Способ изготовления датчика абсолютного давления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
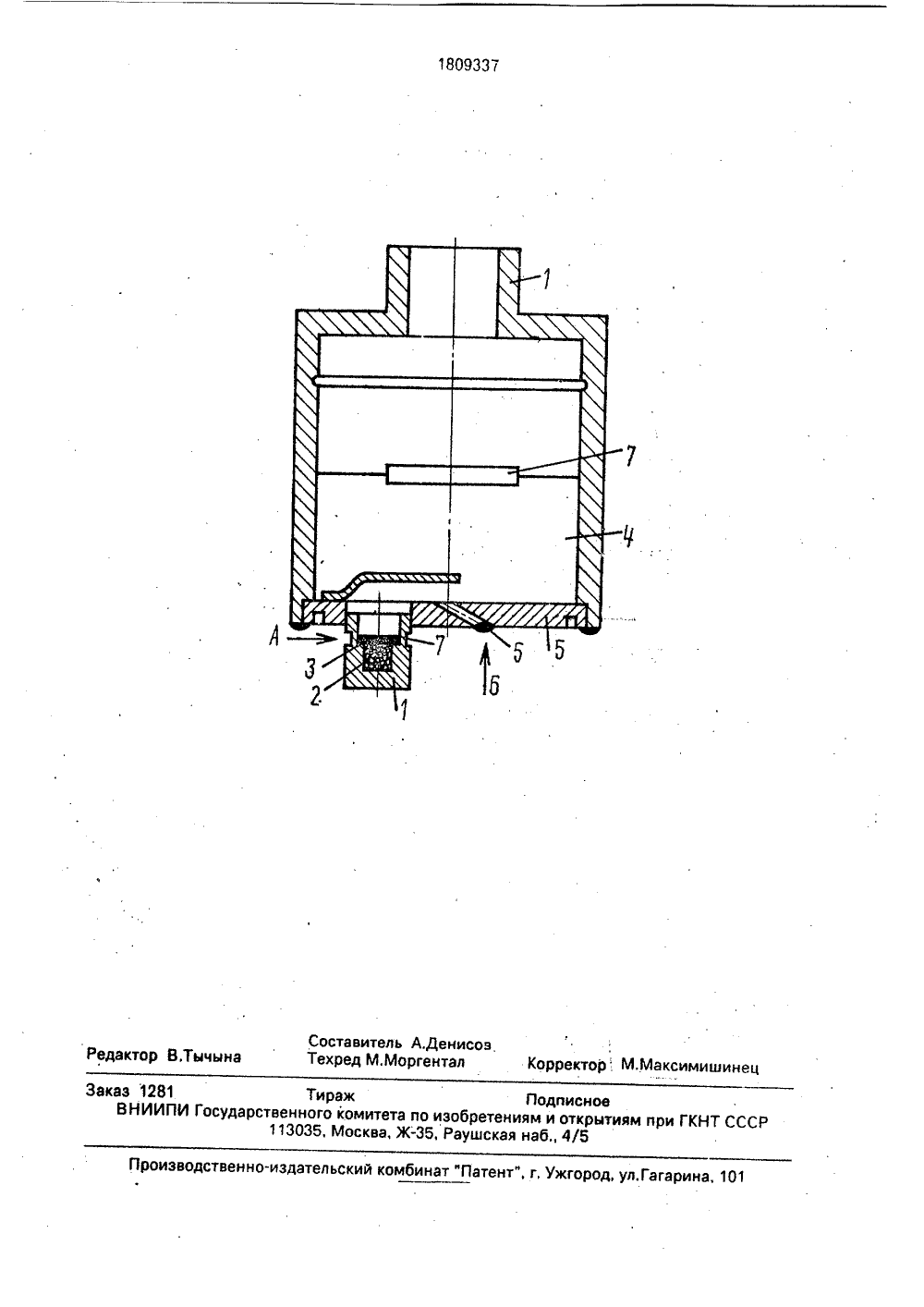
(51 01( 7/00, Н О 1,) 7/18 ЙФ;у 9,ркчаа д ОПИСАН К АВТОРСКОМ ЕТЕН ИДЕТЕ т фискии ин ментенко, В.А,Сендырева и П,Г.Митво СССРО, 1987.тво СССРО, 1990. ТЧ Поставленная цель усовершенствуется сп датчика абсолютного щий размещение гетте новку капсулы в опорн откачку опорной полос ровку геттера и после цию опорной полости ддостигается тем, что особ изготовления давления, включаюра в капсуле, устаой полости датчика, ти датчика, активиующую герметизатчика,ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕВЕДОМСТВО СССР(54) СПОСОБ ИЗГОТОВЛЕ АБСОЛЮТНОГО ДАВЛЕНИ Изобретение относится к контрольно-измерительной технике и может быть использовано при изготовлении и вакуумировании датчиков малого абсолютного давления, обладающих высокими точностными и эксплуатационными характеристиками.Цель изобретения - повышение точности измерения за счет уменьшения давления остаточных газов в опорной полости датчика абсолютного давления,Предлагаемое изобретениЕ обеспечит также создание датчиков абсолютного давления с малыми диапазонами измерения. (менее 1 мм рт.ст,) и повысит производительность труда при их изготовлении,Ж, 1809337 А 1(57) Использование: контрольно-измерительная техника. Сущность: с целью повышения точности измерения эа счет уменьшения давления остаточных газов в опорной полости датчика при использовании в качестве геттера сплава циркония и алюминия, активировку геттера проводят после размещения геттера в капсуле, наносят на него сплошной слой порошка из сплава алюминия с никелем, а после откачки опорной полости датчика обрабатываемого геттер расфокусированным лазерным лучом до разрыхления слоя порошка сплава алюминия с никелем и осуществляют герметизацию опорной полости датчика. 1 ил. Отличительным признаком способа из- Д готовления датчика абсолютного давления, включающего размещение геттера в капсуле, установку капсулы в опорной полости датчика, откачку опорной полости датчика, активировку геттера и последующую герметизацию опорной полости датчика, является - а точто при использовании в качестве гетте ф ра сплава циркония и алюминия, до установ- С) ки капсулы в датчик проводят активировку геттера, после чего на него наносят сплошной слой порошка из сплава алюминия с никелем, закрепляют капсулу в датчике, проводят откачку опорной полости датчика 4 и обрабатывают геттер расфокусированным лааерным лучом до раарыхления слоя по.решка сплава алЮминия с никелем, ватема герметизируют опорную полость датчика.Предлагаемый способ изготовления датчика абсолютного давления поясняется представленным чертежом и осуществляется следующим образом.