B23Q 15/12 — адаптивное управление, т.е. самоподстройка для достижения результата, оптимально соответствующего заданному критерию
156823

Номер патента: 156823
Опубликовано: 01.01.1963
МПК: B23Q 15/12, G05B 13/02, G05B 19/16 ...
Метки: 156823
...С регистра 8 информация переписывается,иа регистрыи 2 магнитного барабана по винтовой линии.При работе станка с регистра 1 расчетная программашаговый двигатель 6 узла измерений, который отрабатыва156823 программу. При этом измерительная система со считывающей головкой 7, механически связанной с шаговым двигателем б, будет определять расхождение между расчетной программой н обрабатываемымпрофилем детали н подавать информацию в интегратор 8. Текущаяпрограмма с регистра 2 подается на шаговый двигатель У приводастола 10,С интегратора 8 информация подается по двум каналам: на арифметическое устройство 11 и на регистр 4, где она получает сдвиг по фазе, С регистра 4 информация подается вновь на арифметическое устройство 11, с которого...
156824

Номер патента: 156824
Опубликовано: 01.01.1963
МПК: B23Q 15/12, G05B 13/02, G05B 19/16 ...
Метки: 156824
...9 с обрабатыалгеб танка игател а шаго сис 1 емы,Четырехрегистр памяти системы, На ПО ВИНТОВОЙ ЛИНИИ,Исходная прогр го носителя ифора ция переписывается Информация об грамм при работе с тор б на шаговьш д гистра 2 подается н ваемой деталью 10.апИтнь 1 й оарабан слу егистрахи 2 бараба гистрах 3 и 1 - по ко аписывается на регис срез иптсрполятор б,истры 1: 2.раической сум.;1 е рас подается с регистровь Т уз,а измерений. ТсВый Двигатель 8 приво156824Измерения обрабатываемого профиля детали относительно суммы расчетной и текущей программ производит измерительная система со считывающей головкой 11, кинематическн связанной с шаговым двигателем 7. Результаты этих измерений подаются в интегра 1 ор 12, для статистической обработки. Далее...
156825

Номер патента: 156825
Опубликовано: 01.01.1963
МПК: B23Q 15/12
Метки: 156825
...носителя информации,перфоленты. С регистра о информация переписывается на2 п 0 винтовой лц 1 ии.При работе станка с регистра 2 текущшаговый двигатель 6 привода стола 7 с156825Абсолютные измерения обрабатываемого профиля детали производит измерительная головка 9, сигналы с которой подаются на интегратор 10, предназначенный для стат 1 стической обработки результатов измерения,Информация с интегратора подается в арифметическое устройство 11 и в регистр 4, где производится сдвиг по фазе. Сдвинутая по фазе информация подается ня Второй канал Ярифмети 1 сского уст 1 зойствз 11, оттуда через усреднитель 12 -- в иптерполятор 5.На второй и третий каналы интерполятора подается информация с Регистров 1 и 2 магнитного барабана, в...
189281

Номер патента: 189281
Опубликовано: 01.01.1966
МПК: B23Q 15/12
Метки: 189281
...охлаждению, последоательность и ставень которых зависят от веичины отклонения рабочего органа,На чертеже представлена схема осущестлепил описываемого способа.К корпусным деталям станка, например ктенке стойки 1, крепятся нагревательные ихлаждающне батареи 2. Управляющим устойством д может бьгп включено нагреваниеверхней части стенки и одновременное охлакдение нижней, или наоборот. Контроль перпендикулярности оси шпинделя 4 и стола 5периодически осуществляется закрепленным на шпинделе датчиком б, который вырабатывает сигнал, пропорционально величине отклонения от перпендикуляра. Усиленный и преобразованный сигнал датчика включает в 5 зависимости от знака сигнала ту или инуюпару батарей 2. Длительность включения контролируется реле...
Узел измерения самонастраивающейся системы программного управления металлорежущимистанками

