Патенты с меткой «червячных»
Абразивный круг для заточки червячных фрез

Номер патента: 1006197
Опубликовано: 23.03.1983
Авторы: Довнар, Захаренко, Лавриненко, Петренко, Савченко, Тюрникова
МПК: B24D 5/00
Метки: абразивный, заточки, круг, фрез, червячных
...слоя, затачивающая зубья червячной фрезы, что приводит к ее повышенному износу по отношению к остальной части режущего слоя.Присоотношениях - фф = 4,0 - 8,5 и Я - = 0,5 - 0,8 сокращается расход алмазно-абразивных материалов, обеспечивается равномерный износ алмазно-абразивного слоя.Абразивный круг для заточки червячных фрез по передней поверхности В работает следующим образом (фиг. б и 7).Круг устанавливается посредством корпуса 1 на оправку шпинделя заточного станка и закрепляется на ней. Затачиваемая червячная фреза с зубьями 4, рейкой 3 и корпусом 5 закрепляется на столе станка . и получает возвратно-поступательное движение продольной подачи на вращающийся абразивный круг, который вводится в канавку между рядами зубьев фрезы. При...
Способ затылования червячных фрез

Номер патента: 1009721
Опубликовано: 07.04.1983
МПК: B24B 3/12
Метки: затылования, фрез, червячных
...снижает производительность затылования и усложняет изготовление Фрезы. 25Наиболее близок к предлагаемому способ эатылования червячных Фреэ дисковым шлифовальным кругом. Те- .оретический профиль дискового шлифовального круга рассчитывается по номинальной режущей кромке, расположенной в расчетном сечении фрезы, иэ условия прохождения нормали и к затылованной поверхности через точки номинальной режущей кромки и ось эатыловочного круга. При профилирО-; ванин круга и затыловании ось круга располагается под углом по отношению к оси фрезы, равным углу подьема винтовой линии, производящей затылование поверхности фрезы на ее 40 начальном диаметре 11.Целью изобретения является повышение точности профиля червячных фрез за счет исключения...
Полуавтомат для заточки мелкомодульных червячных фрез

Номер патента: 1024235
Опубликовано: 23.06.1983
МПК: B24B 3/02
Метки: заточки, мелкомодульных, полуавтомат, фрез, червячных
...полуавтомата состоит из фрезы 1, установленной на шпинделе 2, на котором закреплен делительный диск 3, ориентирующий фрезу 1 в ее угловом положении при помощи фиксатора 4, ось которого находится непосредственно на ста нине 5 полуавтомата. Таким образом, силовое деление осуществляется по команде от датчика 6 при западании фиксатора 4 в паз делительного диска 3, гидродвигателем 7, связанным зубчатой передачей 8 с делитель 55 ным диском 3.Механизм круговой подачи выполнен в виде червячной передачи, червячное колесо 9 которой посредством переходника (поворотной втулки 10) жестко связано со шлифовальной головкой так, что колесо 9 соосношпинделю 2 фрезы 1. Фиксатор 4 расположен на станине 5. Таким образом, шлифовальная головка 11 расположена...
Стенд прикатки и контроля мертвого хода червячных передач

Номер патента: 1033896
Опубликовано: 07.08.1983
Авторы: Воскресенский, Круглов
МПК: G01M 13/02
Метки: мертвого, передач, прикатки, стенд, хода, червячных
...в нажимную планку36, а сам индикатор 38 связан скорпусои. 1.Измерительный вал 7 с коромыслом8 представляют собой единый узел,Связь иеханизма 5 прикатки сизмерителем б мертвого хода осуществляется посредствои блока 3 уп-.равления, позволяющего производитьприкатку или измерение мертвогохода в одной (ручной режим), шестиили двенадцати точках 1 полуавтоматический режим ) делительной окружности. червячного колеса 24 испытуемойпередачи 2. Связь вала 31 с червяком 4 передачи 2 осуществляется припомощи предохранительной муфты 39.Связь измерителя 6 мертвого хо:да,с червячным колесои 10 испытуе иой передачи 2 осуществляется черезцангу 40 измерительного вала 7,взаимодействующую с сильфоном 11,жестко связанным с червячным колесом 10.:Механизм 5...
Способ заточки червячных фрез

