Способ сушки форм в литье по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
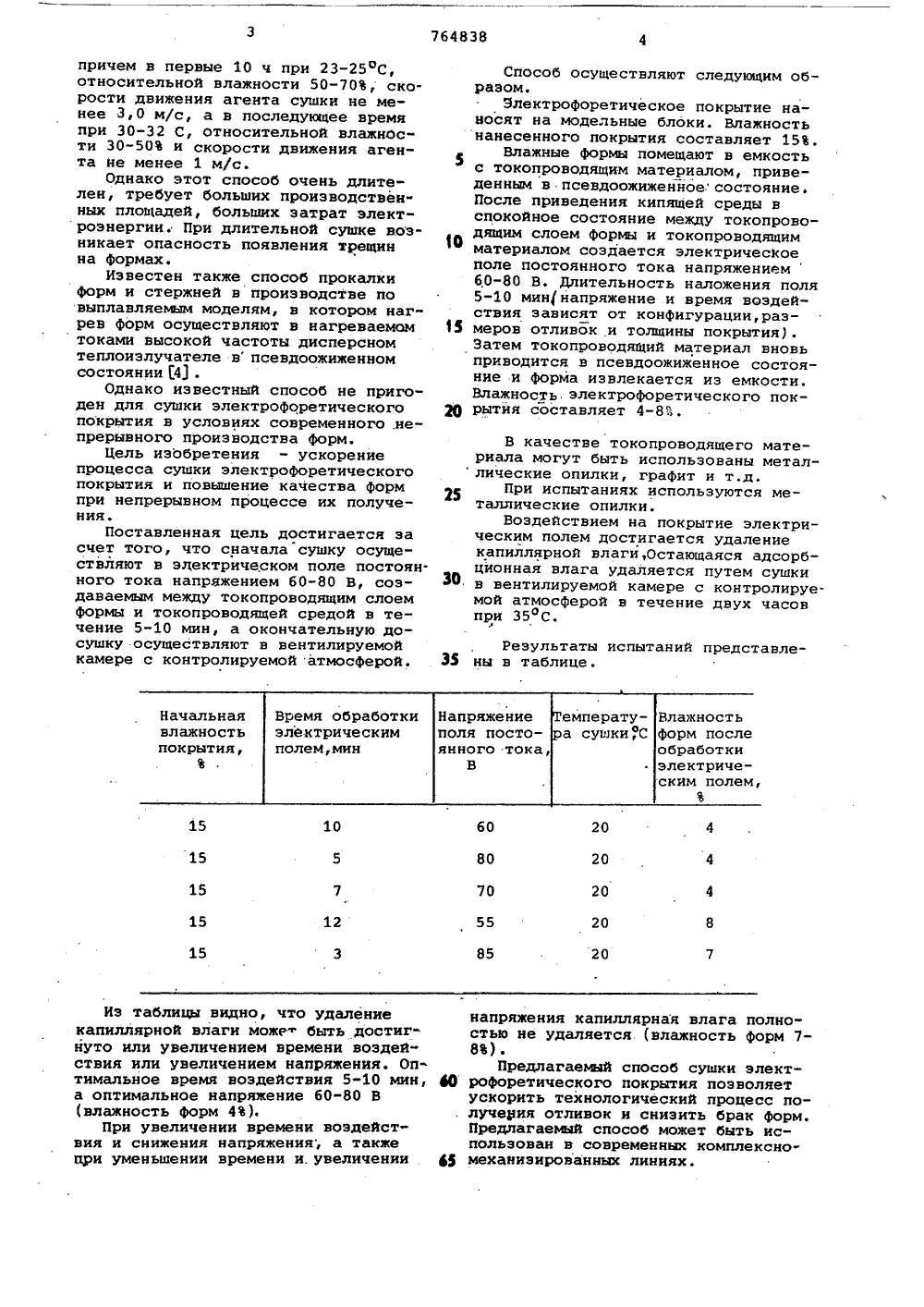
ОПИСАНИЕЯЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик(б 1) Дополнительное к авт. свид-ву(22) Заявлено 01,10. 76 (21) 2407594/22-02с присоединением заявки йо(23) ПриоритетОпубликовано 230980 Бюллетень М 35Дата опубликования описания 260980 51)М, Кл,3 В 22 С 9/12 Г 26 В 3/34 Государственный комитет СССР по делам изобретений и открытий(54)СПОСОБ СУШКИ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ Изобретение относится к литейномупроизводству, в частности к способамсушки огнеупорного покрытия в литьепо выплавляемым моделям.В литье по выплавляемым моделямиспользуют различные способы сушки.Известен способ воздушно-аммиачнойсушки 30-40 мин на воздухе,10-20 минво влажных апрах аммиака, 20-30 минвыветривание. Общая продолжительностьсушки каждого слоя покрытия 1-1,5 ч. Известен способ вакуумно-аммиачнойсушки 3-5 мин в вакууме, затем 35 мин во влажных парах аммиака, Общее 15время сушки для каждого покрытия 810 мин 11,Однако такая сушка с применениемаммиака используется только для Форм,полученных на основе этилсиликата, 20так как аммиак является сильным катализатором процесса гидролиза этилсиликата.Известен способ отверждения, вытопки и прокалки керамических форм,в котором Формю, полученные известными в точном литье приемами и имеющие один слой покрытия, помещают вопоку, у которой две стенки выполненыиз токонепроводящего материала, а две 30 другие являются электродами,подключенными к источнику постоянногс тока. Опоки формируют электропроводной наполннтельной смесью. Полярность меняют в течение 1 ч через каждые 5 мин Г 21,Однако известный способ можно использовать только для Форм, полученных на основе этилсиликата.Для электрофоретического покрытия обработка только постоянным электрическим током даже в течение длительного времени не приводит к полному удалению влаги из формы, В результате форма не имеет достаточной прочности для того, чтобы проводить дальнейший процесс вытопки и прокалки, заливка таких форм невозможна. Известный способ не отвечает современным требованиям техники безопасности и промсанитарии, так как при совмещении операций вытопки и прокалки форм происходит большое газоны- деЛение. Причем повторное использование модельного состава в этом случае затруднено, что удорожает себестоимость литья.Известен способ воздушной сушки огнеупорного покрытия в сушильной вентилируемой камере 3). Сушку покрытия осуществляют в течение 21 ч,764838 10 15 20 25ЭО Напряжение поля постоянного токаВ Время обработкиэлектрическимполем,мин емператуа сушкиС Влажность форм после обработки электрическим полем,20 10 60 4 15 20 80 20 70 15 12 20 55 20 85 15 причем в первые 10 ч при 23-25 еС,относительной влажности 50-70, скорости движения агента сушки не менее 3,0 м/с, а в последующее времяпри 30-32 С, относительной влажности 30-50 и скорости движения агента не менее 1 м/с.