Номер патента: 212714
Опубликовано: 01.01.1968
Авторы: Асташев, Кобринский, Колискор, Левковский, Серков, Тывес
МПК: B23Q 15/12
Метки: металлорежущимистанками, программного, самонастраивающейся, системы, узел
...Узел измерения самонастраивающ стемы программного управления ме 20 жущими станками, содержащий щуп передающий информацию щупа на преобразователь механических пере и электрические сигналы, отличаюи 1 и что, с целью выделения систематичеок 25 погрешностей обработки, шток выпол де двух частей, сочлененных с зазоро часть его, связанная с датчиком-прео телем, снабжена фиксатором.Авторыизобретения В. К. Асташев, А, Е Известны самонастраивающиеся системы программного управления металлорежущими станками, имеющие узлы измерений в виде щупа и штока, передающето перемещения щупа на датчик-преобразователь механических перемещений в электрические сигналы.Предложенный узел отличается от известных тем, что шток его выполнен в виде двух частей,...
344633

Номер патента: 344633
Опубликовано: 01.01.1972
Авторы: Германска, Иностранное, Иностранцы, Петер
МПК: B23Q 15/12, G05B 13/02
Метки: 344633
...верхнее значение, то осуществляется известным способом снижение истинного значения посредством сигнала Ь на линии 5, в обход блока б. Если регулируемая величина упадет ниже значения Х)У - а, то по линии 4 подается сигнал 1. на контакт 11. Последний, действуя в качестве измерительного датчика длительности периода, всегда выдает один импульс за каждый период, При замыкании контакта 11 сигнал 1. проходит на делитель 10 частоты следования импульсов, При следующем импульсе через контакт 11 происходит дальнейшее переключение делителя 10 частоты следования импульсов, причем ступень И запоминания опрокидывается и выдает сигнал Ь на звено И 17. Тем самым звено И 17 становится проводящим, в результате чего по линии 7 на регулирующий орган 8...
Устройство для оптимального раскроя материала

Номер патента: 353130
Опубликовано: 01.01.1972
Авторы: Кукатов, Мордаиь, Новиков, Полевой, Сидорин, Украинский
МПК: B23Q 15/12, G01B 7/02
Метки: оптимального, раскроя
...с вь3 и элемента 7 сравнения.Устройство работает следуО 1 ццм образом, Импульсом начала счета, постуца 1 ощцм ца первые входы схем 4 и 5, счетчик,3 устанавлиВают ца число, равное 1 соличестВу допусков Л в длину 1 заготовки, Число, равцос допол 11 енцю к остатку О от деления длины заготовки ца допуск, заносят в счетчик 2 и подслой ца его вход серийно единичных импульсов с преобразователя. После зацолцсцця счетчика 2 и перехода его в 0 ца его выходе каждый раз появляется импульс, поступающий на вход счетчика 3 и сштывающиц поочередно Одну единицу с его набора,Прп переполнении счетчика 3 происходит начальная установка указанных счетчиков и цачицаегся новый цикл расчета, аналогичный описацному, 11 мпульс, производящий цачальцуО...
Установка для управления оптимальным раскроем проката на заготовки

Номер патента: 368470
Опубликовано: 01.01.1973
Авторы: Любимов, Полевой, Попов, Рудковский, Сидорин, Халецкий
МПК: B23Q 15/12, G01B 7/04
Метки: заготовки, оптимальным, проката, раскроем
...следующим образом.Прокатаиную в стане штангу отправляют на режущий мхеанизм, За время трансктортировки определяют ее длину с помощью нзх;ерителя 1, Длина проката определяется в счет-. чике 2 подсчетом числа импульсов, поступающих от измерителя.Значение длины в двоичном коде переносится из счетчика 2 в арифметический блок у, в котором рассчитывается раскройный план для целой штанги с учетом технологического ,допуска, т. е. определяется число укороченных на величину допуска заготовок, которые следует вырезать из раскраиваемой длины проката, и число заготовок полной длины, чтобы раскрой был без отхода, Одновременно в арифметическом блоке определяется общее число заготовок, содержащихся в штанге, ко368470 Предмет изобретения пает для...
414077