Номер патента: 1034875
Опубликовано: 15.08.1983
Автор: Мартышко
МПК: B24B 1/00
Метки: заточки, фрез, червячных
...круг с учетом износа последнего, фрезе сообщают дополнительную круговую подачу в направлении, противоположном радиаль ному биению, измеренному по нормали к плоскости резания, и равную величи 30 не последнего.На фиг. 1 представлена схема реализации способа; вид сбоку, на фиг.2 " то же, общий вид на фиг. 3 - графики измеренного радиального биения,.фрезу 1 базируют произвольным образом в смысле углового положения на заточной оправке 2, установленной в шпинделе 3 заточного станка 4, Деление на каждый -й зуб фрезы 1 ( пока зано число зубьев Х =4 против часо вой стрелки) позиционирует фрезу 1 относительно базы станка 4 в равном угловом положении так, что угол по" воротами(. кратен числу зубьев 2Км 2)Ц 2. По нормали к плоскости реза ния...
Способ затылования червячных фрез

Накладной прибор для контроля червячных изделий

Номер патента: 1035405
Опубликовано: 15.08.1983
МПК: G01B 3/40
Метки: накладной, прибор, червячных
...на винте, и Фиксатора, закрепленного на полэуне и размещенного в одном изпазов шлицеобразного элемента,.На Фиг, 1 изображен предлагаемыйнакладной прибор для контроля червячных изделий, общий вид; на Фиг,2 измерительный механизм прибора; нафиг, 3 - еид А на фиг. 2; на Фиг,4 сецение Б-.Б на фиг, 2,Прибор содержит П-образную траверсу 1, на концах которой установленыс возможностью продольного перемещения две призматические центрирующиеопоры 2 и 3, располагаемые на базовой поверхности контролируемого цервяцного изделия 4. фиксация призматических опор 2 и 3 осуществляетсявинтами 5. Упорный наконечник 6 установлен с возможностью осевого перемещения вдоль траеерсы 1, Для егоФиксации предусмотрен винт 7. Междустенками траверсы на оси 8...
Способ изготовления червячных фрез