Однако этот способ очень длителен, требует больших производственных площадей, больших затрат электроэнергии. При длительной сушке возникает опасность появления трещинна формах.Известен также способ прокалкиформ и стержней в производстве повыплавляеьым моделям, в котором нагрев форм осуществляют в нагреваемомтоками высокой частоты дисперсномтеплоизлучателе впсевдоожиженномсостоянии 43Однако известный способ не пригоден для сушки электрофоретическогопокрытия в условиях современного,непрерывного производства форм.Цель изобретения - ускорениепроцесса сушки электрофоретическогопокрытия и повышение качества Формпри непрерывном процессе их получения,Поставленная цель достигается засчет того, что сначала сушку осуществляют в электрическом поле постоянного тока напряжением 60-80 В, создаваемым между токопроводящим слоемФормы и токопроводящей средой в течение 5-10 мин, а окончательную досушку осуществляют в вентилируемойкамере с контролируемой атмосферой. Из таблицы видно, что удаление капиллярной влаги може быть достигнуто или увеличением времени воздействия или увеличением напряжения. Оптимальное время воздействия 5-10 мин, 49 а оптимальное напряжение 60-80 В (влажность форм 4).При увеличении времени воздействия и снижения напряжения; а также при уменьшении времени и. увеличении Способ осуществляют следующим образом,Электрофоретическое покрытие наносят на модельные блоки. Влажность нанесенного покрытия составляет 15.Влажные формы помещают в емкость с токопроводящим материалом, приведенным в псевдоожиженйое.состояние. После приведения кипящей среды в спокойное состояние между токопроводящим слоем формы и токопроводящим материалом создается электрическое поле постоянного тока напряжением60-80 В. Длительность наложения поля 5-10 миннапряжение и время воздействия зависят от конфигурации,размеров отливок и толщины покрытия). Затем токопроводящий материал вновь приводится в псевдоожиженное состояние и форма извлекается из емкости. Влажность, электрофоретического покрытйя составляет 4-8. В качестве токопроводящего материала могут быть использованы металлические опилки, графит и т.д.При испытаниях используются металлические опилки.Воздействием на покрытие электрическим полем достигается удаление капиллярной влаги, Остающаяся адсорбционная влага удаляется путем сушки в вентилируемой камере с контролируе. мой атмосферой в ечение двух часов при 35 С. Результаты испытаний представлены в таблице. напряжения капиллярная влага полностью не удаляется (влажность форм 7- 8).