Номер патента: 414077
Опубликовано: 05.02.1974
МПК: B23Q 15/12
Метки: 414077
...регулирования.В режиме коррекции координатных перемещений сигнал с датчика 1 деформаций через перенастраиваемый фильтр 3 подается на суммирующий вход предварительного усилителя в схеме следящего привода 6.Деформации фрезы определяются через линейно связанные с ними составляющие силы резания по координатным осям. Настройка коэффициента передачи датчика и перенастраиваемого фильтра осуществляется программно в зависимости от жесткости применяемого инструмента и скорости вращения шпинделя станка 19, На входе предварительного усилителя 5 осуществляется алгебраическое сложение корректирующего сигнала ЛХ с разностным сигналом на выходе элемента сравнения 9. Г 1 ри этом результирующее перемещение следящего привода соответствует...
Устройство для адаптивного программного управления станками

Номер патента: 435504
Опубликовано: 05.07.1974
Авторы: Амбарцум, Зусман, Ратмиров, Фонд
МПК: B23Q 15/12, G05B 13/02, G05B 19/39 ...
Метки: адаптивного, программного, станками
...5 и силы резания б, цифро-аналоговый 7 и функциональный 8 преобразователи, управляемый генератор имлульсов 9,1 блок сравнения 10 и задатчик 11 силы резания.Устройство работает по сипналам датчиков деформаций 5 и силы резания б.Сигнал датчика о поступает на вход нуль 2 О органа 4 соответствующей координаты, гдесравнивается с компенсирующим напряжением цифро-аналогового преобразователя, которое соответствует коду импульсного накопителя 1.При разбалансе напряжений нуль-органгенерирует импульсный сигнал на вход накопителя, обеспечивая изменение компенсирующего напряжения в зависимости от напряжения датчика, От блока задания проЗО граммы в устройство также вводится инфорЗаказ 43 П 5 Изд, М 970 Тираж 760Подписное ЦНИИПИ Государственного...
Адаптивное устройство для управления обработкой нежестких деталей из труднообрабатываемых материалов

Номер патента: 897471
Опубликовано: 15.01.1982
Авторы: Баталин, Каргин, Наумов, Тараненко, Торлин
МПК: B23Q 15/12
Метки: адаптивное, нежестких, обработкой, труднообрабатываемых
...выходом установки 14 электроконтактного разогрева и входом датчика 15 силы резания,Устройство работает следующим образом.Деталь 1 из материалов ПТЭС, ВТ(заготовки корпусов микромашин) закрепляют на оправке 2, которую поджимают задним центром 5, установленным в текстолитовой втулке 6 в задней бабке 7. В патроне 4 оправка крепится через изолирующую разрезную втулку 3. Обработка ведется резцом 8, закрепленным в изолирующем корпусе 9 резцедержателя 10. После момента врезания, когда значение силы резания до стигает определенного, значения, сигнал от датчика 15 поступает на пороговый элемент 16, который настроен на определенное напряжение срабатывания. Сигнал порогового элемента 16 включает установку 14 электроконтактного разогрева и через...
Устройство адаптивного управления температурой резания

Номер патента: 931379
Опубликовано: 30.05.1982
МПК: B23Q 15/12
Метки: адаптивного, резания, температурой
...Й делителя напряжения поступает в регулирующий прибор 3 ли-бо с выходного резистора й, либос блока 1 коррекции термо-ЭДС, Регулирующий прибор 3 управляет исполнительным механизмом 4, который изменяет частоту вращения привода 5главного движения.Перед началом работы инструментомс термоэлектрическими свойствами,отличающимися от свойств инструментов, принятых за эталонные, наладчикна панели управления системы ЧПУ 2посредством переключателей для размерной коррекции набирает номераинструментальных блоков, содержащихсоответствующие инструменты. Введе"ние размерной коррекции не обязательно, Переключателями П вручную устанавливаются коэффициенты коррекциитермо-ЭДС по известным термоэлектрическим свойствам инструментов.При. вступлении в работу...
Оптимизатор режимов резания