Номер патента: 1041242
Опубликовано: 15.09.1983
Автор: Далакян
МПК: B23F 21/16
Метки: фрез, червячных
...числа заходов рабочей винтовой поверхности и осуществляют затылование второй боковой поверхности.На фиг,1 показана сборная червячная фреза, на Фиг.2 - развертка на плоскость трехзаходной правой технологической винтовой поверхности, на Фиг.3 - то же,однозаходной правой технологической винтовой поверхности; на фиг.4 - то же, двухзаходной правой рабочей винтовой поверхности фрезы.В продольных йазах корпуса 1 чер вячной фреэы размещены вставные режущие элементы 2, имеющие две противоположные боковые поверхности А и Б. Рабочая винтовая поверхность В выполнена двухзаходной и правой, Расчетный 6 О диаметр червячной фрезы равен П. Между вставными режущими элементами 2 и базовым торцом 3 установлены секторы 4 с выступами разной длины, входящими в...
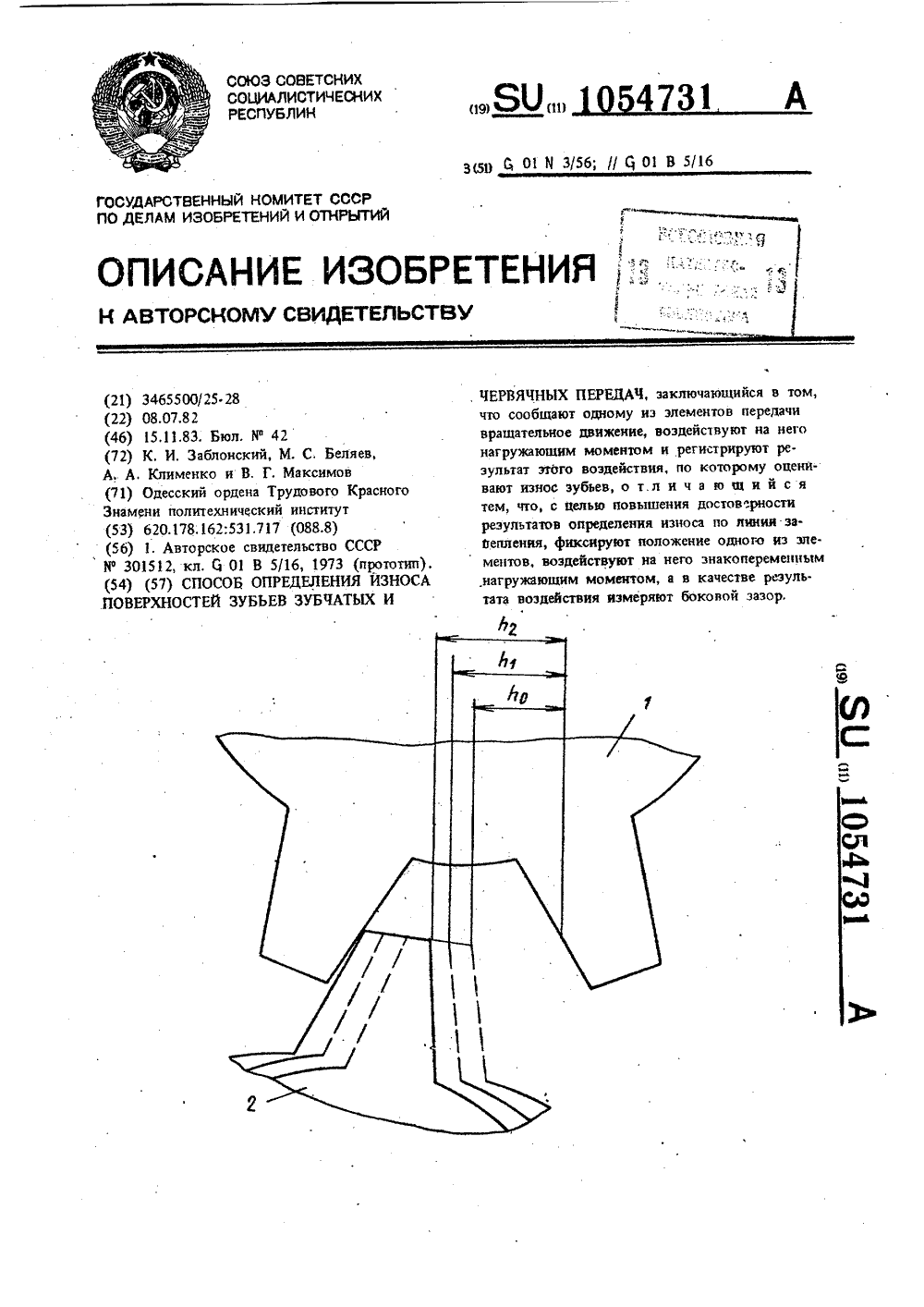
Способ определения износа поверхностей зубьев зубчатых и червячных передач
Номер патента: 1054731
Опубликовано: 15.11.1983
Авторы: Беляев, Заблонский, Клименко, Максимов
МПК: G01N 3/56
Метки: зубчатых, зубьев, износа, передач, поверхностей, червячных
...зубьев по лиийи зацепления,что обусловлено сложностью учета влияниянескольких мгновенных контактных площадок,Цель изобретения - повышение достовер.ности результатов определения износа поверхностей зубьев по линии зацепления,Указанная цель достигается тем, сто соглас.но способу определения износа поверхностейзубьев зубчатых и червячньгх передач, заклю.чающемуся в том, что сообщают одному иээлементов передачи вращательное движение,воздействуют на него нагружающим моментоми регистрируют результат этого воздействия,по которому оценивают износ зубьев, .фикси.руют положение одного иэ элементов, воздей.ствуют на него знакопеременным нагружающим моментом, а в качестве результата воздействия измеряют боковой зазор.. На чертеже представлена...
Способ затылования червячных фрез

Номер патента: 1068267
Опубликовано: 23.01.1984
Автор: Радзевич
МПК: B24B 3/12
Метки: затылования, фрез, червячных
...ленту 3 прижимают к фрезе 1 прижимным червяком 2 и протягивают со скоростью Ч, снймая при этом с зубьев фрезы. 1 ирииуск на затыловайие. Прикимной червяк 2 с абразивной лентой 3 осуществляет относительно фрезыдвижение затылования: рабочее движение затыловация ио стрелке С к оси фрезы 1 и отбой ио стрелке Д в обратйом наиравлеции.Область контакта прижимного червяка 2 с фрезой 1 перемещается влоль оси последйей за счет обкаточного движения, свойственного зацеплению типа червяк - червяк,что и обеспечивает обработку всех зубьевчервячной фрезы, поскольку вместе с перемещением области контакта перемещаетсяи абразивная лента 3.В исходном положении фрезаи прикимной червяк 2 отведены друг от лруга(фиг. 2), абразивная лента 3 занимает...
Способ управления процессом термического обезвоживания влажных каучуков в червячных сушильных машинах

