Патенты опубликованные 15.05.1993
Протяжка

Номер патента: 1815021
Опубликовано: 15.05.1993
Автор: Бутенко
МПК: B23D 43/02
Метки: протяжка
...заготовки бз (фиг.2), допуска на сле обработки 20 втулок, Результаты исслеэтот диаметр Тз и величины (0,51,0) мм, дований приведены в табл,1.необходимой для свободного входа направ Иэ данных табл.1 видно, что минимальляющей в обрабатываемое отверстие заго- ный износ протяжки 0 = 15 мкм достигаетсятовки, т.е, при значениях угла наклона стружкоотделительных канавок режущих зубьев протяжкиб = бз - Тз - (0,51,0), мм. к оси инструмента у = 10-12, Это значение40 угла у было принято оптимальным..Диаметр бг передней направляющей Выполнены сравнительные испытанияпротяжки определяется в зависимости от на износ и качество получаемого поверхноминальногодиаметразаготовкибзиг.2) ностного слоя двух .протежек: первой,и глубины...
Зубострогальный станок

Номер патента: 1815022
Опубликовано: 15.05.1993
Автор: Яковлев
МПК: B23F 5/12
Метки: зубострогальный, станок
...25, электродвигатедя М 1, ременной передачи 26, гитары скоростей 27, электродвигателя М 2, делительного диска 28, гитары деления 29.Станок работает. следующим образом.Включается гидропривод (не показан) и масло под давлением толкает плунжеры гидроштоки 6, которые зацепляясь зубьями с зубчатыми секторами 7 и 8 поворачивают кронштейны 10 на угол.со скоростью резания. Зубчатая рейка 11 врезается в заготовку 12 и нарезает бокообразные зубья. Помимо главного движения, образуется эвольвента зуба заготовки методом тангенциального движения зубчатой рейки 11 и заготовки 12 с помощью обкаточной цепи: червячное колесо 17, червяк 18, вал 19, пар 20; вал 21, дифференциал 22, гитара обкатки 24, винт 25. Деление заготовки на очередную секторную...
Зубофрезерный станок

Номер патента: 1815023
Опубликовано: 15.05.1993
Автор: Яковлев
МПК: B23F 5/20
Метки: зубофрезерный, станок
...8. Стол 4 кинематически связан посредством цепи обката со шпинделем 8 червячной фреэы 7, Кинематическая цепь включает планетарную передачу, сателлит 9 которой размещен на шпинделе 8, а центральное колесо 10 на валу 11 епи обката, Вал 11 связан с приводом посредством зубчатой пары с цилиндрическими колесами 12, 13 вала 14 конической зубчатой передачи с колесами 15, 16. Водило планетарной передачи представляет собой сектор червячного колеса 17, взаимодействующий с червяком 18.Станок работает следующим образом, При нарезании зубчатого колеса с седловидным,зубом фреза 7 подается в радиальном на колесо 6 направлении с величиной подачи на полную глубину зуба, тем самым нарезаявогнутые зубья. Затем фреза 7, при неподвижном суппорте и подвижной...
Способ черновой обработки зубчатого колеса симметричным набором дисковых фрез

Номер патента: 1815024
Опубликовано: 15.05.1993
Авторы: Андрощук, Винокуров, Радзевич, Смольников
МПК: B23F 17/00, B23F 5/20
Метки: дисковых, зубчатого, колеса, набором, симметричным, фрез, черновой
...предложенному способу черновой обработки зубчатого колеса симметричным ф 1 = 180 О(п+1)й1=(В - 2 д)соз р 1 2 - высота конической поверхности суглом конуса при вершине а; г - число зубьев обрабатываемого колеса;п - число впадин, охватываемых комплектом фрез;а - угол профиля обрабатываемого колеса;Н - высота зуба обрабатываемого колеса; 10д - припуск материала у дна впадины,равный величине радиального зазора (с-=, В - ширина впадины зуба на диаметре,заданном. зависимостью б = Ф+ 2 с;сг - диаметр окружности впадин, обрабатываемого колеса;с - радиальный зазор,Обработка по способу черновой обработки зубчатого колеса производится следующим образом.Закепленная на оправке заготовказубчатого колеса неподвижна. Фреэами 2 и3, закрепленными на...
Зуборезный станок для нарезания конических колес

