Патенты с меткой «чпу»
Многоцелевой станок с чпу

Номер патента: 1090538
Опубликовано: 07.05.1984
Авторы: Банковский, Гончарук, Гурычев, Кабаидзе, Масловский
МПК: B23Q 39/00
Метки: многоцелевой, станок, чпу
...смены приспособлений-спутников, вид со стороны шпинделястанка,Станок содержит продольно-подвижную 50стойку 1, поперечно-подвижные сани 2,перемещающиеся по станине 3, смонтированной на общем основании 4. В саняхсмонтирован привод вращения платформы 6вокруг вертикальной оси, на которой установлен рабочий стол 6 с горизонтальной 55осью вращения, содержащий Т-образныенаправляющие 7 для приспособления-спутника 8. На торце станины 3 с правой стороны (см, фиг, 2) укреплена стойка 9 коробчатой конфигурации. На стойке 9 укреплен кантователь 10 с Т-образными направляющими 11 для приспособлений-спутников 8.На боковой грани стойки 9 кантователя расположен механизм 12 для перемещения приспособлений-спутников с рабочего стола на кантователь...
Способ адаптивного управления размерной обработкой деталей на токарных станках с чпу

Номер патента: 1100074
Опубликовано: 30.06.1984
Авторы: Вишкарев, Дейч, Карякин, Серебренный
МПК: B23Q 15/00
Метки: адаптивного, обработкой, размерной, станках, токарных, чпу
...в патроне производится вывод в исходные позиции инструмента и измерителя (этапы 2-5), причем вводимое на этапе 5 фиксированное смещение измерителя Е выбирается исходя из технологии обработки детали и остается неизменным при заданной оборотной подаче, Следующим действием является этап 6 - включение программы и ее работа (этап 7), в про. цессе которой осуществляются синхронные.продольные перемещения (этап 8) инструмента и измерителя .и поперечные перемещения инструмента (этап 9) и измерителя по программе (этап 10).В продольном направлении обеспечивается жесткая синхронизация этих двух движений, а поперечное перемещение измерителя (этап 10) производится с учетом возникающих временных задержек (этап 11) за счет продольного смещения,...
Металлорежущий станок с чпу

Номер патента: 967007
Опубликовано: 07.10.1984
Авторы: Абрамов, Мездрогин, Синоженко, Фойгель
МПК: B23Q 5/22
Метки: металлорежущий, станок, чпу
...на опорных поверхностях А и Б репера. В шпиндельной бабке 5 смонтированы точный датчик 6 и световой указатель 7 грубого индикатора. Грубый индикатор выполнен в виде источника 8 света, коллектора 9, диафрагмы 10 и объектива 11, расположенных таким образом, что световой луч проходит. параллельно оси шпинделя. Точный датчик 6 представляет собой оптоэлектронную систему с открытой оптической связью и содержит марку 12 в виде полупроводникового излучателя, объектива 13 и позиционно-чувствительный фотоприемник в виде дифференциального фоторезистора 14 с объективом 15.Чувствительные площадки дифференциального фотореэистора 14 согласованы по форме и размерам с маркой 12. На корпусе репера 3 смонтированы экраны 16 с круговой сеткой грубого...
Станок с чпу для обработки крупногабаритных корпусных деталей

Номер патента: 1122446
Опубликовано: 07.11.1984
Автор: Бессольцев
МПК: B23C 1/00
Метки: корпусных, крупногабаритных, станок, чпу
...суппорты с возможностью поперечного относительно столаперемещения, стойки снабжены дополнительными направляющими параллельныминаправляюшим стола для размещения по 3перечины,За счет снабжения стоек дополнитель- .ными направляющими обеспечивается возможность установочного перемещения поперечины с размещенными на ней инструментальными суппортами в направленииперемешения стола, что позволяет вестиодновременную обработку как суппортами,помегценными на стойках, так и суппортами,установленными на поперечине с подачейв направлениях, перпендикулярных направлению перемещения стола и, кроме того,позволяет совмещать выполнение операций группой суппортов, расположенных на поперечине, с дискретными перемещениями стола за счет...
Устройство стабилизации скорости резания для токарных станков с чпу