Номер патента: 933378
Опубликовано: 07.06.1982
Авторы: Макаров, Новицкий, Нурисламов
МПК: B23Q 15/12
Метки: оптимизатор, режимов, резания
...3с индикатором текущей скорости резания 7, Выход измерителя оптимальности режимов резания 2 соединен с одним входом схемы управления 8 выход которой соединен с приводом стан ка 9. На другой вход схемы управления 8 подается запускающий сигнал.Устройство работает следующим образом. Подается запускающий сигнал на схему управления 8 шпинделя стан в ка, контролируемого индикатором 7.В процессе резания датчик вибраций инструмента.1 выдает текущую информацию о величине вибрации инструмента, которая подается на выход измери теля оптимальности режимов резания 2.Измеритель оптимальности режимов резания 2 измеряет уровень вибрации, инструмента, сравнивает измеренное значение с предыдущим и при минимальном уровне сигнала вибраций выдает...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 963807
Опубликовано: 07.10.1982
Авторы: Абдулов, Красильников, Подураев, Покровский, Шпиньков
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...изменения расстояни я между планками, необходимого для изменения длины активной части пластивчатых прукигг, что гроггсходит за счет изменяющейся по толщине прокладки 18, Упорный винт 16 стопорится винтом 19, В верхней части обе планки соединяются двумя пластиичатыми пружинами 17 с измеияюгцейся длиной активной части. Пружины 17 служат для удериапия передней и задней планок в состоянии контакта и используются как уг ругий элемент.В средней части планки контактируют через опору качения 6 и клин 12, причем за счет конс 1 руктивного исполнения, опора качения 6 имеет возможность перемещаться по клину только и иаправлеги У и У, исключая перемещения по оси Х.В нижней части планки соединены ви- товой пружиной 20, укрепленной одним кгшцом в...
Устройство для адаптивного управления шлифовальным станком