Номер патента: 1815025
Опубликовано: 15.05.1993
Автор: Яковлев
МПК: B23F 9/00
Метки: зуборезный, колес, конических, нарезания, станок
...делительным диском 51, который через гидифференциал, тару дифференциала 24 и 25 связаны сНа фиг,1 показан станок, вид сбоку с целью обкатки. Дополнительный доворот вчастичной нанесенной кинематической схе- цепь обкатки и позволяет делить на зуб замой; на фиг,2 показан станок, вид в плане, с 55 готовку с помощью гитары 25. Следующая нанесенной полностью кинематической цепь - это цепь быстрого подвода инструсхемой; на фиг.З показан вид спереди на мента к заготовке с помощью барабана 52, инструментальную бабку - показана схема настраиваемого с помощью гитары 53. И, нарезания шестернис бочкообразными ра- наконец, цепь микродоворота заготовки, кодиусными зубьями; на фиг.4 показан вид торая начинается от шагового двигателя 541815025 5на...
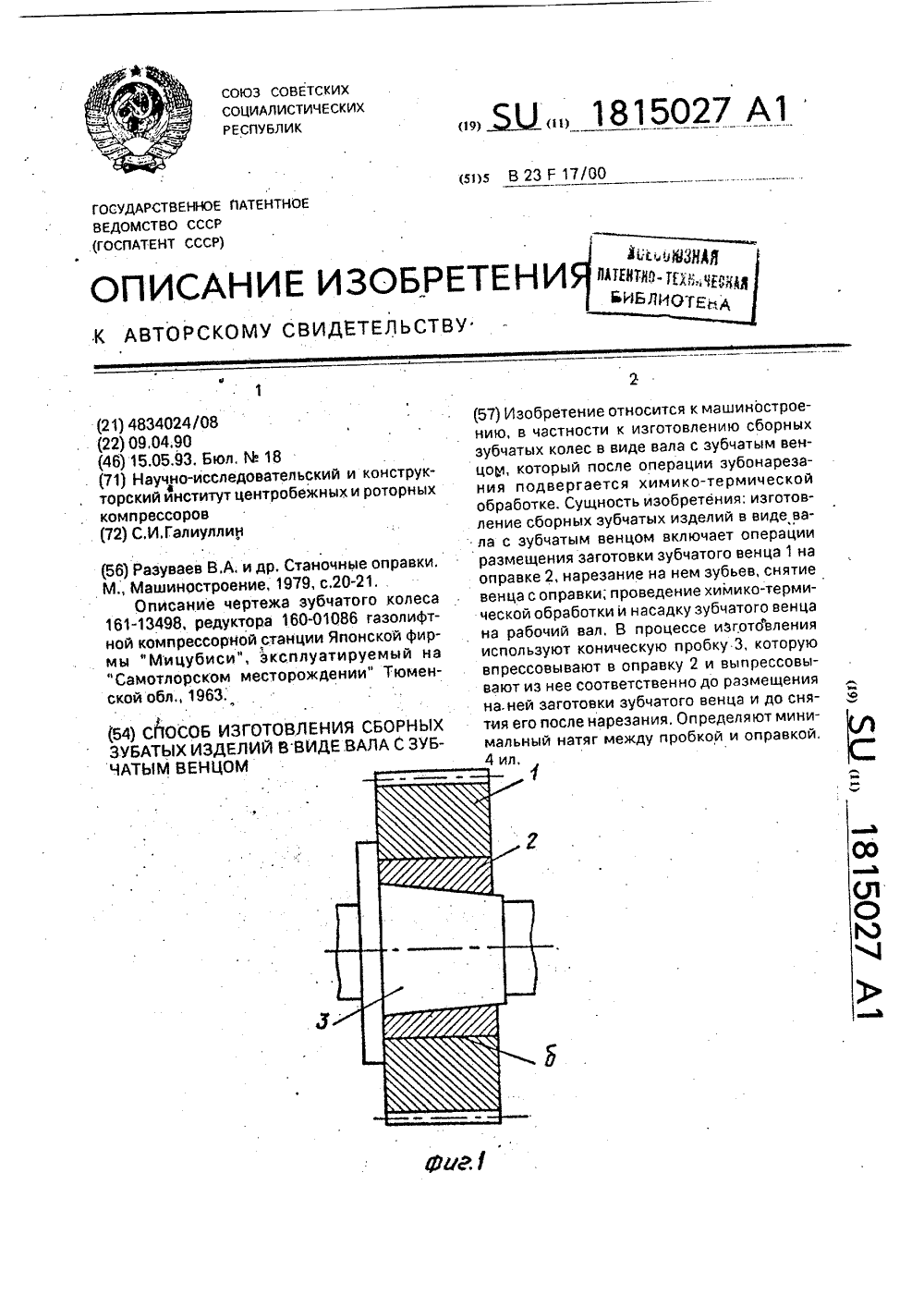
Способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом
Номер патента: 1815027
Опубликовано: 15.05.1993
Автор: Галиуллин
МПК: B23F 17/00
Метки: вала, венцом, виде, зубчатым, зубчатых, сборных
...послеконической пробки, мм,На фиг,1 показан зубчатый венец изделия после операции насадки его на оправкуи нарезания зубьев; на фиг.2 - оправка после операции впрессовки в нее коническойпробки; на фиг,З - зубчатый венец изделияпосле операции нарезания зубьев и выпрессовки конической пробки; на фиг,4 -зубчатое изделие после операции химикотермической обработки зубчатого венца инасадки его на рабочий вал,После насадки зубчатого венца на рабочий вал с рабочим натягом - д происходитувеличение диаметра зубчатого венца. Дляисключения влияния указанного явления наточность изготовления изделия нарезку зубчатого венца выполняют после насадки егона оправке с тем же рабочим натягом.из вк то где Нпь - минимальный натяг между оправкой и...
Способ изготовления инструмента для обработки круговых зубьев