Предварительно в геттерную капсулу 1 помещают прессованную таблетку 2 из геттерного сплава 7 г-А (16 мас, О ) с толщиной поверхностного зернистого слоя порядка 40 мкм. Далее капсулу 1 с таблеткой 2 размещают в камере вакуумной установки где при температуре 900 С и вакууме 10мм рт,ст, проводят активировку геттерного состава Ег - А, Затем на активированный состав Ег - А проводят формирование дополнительного геттерного слоя на основа порошкообразной композиции А - Ю Формирование второго слоя осуществляют за счет напыления состава А - В на поверхность таблетки 2, Толщина напыленного слоя 3 составляет порядка 30 мкм. Далее закрепляют геттерный узел в опорной полости 4 датчика и устанавливают последнийв вакуумном боксе, Откачка воздуха из опорной полости 4 осуществляется через ниппельное отверстие 5 в герметизирующей крышке 6, После включения в работу откачной системы и достижения определенного разряжения в вакуумном боксе (например, достижение давления разряжения порядка 10 - 1 мм рт,ст,) на корпус капсулы 1 подается тепловой импульс, источником которого является расфокусированный (под размер проточки 7) лазерный луч. Воздействие луча на капсулу 1 осуществляют в направлении, обозначенном стрелкой А, в течение 10- 20 сек, обеспечивая нагрев дополнительного слоя 3 при этом до температуры 250 С,Одновременно с откачкой остаточного давления из опорной полости 4 из нее также удаляются посторонние примеси, которые находились на поверхности геттерной защитной пленки 3, Наличие данных примесей обьясняется временным интервалом хранения геттерного узла (крышки 7 и геттера 2 и слое 3) от момента изготовления до момента начала его работы в опорной полости 4.После окончания действия теплового импульса откачное отверстие 5 в герметизирующей крышке 6 заваривается, тем самым опорная полость 4 изолируется от воздействия окружающей среды, Направление сварного луча обозначено на чертеже стрелкой Б. Из-за дополнительного газовыделения внутри опорной полости 4, вызванного заваркой отверстия 6, давление в полости может несколько возрасти, однако, т.к, геттер находится в активном состоянии (данное состояние обеспечено геттерным составом 2, открытым для газопоглощения за счет активации и последующего разрыхления защит ного слоя 3), он компенсирует указанноедополнительное газовыделение, снижая ос,таточное давление внутри опорной полости4 до величины 10 - 10мм рт.ст, Послед 5 нее обстоятельство исключает из процессаизмерения воздействие на чувствительныйэлемент 7 остаточного давления, за счет чего в конечном счете повышается точность инадежность измерения датчика абсолютно"0 го давления,Предложенный способ изготовлениядатчика абсолютного давления обладаетследующими технико-экономическими преимуществами:15 а) точность измерения малого абсолютного давления улучшается в 1,5 - 2 раза засчет снижения на порядок величины остаточного давления в опорной полости датчика (если в устройстве-прототипе данная20 величина составляет 10 мгл рт,ст то в заявляемом приборе эта величина равна104 - , 10 5 мм рт.