Номер патента: 979081
Опубликовано: 07.12.1982
МПК: B23Q 15/12
Метки: адаптивного, станком, шлифовальным
...с блока 9 поступают синхронизирую щие сигналы, количество которых за один оборот стола определяет число участков, на которые разбита поверхность стола с деталями, По каждому из этих сигналов в блоке деления 10 вычисляется отношение текущего значения величины подачи 5; к текущему значению потребляемой электродвигателем круга мощности Р . Это отношение умножается в блоке умножения 11 на заданное значение мощности Р, Полученная величина является значением подачи, которая должна быть установлена при поступлении данного участка в зону обработки на следующем обороте стола. Эта величина записывается в блоке 13 запоминания подачи на текущем цикле, количествоячеек памяти которого равно числуугловых участков, на которые разбитоборот стола станка,...
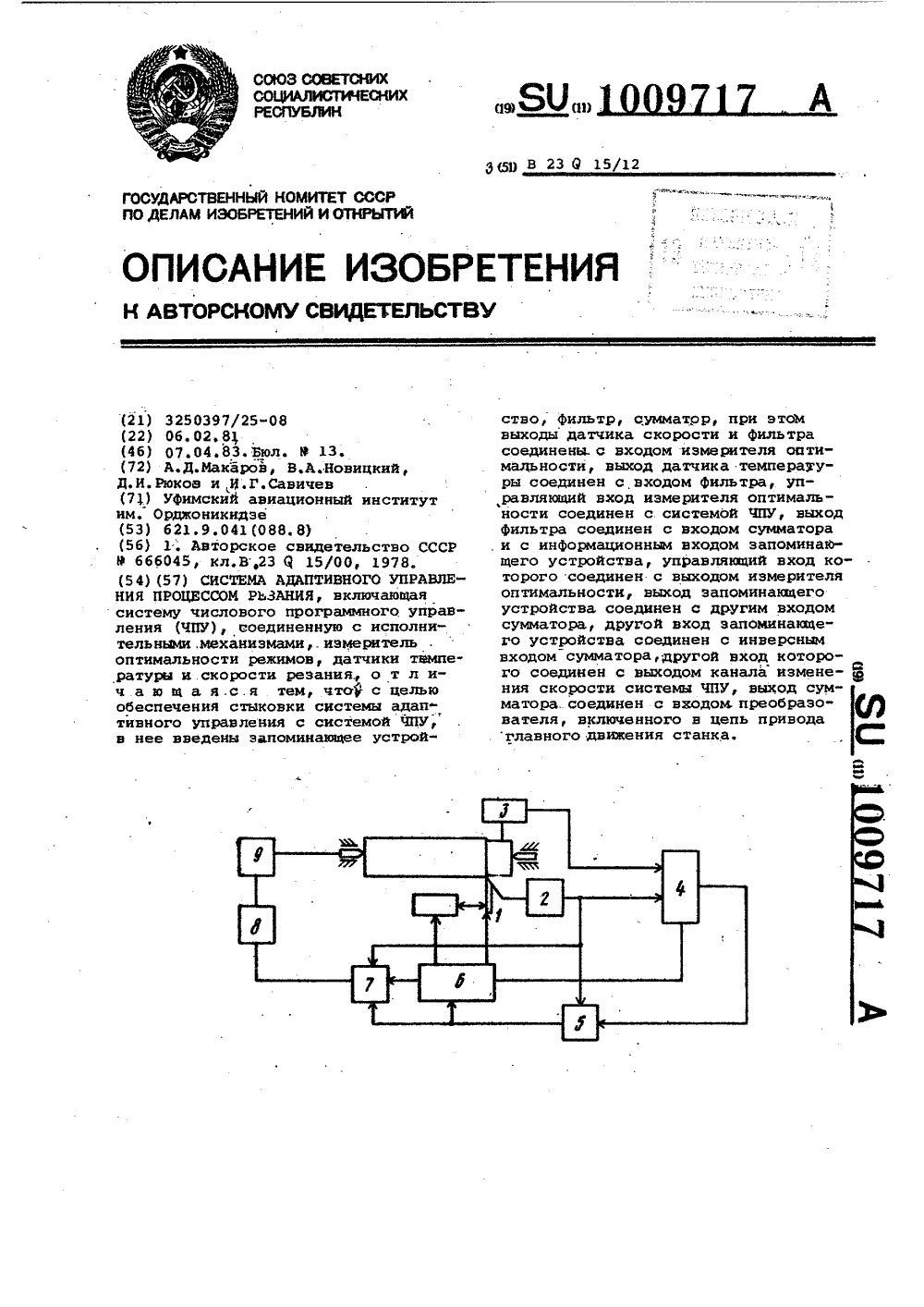
Система адаптивного управления процессом резания
Номер патента: 1009717
Опубликовано: 07.04.1983
Авторы: Макаров, Новицкий, Рюков, Савичев
МПК: B23Q 15/12
Метки: адаптивного, процессом, резания
...программе зада-вычисляться аналитически на основе , 25 ют закон изменения скорости вращебольшого количества априорных данных, ния шпинделя, величину подачи и глу-ввоДимых в систему. В процессе обра- бину резания.ботки априорные данные изменяются, После .установки величины подачичто вносит. погрешность в вычисления. и глубины резания в процессе обработКроме .того,.характеристики обраба- ки измеритель 4 оптимальности иэмерятываемЬсти,материалов задаются дале- ет оптимальность процесса резания.ко нв оптимальными, что снижает эф- Если. процесс, обработки .неоптимален,Фективность,обработки. то с выходов измерителя 4 на запою-,Цель, изобретения - обеспечение нающее устройство 5 и в систему чисстыковки системы ЧПУ .с,адаптивной лового...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 1065143
Опубликовано: 07.01.1984
Авторы: Абдулов, Красильников, Майоров, Никитин, Подураев, Покровский
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...системы СПИД, выполненным в виде передней и задней подпружиненных панелей, причем задняя закреплена в суппорте, а передняя несет режущий элемент с возможностью настройки на высоту центров станка, панели выполнены с направляющими для взаимодействия между собой, причем задняя панель закреплена с возможностью разворота в плоскости, перпендикулярной оси центров станка.На фиг. 1 изображено устройство, общйй вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - сечение А-А на фиг. 1; на фиг, 4 - . сечение Б-Б на фиг. 1; на фиг. 5 схема действия сил резания и упругих реакций устройства.Устройство состоит из передней 1 и задней 2 панелей. Задняя панель 2 крепится с возможностью поворота вокруг оси 3 к 25 30 35 40 45 50 державке 4 винтами 5, на...
Устройство для обработки деталей