Номер патента: 1073121
Опубликовано: 15.02.1984
Авторы: Бронфенбренер, Гуревич, Колин, Коугия, Олеринский, Поздняков
МПК: B29H 1/06
Метки: влажных, каучуков, машинах, обезвоживания, процессом, сушильных, термического, червячных
...мощности, затрачиваемой на разогрев каучука, определить ее максимальное значение и установить частоту вращения червячного вала и расход каучука на входе в машину в соответствии с максимальным значением мощности.Обеспечение степени разогрева каучука в червячной сушильной машине 1 происходит за счет контура регулирования температуры, включающего датчик 2 температуры, регулятор 3 и исполнительный механизм 4 изменяющий величину сопротивления выгрузного устройства 5 (фиг. 2). Мощность, затрачиваемая на разогрев каучука, измеряется датчиком 6 мощности, 1073121сигнал с которого поступает на экстремальный регулятор 7. С помощью этого регулятора осуществляется поиск максимальной величины мощности и в соответствии с найденным максимальным...
Способ определения долговечности червячных передач

Номер патента: 1084660
Опубликовано: 07.04.1984
Авторы: Бершадский, Бойко, Заманский, Шепеленко
МПК: G01N 3/56
Метки: долговечности, передач, червячных
...- повышениедостоверности,Укаэанная цель достигается тем,что согласно способу определения дол- З 5говечности червячных передач, заключающемуся в том, что исследуемую червячную пару испытывают в течениезаданного промежутка времени при номинальном режиме нагружения, в процессе испытания измеряют параметры,определяющие процесс разрушения рабочих поверхностей, проводят испытание той же червячной пары при форсированном режиме нагружения, превышающем номинальный, при тех же значениях параметров до исчерпания ресурса долговечности и регистрируютвремя этого испытания, дополнитель-,но проводят испытание червячной па Оры без нагрузки при тех же значенияхпараметров, измеряют потери мощности в червячной паре при номинальноми форсированном...
Устройство для управления процессом сушки полимерных материалов в червячных машинах

Номер патента: 1085854
Опубликовано: 15.04.1984
Авторы: Бронфенбренер, Глаголев, Гуревич, Золотарев, Назаров, Олеринский, Рябков, Рязанцев
МПК: B30B 9/18
Метки: машинах, полимерных, процессом, сушки, червячных
...соединен с задающим входом регулятора 3 сигналов температуры.Устройство работает следующимобразом.Пропорциональному регуляторуустанавливается задание, соответствующее максимальной загрузкемашины Мдс,кс, а пропорциональномурегулятору 8 - задание, соответствующее минимальной загрузке машиныМин. Задатчиком 10 температурыустанавливается требуемая темпера, тура сушки. В номинальном режиме навход сумматора 9 поступает толькосигнал с задатчика 10 температуры.Сигналы с выходов регуляторов 7 и 8 30равны нулю. На задающий вход регулятора. 3 поступает сигнал, соответствующий заданной температуре сушки.Регулятор 3, стремясь обеспечитьзаданную температуру, устанавливаетс помощью блока 4 управления приводом 5 необходимую частоту вращениячервячного...
Способ заточки червячных фрез

Номер патента: 1087309
Опубликовано: 23.04.1984
Автор: Радзевич
МПК: B24B 3/12
Метки: заточки, фрез, червячных
...1) вращают вокруг своей оси с угловой скоростью ю задней поверхностью зубьев на обрабатывающий инструмент 2. Инструмент 2 совершает возвратно-поступательные движения в радиальном направ-о лении. Позицией 3 обозначен рабочий ход, а позицией 4 - холостой ход (Фиг.1) . В качестве инструмента 2 может быть использован резец, гребенка, показанный на фиг.1 долбяк и др. При использовании для обработ" ки зубьев фрезы долбяка, ему следует придать вращение вокруг собственной 09 2оси с угловой скоростью ы , котораясогласована с вращением фрезы иперемещением долбяка вокруг оси фреэы. Показанная на фиг,1 кинематикаспособа обработки задних поверхностей зубьев фрезы соответствует затылванию инструмента, Она приводитк тому, что кинематический...
Устройство для управления процессом переработки полимерных материалов в червячных машинах