ст.);б) значительно снижается время герметизации и вакуумирования опорных поло 25 стей при изготовлении датчиков (если времянагрева сборки для активации геттерногоузла по способу-прототипу составляет порядка 3-5 мин., то по предлагаемому способу данное время снижается до 20 сек);30 в) существенно расширяется диапазониспользуемых высокоэффективных геттерных материалов, температура которых лежит в пределах 700 - 1000 С,35 40 45 50 55 Формула изобретения Способ изготовления датчика абсолютного давления, содержащий операции размещения геттера в капсуле, установки капсулы в опорной полости датчика, откачки опорной полости датчика, активировки геттера и герметизации опорной полости датчика, отличающийся тем,что,сцелью повышения точности измерения за счет уменьшения давления остаточных газов в опорной полости датчика при использовании в качестве геттера сплава циркония и алюминия, активировку геттера проводят после размещения геттера в капсуле, наносят на него сплошной слой порошка из сплава алюминия с никелем, а после откачки опорной полости датчика обрабатывают геттер расфокусированным лазерным лучом до разрыхления слоя порошка сплава алюминия с никелем и осуществляют герметизацию опорной полости датчика,-издательский комбинат "Патент", г, Ужгород, ул, Гагарина, 101 Производстве Заказ 1281 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4639279, 17.01.1989
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ФИЗИЧЕСКИХ ИЗМЕРЕНИЙ
МАРИН ВИКТОР НИКОЛАЕВИЧ, КЛИМЕНТЕНКО ОЛЕГ ПАВЛОВИЧ, СЕМЕНОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, КОЗИК ВЛАДИМИР ВАСИЛЬЕВИЧ, ГУНДЫРЕВА ВЕРА ИВАНОВНА, МИХАЙЛОВ ПЕТР ГРИГОРЬЕВИЧ
МПК / Метки
Метки: абсолютного, давления, датчика
Опубликовано: 15.04.1993
Код ссылки
<a href="https://patents.su/3-1809337-sposob-izgotovleniya-datchika-absolyutnogo-davleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления датчика абсолютного давления</a>
Способ обработки изделий из сплавов системы алюминий-медь магний-никель-железо

Номер патента: 1252384
Опубликовано: 23.08.1986
Авторы: Лобанов, Пилипенко, Пономаренко
МПК: C22F 1/04
Метки: алюминий-медь, магний-никель-железо, системы, сплавов
...степенями деформации 40более 357 (например, 372) приводит ипоявлению на поршнях отдельных плавокглубоких (до 8-12 мм) трещин разрушения, Температурный интервал и продолжительность процесса деформационного 45старения определяют окончательные физико-механические свойства изделия иего работоспособность в процессе эксплуатации, При старении алюминиевогосплава при температуре ниже 200 С о(например, 190 С) происходит неполный распад твердого рас гвора с вьд; лением упрочняюших фаэ А 1 СцМр по границам зерен и внутри них. Поэтомуматериалы поршня характеризуются показателями прочности и твердости на5-7 Е ниже максимальных для данногосплава. Деформационное старение притемпературе выше 250 С (например,260 С) приводит к снижению прочностных свойств...