Предлагаемый способ сушки электрофоретического покрытия позволяет ускорить технологический процесс получения отливок и снизить брак форм. Предлагаемый способ может быть использован в современных комплексно- механизированных линиях.764838 формула изобретения Составитель Т. МорозоваРедактор М. Ликович Техред А.Щепанская Корректор С. Шекмар Тираж 9 Подписное ВНИИПИ Государственного комитета СССР по делам иэобоетений и открытий 113035, Москва,. ЖРаушская наб., д. 4/5акаэ илиал ППП Патент , г Ужгород, ул. Проектная,4 Способ сушки форм в литье по выплавляемым моделям, включающий нагрев в электрическом поле в токопроводящей среде в псевдоожиженном состоянии, о т л и ч а ю щ и й с я тем,что, с целью ускорения процесса сушки электрофоретического покрытия и повышения качества форм, электрическое поле постоянного тока напряжением 60-80 В создают между токопроводя- ф щим слоем формы и токопроводящей средой в течение 5-10 мнн , а окончательную досушку осуществляют в вентилируемой камере с контролируемой атмосферой.Источники информации,принятые во внимание при экспертизе1. Литье по выплавляеьым моделям,Под ред. Я, И. Шклинника и В. Н.Озерова. М., 1971, с235-240.2. Авторское свидетельство СССРЧ 244574, В 22 С 9/12, 1965,З.Инструктивные материалы по новойтехнологии изготовления форм для литья по выплавляеиюм моделям. Харьков,1973, с. 36.4. Авторское свидетельство СССРР 223268, В 22 С 9/12, 1966.
СмотретьЗаявка
2407594, 01.10.1976
ПРЕДПРИЯТИЕ ПЯ Р-6500
БУШУЕВ АНАТОЛИЙ НИКОЛАЕВИЧ, ГАРБЕР ИЛЕЛ МОТИЛЕВИЧ, ТИМОФЕЕВ ГЕННАДИЙ ИВАНОВИЧ
МПК / Метки
МПК: B22C 9/12
Метки: выплавляемым, литье, моделям, сушки, форм
Опубликовано: 23.09.1980
Код ссылки
<a href="https://patents.su/3-764838-sposob-sushki-form-v-lite-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ сушки форм в литье по выплавляемым моделям</a>
Суспензия для изготовления керамической формы методом электрофореза, используемой для производства литья по выплавляемым и выжигаемым моделям

Номер патента: 557857
Опубликовано: 15.05.1977
Авторы: Бочаров, Каширин, Лучко, Некрасов, Рыжков, Солонский, Сыч
МПК: B22C 1/00
Метки: выжигаемым, выплавляемым, используемой, керамической, литья, методом, моделям, производства, суспензия, формы, электрофореза
...микропорошка электрокорунда или дистенсилиманитового концентрата и глины при работающем перемешивающем устройстве и перемешивают в течение 8 - 10 мин. Затем в электролизер загружают шлифпорошок электрокорунда и допол557857 Содержание, вес. % Компонент Микропорошок электрокорунда М - 40 М - 741,0 39,7 33,45 Дистенсилиманитовый концентратШлнфпорошок электрокорунда Мц 5Яо 33,45 20,0 3,0 40,0 0,3Глина огнеупорнаяВода соль карбокснметнлЭлектролит - натриеваяцеллюлозы 15 Формула изобретения 25 Остальное Составитель И. Куницкая Техред А. Камышникова Редактор Т. Юриикова Корректор О. Тюрина Заказ 1393/1 Изд. Иэ 491 Тираж 992 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытийТипография, пр. Сапунова,...
