкеили резьбой. фески 6 секций 3 на рабочемторце, показанные на фиг. 3, контактируютс выступами 7 прижимов 4,При сборке матриц комплект секций 3 иприжимов 4, соединенных, например, наоправке, запрессовывается в промежуточную втулку 2 со стороны...
Способ обработки многогранных криволинейных поверхностей

Номер патента: 1673278
Опубликовано: 30.08.1991
Автор: Данилов
Метки: криволинейных, многогранных, поверхностей
...2 устанавливают по соотношению1.= г+ 8+1.В процессе обработки для получения многогранного профиля 13 детали сообщают вращение вокруг оси 4 с частотой п 2, а режущему инструменту вращение с -:еес той н 1 вокру оси 5. Для сбраэсвания пове.- х ности по длине инструмент 2 относительно дета.,и 1 сосбь,ают также прямоли.ей я перемещение с псу.ачей 3 (мм (с"заготовки).За олин оборот инсгрумента 2 вокруг оси 5 ссущес-вляе ся обработка в данном сечении одной грани многогранной поверхности точками 8 всех его лезвий 3. Поэтому профиль 13 грани образуется как огибающая г кривых 14 - траекторий относитгль" ного движен,.я точек 8, где У - количество режущих зубьев 7, и имеет огранку высотой АТак как лезвия 3 на совпадают с образу" ющими 10, о...
Способ изготовления многогранных гаек

Номер патента: 1690942
Опубликовано: 15.11.1991
Авторы: Артюхин, Мокринский
МПК: B21K 1/64
Метки: гаек, многогранных
...под отверстие наблюдается скругление углов шестигранника за счет встречного свободного течения металлаотносительно перемещения инструмента,формирующего полость, Это устраняетсяпоследующей подсадкой заготовки с одновременным оформлением опорных торцовых поверхностей, Но при выдавливанииполости под отверстие глубиной, болышей0,5 высоты готового изделия, с последующей подсадкой наблюдаются случаи залипания заготовок гаек на деформирующеминструменте, так как усилие съема заготовки с инструмента приближается к усилиювыталкивания заготовки из матрицы, чтоприводит к поломке инструмента и оснастки,Таким образом, глубина выдавливанияполости под отверстия со стороны пуансона, составляющая 0,35 0,5, является тем диапазоном, при котором...
Способ обработки многогранных деталей

Номер патента: 1703256
Опубликовано: 07.01.1992
Авторы: Белосвет, Николаев, Пахомов, Слесарев, Тыналиев
МПК: B23B 1/00
Метки: многогранных
...инструментляется углом поворота.Таким образом, при обработкной системе с одновременным тным вращением заготовки и инсосуществляется подача инструменговой траектории без осуществленального движения,На фиг, 1 показана схема обрпредлагаемому способу; на фиг. 2расчета величины радиуса подачиСпособ реализуется следующ Заготовку 1 вращают со ско эания Чр и одновременно пеое скоростью в 1 по кругу с осью Инструмент 2 вращают по кругу1703256 груз угловой скоростью со 1 равной скорости перемещения заготовки а 2. Оси 01 и 02 смещают на величину е. При этом в процессе вращения инструмент 2 совершает плоско- параллельное движение по круговой траектории, радиус г которой (фиг.2) равен величине смещения е, и в зоне контакта его вершины с заготовкой...
Приспособление для заточки многогранных пластин

Номер патента: 1738606
Опубликовано: 07.06.1992
Автор: Ефимович
МПК: B24B 3/34
Метки: заточки, многогранных, пластин
...в виде основания 2, на котором размещена поворотная плита 3 в форме многогранника, На обращенном к основанию 2 торце 4 поворотной плиты 3 вдоль ее контура выполнен закры тый замкнутый паз 5 с наружной 6 и внутренней 7 взаимно параллельными стенками, Механизм поворота пластины 1 выполнен в виде установленной на основании 2 в контакте с боковыми поверхностями 10 8 поворотной плиты 3 направляющей планки 9 и размещенного в основании 2 перпендикулярно к последнему и в упругом контакте с наружной стенкой 6 паза 5 прижимного штифта 10 с фиксирующим элемен том 11, В центре поворотной плиты 3установлена стойка 12 с цанговой оправкой 13. Механизм 14 ориентации в аиде откидного рычага размещен на направляющей планке 9. Ось 15 поворота и...
Способ точения многогранных поверхностей