Номер патента: 1110604
Опубликовано: 30.08.1984
МПК: B23Q 15/12
...5, массу 14, приводимую в движение от сервопривода 12 (например, винтовой парой на фиг. 1 показано условно), зубчатую пару 15 и 6, связывающую зацеплением планшайбы 6 и 7, сервоприводы 17 и 18, дополнительные массы 19 и 20, связанные с сервоприводами 17 и 18 винтовыми парами. Устройство работает слелукицим образом.Перед процессом резания вклочаетсяглавный привод станка 1, кстсрый вращает обрабатываемук деталь 2, сдновременно включается и сервопривод 3, эгек 1 рически соедиценцый с ггаы ярводо 1, но скорость вращсия его противоположна скорости врацеия привода 1 (по фазе смещена ца 180). Сервоиривод , жестко закреплс и ца рсзцедержателе 4, последний выолпе на урусом ос цовании пружины а и в, чтс позвс.яст рсзцедержателю 4 колебаться...
Устройство для измерения критерия оптимальности режимов резания

Номер патента: 1135603
Опубликовано: 23.01.1985
Автор: Новицкий
МПК: B23Q 15/12
Метки: критерия, оптимальности, режимов, резания
...второй интегратор и блокзапаздывания, причем выход фильтра соединен с входом второго интегратора, выходблока запаздывания соединен с вторым входом дифференциального усилителя, выходкомпаратора соединен с управляющим входом коммутатора, вход которого соединенс выходом фильтра, а выход коммутаторасоединен с индикатором оптимальной величины температуры.Кроме того, устройство снабжено детектором, вход которого соединен с выходомдифференциального усилителя, а выход детектора соединен с входом первого интегратора,На фиг. 1 приведена блок-схема устройства; на фиг. 2 - второй вариант устройства,Устройство для измерения критерияоптимальности режимов резания состоит издатчика 1 температуры резания, соединенного с входом...
Устройство для управления точностью механической обработки

Номер патента: 1142260
Опубликовано: 28.02.1985
Авторы: Абдулов, Красильников, Майоров, Подураев
МПК: B23Q 15/12
Метки: механической, точностью
...введенный в устройство вкладыш с отверстиями, выполненный из демпфируюшего материала, а механизм коррекции упругих перемещений резца выполнен в виде установленных с возможностью поворота в указанных отверстиях упругих элементов прямоугольного сечения с коническими хвостовиками, закрепленными в оправке.На фиг. 1 схематически представлено устройство, об щи й вид; на фи г. 2 - разрез А-А на фиг. 1; на фиг. 3 - конструкция упругого элемента; на фиг. 4 - разрез Б-Б на фиг. 2.Устройство для управления точностью механической обработки, содержит резец 1, закрепленный на оправке, состоящей из корпуса 2 и головки 3, образующих полость, в которой установлен вкладыш 4, из демпфирующего материала, например резины.Полость выполняют таким...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 1172675
Опубликовано: 15.08.1985
Авторы: Абдулов, Красильников, Майоров, Пак, Подураев, Прокошев
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...посредством зажимного устройства, состоящего из дифференциального винта 3 идвух втулок 4 и 5 с внутренней резь.бой и скосами на наружной цилиндрической поверхности,Внутренняя втулка 2 установлена 30с возможностью качания в пентоах,выполненных в наружной втулке 1 ввиде центровых отверстий, в которыхразмещены опорные шарики б и 7, взаимодействующие с центровыми отверстиями, выполненными на внутренней35втулке 2, причем поджим опорного шарика 6 регулируется винтом 8,Во внутренней втулке 2 выполненоцентральное отверстие, в которомзакреплен режущий элемент 9 с цилинд- фрическим хвостовиком. Со стороны пего гибкого элемента, а внутренняяи наружная втулки соединены междусобой ре улируемым упругим элементом. 2реднего торца на внутренней...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 1214389
Опубликовано: 28.02.1986
Авторы: Абдулов, Майоров, Подураев, Прокошев, Соколов
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...относительно резце- держателя в радиальном направлении в подкладке выполнен уступ 9, С целью фиксирования державки 1 в осе, вом направлении на концах подкладки 2 выполнены боковины 1 О и 11. Державка подпружинена винтовыми пружинами 12 - 14. Пружина размещается в реэьбовом отверстии крепежного винта 15 резцедержателя и соосном с ним глухом отверстии 1 б державки. Натяг пружины создается непосредственно винтом 15. С целью исключения заклинивания пружины при ослаблении натяга между торцами винта и пружины расположена бронзовая шайба 17. Узел демпфирования выполнен в виде поджи 143892маемого демпфирующего материала 18винтом 19.Устройство работает следующим образом.При изменении параметров резания,например припуска или твердости...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 1214390
Опубликовано: 28.02.1986
Авторы: Абдулов, Майоров, Подураев, Соколов, Степанов
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...,вставляемой в коническую расточкушпинделя фрезерного станка, и несущего режущие элементы 3. Корпус задемпфирован с тносительно оправки резиновым кольцом 4, поджимаемым принавинчивании корпуса, Узел подпружиниванчя корпуса относительно оправкисостоит иэ упругого элемента 5,жестко закрепляемого на корпусеФрезы и фиксированного с возможностью осевых перемещений во Фпанцеконусной оправки при помощи цанги 6,расположенной в винте 7 Фланца оправ.ки. Регулировка податливости упругой связи с предлагаемым конструктивным исполнением производится припомощи изменения вылета упругогоэлемента 5 за счет величины ввинчивания винта 7 с цангой,Устройство работает следующим образом. 5 0 15 20 25 30 35 Щ При изменении параметров резания,например припуска...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 1240547
Опубликовано: 30.06.1986
Авторы: Абдулов, Красильников, Майоров, Пак, Подураев
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...силы резания постоянны. В этом случае передняя панель 1 (фиг. б, 8) находится в равновесии, т.е. действие сил Р, Р, Р уравновешивается упругой реакцией пружин Р (фиг. 6, 8) и реакцией направляющих Я и М. При изменении параметров резания, например, припуска или твердости заготовки изменяются усилия резания. Система выходит из равновесия. Пщ увеличении Р увеличивается отжим технологической системы. Вершина режущего элемента из точн ки О, переместится в точку Р а деталь из точки 0 в точку 0 . Погрешностьк.обработки при этом будет Рувввйться сумме проекций векторовр , р" и О,; О," вв ось у. Но твккак одновременно .с увеличением силы 35Р, увеличивается сила Рй, панель 1 "(фиг. 6) переместится по направляющим вниз и на деталь, т.е. иэ точки...
Способ заточки червячных фрез