Номер патента: 1136112
Опубликовано: 23.01.1985
МПК: G05B 19/18, G05B 19/416
Метки: резания, скорости, стабилизации, станков, токарных, чпу
...1, в нулевую точку, т.е точку, относительно которой программируется все перемещение суппорта станка, кординаты этой точки набраны на декадных переключателях, расположенных на пульте, и по сигналу, формируемому в пульте, подготавливают систему к работе.Сформированный в пульте 1 сигнал 40 Пуск с запускающего выхода пульта подается на синхронизирующие входы интерполятора 3 и реверсивного счетчика 4. При этом координаты нулевой точки, т.е. координатыи 2 переписывают с выхода координат нулевой точки пульта в интерполятор 3 и реверсивный счетчик 4, причем в интерполятор 3 переписывают обе координаты нулевой точки, т.е, продальную и поперечную координату х,а в реверсивный счетчик 4только одну поперечную координату )( нулевой точки....
Металлорежущий станок с чпу

Номер патента: 1138261
Опубликовано: 07.02.1985
Автор: Натбиладзе
МПК: B23B 39/16, B23Q 7/04
Метки: металлорежущий, станок, чпу
...вертикального перемещения посредством размещенных внутри нее винта и гайки, сблокированных с механизмом перемещения стола 3 станка. На штанге 7 закреплен телескопический вал 8 со своим основанием, который установлен с возможностью поперечного и вращательного движений, осуществляемых посредством винта с гайкой, размещенных внутри вала и сблокированных с механизмом перемещения стола и штанги 7. На конце телескопическо. го вала 8 закреплен захват 9.Шестерня 10 - приводной элемент. коробки подач, установленная на валу двигателя коробки подач стола 3 и связана с муфтой 11 переключения передачи вращения вала двигателя либо на кинематическую цепь манипулятора 4, либо на кинематичес 5 1 О 15 20 25 зо 35 кую цепь подачи стола 3....
Способ нарезания резьбы на станках с чпу

Номер патента: 1138269
Опубликовано: 07.02.1985
Автор: Сорокин
МПК: B23G 1/00
Метки: нарезания, резьбы, станках, чпу
...резьбы, постоянна 12.При обработке резьбы известным способом наибольшая скорость нарезания резьбы ограничена величинойИмахЕ(1)где л-наибольшая скорость нарезаниярезьбы;. 1,ц допустимый перепад скоростипривода продольного суппорта;о - шаг нарезаемой резьбы,Поэтому скорость резания резьб с крупным шагом на современных станках с ЧПУзначительно ниже рекомендуемых общемашиностроительными нормативами.Кроме того, при обработке резьб на скоростях, определенных по формуле (1), в начальном и конечном участках резьбы рассогласование привода подач и вращениязаготовки может превышать требуемуюточность шага обрабатываемой резьбы.Тогда скорость резания необходимо вычислить по формулес Ь ЬИиах - Я7где у - коэффициент меньше единицы, зависящей...
Устройство к станку с чпу для обработки деталей с переменными малками

Номер патента: 1143525
Опубликовано: 07.03.1985
МПК: B23C 3/16
Метки: малками, переменными, станку, чпу
...реэ Б-Б на фиг1; на фиг,4 - разрезВ-В на фиг.З; на фиг.5 - разрез Г-Гна фиг.З; на фиг. 6 - вид Е .на фиг.1;на фиг. 7 - вид Ж на фиг. 6; нафиг. 8 - разрез Д-Д на фиг. 7; нафиг.9 - разрез 3-3 на фиг. 1. Устройство включает поворотныйстол, имеющий корпус, состоящий изплиты 1, установленной на столе станка, закрепленных на ней радиальных направляющих 2, поворотную часть,состоящую из плиты 3, прикрепленныхк ней радиальных направляющих 4 и прямолинейной направляющей 5, в пазукоторой по посадке движения установлен сухарь, состоящий из двух разъем. ных частей 6 и 7. В сферическом отверстии сухаря расположен ролик 8 со сферической поверхностью, закрепленной с помощью системы регулирования наклона в пазу направляющей 9. Система регулирования...
Система автоматического управления размерной настройкой токарных станков с чпу