Номер патента: 1102681
Опубликовано: 15.07.1984
Авторы: Блохин, Бронфенбренер, Гуревич, Олеринский, Парий, Рябков, Седых, Тимченко, Чумаченко
МПК: B29H 1/06
Метки: машинах, переработки, полимерных, процессом, червячных
...температуры материала в машине, а выход - с входом регулятора давления, выход которого связан с входом преобразователя положения штока пневмопривода.Установка преобразователей момента сопротивления, частоты вращения, разности температур, положения штока пневмопривода, двух логических элементов и блока 40 селектирования, а также их определенноесоединение обеспечивает изменение величины сопротивления выгрузного устройства по параметрам, характеризующим протекание взаимосвязанных процессов разогрева и перемещения материала в машине.При соответствии этих процессов заданным условиям величина сопротивления выгрузного устройства изменяется по температуре материала в машине, при отклонении процесса перемещения материала от заператур...
Способ испытания на стойкость червячных фрез

Номер патента: 1106610
Опубликовано: 07.08.1984
Автор: Сидоренко
МПК: B23F 21/16
Метки: испытания, стойкость, фрез, червячных
...10элементов, определяют параметрыстружки, срезаемой наиболее изношенным режущим элементом, учитывая которые, моделируют процесс эубофрезерования с использованием вращающейсяи поступательно перемещающейся относительно образца фрезы-летучки 1.Недостатком известного способаявляется невысокая достоверность результатов испытаний вследствие отличной от реального зубофреэерованиясхемы закрепления образца и невозможности использования для испытаний зубофрезерных станков.Целью изобретения является повышение достоверности результатов Испы.таний.Укаэанная цель достигается тем,что в способе испытания на стойкостьчервячных фреэ, при котором производят фрезерование зубчатого колесачервячной фрезой до появления норма"тивной затупленности ее режущих...
Устройство для управления процессом сушки полимерных материалов в червячных машинах

Номер патента: 1121155
Опубликовано: 30.10.1984
Авторы: Белкина, Бронфенбренер, Гуревич, Колин, Рывкина
МПК: B30B 9/12
Метки: машинах, полимерных, процессом, сушки, червячных
...червячного вала,КоэКициенты усиления пропорциональных регуляторов 3 и 4 устанавливаются в соответствии с требованиямик различному быстродействию системы,причем коэ 4 Фициент усиления пропорционального регулятора 4 должен бытьбольше коэЬФициента усиления пропорционального регулятора 3, Контрольная точка (т.е. значение выходногосигнала регулятора) при равенствезаданной и текущей величин обоих регуляторов устанавливается равнойнулю. При превышении температуройзаданного значения выходной сигналпропорционального регулятора 4 изменяется от О до верхней границы рабочего диапазона (регулятор 4 "прямой" ),а выходной сигнал пропорциональногорегулятора 3 в это время остаетсяравным нулю,При снижении температуры ниже заданного значения выходной...
Способ определения параметров распределения ресурса при испытании червячных передач
Номер патента: 1125506
Опубликовано: 23.11.1984
Авторы: Бершадский, Бойко, Бутенко, Заманский, Стрельников
МПК: G01N 3/56
Метки: испытании, параметров, передач, распределения, ресурса, червячных
...стабилизации статистических параметров скорости износа и определяют момент начала стационарного иэна(дивания и с учетам влияния технологической наследственности определяют дисперсию повреждений по миниобразцам. Кроме того, при испытании разноизносостойких поверхностей началостационарного изнашивания устанавливают по максимальному интервалувремени стабилизации скорости износа,Способ осуществляется слецующимобразом,Проводят испытания на износи контактную усталость червячнойпередачи. Каждый зуб колеса принима.ют в качестве мипиобразца (в силуразличных условий смазки, макрогеометрических характеристик и другихусловий). Активную поверхность зубьев (а также черняка) разбивают нанеперекрывающиеся участки, линейныеразмеры которых превышают...
Способ изготовления сборных червячных фрез