Номер патента: 1815028
Опубликовано: 15.05.1993
МПК: B23F 21/06
Метки: зубьев, инструмента, круговых
...при тех же пара- с ) метрах, установив вместо колеса заготовку р для изготовления его копии,На фиг,1 показана схема копирования профиля впадины зуба; на фиг,2 - схема установки инструмента и заготовки колеса. дЦилиндрическое колесо-оригинал 1 (фиг.1) закреплено в делительной головке 2, установленной на столе 3 универсально- фрезерного станка. Стержень 4 иэ мягкого материала закреплен в шпинделе вертикальной головки станка 5 под углом к оси вращения колеса 0-01, максимальное значение которого зависит от ширины зубчатого1815028 1 венца, Нижний конец стержня выставлен на линии окружности выступов зубьев,Копирование осуществляют следующим образом.Делительную головку 2 и стол 3 настраивают таким образом, чтобы происходило синхронное...
Абразивный червячный шевер

Номер патента: 1815029
Опубликовано: 15.05.1993
МПК: B23F 21/28
Метки: абразивный, червячный, шевер
...положения рабочей части 1 относительно оправки 2 имеются гайки 3, размещенные с одной стороны оправки и буртик 5 с другой ее стороны,Работа предлагаемого червячного шевера заключается в следующем,Шевер устанавливают на универсальный зубофрезерный станок, например, мод.5 К 301 П, при этом производят наладку станка по аналогии с наладкой для фрезеровки зубьев. В процессе работы шевера чистовую обработку зубьев изделия выполняет сегментный участок шевера. При этом рабочие нитки плавно и постепенно входят в рабочую зону, обрабатывают зубья изделия полным профилем и плавно выходят из рабочей зоны, Участок впадины ниток резьбы шевера, расположенный с противоположной стороны выступающей части при эксцентрической установке шевера...
Способ контроля зубчатых пар