Номер патента: 1144775
Опубликовано: 15.03.1985
Авторы: Востоков, Гаришин, Гиндис, Катыгин
МПК: B23B 15/00
Метки: настройкой, размерной, станков, токарных, чпу
...подвода и отвода. Набор представлен четырьмя типами щупов: 1 и 11 типы - для замера труднодоступных для датчика торцовых поверхностей детали; 111 и 1 Ч - для замера положения наружных и внутренних диаметральных поверхностей. В случае возможности подхода датчика к измеряемой торцовой поверхности, он может использоваться без щупа (например, для замера поверхности Т), При замере всех указанных поверхностей детали рабочее перемещение штока датчика осуществляется в одном направлении (вдоль оси Е). Это обуславливает возможность использования одного датчика и единой измерительной цепи. Аттестационная площадка (фиг. 5) предназначена для аттестации датчика положения перед выходом последнего в позицию измерения. Грани площадки выполнены...
Круглошлифовальный станок с чпу

Номер патента: 1144852
Опубликовано: 15.03.1985
Авторы: Бурцев, Довгоборец, Калиба, Коган, Пахманов, Тартаковский, Французов, Эткин
Метки: круглошлифовальный, станок, чпу
...передачу. Шлифовальная бабка оснащена прибором 40 для правки шлифовального круга и механизмом 41 для сообщения шпинделю шлифовального круга осевого перемещения в процессе шлифования торцовых поверхностей.Для осуществления быстрых перемещений и рабочих подач шлифовальная бабка снабжена механизмом подач, который включает установленный в подкладной плитевинт 42 с гайкой 43, закрепленной на корпусе шлифовальной бабки, и шаговый двигатель 44, служащий для осуществления быстрых перемещений и рабочих подач.Прибор 45 активного контроля установлен на колонне вместе с прибором 36. Положение шлифовальной бабки контролируется системой путевого контроля, состоящей из датчика 46 и подналадчика 47, а положение стола - датчиком 48.Для...
Многоцелевой станок с чпу

Номер патента: 1166965
Опубликовано: 15.07.1985
Авторы: Волоценко, Добрушин, Курневич, Макаров, Малык, Шафир
МПК: B23Q 39/04
Метки: многоцелевой, станок, чпу
...подвижные салазки 11 со стойкой 12, на горизонтальной оси которой шарнирно закреплен двуплечий рычаг 13, имеющий на концах оппозитно направленные площадки 14 и 15 с направляющими 16 для приспособлений-спутни-. ков 7, параллельными направляющими б стола 5 в его исходном положении. У противоположного торца транспортера 8 расположена двухпозиционная тележка 17 с крестовыми направляющими 18 и 19. Верхние направляющие 18 тележки параллельны направляющим транспортера, На крестовом столе 20 установлена инструментальная бабка 21 с горизонтальным шпинделем. Гидроцилиндры 22, 23 и 24 соштоками-прихватами обеспечиваютперемещения приспособлений-спутников 7 в цикле работы станка,Станок работает следующим образом,Перед началом работы...
Фрезерный станок с чпу для обработки комплекта турбинных лопаток

Номер патента: 1202749
Опубликовано: 07.01.1986
Авторы: Кудинов, Пронякин, Тиме, Яхнин
МПК: B23C 3/18
Метки: комплекта, лопаток, станок, турбинных, фрезерный, чпу
...станок, видспереди, на фиг. 2 - то же, разрезА-А на Фиг. 1; йа фиг. 3 - то же,разрез Б-Б на фиг. 1.Фрезерный станок для обработкикомплекта турбинных лопаток содержит раму 1, состоящую из основания 2,боковых сторон в виде колонн 3 и 4и верхней балки 5. На раме 1, являющейся базовым узлом станка, смонтированы все остальные механизмы станка, На задних вертикальных направляющих колонн установлена траверса6, несущая на себе горизонталъныскрестовые сани 7 с блоком фреэ 8,состоящим иэ набора поворотных головок 9, в которых установлены фре-зы 10, На блоке фреэ установлен при 1вод поворота головок 11. На внутренних сторонах колонн выполнены вертикальные направляющие, на которыхустановлены сани, несущие балку 202749 2люнетов 12 с приводом их...
Многошпиндельный гравировальный полуавтомат с чпу

Номер патента: 1212711
Опубликовано: 23.02.1986
Авторы: Варламова, Володарский, Гребешев, Строев
МПК: B23C 1/18
Метки: гравировальный, многошпиндельный, полуавтомат, чпу
...давления инструмента на изделие. Последнее позволяет также снизить мощность приводов перемещения изделия и применить в качестве приводных шаговые двигатели как в приводе стола, так и в приводе вращения изделия. Это, в свою очередь, совместно с исполнением передач для привода шпинделей изделия обеспечивает отсутствие люфтов в приводе изделия, повышает точность обработки и позволяет осуществлять наклон блока изделия, расширяющий технологические возможности полуавтомата.На чертеже изображена кинематическая схема многошпиндельного гравировального полуавтомата с ЧПУ.Многошпиндельный гравировальный полу. автомат с ЧПУ включает станину 1, стойку 2, несущую рычажную систему 3 и ползуны 4 с инструментальными шпинделями 5, магниты 6, двигатели 7...
Токарный станок с чпу