Номер патента: 1134338
Опубликовано: 15.01.1985
Автор: Далакян
МПК: B23P 15/34
Метки: сборных, фрез, червячных
...шага; на фиг.3 - схема расположения режущих элементов после их 45поворота на 180оВ продольных пазах корпуса 1фрезы размещают режущие элементы 2,выполненные в виде отдельных ножей.Между режущими элементами 2 и базовым торцом 3 устанавливают секторы 4с выступами разной длины, входящимив продольные пазы корпуса, благодарячему упирающиеся в сектора режущиеэлементы устанавливают на винтовой 55линии, По другую сторону от режущихэлементов 2 расположены винты 5, зажимающие режущие элементы. Роль сек 338 2тора 4 может выполнять ближний к базовому торцу 3 режущий элемент.При изготовлении червячной Фрезы режущие элементы в технологическомположении располагают на технологической винтовой поверхности А постоянного шага 0. После поворота каждого...
Способ затылования червячных фрез

Номер патента: 1171287
Опубликовано: 07.08.1985
Автор: Радзевич
МПК: B24B 3/12
Метки: затылования, фрез, червячных
...вступали абразивные ленты с большей зернистостью рабочего слоя (в рассмотренном гримере это абразивные ленты 7 и 6), а за ними - абразивные ленты с меньшей зернистостью рабочего слоя в порядке ее уменьшения (в рассмотренном примере это абразивные ленты 5, 4 и 3). Таким образом, зернистость рабочего слоя абразивных лент уменьшается либо от ленты к ленте, либо погруппно от одной группы лент ь другой группе лент в направлении от абразивной ленты, первой вступающей в работу (абразивная лента 7), к абразивной ленте, последней вступающей в работу (абразивная лента 3). В частном случае затылование червячной фрезы 1 может производиться абразивными аентами с одинаковой зернистостью рабочего слоя, т. е, все абразивные ленты 3 - 7 могут...
Способ нарезания червячных колес

Номер патента: 1194611
Опубликовано: 30.11.1985
Автор: Радзевич
МПК: B23F 11/00
Метки: колес, нарезания, червячных
...движения инструмента .и упрощение реализацииспособа путем дополнительного разворота инструмента,На Фиг,1 показана схема нарезания червячного колеса; на Фиг.2 фрагмент профиля зуба цилиндрического зубчатого колеса.Колесо 1 обрабатывается инструментом, например фрезой-летучкой 2с прямолинейными боковыми профилирующими режущими кромками 3 и 4 иуглом профиля Ын, Профиль зубафрезы-летучки симметричен. Колесо 1и фрезу-летучку 2 согласованно вращают вокруг своих осей О-О и О-Оис угловыми скоростями ь и и соответственно. Фрезе-летучке 2 придают винтовое перемещение, параметрвинта которого идентичен соответствующему параметру винта червяка,с которым зацепляется нарезаемоезубчатое колесо. Для этого фрезулетучку 2 дополнительно развора"чивают...
Устройство для электроэрозионной приработки червячных пар

Номер патента: 1222449
Опубликовано: 07.04.1986
Авторы: Лозбенев, Розанов, Семашко
МПК: B23H 9/12
Метки: пар, приработки, червячных, электроэрозионной
...8 и 9, которые выполнены косозубымипри этом червяк 3 выполнен из эрозионностойкого материала, а колесо 2 из материала равнопрочного с материалом червяка 1."Включением приводного электродвигателя 7 приводят во вращение червяк 1 и зубчатое колесо 8, а также штатное колесо 2. Косозубое колесо,8 передает вращение колесу 9, вращение которого передается червяку-электроду 3. В зоны зацеплений5 1 О 15 20 25 30 35 40 45 50 55 червяка 1, колеса 2 и червяка 3 от системы 14 подают индустриальное масло, а затем включают источник 13 технологического тока. После включения последнего между зубьями червяка 3 и штатного колеса 2 начинается электроэрозионный процесс, приводящий к исправлению параметров и профиля зубьев колеса 2.При перемещении колеса 9...
Способ изготовления сборных червячных фрез

