Патенты с меткой «чистовой»
Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес

Номер патента: 1299489
Опубликовано: 23.03.1987
Автор: Хайнрих
МПК: B23F 19/00
Метки: зубчатых, зубьев, колес, профилей, станок, цилиндрических, чистовой
...13 разме 9489 " 2 щена головка 15, относительно которой винт 13 может вращаться, На верхней части каретки имеется консоль16, .на конце которой с возможностьюсвободного поворота установлена кулиса 17, в которой размещается копирная линейка 18, шарнирно соединеннаяс головкой 15. Копирная линейка 18установлена с возможностью поворотавокруг оси К, параллельной оси Е,Вращательное движение сервопривода 19 передается винту 13 посредством ременной передачи (не показана), размещенной внутри корпуса 20, которыйсоединен с головкой 15, Сервопривод19 через соответствующий датчик (непоказан) соединен с системой управления шевинговального станка,В нормальном или среднем положениях дискового шевера 3 вылет длинывинта 13 устанавливается таким, чтобы...
Способ комбинированной чистовой обработки поверхностей деталей и инструмент для его осуществления

Номер патента: 1310179
Опубликовано: 15.05.1987
Авторы: Астапов, Пугачев, Шкляр
МПК: B24B 39/00
Метки: инструмент, комбинированной, поверхностей, чистовой
...способа содержит корпус 6, выглаживатель 1 с калибрующим 7 и заходным 8 участками. На последнем выполнены режущие кромки 4 в виде линий пересечения поверхности заходного участка с поверхностями стружкоотводящих каналов 9. Режущие кромки в осевом направлении удалены от калибрующего участка на расстояние 1, определяемое соот- ношением радиус калиб ка выглажива К - высота микро 2 ходной повер тия. Калибрующий 7 и за ыполнены на одной и кой поверхности. ПовПример. Пропробован в произвоях при финишной обртонкостенных гильз диаметром 20 м 30 35 40 45 2и исходной поверхностью К = 6,3 мкм из бронзы БРОСН 10-2-3. Обработка осуществляется на координатно-расточном станке. В качестве инструмента используется выглаживатель, рабочая часть которого...
Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий

Номер патента: 1311606
Опубликовано: 15.05.1987
МПК: B21D 28/14
Метки: вырубки, действия, них, отверстий, пробивки, совмещенного, чистовой, штамп
...рабочему контуру рабочего окна матрицы 2, плоскую кольцевую площадку д и конический участоке. На торце выталкивателя 7 выполненконический выступ ж, контур большегооснования которого соответствует контуру пуансона 4 для пробивки.Штамп работает следующим образом,После начала хода штамповочноймашины (пресса) режущая кромка пуансон-матрицы 6 достигает плоского обрабатываемого листа, после чего лежащие одна против другой коническиекольцевые поверхности б и е выделяютматериал обрабатываемого листа по радиусу наружу вдоль вырубаемого контура. В это время плоские участки поверхностей выступов а и в обжимаютматериал,Одновременно выталкиватель 7, преодолевая усилие пружины 8, движетсяв обратном направлении и прочно прижимается к верхней плите...
Устройство для чистовой обработки зубчатых колес

Номер патента: 1315177
Опубликовано: 07.06.1987
МПК: B23F 19/06
Метки: зубчатых, колес, чистовой
...размещено на винте,1 13Изобретение относится к станко.строению, а именно к устройствам дляприработки зубьев, и может быть использовано в различных отрасляя машиностроения для приработки зубчатыхпередач,Цель изобретенияповьппение ка"чества обработки за счет обеспеченияполучения заданной толщины зубьев,На фиг.1 представлено устройство,общий вид; на фиг.2 - привод радиальной подачи шпинделей,Устройство для приработки зубчатых передач содержит выполненный ввиде рамы корпус 1, направляющие 2и 3, рабочие шпиндели 4-7, на которыхзакреплены прирабатываемые зубчатыеколеса 8-11, Устройство также снабжено нагружателем 12 в виде муфты иторсионного вала и электроприводом13.Прирабатываемые зубчатые колеса8-11, рабочие шпиндели 4-7,...
Инструмент для чистовой обработки поверхностей