Номер патента: 1225696
Опубликовано: 23.04.1986
Авторы: Лейтес, Лившиц, Уголев
МПК: B23B 15/00
...29 вн, Окон 1:. 1:.рп.1; 26 контролируются н,1:;л О зтс,Их 1;,Й и:, В нжце шлицеьо отверстие вала 27 ьходит выходной вал 32 привода патрона, содержац 1 его двигатель 33, рс,.уктор 34 и выходной вал 32. На нижнем кскцс ыхо Ного ва,а 32 усгановлен флажок 35. 11 ри вращении вала взаимодействующии с датчиком 36. Фиксация ланп 1 аиОы 9 стОла Осу 1 цествляется цри ренерсе мотора при утыкании упора 19 в собачку храповогоеханизма (цг показан), расположенного на крокштейне 8.Станок снабжен устройством числового программного управления (ЧПУ), включаю- иНм микропроцессор 37 и контроллер 38, электрически связанный с датчиками 22 - 24, расположенными соответственно у позиции загрузки, смены патрона и между позициями загрузки и смены патрона. Двига 1...
Способ контроля технического состояния станков с чпу

Номер патента: 1228971
Опубликовано: 07.05.1986
МПК: B23B 15/00
Метки: состояния, станков, технического, чпу
...припуском в 3 мм на обработку. Толщина образца 5-20 мм.В шпиндель станка вместо измерителя линейных перемещений устанавливают Фрезу диаметром 30,3 мм.От исходной точки по предварительно составленной программе обрабатывают контрольный образец при попутноми встречном фрезеровании при ско-. рости подачи по обводу б 21,б мм/мин и частоте вращения фрезы 1250 об/мин.Обработанный образец устанавливают в измерительную установку, включающую оптическую головку, измери-, тельное устройство и индикатори от исходной точки в направлении обработки снимают развертку профилограммы. Для этого контрольный образец закрепляют в шпинделе оптической головки, в контакт с поверхностью образца вводят специальный датчик, электрические сигналы которого через...
Устройство для автоматического контроля и управления процессом резания на станках с чпу

Номер патента: 1231485
Опубликовано: 15.05.1986
МПК: G05B 19/18
Метки: процессом, резания, станках, чпу
...в режим хранения (фиг. 4 т)Детектор 3025 выполняет одно полупериодное выпрямление (фиг. 4 В), Фильтр 31 осуществляет (фиг. 4 г) низкочастотную Фильтрацию (0,2-15 Гц), устраняя высокочастотную составляющую спектра (80- З 0 50 Гц), обусловленную собственной частотой системы шпиндель -. оправка.Узел 32 выделяет переменную составляющую сигнала (фиг. 4 д), а узел 33 осуществляет достаточно точное 35 дифференцирование сигнала (фиг. 4 е). На выходе диодного ограничителя 36 (фиг, 4 зд Формируется сигнал, амплитуда которого имеет величину, необходимую для работы с дискретными 40 интегральными микросхемами,(ИМС), например, 5 В - "1" для ИМС 155 серии. Формирователь 37 по заднему Фронту сигнала выдает короткий импульс заданной длительности (фиг,4...
Устройство для автоматической подачи прутка на металлорежущих станках с чпу

Номер патента: 1238891
Опубликовано: 23.06.1986
Авторы: Гавласявичюс, Демиденко, Драгун, Клоков
МПК: B23B 13/00
Метки: автоматической, металлорежущих, подачи, прутка, станках, чпу
...с возможностью перемещения относительно корпуса 4, К корпусу 4 на шарнире 9 прикреплены двегубки 10 и 11, Между губками установлены три пальца 12-14, жесткоприкрепленные к планке 8, На местевзаимодействия губок 10 и 11 с пальцами 12-14 грани 15-18 губок выполнены наклонными в сторону шарнира 9.Кроме того, к планке прикреплен датчик 19 исходного положения механизма захвата, контактирующий с губками 10 и 11. На зажимной части однойиэ губок 10 или 11 установлен датчик 20 наличия зажима прутка. Датчики 19 и 20 подключены к стойке ЧПУстанка (не показаны),Устройство работает,следующимобразом.Стойка ЧПУ станка содержит программу, по которой перемещается имуправляемый суппорт 1, После обработки очередной детали и ее отрезки выключают шпиндель 2...
Устройство для настройки инструмента на станках с чпу