Номер патента: 1748957
Опубликовано: 23.07.1992
Автор: Данилов
МПК: B23B 5/44
Метки: многогранных, поверхностей, точения
...того, что частота возвратнопоступательного движения резца многократно превышает частоту вращениязаготовки, а траектория перемещения вершины резца имеет резкие переходы в вершинах граней многогранной поверхности,создаются неблагоприятные условия его работы, что отрицательно влияет на производительность,Целью изобретения является повышение производительности обработки.кими резцами 2, количество которых равно числу граней М обработанной многогранной поверхности, Резцы расположены равномерно по окружности в плоскости, перпендикулярной оси 3 заготовки, Каждым резцом обрабатывают одну из граней, В процессе обработки заготовке 1 сообщают вращательное движение В 1 вокруг оси 3, а резцам - возвратно-поступательное движение П 2,...
Фреза с механическим креплением сменных многогранных пластин

Номер патента: 1750860
Опубликовано: 30.07.1992
Авторы: Лахов, Трошин, Шалыгин, Шейнин
Метки: креплением, механическим, многогранных, пластин, сменных, фреза
...располагае тра обрабатываемой детали, Э искажению профиля резьбы. Б закрепление в данном инстру задними углами эатруднительЦелью изобретения являе ние производительности за с ния шага между зубьями.Указанная цель достигает конструкцию фрезы, содержа гнездами, введены конически ры, соединенные с корпусом, ковые опорные поверхн выполнены на упорах, а в корп ны конические резьбовые о взаимодействия с упомянуты прорези, расположенные вдо ческих резьбовых отверстий,На фиг.1 изображена ф сечение; на фиг,2 - то же. в фиг,3 - фрезы для обработк сверху;Фреза т изрого встав пор рекорпусе винтом 3. Наклонная боковая поверхность упора 2 является жесткой базой для пластин 4, закрепление по одной из сторон которой осуществляется коническим винтом...
Способ формирования многогранных головок болтов

Номер патента: 1764757
Опубликовано: 30.09.1992
МПК: B21K 1/46
Метки: болтов, головок, многогранных, формирования
...головке исключают образование наплывов на опорной и торцовой поверхностях.Формирование шестигранника радиальным обжатием происходит при свободном течении металла в осевом направлении, т,е, увеличивается высота головки, При достижении высоты, равной высоте головки готового изделия, дальнейший рост ограничивается, процесс оформления шестигранника заканчивается.Предлагаемый способ исключает образование наплывов на опорной и торцовой поверхностях головки болта и обеспечивает снижение нагрузки на инструмент,Ввиду того, что указанные в формуле изобретения режимы в других известных объектах не использовались, можно сделать вывод о том, что предлагаемое изобретение отвечает критерию "существенные отличия". На чертеже показана схема...
Способ изготовления инструмента для штамповки многогранных изделий