Номер патента: 1323354
Опубликовано: 15.07.1987
Автор: Ионов
МПК: B24B 39/04
Метки: инструмент, поверхностей, чистовой
...10 посредством регулировочного элемента 11.В исходном положении (см. чертеж) максимальный угол наклона оси В-В рабочего участка деформирующего элемента 5 по отношению к оси Б - Б оправки 2 и, следовательно, к оси обрабатываемой детали составляет величину 2 ы поэтому за каждый оборот оправки угол наклона периодически меняет свое значение от -2 с до +2 м, (второе крайнее положение оси к плоскости симметрии рабочего участка деФормирующего элемента показано штриховой линией), вследствие чего рабочий участок деформирующего элемента описывает на поверхности детали траекторию с максимальной амплитудой,При повороте деформирующего элемента 5 относительно посадочногоо участка оправки 2 на 180 , ось В-В40 45 50 55 5 1 О 15 20 25 30 35...
Инструмент для чистовой обработки тел вращения методом пластической деформации

Номер патента: 1333555
Опубликовано: 30.08.1987
Автор: Грачев
МПК: B24B 39/02
Метки: вращения, деформации, инструмент, методом, пластической, тел, чистовой
...кольца 5 выполнены гнезда 6, которые имеют преимущественноцилиндрическую форму и расположенырадиально. В каждом гнезде 6 с з азором размещено по одному деформирующему элементу 7, например шару, Шары7 удерживаются в гнездах сепаратором8. На внутренней поверхности кольца5 расположены лопатки 9, а на плоскихторцах кольца 5 выполнены спиральныепазы 10 и 11, которые вместе с фланцами корпуса 1 и крышки 3 образуютспиральные каналы. Направление приб 35лижения спиральных каналов к осиинструмента совпадает с направлениемвращения кольца 5 в камере 4. Внутренняя полость 2 корпуса 1 соединенас рабочей камерой 4 тангенциально 40расположенными каналами 12. Зазорымежду кольцом 5 и фланцами корпуса 1и крышки 3 выбраны минимальными, чтобы обеспечить...
Способ чистовой обработки

Номер патента: 1337238
Опубликовано: 15.09.1987
Авторы: Давиденко, Королев, Маринин
МПК: B24B 1/00
Метки: чистовой
...высокоточных поверхностей вращения деталей типа беговых дорожек роликои шарикоподшипников, сферических поверхностей,Целью изобретения является повышение качества путем исправления формыпрофиля заготовки.На фиг. 1 изображено положениебрусков в плоскости расположения осейзаготовки и хонинговальной головкипри наружной обработке; на фиг. 2положение бруска в перпендикулярнойплоскости.сОбработку наружной цилиндрическойповерхности по предлагаемому способуосуществляют следующим образом,Абразивные бруски 1 (фиг. 1) закрепляют в хонинговальной головке 2так, чтобы они могли под действиемсилы прижима перемещаться к обрабаты-.ваемой поверхности 3 заготовки 4 и 25не могли в случае возникновениясилы резания, превышающей силу прижима Р, перемещаться...
Косо расположенный чистовой калибр для обжатия высокоточных профилей

Номер патента: 1342538
Опубликовано: 07.10.1987
Авторы: Гомберг, Гросман, Нагорнов, Панов, Саламатов, Силов, Симовских
МПК: B21B 1/08
Метки: высокоточных, калибр, косо, обжатия, профилей, расположенный, чистовой
...чистовых калибрах выше, Средне-.арифметическое значение величин диапазона регулирования валков с"1 исри достигаемой точности прокатКИ ДЗср И аЭср ПРИ ПрОКатКЕ В ИЭВЕСТ/ных чистовых калибрах составляетюЪ, = 0,0755 мм, 3= 0,065 мм,Зсрв то время, как при прокатке профилей в предлагаемых чистовых калибрахэти величины равны: сЮ = 0,5274 мм,Оф 02375, Та образом точность прокатки по предлагаемому изобретению за счет увеличения диапазонарегулирования межцентрового расстояния валков в 7 раз выше, в 2,73 разапо сравнению с известным способом.Непропорциональная зависимость увеличения диапазона регулирования объясняется нелинейной зависимостью упругой деформации клети от силовых условий в очаге деформации,При прокатке в предлагаемых чистовых...
Штамп для чистовой вырубки