Номер патента: 1255386
Опубликовано: 07.09.1986
Авторы: Елманов, Скачков, Холодов
МПК: B23Q 15/00
Метки: инструмента, настройки, станках, чпу
...о упор и предохранение ихповерхности от ускоренного износа,а также обеспечение возможностинастройки различных типов инструментов.На чертеже изображено устройстводля настройки,Устройство включает корпус 1, накотором с помощью планки 2 и болтов3 установлен подвижный упор 4 ввиде упругого рычага с закрепленнойдля уменьшения износа пластинкойтвердого. сплава 5. Для стабилизацииположения подвижного упора 4 в корпусе установлена сферическая опора 6.Источник 7 света и фотоприемник8 закреплены в сферических установочных элементах 9 и 1 О, положениекоторых в соответствующих сферических расточках корпуса фиксируетсяс помощью винтов 11 и 12. Для варьирования угла наклона оптическойоси установочный элемент 1 О закреплен на регулируемой по...
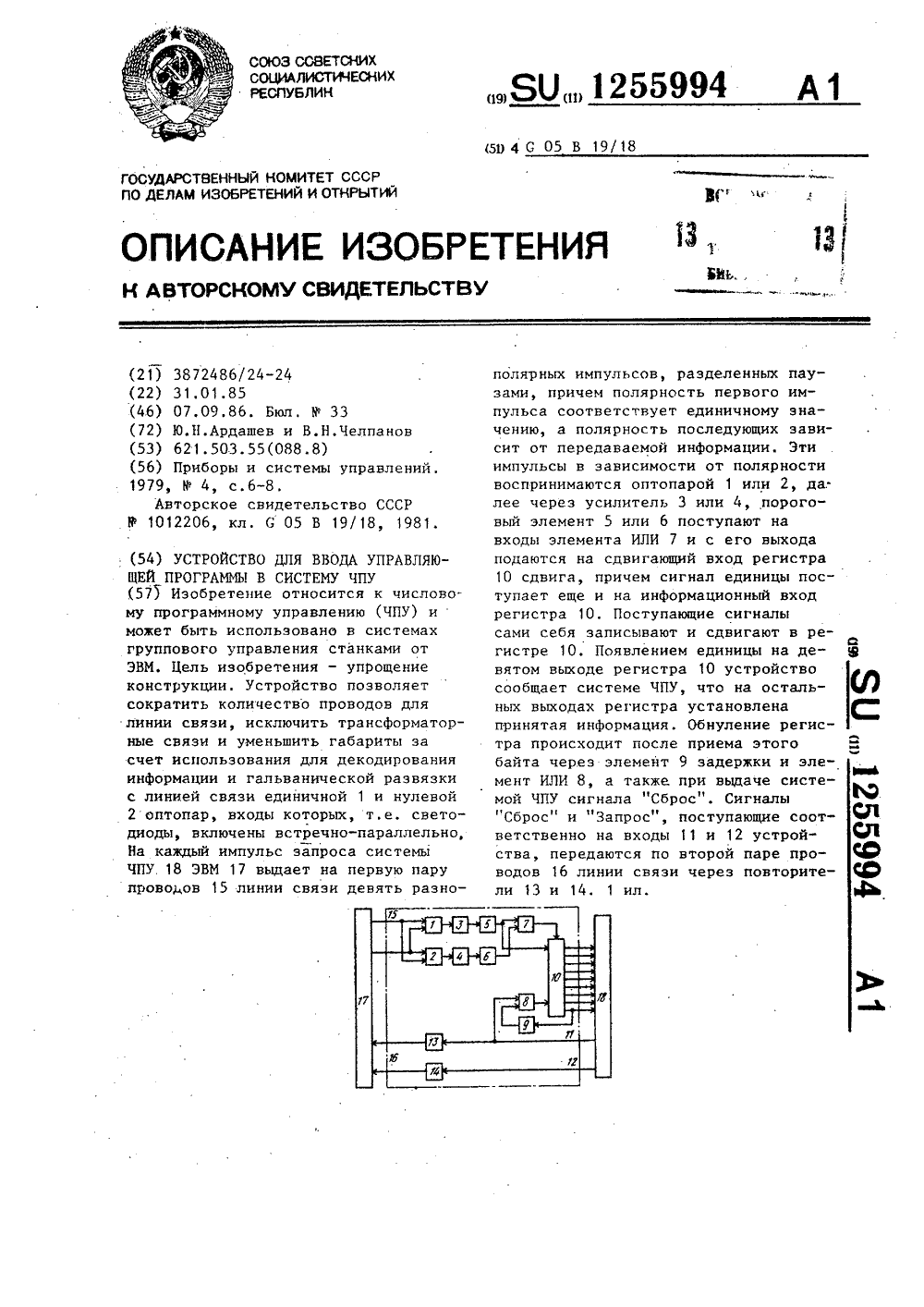
Устройство для ввода управляющей программы в систему чпу
Номер патента: 1255994
Опубликовано: 07.09.1986
МПК: G05B 19/18
Метки: ввода, программы, систему, управляющей, чпу
...13, который выдает во вторую пару . проводов 16 линии связи сигнал, указывающий ЭВМ 17 на то, что система 18 ЧПУ находится в исходном состоянииНа сигнал "Запрос" системы ЧПУ, который поступает на вход 12 устройства, второй повторитель 14 выдает в линию связи сигнал, полярность которого обратна полярности сигнала 1 С б н На каждый импульс запроса ЭВМ выдает на устройство через первую парупроводов 15 линии связи девять разнополярных импульсов, разделенных пау зами, причем полярность первого импульса соответствует единичному значению, а полярность последующих зависит от информационного значениякаждого. бита передаваемого байта.Эти импульсы поступают на оптопары1 и 2, входы которых включены встречно-параллельно, следовательно, однаиз...
Контрольное устройство для станка с чпу