Номер патента: 1815030
Опубликовано: 15.05.1993
Авторы: Бобков, Груничев, Шейнин
МПК: B23F 23/10, G01M 13/00
...зубчатых колес и исследования работы зубчатых передач.Цель изобретения - повышение производительности КОС при испытаниях и контроле опытных колес передач, повышение точности исследования,На фиг,1 и 2 показана схема обката на КОС. Проверяемое колесо 1 устанавливается.на оправку 2, Ось посадочной шейки М оправки наклонена к оси ее вращения 2 под углом к, Зуб, который находится в окрестностях точки Р(Р, Р"), работает в условиях отклонения от параллельности осей уо =к. При согласованном вращении оправки 2 и колеса 3 колесо 1 совершает относительно колеса 3 сложное движение, слагающееся из вращения вместе с осью 2 вокруг оси 2 и вращения вокруг оси 21. При этом начальная окружность колеса 1 с радиусом гч катится без скольжения по начальйой...
Способ определения оптимального припуска по проходам при нарезании резьбы резцом

Номер патента: 1815031
Опубликовано: 15.05.1993
Авторы: Буков, Садов, Ульянов, Фейман
МПК: B23G 1/00
Метки: нарезании, оптимального, припуска, проходам, резцом, резьбы
...проход при нарезании 30 б - меньший диаметр заготовки;. резьбы на конической заготовке резцом, ус- Ь- высота нарезаемого профиля резьбытановленным перпендикулярно образую- . для данного шага,щей заготовки, сообщая инструментуНеобходимо"отметить, что для опреде-поступательное движение, параллельное ления оптимального закона распределенияоси заготовки, при этом измеряют длину 35 припуска по проходам по предлагаемому .пути вдоль образующей заготовки, при ко- способу резец не следует доводить до раз.торой произошлаполомка вершинной части рушения на каждом проходе, как это предрезца .лагается в прототипе, при этом будетНа чертеже представлена схема реали- затрачено значительно меньше времени,зации предлагаемого способа, "0 даже при...
Гайконарезной автомат

Номер патента: 1815032
Опубликовано: 15.05.1993
Авторы: Кучерявенко, Твердохлебов
МПК: B23G 1/16
Метки: автомат, гайконарезной
...на фиг.5 - разрез Г-Г "0 на фиг,1 - вид сверху на зубчатые сектора,находящиеся в стороне от зубчатой поверхности вал-шестерни,Гайконарезной автомат содержит кор пус 1, в котором установлен шпиндель 2 сметчиком 3, кинематически связанный с приводом вращения; выполненным в виде установленных вокруг и параллельно шпинделю 2 валов 4, снабженных развернутыми 20 относительно друг друга зубчатыми секторами 5 и 6, периодически взаимодействующими с зубчатой поверхностью 7 шпинделя 2, при этом последний выполнен в виде валшестерни с цилиндрическими проточками 8, 25 9 и 10, 11 на концах, а валы 4 снабженыдополнительными развернутыми относительно друг друга гладкими секторами 12, 13 и 14, 15, периодически взаимодействующими с...
Устройство для нарезания резьбы

Номер патента: 1815033
Опубликовано: 15.05.1993
Автор: Климов
МПК: B23G 1/30
...ступенчатая ось 14, В центре нижней части корпуса б выполнено раздвижное окно 15; на конце оси 14 выполнена ручка 16, а в раздвижном окне помещен хвостовик 17 метчика. Зазор 18 между основанием и корпусом является минимальным предельным перемещением корпуса 6 с метчиком в зависимости от размера метчика по его высоте.Устройство работает следующим образом.УСтройство стойками 2 устанавливается на площадку с отверстием для нарезания резьбы. Ручкой 16 вращается резьбовая ступенчатая ось 14 вправо или влево в зависимости от размера хвостовика 17 метчика фигурный сухарь 12 перемещается в фигурном пазу 9, в раздвижное окно 15 доставляется хвостовик 17 метчика и концом режущей части вставляется в отверстие для нарезания резьбы, затем...
Вороток

Номер патента: 1815034
Опубликовано: 15.05.1993
Автор: Кабанов
МПК: B23G 1/30
Метки: вороток
...полумуфт с чередующимися гребнями и впа- . удобное для работы, Вставив метчик в наре- динами, образующими пазы в гранях под. заемое отверстие вращаем за рукоятку 2 и установку инструмента, Полумуфты уста- производим нарезку резьбы. При работе в новлены на ручке с возможностью углового . местах с ограниченным доступом перемеи осевого перемещения с последующей 20 щаем рукоятку 2 в крайнее положение и фиксацией. Фиксатор выполнен подпружи- работаем как одноплечим рычагом до моненным, размещен во втулке и взаимодей- мента перевода ручки в другое крайнее поствуетс кольцевой проточкой в ручке. "ложение. При работе несколькими.Сопоставительный анализ с прототи- метчиками поворачиваем корпус вокруг оси пом позволяет сделать вывод, что...
Метчик для нарезания глухих резьб