Номер патента: 1348035
Опубликовано: 30.10.1987
МПК: B21D 28/16
Метки: вырубки, чистовой, штамп
...рычажного звена в исходное положение служит толкатель 16. Заготовка обозначена позицией 17.Штамп работает следующим образом.При рабочем ходе верхней плиты 6 вниз заготовка 17 вначале обжимается по зоне реза прижимом 2 и матрицей 7. Затем пуансоном 1 производится вырубка детали в полость матрицы 7, при этом материал заготовки воспринимает усилие противодавления выталкивателя 8, который по ходу вырубки вдвигается в полость верхней плиты 6 и перемещает вверх подвижный шарнир 10, Рычажное звено выпрямляется и, перемещая шток 12 вправо, сжимает буфер 13, тем самым передавая усилие сжатия буфера 13 на выталкиватель 8. Как только шарниры рычажного звена 9-11 оказываются на одной прямой линии, усилие буфера 13 с выталкивателя 8 полностью...
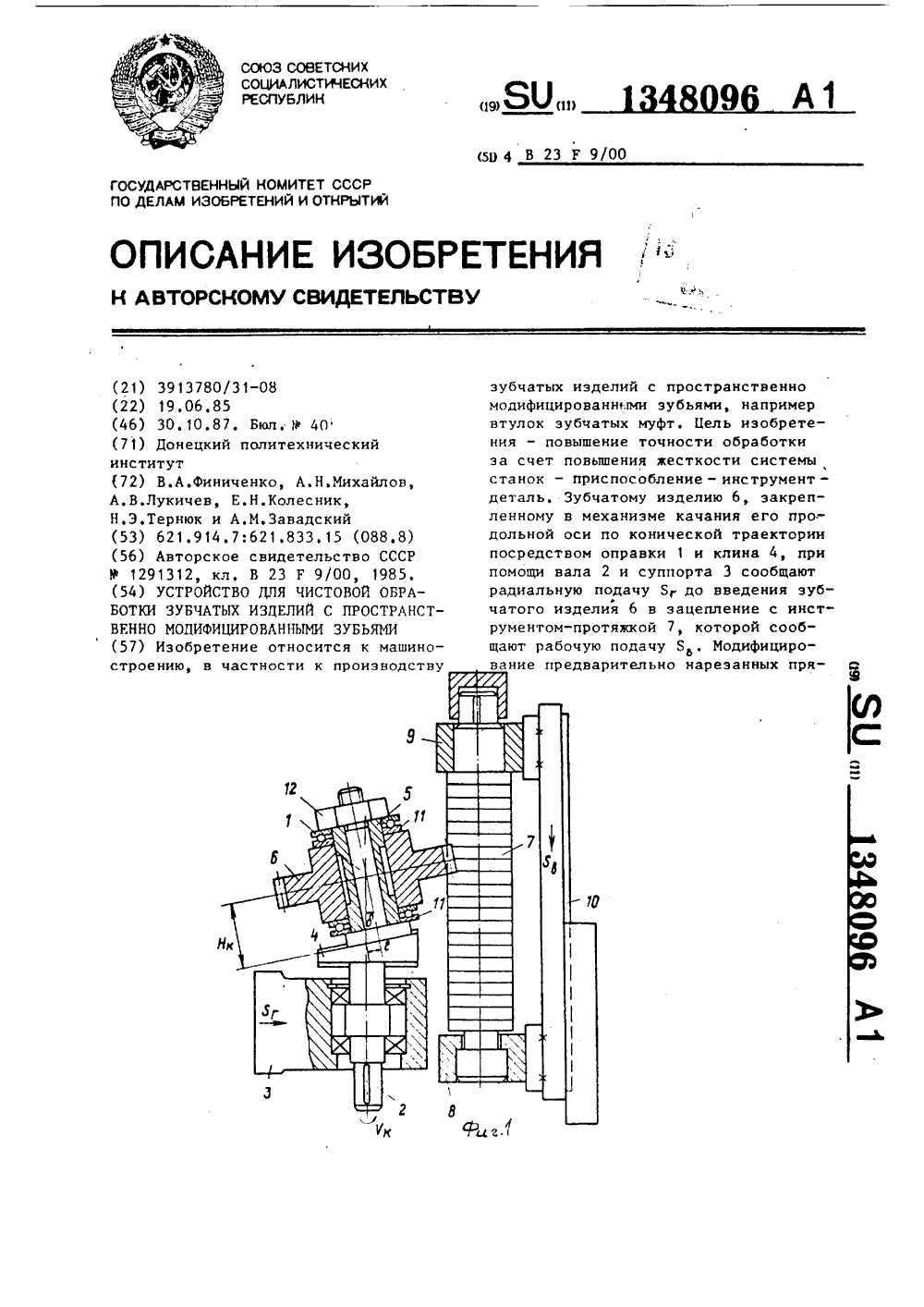
Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями
Номер патента: 1348096
Опубликовано: 30.10.1987
Авторы: Завадский, Колесник, Лукичев, Михайлов, Тернюк, Финиченко
МПК: B23F 9/00
Метки: зубчатых, зубьями, модифицированными, пространственно, чистовой
.... - протяжкой 7, запе пленной межлу двумя балкакти - переднейВ и заднс и 9 которы крепятся цавертикальных салазках 10, При этомизделие 6 размеп;ецо на втулке 5 вупорцых подпптпциках ,1 прц помопцгаек 12, а оправка 1 закреплена нпазу клина ч с эксцентриситетом относительно осц вала 2 прц томоптисменных угаров 13, прикт;еплсццых кклицу ч винтатц 1,размещается, зубчатое изделие 6, закрепленное гайками 12, Обрабатывающийинструмент 7 закреплен в передней 8и эадттеи 9 бабках, размещенных навертикальных салазках О, и соединенс захватом,Зубчатому иэделию 6, закрепленному в механизме качания его гродольнойоси по конической траектории посред 10ством оправки 1 и клина ч при помотгт 1 вала 2 и суппорта 3, сообщаютрадиальную подачу Ч до введения...
Устройство для чистовой обработки наружных конических поверхностей