Номер патента: 1281377
Опубликовано: 07.01.1987
Авторы: Заковоротный, Павленко, Ровенькова, Ткаченко
МПК: B23Q 15/00
Метки: контрольное, станка, чпу
...координатам, частота следованиякоторых пропорциональна скорости перемещения, подаются через формирователь 8 импульсов на регулируемый одновибратор 9. Одновибратор 9 работает в режиме перезапуска, т.е, начинает новый цикл отсчета временного интервала, если за время действия выходного импульса на вход поступаетновый запускающий сигнал. Длительность импульса, формируемого одновибратором по переднему фронту запускающего импульса с формирователя8, может регулироваться и устанавливаться равной периоду импульсов сдатчика 7, при максимальной рабочейподаче. Далее импульсы, частота которых определяется частотой импульсов с датчика 7, а длительность -одновибратором 9, поступают на входодновибратора 10. Одновибратор 10,так же как и...
Устройство для адаптивного управления металлорежущими станками с чпу

Номер патента: 1295366
Опубликовано: 07.03.1987
Авторы: Дроздов, Зазиев, Исаков, Лаптев, Таварткиладзе, Церетели
МПК: G05B 13/02
Метки: адаптивного, металлорежущими, станками, чпу
...сигнала с выходабб 3 12953 блока 3 сравнения устанавливается напряжение (всегда одной полярности), равное максимальному. Под действием этого напряжения на выходе управляемого тактового генератора 7 устанав ливается частота импульсов, равная 1 МГц и номинальной частоте тактового генератора.Итак, до начала резания на выходе управляемого тактового генератора 7 частота импульсов 2=1 МГц номинальная, коэффициент деления управляемо го делителя б частоты равен 1, а блок задания контурной скорости вырабатывает ту скорость подачи, ко 15 торая задана и в управляющей программе. На этой скорости начинается резание. По мере увеличения мощности резания (в связи с изменениями параметров резания) напряжение на выходе20 блока 3 сравнения начинает...
Устройство для автоматического разгона и торможения двигателя станка с чпу