Способ обработки отливок, преимущественно поршней двигателя внутреннего сгорания, из сплавов системы алюминий-кремний медь-никель

Номер патента: 1497268
Опубликовано: 30.07.1989
Авторы: Кислицын, Лобанов, Пилипенко
МПК: C22F 1/057
Метки: алюминий-кремний, внутреннего, двигателя, медь-никель, отливок, поршней, преимущественно, сгорания, системы, сплавов
...600-800 Гц в течение 60-90 мин. При этом происходит интенсивное упрочнение за счет распада пересьпценного твердого раствора, Причем процесс этот идет ускоренно и по всему объему заготовки, что приводит не только к упрочнению,пластическим харак- С .ала после окончания фСпособ обработки отливок, преимущественно поршней двигателя внутреннего сгорания, из сплавов системы алюмний - кремний - медь - никель, включающий закалку и старение с наложейием вибрации, о т л н ч а ю щ и йс я тем, что, с целью повышения эксплуатационной надежности за счет повышения пластичности и снижения энергоемкости процесса, старение отливки проводят при комнатной температуре в течение 60-90 мин, а наложение вибрации проводят с частотой 600-800 Гц. Свойства Сплав...
Способ создания опорного давления при измерении абсолютного давления газов упругим чувствительным элементом

Номер патента: 504108
Опубликовано: 25.02.1976
Автор: Ушаков
МПК: G01L 7/02
Метки: абсолютного, газов, давления, измерении, опорного, создания, упругим, чувствительным, элементом
...)о -номинальное значени авлений, соответствующее преения упругого чувствительного е значение пчувствительно емешенияго элеменя велич-а столба над упругравнени лементо жидкости, заполняющей упругого чувствитель лотность ртути соотИзобретение касается измерительной техники, в частности техники измеренияабсолютного давления газов упругими,чувствительными элементамиОднако для этого способа характерна сложность методики получения опорного давления и поддержания в полости сравнения, требующая применения громоздко,го оборудования, и сложность предохранения упругого чувствительного элемента от влияния перегрузок на его характеристики, например на величину невозвращения центра упругого чувствительного элемента в исходное (начальное) положения...
Способ изготовления сплавов алюминия с графитом

Номер патента: 59633
Опубликовано: 01.01.1941
Авторы: Славинский, Эдельсон
МПК: C22C 1/10
Метки: алюминия, графитом, сплавов
...употребление олова для антифрикционных металлов, давая возможность использовать эти сплавы по другому назначению,Предлагается вводить графит в алюминий следующим способом,Приготовляется алюминий в зернах, причем зерна должны иметь шероховатую поверхность неправильной формы, и смешивается с графитом. Для некоторых случаев может быть использована и алюминиевая стружка. Получается смесь из твердого алюминия и графита, которая вводится врасплавленный алюминий, Холодная твердая смесь алюминия и графита засыпается в жидкий алюминий и замешивается до момента кристаллизации. Сплав возможно получить и следующим способом. Нагретая, но твердая смесь алюминия и графита засыпается в жидкий алюминий и замешивается до момента кристаллизации,В...
Способ обработки полуфабрикатов из сплавов системы алюминий медь-магний-никель-железо

Номер патента: 454275
Опубликовано: 25.12.1974
Авторы: Гостева, Клейменов, Козловская, Левитанский, Савельева, Синявский
МПК: C22F 1/057
Метки: алюминий, медь-магний-никель-железо, полуфабрикатов, системы, сплавов
...предложен способ обработкиполуфабрикатов, по которому искусственноестарение проводят в две ступени: после закалки при 120 в 1 С в течение 2 - 24 час и 15после калибровки при 195 С в течение 24 час.Предложенный способ заключается в том,что сплав после горячего прессования подвергают отжигу при 350 - 360 С, холодному деформированию со степенью деформации 55 - 2080%, осадке, закалке, искусственному старению при 120 - 170 С в течение 2 - 24 час, калибровке и последующему искусственномустарению при 195 С в течение 24 час,При обработке труб из сплава АКЧпо режиму; отжиг при 350 С, охлаждение до250 С со скоростью 30 С в 1 час, прокатка состепенью деформации 60%, осадка со степенью деформации 2%, закалка при 530 С,15 мин, охлаждение в...
Предыдущий патент: Устройство для измерения ударных динамических нагрузок
Следующий патент: Датчик давления
Случайный патент: Способ получения бензальдегида