Номер патента: 1349980
Опубликовано: 07.11.1987
МПК: B24B 39/04
Метки: конических, наружных, поверхностей, чистовой
...крутящий момент через винты 3, С конуснойповерхностью нажимной втулки 2 контактируют деформирующие ролики 4,размещенные в подвижном сепараторе 5,От выпадывания сепаратор 5 через 25упорное кольцо 6 удерживается гайкой7. На образующей нажимной втулки 2выполнены в чередующемся порядке открытые с того и другого торца спира.леобразные прорези 8, придающие нажимной втулке 2 упругость. При этомобразующая внутренней поверхностикорпуса 1 под нажимную втулку 2 выполнена выпуклой,Устройство работает следующим об 35разом.При работе обрабатываемый участокзаготовки 9 входит в контакт с деформирующими роликами 4, которые, перекатываясь по заготовке 9 и нажимнойвтулке 2, вращаются вокруг своей осии вокруг заготовки 9 вместе с сепаратором 5, При этом...
Резец для чистовой обработки

Номер патента: 1355362
Опубликовано: 30.11.1987
Авторы: Барт, Гудименко, Кудинов, Рогов, Санина
МПК: B23B 27/00
Метки: резец, чистовой
...выступ 4, расположенный со стороны узла крепления режущей пластины. Выступ 4 выполнен с целью предотвращения отслоения полимерного материала от металла державки. Для увеличения площади контакта сопрягаемые поверхности державки и вставки выполнены волнистыми.При изготовлении предлагаемого резца державка устанавливается в линейную форму и заполняется высоконаполненным композиционным материалом на полимерной основе.В качестве высоконаполненного композиционного материала на полимерной основе использовали материал следующего состава, мас,7:Эпоксидный компаундАминный отвердитель 9-11 Наполнитель, мм фракции:меньше 0,315 20-30 0,63-1,25 10-15 3,0-5,0 Остальное В качестве эпоксидного компаунда применяли смесь эпоксидиановой, эпоксидной...
Способ чистовой обработки цилиндрических зубчатых колес

Номер патента: 1355387
Опубликовано: 30.11.1987
Авторы: Антохин, Дудник, Захаренко, Сторчак
МПК: B23F 19/02, B23F 5/08
Метки: зубчатых, колес, цилиндрических, чистовой
...профиля которого равен(Фиг, 2), но меньший, чем угол сна величину угла резания Ы . В процессе обработки зубчатого колесашлифовальный круг 1, вращаясь соскоростью Ч, вместе с выглаживателем, наклоненным относительно направления продольного перемещенияпод углом, равным половине центрального угла дуги окружности наружногодиаметра шлифовального круга у, совершает возвратно-поступательноедвижение Б вдоль оси обрабатываемого зубчатого колеса 3, При этом колесо совершает обкатку в результате движений Я и Я,Диаметр начальной окружности зубчатого колеса при шлифовании равенЙ, а при выглаживании - Й,.Если шлифовальный круг и выглаживатель имеют одинаковые, углы проФиля, то в процессе обработки зубчатого колеса при движении инструментов от...
Способ чистовой обработки поверхности фаски и устройство для его осуществления