Номер патента: 1297011
Опубликовано: 15.03.1987
Авторы: Великанов, Кононыхин, Платонов
МПК: G05B 19/18
Метки: двигателя, разгона, станка, торможения, чпу
...4 прекращается. Увеличение выходной частоты также прекращается, т.е. режим разгона закончился и прекращается поступление импульсов выходной частоты Х на положительный вход доььхПолнительного реверсивного счетчика 11. Если во втором кадре программы скорость исполнительного привода меньше скорости привода в первом кадре, т.е, число, записанное во входном регистре 9 меньше числа в задающем регистре 8, блок 10 сравнения выдает сигнал .Торможение, открывающий элемент И 15 по первому входу.С момента начала работы устройства на вторые внешние его входы поступает уменьшающееся число дискрет перемещения до конца кадра, Когда это число сравнивается с числом в дополнительном реверсивном счетчике 11, блок 12 сравнения чисел выдает сигнал...
Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой чпу

Номер патента: 1301647
Опубликовано: 07.04.1987
МПК: B23Q 15/00
Метки: автоматической, коррекции, многоинструментальных, настройки, размерной, системой, станков, токарных, чпу
...сигнал с электронного ключа 1 и с логического блока 9. Резец 2 начинает подходк электроизолированной аттестационной площадке 3. Величины перемещения по двум координатам задаются в управляющей программе заведомо больше суммы величин расчетного расстояния от исходной точки О до измерительных поверхностей Хр,Хр, погрешности установки ЛХ, ЛХ и величин предельного износа ЛХ., ЛХи режущего инструмента. Одновременно импульсы с интерполятора 8 системы ЧПУ 4 через логический блок 9 поступают на выцитающий вход счетчика 10 импульсов, При касании резца 2, который является подвижным контактом электронного ключа 1, аттестационной площадки 3, которая является неподвижным контактом электронного ключа5 10 15 20 25 30 35 40 45 50 55 При измерении...
Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу)

Номер патента: 1303372
Опубликовано: 15.04.1987
Авторы: Ищенко, Козулин, Панов, Хлапов, Шарин
МПК: B23Q 15/00
Метки: металлорежущего, настройки, программного, размерной, станка, устройством, числового, чпу
...поворотом резцедержателя 11, после чего ей задается избыточное программное перемещение по координате Х в направлении измерительной головки 1, В процессе перемещения наконечники 5 головок при. ходят во взаимодействие. При этом измерительный элемент 9 головки 2 срабатывает и формирует сигнал, поступающий через элемент 14 ИЛИ на блок 13. По этому сигналу прекращается поступление управляющих импульсов с блока 13 на привод 12, тем самым прерывается подача по координате Х в положи- тельном направлении и, таким образом, фиксируется исходное положение щупа головки 2, Этот же сигнал, поступая на счетный вход триггера 15, изменяет его состояние так, что на нулевом выходе триггера 15 появляются сигнал логической "1", поступающий на один из...
Координатная измерительная система для токарно револьверного станка с чпу

Номер патента: 1303373
Опубликовано: 15.04.1987
Авторы: Великотный, Калтышев, Невельсон, Овчинников, Чудов
МПК: B23Q 15/00
Метки: измерительная, координатная, револьверного, станка, токарно, чпу
...состоящий из двух частей: механизмапреобразования перемещения первогоизмерительного наконечника в осевоеперемещение штока, размещенного в поворотной части револьверной головки3, и преобразователя перемещения штока в электрический сигнал, расположенного на неподвижной части 4 револьверной головки.40Механизм преобразования состоитиэ грибка 5, закрепленного в корпусе2 на упорной мембране 6, который через шток 7 пружиной 8 удерживается висходном положении, Преобразовательперемещения штока в электрический сигнал состоит из измерительного преобверной головки обеспечивает системемалые габариты, надежность и упрощение передачи сигнала на корпус револьверной головки, 1 ил. разователя 9, снабженного вторым измерительным наконечником 10. При...
Многооперационный станок с чпу

Номер патента: 1305000
Опубликовано: 23.04.1987
Авторы: Гродников, Иванидзе, Лурье, Ныс, Шнеерсон
МПК: B23Q 3/157
Метки: многооперационный, станок, чпу
...с тягой механизма 60 зажима инструмента в шпинделях 25.Входной вал 61 каждой коробки 22имеет выступ 62, соответствующий пазу 63 шпинделя 31. В коробке 22 смонтирован фиксатор 64 с выступом 65, 20поджатый пружиной 66 к гнезду вала 61.Станок оснащен транспортером 67стружки и УЧПУ 68,Станок работает следующим образом.25В исходном положении на столе 15устанавливают спутник 16 с обработанной деталью 7. В позициях устройст/ва 18 (кроме одной ) установливаютспутники с обрабатываемыми деталями ЗОи оно находится в позиции приемаспутника со стола 15. На револьверной головке 6 устанавливают отработавшие инструменты 26 и многошпиндельную коробку 22, план-суппортные 35головки 28, фрезу 30. В гнездах инструментального магазина.7...
Способ настройки станка с чпу