Номер патента: 1225721
Опубликовано: 23.04.1986
Авторы: Антонюк, Байкевич, Благовещенский, Картузов, Перский, Черненко
МПК: B23F 21/16
Метки: сборных, фрез, червячных
...вь:сотный 5 О профил); на фиг. 3 - технологический корпус с режущими элементами с зубьями нормального профиля; ца фиг. тт то же, с режущими элементами с зубьями высотного профиля; на фиг. 5 - и развертка зубьев Фрезы по фиг. на фиг, б - развертка зубьев типа 1 технологического черняка н фиг. 3:, на Фиг. 7 - развертка зубьев типа П технологического червяка н фиг, тт,Способ изготовления сборньгх червячных фрез осуществлятот с:тедутсщтттт образом.Б продольных пазах корпуса 1 ;ра., размещены вставные режущие элемент, с типом зубьев 1 и П . Режпцете з.т;е менты представляют собой рейки с нарезанными зубьями заданного профиля: Режущие элементы с зубьями тига 1чередуются с режущими элементами ст тт зубьями типа ПСначала в технологический...
Способ заточки червячных фрез

Номер патента: 1240548
Опубликовано: 30.06.1986
Автор: Радзевич
МПК: B23Q 15/12
Метки: заточки, фрез, червячных
...дол-.бяка 2 поворачивают на угол 6 относительно нормали 3 к оси О -О вращенияэатыпуемой червячной фрезы 1 в направлении подъема ее витков. Величина угла б выбирается равной углу 1подъема витков затыпуемой червячной20 фрезы 1 на ее среднем цилиндре. Ва А 2 НИИПИ э 3434 ираж писно иэв.-п пр-т Изобретение относится к машиностроению, в частности к инструментальному производству, и может бытьиспользовано при изготовлении затылованных червячных и дисковых фреэ.Цель изобретения - увеличениепроизводительности эатыпования засчет выравнивания кинематическихзадних углов у боковых сторон зубьевдолбяка и повышение стойкости долбяка за счет выравнивания интенсивности износа зубьев долбяка.На фиг, 1 показана схема реализации способа...
Устройство для сборки червячных фрез

Номер патента: 1253750
Опубликовано: 30.08.1986
Авторы: Байкевич, Благовещенский
МПК: B23F 21/16
Метки: сборки, фрез, червячных
...упор 3, взаимодействующий со штоком силового цилиндра 4, развивающего тарированное рабочее усилие Р .На основании корпуса размещен узел базирования собираемой фрезы в виде одинаковых роликовых призм 5 и устанавливаемой на них оправки 6, при этом роликовые призмы обеспечивают параллельность оси 0-0 оправки 6 и оси 0-0, упоров, т,е. вектору перемещения упора 3, На упоре 2 установлен откидывающийся фиксатор 7,В пазах рабочего корпуса фреэы 8, закрепленного на оправке 6, установлены в необходимой последовательносТи рейки 9 с предварительно закреплены через компенсатор 10 оппозитно расположенными осевыми клиньями 11 до обеспечения натяга 1-3 мкм. Натяг такой величины йедостатацен для обеспечения жесткого закрепления реек, нопозволяет легко...
Установка для восстановления червячных зубчатых колес

Номер патента: 1266628
Опубликовано: 30.10.1986
Авторы: Васкович, Горошко, Карпушин, Олейников, Петрашевич
Метки: восстановления, зубчатых, колес, червячных
...металлических покрытий на червячные колеса обеспечивает повышение их износостойкости в 2 раза 35 40 45 50 55 Изобретение относится к обработкеметаллов давлением и может быть использовано для восстановления профиля червячных зубчатых колесЦелью изобретения является повышение качества восстанавливаемыхзубчатых колес за счет повышенияплотности и равномерности наносимыхпокрытий,На чертеже показана схема устайовки для восстановления профилязубьев червячных колес.Установка включает зубчатую рейку1, состоящую из двух частей, в которую посредством винтов 2 и 3 вставляется с возможностью вращения червячное зубчатое колесо 4. Рейка 1взаимодействует с зубчатыми колесами 5 и 6, вращающимися на осях 7 и8. Одна из них (8) связана с двигателем,...
Способ заточки прецизионных червячных фрез