Номер патента: 1362539
Опубликовано: 30.12.1987
Авторы: Козий, Мануйлов, Пепелин
МПК: B21D 19/00, B21J 5/02
Метки: поверхности, фаски, чистовой
...или частично) и наповерхности фаски образуются проФильные элементы, выделенный металл срезают путем поворота пуансона 4 вокруг его оси (фиг.5),Устройство содержит матрицу 2 сотверстием 6, соответствующим диаметру отверстия, имеющегося в обрабаты-.ваемом материале, прижим 3 с отверстием, служащим для направления пуансона 4. Пуансон имеет ступень 7 с диаметром, равным диаметру отверстия вобрабатываемом материале, и коническую ступень 8 с размерами, соответствующими размерам Фаски. На конической ступени 8 имеются углубления 5.Ширина каждого углубления составляет(0,05 0,12)Гй, глубина углубленияЬ = (0,050,10)с 1, где й вдиаметрменьшего основания конической ступени.Для чистовой обработки фаски пуансон 4 устанавливают в полость...
Инструмент для чистовой обработки поверхностей

Номер патента: 1375432
Опубликовано: 23.02.1988
МПК: B24B 39/00
Метки: инструмент, поверхностей, чистовой
...предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к металлообработке и может быть использовано для накатывания поверхностей деталей типа тел вращения.Цель изобретения - повышение качества обработанной поверхности за счет поддержания неизменной шероховатости рабочей поверхности деформирующего ролика в процессе работы.На чертеже показан инструмент, сечение.Вилку 1 крепят в корпусе (не показан). Оправка 2 установлена в подшипниках 3, размещенных в вилке 1. На наклонном посадочном участке на шпонке 4 установлен деформирующий ролик 5, который фиксируют стопорным кольцом 6, Крышки 7 предохраняют подшипники 3 от осевого смещения. В вилке 1 установлен палец 8 на пружинах 9. Усилие пружин 9 регулируют винтами...
Инструмент чистовой клети многоклетьевого профилегибочного стана

Номер патента: 1378980
Опубликовано: 07.03.1988
Авторы: Батурин, Докторов, Пшеничная, Страшко, Чиж
МПК: B21D 5/06
Метки: инструмент, клети, многоклетьевого, профилегибочного, стана, чистовой
...валок 6 с помощью нажимных винтов рабочей клети перемещают в направлении сопряженного по калибру валка 5 и восстанавливают форму калибра. Кроме того, восстановление боковых зазоров 3 в калибре производится, например, с помощью дистанционных прокладок, устанавливаемых между дисковыми элементами валка, или установкой регулируемых по длине распорных дистанционных втулок.Цилиндрическая рабочая поверхность 8 охватываемого валка 6, которая предназначена для отформовки стенки профиля, может быть выполнена с разрывом в центральной части валка за счет выполнения кольцевой полости 10. Причем кольцевая полость расположена от торцовых рабочих поверхностей на расстоянии, в 38 раз превышающем ширину тороидального участка.Как показали результаты...
Способ чистовой обработки сквозных отверстий деталей

Номер патента: 1379063
Опубликовано: 07.03.1988
Автор: Сысоев
МПК: B24B 39/02
Метки: отверстий, сквозных, чистовой
...фторопласт 127 к массе каучука), металлическиешарики 1-2. Полимер с шариками 1 располагают в нижнем рабочем цилиндре 2и перепрессовывают через деталь 3 полимера с шариками под давлением вверхний рабочий цилиндр 4 и обратно.Исходная шероховатость поверхностипластины Ко 3,8 - 4,0 мкм (листовойпрокат толщиной 2 мм). 45Через деталь перепрессовывается1,5 кг смеси в течение 10-15 с прпразличных режимах сжатия смеси в ди,; -дазоне 1-36 МПа.Установлено, что с возрастанием 50давления смеси в детали до 10 МПашероховатость, микротвердость поверхности и прочность образцов изменяют -ся несущественно, по сравнению с исходнымн параметрами (менее 57). 55При увеличении давления смеси вдиапазоне 10-24 МПа шероховатость поверхности уменьшается до 0,2...
Устройство для чистовой обработки поверхностей