Номер патента: 1316792
Опубликовано: 15.06.1987
Автор: Рейхер
МПК: B23Q 15/00
...координат при обработке детали, устанавливается основание3 с обмотками статора 4. На оправке,кроме обмоток ротора, размещаетсятакже датчик 5 углового положения.Расчет величины смещения оси вращения шпинделя станка от исходной точки определяется с помощью ЭВМ б, управляющей станком,Для определения величины смещенияоси вращения 1 ппинделя относительноисходной точки необходимо ввести ротор, помещенный в шпиндель станка,в статор, размещенный в исходной точке, на столе станка. Придав шпинделюобороты, синхронные с оборотами вращающегося электромагнитного поля,создаваемого в статоре, по индуктируемой ЭДС в обмотках ротора можноопределить величину смещения ротораотносительно статора. В точке 7 скорость вращения электромагнитного поля...
Устройство для дробления стружки на токарных станках с чпу

Номер патента: 1329916
Опубликовано: 15.08.1987
Авторы: Быховский, Гаришин, Любимов, Санкин, Якимов
МПК: B23B 25/02
Метки: дробления, станках, стружки, токарных, чпу
...преобразователь кинематической цепи, который вы 20 полняет две функций: первая - преобразование вращательного движенияэксцентрика силового привода в качательное движение рычага и возвратнопоступательное движение порога в26 процессе стружкодробления; вторая -разрыв и восстановление кинематической цепи привод-подвижный порог вовремя очередного цикла индексации поворотной части резцедержателя,Зп Работу устройства следует рассматривать в период срезания стружки и впериод индексации резЦедержателя,т.е. поворота на новую рабочую позицию.В период срезания стружки при обработке детали резцом движение передается с,фиг.1) от электродвигателя13 через вал 14, клиноременную передачу 15 и валик ведомого шкива наэксцентрик 16, Вращение...
Устройство для захвата прутка на станках с чпу

Номер патента: 1335371
Опубликовано: 07.09.1987
Автор: Лурье
МПК: B23B 13/02
Метки: захвата, прутка, станках, чпу
...за корпус 1, В корпусе 1 устройства размещены поворотные рычаги 8, установленные свободно на осях 9, закрепленных на корпусе 1, который также имеет ограничители 10 разворота клещей 2. Устройство посредством хвостовика 11 закрепляется в револьверной головке 12 станка. В нерабочем положении толкатель 5 под действием пружины 6 занимает крайнее левое положение, а клещи 2 досланы до ограничителей 10.Устройство работает следующим образом.После отрезки очередной обработанной детали подается команда на захват прутка 13, при этом револьверная головка 12 с устройством для захвата прутка перемешается навстречу прутку 13, который зажат в патроне шпиндельной бабки (не показано). При соприкосновении толкателя 5 с прутком 13 и дальнейшем ходе...
Поворотное приспособление-спутник для многоцелевых станков с чпу типа “обрабатывающий центр

Номер патента: 1335424
Опубликовано: 07.09.1987
Автор: Шаров
МПК: B23Q 41/02
Метки: многоцелевых, обрабатывающий, поворотное, приспособление-спутник, станков, типа, центр, чпу
...Планшайба 2 установлена на точной посадке скольжения в диске 3, от взаимного поворота их предохраняет шпоночное соединение. Механизм фиксации содержит стяжной винт 4, связанный штифтовым соединением с зубчатым колесом 5. Пакет тарельчатых пружин 6 через палец 7 поджимает винт 4 к колесу 5, обеспечивая гарантированное усилие зажима. Присоединительный элемент механизма угловой ориентации, выполненный в виде эксцентрично расположенного отверстия в диске 3, предназначен для взаимодействия с ключом 8, установленным в шпинделе многоцелевого станка. Наружный диаметр ключа 8 выполнен в виде шестерни, предназначенной для взаимодействия с зубчатым венцом колеса 5. На планшайбезакреплена обра - батываемая деталь 9.Приспособление-спутник работает...