Способ нанесения противопригарного покрытия на оболочковые стержни и формы

Номер патента: 772687
Опубликовано: 23.10.1980
Авторы: Аманацкая, Березин, Исаева, Новиков, Пряхин, Чистухин, Шувалов
МПК: B22C 23/02
Метки: нанесения, оболочковые, покрытия, противопригарного, стержни, формы
...собой7726водную композицию поливинилового спирта и диметилсилоксанового каучука.Затем наносят тонкий слой суспензии, состоящий из компонентов противопригарного покрытия сл "д юшегоаостава:5Черный графит,"о 23Жидкое стекло, Чо 20Железный сурик,%э4Вода-доплотности краски г/см 1,27Формовочная смесь, предназначенная для формирования оболочки, состоит из 95-96% кварцевого песка марки 1 К 0315 .А/Б, 4,5-5,5 пульвербакелита марки ПК, 0,5% керосина и подается в изложницу насыпанием, Под влиянием вра щения и нагрева изложницы смесь уплотняется и затвердевает в виде полого цилиндрического стержня.При этом слой противопригарного покрытия беспрепятственно, за счет разделительного состава, переходит с изложницы на рабочую поверхность стержня,...
Устройство для нанесения покрытий на модели при изготовлении форм по выплавляемым моделям

Номер патента: 1423265
Опубликовано: 15.09.1988
МПК: B22C 23/02
Метки: выплавляемым, изготовлении, модели, моделям, нанесения, покрытий, форм
...вступают в работу силовые цилиндры 5-7, опускающие стрелу 4, врезультате чего модель 8 погружаетсяв обмазку 3. При этом постоянный магнит 14 перемещается в направлениидатчика 12. При подходе магнита 14 к датчику 12 на определенное заранее отрегулированное расстояние срабатывает контактная система датчика 12 и выдает сигнал на останов цилиндра 5 посредством тормозного устройства. Стрела 4 останавливается. Производится нанесение на модель 8 обмаэки 3. Затеи посредством цилиндров 5-7 поднимают стрелу 4, модель 8 извлекают иэ бака 2, выдерживают для стекания излишков обмазки 3 и переносят модель 8 в бак с песком. Далее цикл повторяется.Применение предлагаемого устройства позволяет оптимизировать глубину погружения модели в обмаэку эа...
Способ сушки покрытий

Номер патента: 1765646
Опубликовано: 30.09.1992
Авторы: Кисаров, Костенко, Маслова, Мусиенко, Фишер, Шелыгин
МПК: F26B 3/30
...лакового покрытия растворителю (например, активированный уголь АР-З, алюмогель), и соединен с контуром рециркуляции отработавшего сушильного теплоносителя между вентилятором 3 и электрокалорифером 4 патрубком 9 подвода газовых отходов и регенерирующего теплоносителя и патрубком 10 вывода очищенных газовых отходов и регенерирующего теплоносителя.Для регулирования режимов работы устройства установлены шиберы 11-15.Способ сушки покрытий осуществляют следующим образом. Включают вентилятор 3 и при открытом положении шибера 13 по газоходу 7 вентилируют сушильную камеру 1, после чего шибер 13 закрывают и в сушильную камеру 1 помещают пропитанные электроизоляционным лаком электротехнические изделия (якоря электродвигателей или...
Способ сушки покрытых электродов

Номер патента: 503686
Опубликовано: 25.02.1976
Авторы: Кремнев, Марченко, Мильштейн, Пиевский, Походня, Скорина
МПК: B23K 35/40
Метки: покрытых, сушки, электродов
...производят при повышенном давлении до затвердеания покрытия, после чего давление снижают, Продолжительность сушки на этом режиме 20 сокращена до 10 мин, однако это не предел, поскольку в сочетании с предложенным способом могут быть использованы и более эффективные способы нагрева. Йавление снижают до атмосферного или до вакуума. 25 Чем выше температура вспучиваемого материала, тем больше должно быть внешнее давление. Пока температура покрытия не достигла уровня, при котором внутреннее давление сравняется с внешним, процесснагрева можно вести настолько интенсивно, насколько это позволяет выбранный способ нагрева.503686 Составитель Н. ЛопатинРедактор Л, Народная Техред М, Л"кович Корректор С. Болдижар Заказ 64 Тираж 740 ПодписноеЦНИИПИ...
Предыдущий патент: Способ изготовления стержней из термореактивных смесей
Следующий патент: Способ прокаливания керамических форм
Случайный патент: Генератор случайных импульсов