Номер патента: 1386433
Опубликовано: 07.04.1988
МПК: B24B 39/04
Метки: поверхностей, чистовой
...5. Зубчатый сектор 9 установлен на оправке 2 при помощи шарнирного винта 10 и гайки 11. В зубчатом секторе 9 свободно 25 установлены пружины 12 и винт 13 с контргайкой 14. На вилке 1 установлен упор 15 при помощи двух винтов 1 б.В упоре 15 установлена и закреплена гайкой 17 ось 18, на которой посажен 30 подшипник 19. Крышка 20 предохраняет подшипники 3 от осевого смещения.Устройство работает следующим образом.Корпус инструмента (державка) устанавливают в резцедержателе станка. Придают рабочее движение детали.От соприкосновения с деталью ролик 5 начинает вращаться, а оправка 2 с наклонной шейкой заставляет его совер шать колебательные движения, В конце каждого периода колебательного движения ролика 5 за счет контакта винта 13 с...
Рабочий валок чистовой клети непрерывного листового стана горячей прокатки

Номер патента: 1388126
Опубликовано: 15.04.1988
Авторы: Белянский, Костяков, Панов, Рассомахин, Самохин, Тимошенко, Толмачев, Швецов
МПК: B21B 27/02
Метки: валок, горячей, клети, листового, непрерывного, прокатки, рабочий, стана, чистовой
...Одновременно вода изменяет тепловой профиль рабочего валка. Однако при использовании данного валка тепловое формоизменение его бочки не отражается настолько, 15 чтобы исказить требуемый поперечный профиль полосы поскольку неравномерность формоизменения теплового профиля учитывается двумя зонами с вогнутым параболическим профилем, 20Параболические проточки на криволинейных участках бочки выполняют роль компенсаторов теплового формоизменения бочки валка, имеющего место в процессе прокатки, в частности, 25 при использовании межклетевого охлаждения в чистовой группе клетей, Протяженность вогнутого параболического участка по меньшему пределу вплоть до 1 Ъ 0,15 1 назначается при прокат ке относительно толстых передельных полос (начиная...
Инструмент для чистовой обработки цилиндрических зубчатых колес

Номер патента: 1388210
Опубликовано: 15.04.1988
МПК: B23F 21/28
Метки: зубчатых, инструмент, колес, цилиндрических, чистовой
...относительно радиусов, на которых они выполнены: а(Нга=гьЗубчатый инструмент 7 выполняется косозубым. В связи с этим все диски 5 последовательно друг относительна друга должны быть смещены. Это достигается смещением шпоночных пазов последующих дисков относительно предыдуших на величину 6.На фиг. 9 схематически показано расположение зубчатых дисков 5, инструмента . Для обеспечения получения наклона зубьев инструмента 7 необходимо соседние диски 5 сместить друг относительно друга на величину о, Это достигается смещением шпоночного паза на дисках 5, На одноименных боковых сторонах профиля зубьев выполнены заборные участки под углом р к профилю зубьев исходной инструментальной поверхности и калибрующие участки шириной К вдоль профиля...
Способ чистовой вырубки, пробивки

Номер патента: 1393504
Опубликовано: 07.05.1988
МПК: B21D 35/00
Метки: вырубки, пробивки, чистовой
...следующимобразом,Заготовку 4 размещают на матрице ф 251, При опускании подвижных частейстройства вниз инструмент 2 выдавливает часть материала заготовки в отверстие матрицы 1 с одновременнымприложением сжимающих усилий к отходу, обеспечиваемым за счет осадкиотхода 6 между матрицейи инструментом 2, Окончательное отделение отхода 6 осуществляется за счет сдвигацентральной части заготовки 4, чтообеспечивается в результате локальной деформации инструмента 2, какпоказано на правой части чертежа,При проходе подвижных частей вверхприпуск 1 отход 1 6 убирают с матрицы 401, а.готовую деталь 5 удаляют с плиты 3, поднимая матрицу 1.Способ обладает следующими преимуФщестнами: но-перных, повышается качество среза за счет исключения...
Инструмент для чистовой упрочняющей обработки деталей выглаживанием

Номер патента: 1393603
Опубликовано: 07.05.1988
Авторы: Мокроносов, Плотников, Торбило
МПК: B24B 39/04
Метки: выглаживанием, инструмент, упрочняющей, чистовой
...Заказ 1917/14 Тираж б 78 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий113035, Иосква, Ж, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к обработкеметаллов, поверхностно-пластическомудеформированию поверхности выглаживанием, и предназначено для использования при упрочняющей обработкедеталей.Цель изобретения - повьппение производительности,На чертеже дана схема предлагаемого инструмента.Инструмент для чистовой обработкидеталей выглаживанием состоит из корпуса 1, в котором на эластичном основании 2 закреплены рабочие элементы 3, примыкающие друг к другу попрямолинейным образующим 4. Рабочие элементы 3, оси которых нор -мальцы к...
Штамп для чистовой вырубки детали с отверстием