Номер патента: 1815035
Опубликовано: 15.05.1993
МПК: B23G 5/06
Метки: глухих, метчик, нарезания, резьб
...работы. При этом нет затира-.ния .задней. кромки 5 об обработанную поверхность, Стойкость метчика достигает максимально возможной величины, определяемой применяемым инструментальным , .материаломУ метчиков для нарезания глухих резьб, имеющих режущие кромки с передней и задней стороны перьев, е том числе у метчика-прототипа, оптимальное кинематическое падение затылка для срезания корней стружки Ккии = 0,02-0,3 мм, Радиальный износ не может быть более этой величины, иначе будет происходить. трение задней кромки 5 пера об обработанную поверхность, Поскольку оптимальный по стойкости задний угол выбирается 4-12 О, причем в среднем а = 6-8, то ширина ленточки износа по задней поверхности не может быть более 0,244 мм см. фиг.З)П р и м е р....
Метчик ступенчатый

Номер патента: 1815036
Опубликовано: 15.05.1993
Автор: Лопухов
МПК: B23G 5/06
Метки: метчик, ступенчатый
...черновой и чистовой ступеней метчика. 3, 4, 5 - первые нитки резьбы, в - последняя нитка резьбы в обрабатываемом отверстии,Метчик работает следующим образом, В период захода в отверстие его черновой ступени при подаче, не равной шагу резьбы (например, меньшей шага), происходит осевое подрезание резьбы, что приводит к образованию ступенчатости на сторонах резь"бы, противоположных подрезаемым,искажению шага резьбы и образованию конусности. При заходе в отверстие чистовойступени метчика осевые подрезания зубьями этой ступени полностью устраняютсяили резко сокращаются, Это достигается.тем, что продолжающиеся осевые подреза. 10 ния резьбы зубьями черновой ступени метчика с увеличенным шагом резьбыприменительно к работе зубьев его...
Резьбонарезной инструмент

Номер патента: 1815037
Опубликовано: 15.05.1993
Авторы: Абрамов, Кузовенко, Юшкевич
МПК: B23G 5/18
Метки: инструмент, резьбонарезной
....нормального шага заходовментапоступаютследующимобразом,Чер- резьбы, то при работе черновая фреза 1новую 1 и чистовую 2 фрезы, собранные в обрабатывает первый заход резьбы, а чискомплект надевают своим. посадочным от- товая 2 второй. После фрезерования этихверстием б на посадочное место державки 5 первого и второго заходов фрезы 1 и 2 вози закрепляют на державке до упора торцев вращаются в исходное положение. Затемфрез. Так как толщина фреэ одинаковая и деталь поворачивают на угол между заходапрофиль их симметричный, то при закрепле-ми резьбы и фрезеруют следующие два за нии фрез на державке расстояние между хода - .один уже окончательно, а другой.вершинами профилей фреэ равно В, или 10 предварительно с припуском под...
Электролит для электрохимической размерной обработки металлов

Номер патента: 1815038
Опубликовано: 15.05.1993
Авторы: Богомолов, Климов, Мощев, Петров, Шелиспанский
МПК: B23H 3/08
Метки: металлов, размерной, электролит, электрохимической
...с образованием макроциклических комплексов объясняется взаимодействием сильного элекростатического поля, создаваемого макроциклическими молекулами, со свободными орбиталями переходных д-элементов, являющихся в то же время и основными легирующими компонентами сталей и сплавов: хром, никель, ванадий и др,Из-за наличия в молекуле ДДС ДФАОС гидроксильных групп наряду с образованием макроциклического металлокомплекса с центральным расположением иона металла, возможно также образование комплексного соединения, в котором роль лиганда играет сам макроциклический металлокомплекс, причем ион металла реагирует с последним по связи - О - Н с отщеплением протона Н .Известно применение ДДС ДФАОС в качестве реагента для определения белков в...
Способ контактно-эрозионного профилирования алмазных кругов