Номер патента: 1773547
Опубликовано: 07.11.1992
Авторы: Боровинский, Лучкин, Панасенков, Сущенко
МПК: B21K 5/20
Метки: инструмента, многогранных, штамповки
...позволяет создать при выдавливании структуру, обладающую механическими характеристиками сплошного инструмента,Регулировку радиального смещения объемов металла, обеспечивающую устранение задиров в выдавливаемой полости инструмента возможно осуществлять и беэ применения заглушек, Однако, в этом случае увеличивается вероятность появления трещин, Относительно небольшие радиальные перемещения металла определяют размеры облегчающих камер. Обработка таких облегчающих камер связана с рядом технологических трудностей, а их неизбежноесмещение относительно осей максимального радиального перемещения металла приводит к появлению пустот как в слоях, обеспечивающих подпор угловых зон, так ив прилегающих к ним, Эти пустоты снижают прочность...
Способ ротационного точения многогранных валов
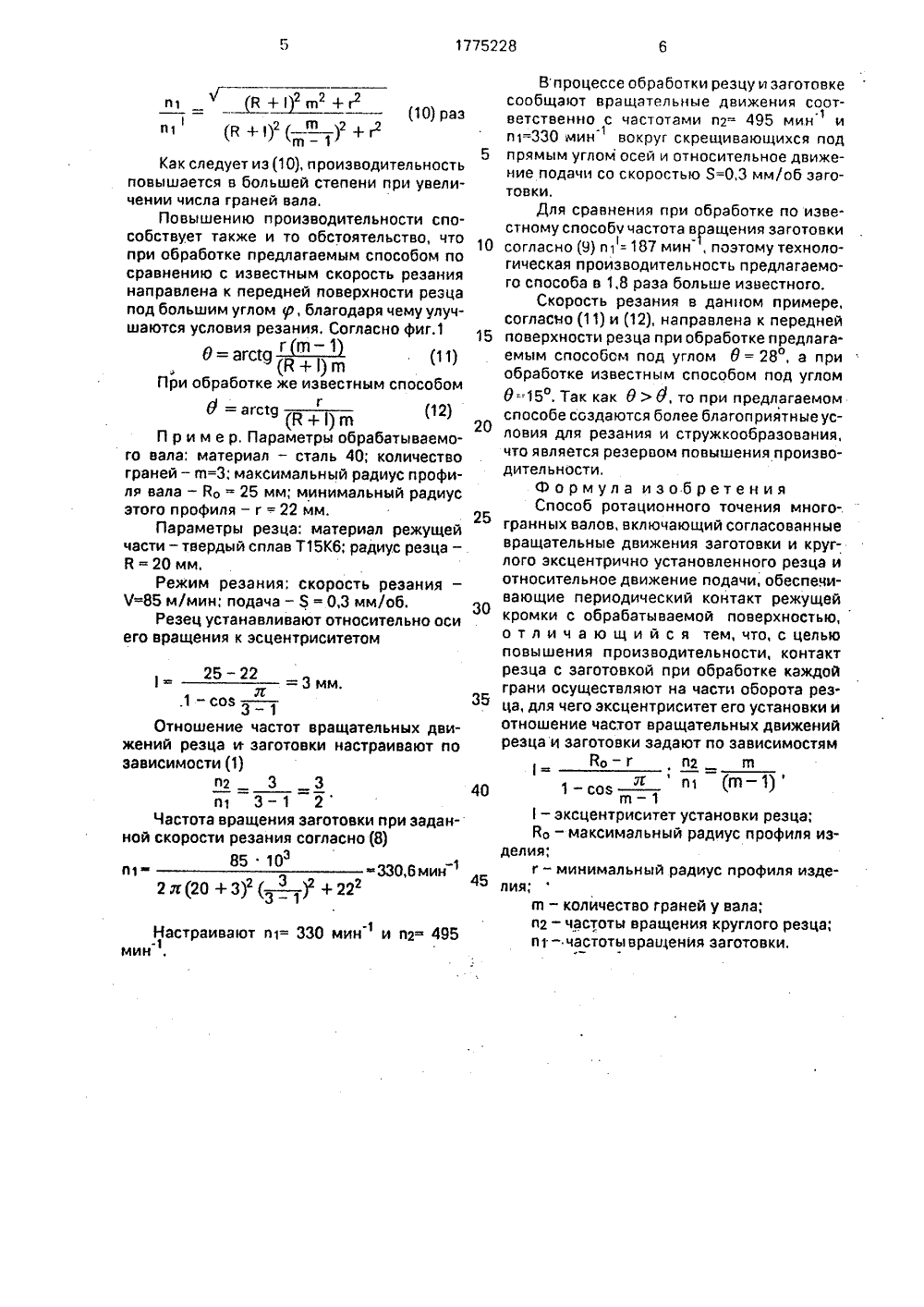
Номер патента: 1775228
Опубликовано: 15.11.1992
Автор: Данилов
МПК: B23B 1/00
Метки: валов, многогранных, ротационного, точения
...с обрабатываемой поверхностью,о т л и ч а ю щ и й с я тем, что, с цельюповышения производительности, контактрезца с заготовкой при обработке каждойграни осуществляют на части оборота реэ 35 ца, для чего эксцентриситет его установки иотношение частот вращательных движенийрезца и заготовки задают по зависимостямВо Г , П 2 п 1, , "=(-1)а - 1- эксцентриситет установки резца;Во - максимальный радиус профиля изделия;г - минимальный радиус профиля иэде 45 лия;гп - количество граней у вала;п 2 - частоты вращения круглого резца;п 1- частоты вращения заготовки,177522 Д Щя оставитель В.Данилехред 1 Л.Моргентал Н,Коро Коррек дакт и ГКНТ ССС Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Заказ 4010 Тираж ВНИИПИ...