Номер патента: 1240548
Опубликовано: 30.06.1986
Автор: Радзевич
МПК: B23Q 15/12
Метки: заточки, фрез, червячных
...дол-.бяка 2 поворачивают на угол 6 относительно нормали 3 к оси О -О вращенияэатыпуемой червячной фрезы 1 в направлении подъема ее витков. Величина угла б выбирается равной углу 1подъема витков затыпуемой червячной20 фрезы 1 на ее среднем цилиндре. Ва А 2 НИИПИ э 3434 ираж писно иэв.-п пр-т Изобретение относится к машиностроению, в частности к инструментальному производству, и может бытьиспользовано при изготовлении затылованных червячных и дисковых фреэ.Цель изобретения - увеличениепроизводительности эатыпования засчет выравнивания кинематическихзадних углов у боковых сторон зубьевдолбяка и повышение стойкости долбяка за счет выравнивания интенсивности износа зубьев долбяка.На фиг, 1 показана схема реализации способа...
Устройство для адаптивного управления точностью механической обработки

Номер патента: 1256925
Опубликовано: 15.09.1986
Авторы: Абдулов, Красильников, Лесков, Мурашкин
МПК: B23Q 15/12
Метки: адаптивного, механической, точностью
...предотвращающими утечку жидкости в стыках механизма. Между неподвижными решетками 26 находится подвижная решетка 27, которая имеет воэможность перемещения параллельно оси подачи (фиг.2), Все решетки имеют сквозные отверстия, не перекрывающиеся при установке решетки 27 в исходном крайнем левом положении, Центральные отверстия решеток являются местом установки штока поршня 22. Решетка 27 установлена в исходном положении посредством пружины 31 и поджимной, гайки 32, снабженной уплотнительными элементами. Подвиж15 25 3 12569ная решетка жестко соединена с тягой33, взаимодействующей с электромагнитом 34,укрепленном на жесткомкронштейне с правой стороны опоры 2и включенном в электрическую цепь5фиг.3). Электрическая цепь состоитиз токовихревого...
Устройство для управления точностью механической обработки