Номер патента: 1278183
Опубликовано: 23.12.1986
Авторы: Капанец, Мартышко, Рабинович, Чичерин
МПК: B24B 3/12
Метки: заточки, прецизионных, фрез, червячных
...от положения, при котором Й.=О, до данного положения.2 И 50При угле Ч =дискретный поЕворот фреэы 1 на шлифовальный круг3 осуществляется поворотом самойфрезы 1 относительно оправки 2. Приэтом, угол с; =сопвс=О и накопленная 55погрешность окружного шага Г определяется только неточностью изготовления посадочного отверстия фрезы 1. При реапизации способа возможно осуществить угловое смешение фреэы 1 относительно оправки 2 однократно и на угол, не равный 2 й/Е; Например, фреэу 1 устанавливают на оправке 2, базирующейся в шпинделе станка, осуществляют дискретный поворот шпинделя на каждый зуб фрезы, затем снимают припуск с помощью круговой подачи фреэы 1 на шлифовальный круг 3 с учетом его износа, далее осуществляют оборотное выхаживание...
Стенд для испытания червячных редукторов

Номер патента: 1280374
Опубликовано: 30.12.1986
МПК: G01M 13/02
Метки: испытания, редукторов, стенд, червячных
...с памагггтдго пеРеключатеггей блока17 совпадения устанавливается требуемое число оборотов гайки 1 О винтовой пары, воздействующей через перемет 1 огпийся в осевом направлении винт11 на няситуго пружину 12 регулятора 20 4 перегрузки.Ияжа гггем 1 сцапки г 1 устс пр 01 раммпо - пускового блока 14 производитсязапуск стенда в ЯВ тома тич ескам р еотме, при этом тзключаются приводныедвигатели 1 и 2 и происходит обкаткаиспытываемых редукторов 24 и 25 безнагрузки. По истечении заданного попрограмме времени обкатки автоматически втсттгочяется допалцительнтй дви- ЗО гатель 8 передающий вращение ня червя ттть 11 радустар 9 регулятора 4 наГРУДКИ, аС тСЯ 1 с НЯ 1 ЗЯтУ ЧСРВЯЧ 110 ГОколеса редуктора. 9 налажены с однойстороны гайса 10 винтовой пары, с...
Алмазный ролик для правки червячных зубошлифовальных кругов

Номер патента: 1296386
Опубликовано: 15.03.1987
Авторы: Бологов, Кубиевич, Лубнин, Мельник, Чалый
МПК: B24B 53/12, B24D 5/00
Метки: алмазный, зубошлифовальных, кругов, правки, ролик, червячных
...прямого профиля. Соотношение Н:В=10, где 50 В - высота агщазного слоя наклонных алмазосодержащих поверхностей 1 и 2, позволяет полностью использовать алмазоносный слой инструмента, так как износ участка прямого профиля происходит в десять раз быстрее, чем наклонных поверхностей, Это значит, что участок прямого профиля и наклонные поверхности износятся одновременно, использование алмазов, заложенных в инструмент, будет полным,Исследовались ролики с соотношением Н:В равным 5, 8, 10, 12 и 15, а также ролики с нависанием алмазных зерен на наклонных поверхностях участка прямого профиля над зернами, расположенными на вершинах наклонных поЮверхностей, и без нависания (испытывались ролики с соотношением Н;В10 и Н:В = 15).Исследования...
Способ шлифования профиля зубьев сборных острозаточенных червячных зуборезных фрез

Номер патента: 1305008
Опубликовано: 23.04.1987
Автор: Лазебник
МПК: B24B 3/12
Метки: зуборезных, зубьев, острозаточенных, профиля, сборных, фрез, червячных, шлифования
...гиперболоида вращения вращается (тп.) вокруг своей оси О, О, (движение резания) и поступательно движется (Ь, ) относительно зуба 1. Угол 1 - угол скрещивания прямолинейной образующей ББ гиперболоида с его осью О,Оа - расстояние между ними. Осевым сечением круга 2 является гипербола, отстоящая от оси круга 2 на величину а, которая определяется диаметром выбранного шлифовального круга 2, углы в ирассчитываются по следующим зависимостям:1 д,б = (1 дАз 1 п у 1 ду )где для правозаходных червячных фрезверхние знаки относятся к правой стороне зуба, нижние к левой стороне (для левозаходных фрез наоборот);в угол между осями зуба и шлифовального круга;- профильный угол исходной рейкифрезы;- величины угла подъема винтовой"ф 7 Сфлинии...