Номер патента: 1398955
Опубликовано: 30.05.1988
Авторы: Демина, Катковский, Кириенко, Кузин, Трофимов
МПК: B21D 28/14
Метки: вырубки, детали, отверстием, чистовой, штамп
...втулки, жестко связанной с пуансоном, и разжимного конуса, жестко связанного с выталкивателем. Составитель Ю. ЦейтлинТехред А,Кравчук Корректор В. Гирняк Редактор Л. Повхан Заказ 2620/9 Тираж 709ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035 Москва, Ж, Раушская наб., д, 4/5 Подписное Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4 Изобретение относится к технологической оснастке для обработки давлением, в частности для чистовой вырубки деталей из заготовок, имеющих отверстия, и может использоваться при вырубке деталей типа колец упорных подшипников.Цель изобретения - повышение точности деталей. 10На чертеже схематично показан штази, общий вид.Штамп содержит размещенные в нижней...
Способ чистовой обработки зубчатых колес

Номер патента: 1399026
Опубликовано: 30.05.1988
МПК: B23F 19/02
Метки: зубчатых, колес, чистовой
...колесом 2 на скрещивающихся осях (фиг. 1). С противоположнойстороны устанавливают второй инструмент 3.Инструменты 1 и 3 смешают относительномежосевого перпендикуляра вдоль оси колеса в противоположные стороны. Для тогочтобы инструменты 1 и 3 при зацеплениис колесом 2 имели линейный контакт, зубьяих выполняют вогнутыми по длине (фиг. 2). 20Величина смешения каждого из инструментов выбирается наименьшей из ниже представленных неравенств.0,5 Ьо)х) (0,5- 1,О) Ь я о,0,5 1х) (0,5 - 1,0) Ь а цо,где Ьн и Ь ширина зубчатого венца инструмента и колеса соответственно;яи - угол станочного зацепления. Инструментам 1 и 3 и колесу 2 сообщают совместное вращение и рабоцую нагрузку.Рдсетами длин контактных линий при одноцараметрическом огибании боковых...
Способ чистовой обработки зубчатых колес

Номер патента: 1399027
Опубликовано: 30.05.1988
МПК: B23F 19/02
Метки: зубчатых, колес, чистовой
...С 1) Л Л(11 Гс М(1)Я(Т. ся Фдз (,1 К.Г и, следовательно, фдзд усилий зу 6 н)вой чцтоты, то элем(нты циклической по)решцости 06 рдбдтывдемьх колес ИЗМ(Н 5)К) ГСЯ В СОО )в(Т Т 1)ИИ С ИЗНОС) Л) И Н. струментд. Кроме тоО, изменяется лицамисЕСКОЕ СОСтОЯНПЕ тЕХЦОЛОГИЧ(СКОЙ СИСтЕМЬ), В ЧДСтнетп ЕС ЛПГПТУДНО-фс):505 С ЧДСтОтЦЫЕ Х)Рс)КГ(РИСТИКИ, ПОСК 0.1 ЬКЛ фЗД (,.,Л,ОПРЕД Е, 1 51 С т Д М П Г) И 1 Л,1 Н О - Ч с С ТО 1 Ц Ы й С 0 С Г Д ВС И Л И й . Изменение,и пал)ич(.скОГО сОст5111 ия 1(.хнО. логической сисел Ири 50;(и к цот(рг мсто 1 чивол и обработки и износа инструмента, а это, в свок очередь, снижает точность обработки. ,1 ля исключения этих негативных я 5 ле(ий нео 6 ходилО поддерживать фазл (Х 1 постОЯнцои по мере износа инструмента.1 ри...
Инструмент для чистовой обработки поверхности

Номер патента: 1400863
Опубликовано: 07.06.1988
Авторы: Какулев, Кафтанатьев, Смолкин
МПК: B24B 39/04
Метки: инструмент, поверхности, чистовой
...ролик.15Инструмент содержит деформирующий ролик 1, неподвижно закрепленный на оправке 2 с помощью шпонки 3. Оправка 2 установлена в вилкообразной державке не показана), Деформирующий ролик 1 получают путем обработки цилиндра 4 под углом к его оси.Деформирующий ролик 1 выполнен в виде эллипса и установлен на оправке 2 под углом к ее оси, равным таким , образом, что проекция ролика на плоскость, перпендикулярную оси оправки 2, представляет окружность 5 с диаметром, равным малой оси эллипса,Инструмент работает следующим образом.После придания рабочего движения детали от соприкосновения с деталью35 ролик 1 начинает вращаться, а оправка 2 заставляет его совершать колебательное движение.Предлагаемый инструмент по сравнению с известным...
Устройство для направления катанки от чистовой клети к моталке