Номер патента: 1292986
Опубликовано: 28.02.1987
Авторы: Абдулов, Красильников, Подураев
МПК: B23Q 15/12
Метки: механической, точностью
...с державкойосуществляется в верхней части черезконические направляющие, в нижнейчасти по цилиндру и торцу. Контактпружины 6 с коническим 2 и цилиндрическим 11 секторами осуществляется покольцевым направляющим. Контакт головки 13 с цилиндрическим сектором11 осуществляется через цилиндрические направляющие (сбоку) и торец(снизу). С целью ":.олучения максимальной контактной жесткости конструкциив направлении Х и У прижимы выполнены так, что усилия прижима элементов конструкции в указанных направлениях превосходят по величине усилия резания Р и Р .Устройство работает следующим образом,Предположим, что технологическаясистема станка без устройства имеетподатливость в направлении Х, равЗ 0 ную И, а в направлении у - податливость, равную Я...
Устройство для управления точностью механической обработки на металлорежущем станке

Номер патента: 1301649
Опубликовано: 07.04.1987
Авторы: Абдулов, Жуков, Подураев, Томашевский
МПК: B23Q 15/12
Метки: металлорежущем, механической, станке, точностью
...в отверстие корпуса 2 установлен шток 8 с заглубленным в его торец со стороны упора 6 шариком 9, Шток имеет буртик 10. На шток надета пружина 11 и поджата к буртику 10 гайкой 12. На дальнем от головки 3 конце корпуса 2 оправки в расширенной части отверстия закреплен с возможностью прижима к штоку индуктивный датчик 13 линейных перемещений. Крепление датчика осуществлено болтом 14, стягивающим разрезную часть корпуса оправки. Датчик 13 электрически связан с блоком 15 измерения износа резца и выработки оптимальной по критерию минимума износа скорости резания, который имеет связь с двигателем привода вращения шпинделя 16.Устройство работает следующим образом.При обработке детали тангенциальная составляющая силы резания Р, смещает головку 3...
Пневматический следящий привод

Номер патента: 1321564
Опубликовано: 07.07.1987
Авторы: Бастеев, Горбачев, Долматов, Сурду
МПК: B23Q 15/12, B24B 47/20
Метки: пневматический, привод, следящий
...Сжатый воздух в полости пневмоцилиндра подается через отверстие в штоке, полость между мембранами, радиальные отверстия и кольцевую проточку поршня-заслонки и дросселируюгцие кольцевые жиклеры с размером о. Выход сжатого воздуха в атмосферу из полостей пневмоцилиндра осуществляется через сопла-заслонки с зазорами Ь, и Ь, и через отверстия, выполненные во втулках-соплах 3 и 4. Корпус пневмоцилиндра 1 шарнирно крепится к неподвижным по отношению к инструменту частям станка 10, г шток 2 через втулку-сопло 4, радиально-упорный подшипник 11 шарнирно соединен с подвижным шпиндельным узлом 12. Привод работает следующим образом.В исходном положении питание сжатым воздухом отключено, иток 2 разгружен, а по отношению к нему поршень-заслонка...
Способ автоматического управления процессом обработки

Номер патента: 1399074
Опубликовано: 30.05.1988
Авторы: Безьязычный, Кожина, Туманов
МПК: B23Q 15/12
Метки: процессом
...с энергетическим критерием подобия А, который определяется 15 как аЬт РОтолщина среза, м;ширина среза, м;удельная объемная теплоемкость обрабатываемого материала, Дж/м град;температура резания, град," тангенциальная составляющая 25 силы резания, Н. В результате теоретических и экспериментальных исследований установлено, что заданному комплексу показа телей качества поверхностного слоя (К, 6 , ЬТ ,) соответствует одно значение критерия подобия А при различных вариациях режима обработки, т,е. сочетания скорости резания и по дачи,Постоянно замеряя силы резания итемпературу в процессе резания определяют по формуле значение критерияА, величина которого сравнивается со 40значением, определяемым исходя изтребуемых показателей .качества...