Номер патента: 1411068
Опубликовано: 23.07.1988
Авторы: Гермашев, Гладуш, Костюченко, Марченко, Нечепоренко, Остапенко, Стеценко, Худик
МПК: B21B 39/16
Метки: катанки, клети, моталке, направления, чистовой
...работает следу ющим обраКатанка 4 после прокатки в чистовой клети 1 при помощи выводной проводки 2 направляется по касательной в изогнутый по дуге окружности открытый переходный желоб 3. Перемещаясь по дну желоба 3, катанка 4 поступает в направляющую проводковую трубу 5 и далее к моталке 6.При появлении продольных сжимающих ,усилий, например, при прохождении переднего конца глубого охлажденного раската 1 через колено и мотовило катанка 4 прижимается к дну выполненного по дуге окружности переходного желоба 3, благодаря чему обеспечивается повышение продольной устойчивости профиля и, как следствие этого, предотвращение его выброса из переходного желоба.Продольная устойчивость катанки в переходном желобе 3 увеличивается по мере...
Фрезерная головка с установочной торцовой чистовой режущей кромкой

Номер патента: 1416274
Опубликовано: 15.08.1988
Авторы: Рейнхардт, Шваненберг, Шольта
МПК: B23C 5/24
Метки: головка, кромкой, режущей, торцовой, установочной, фрезерная, чистовой
...станка. Так как установка на фрезерном станке является неудобной, и по причине рационализации технологического процесса применение установочного устройства для установки будет предпочтительнее, Проводимые установочные работы в обоих случаях равны. Вначале держатель режущей пластины так устанавливают в приемный паз, что своими точками соприкосновения он прилегает к установочным звеньям. Затем держатель будет предварительно натянут при помощи штифта и предварительной установки путем поворота установочного винта с коническим острием. Это предварительное натяжение может быть создано при помощи эажимного клина. После этого режущую пластину с торцовой чистовой режущей кромкой устанавливают в выемке держателя с геометрическим...
Устройство к станку для чистовой обработки зубчатых колес

Номер патента: 1419832
Опубликовано: 30.08.1988
Авторы: Тимофеев, Филиппов, Цейтлин
МПК: B23F 19/06
Метки: зубчатых, колес, станку, чистовой
...межосевое расстояние О(фиг.4) устанавливают посредством механизма 3 радиальной подачи, По начальному расстоянию Цц устанавливают датчик 32регистрации перемещения стола прирадиальной подачи по ходам,Обработка зубчатых колес на станке осуществляется по принципу свободного обката инструментом 7 с осуществлением соответствующих подач - ра 32 4диальной и продольной или диагональной, Главное движение (вращение) инструменту 7 (фиг.1) сообщается отэлектродвигателя 8 через кинематическую цепь 9-12.Одновременно с главным движениемобеспечивается продольная или диагочальная подача обрабатываемого колеса6 путем возвратно-поступательного перемещения стола 2 посредством механизма 4, По окончании каждого рабочегопрохода стола выполняется...
Способ чистовой обработки цилиндрических зубчатых колес

Номер патента: 1419833
Опубликовано: 30.08.1988
Автор: Сухоруков
МПК: B23F 19/06
Метки: зубчатых, колес, цилиндрических, чистовой
...на деформирующий участок инстру 1 О) е 40 жение инструмента и зубчатого колесамента точка К на фиг. ), котороеме ья случая удаления основного припусостигается путем смещения колеса для слВен и- ка методом тангенциальнои подачи,или инструмента методами тангенци- инструальнои подачи или рко откого хода и исходном положении колесу или инсменту соо щается ри б адиальная подачапутем продольной подачи вдоль осиоскольк эти перемещения 45 на врезание и движение о ката. дал -заготовки, Поскольку этние п ипуска достигается тагенциальявляются холостымифной подачей методом короткого ходаони показаны ун ри кти ными линиями),или врезным шевингованием,то с целью сокращеения вспомогательУ аленне основного припуска можетного времени их дусле ет...