Номер патента: 1815039
Опубликовано: 15.05.1993
МПК: B23H 7/00
Метки: алмазных, контактно-эрозионного, кругов, профилирования
...свидетел ьствует об образовании на круге 1 кольцевого паза с профилем, аналогичным профилю нижней части 2. Критерием оценки окончания указанного контактно-эрозионного взаимодействия, а - следовательно, и прекращения процесса профилирования является, например, отсутствие рабочего тока в цепи амперметра А. Дальнейшее профилирование йедопустимо, так как приведет к искажению(увеличению высоты Нз) профиля круга 1.Следует также отметить, что наряду с высокой точностью способ обеспечивает и высокую производительность профилирования благодаря превышению высоты Н электрода-инструмента нэд требуемой вы.сотой Нз профиля алмазного круга 1. При этом наличие верхней части З.электрода-инструмента и возмокность варьирования его 4высотой позволяет...
Способ электрохимической обработки

Номер патента: 1815040
Опубликовано: 15.05.1993
Авторы: Викарчук, Гайдуллин, Кузнецов, Морозов, Подкопаев, Скиданенко
МПК: B23H 7/22
Метки: электрохимической
...элементами,.а - величина межзлектродного зазора.При этом расстояние для переноса ионов между электродами остается прежним, как в случае для сплошного катода, но устраняется стенка, которая ограничивала и направляла бы поток электролита по узкому коридору межзлектродного зазора, и, как следствие этого, исчезает вязкий пограничный слой Прандтля, происходит практически мгновенный вынос в щели между пластинами, прореагировавших частиц электролита с прианадной области конвективным, турбулентным или принудитель-.ным потоком,5 С использованием электрода-инструмента предлагаемого типа конструкции проводилась работа по снятию жаропрочных, отработавших свой ресурс покрытий лопаток габотурбинных двигателей с целью "0 их...
Способ изготовления электрода инструмента

Номер патента: 1815041
Опубликовано: 15.05.1993
Авторы: Ероцкая, Маркова, Старухин
МПК: B23H 7/22
Метки: инструмента, электрода
...заготовки электродов-инструментов 4 с расчетом вы ступами их концов 5 за пределы сопрягаемой поверхности впадин, причем крайние впадины оставляют свободными для пол.учения на корпусе устройства установочных поверхностей 7, на заготовки электродов- З 0 инструментов устанавливают технологические гипсовые вставки 6, которые в совокупности с технологическими прокладками образуют каналы 9 для протока электролита, производят заливку формы 85 самотвердеющим компаундом, освобождают корпус устройства от формы, удаляют технологические прокладки и сопрягаемые с поверхностью впадин средние участки заготовок 8 и находящиеся над ними гипсовь е 0 вставки, обрабатывают торцы концов загот- овок противолежащие кромкам детали,получая при этом рабочие...
Токоподводящее устройство

Номер патента: 1815042
Опубликовано: 15.05.1993
Метки: токоподводящее
...технологиУстройство содержит токоподводящий . ческого тока удалена от места подачи элекпромежуточный стержень 1, размещенный . тролита, что повышает надежность внутри шпинделя станка (не показан) и ос- токоподвода.нащенный медными контактами 2 и.3 на 15 Ф о р м ул а и з о б р е т е н и я концах. Стержень 1 со стороны контакта 21. Токоподводящее устройство станкаподвижно установлен в неподвижно за- дляэлектрообработкивращающимисяэлексрепленный в шпйнделе текстолитовой тродами, выполненное в виде установлен- втулке 4,.На,стержне 1 установлена резьбо-,ного на предназначенном для вращения вая текстолитовая втулка 5, Между втулками 20 детали валу станка промежуточного средст и 5 установлена пружина 6, поджимающаява и щеточного узла,...
Устройство для электроэрозионного легирования деталей типа тел вращения

Номер патента: 1815043
Опубликовано: 15.05.1993
Авторы: Верхотуров, Кучеренко, Мулин
МПК: B23H 9/00
Метки: вращения, легирования, тел, типа, электроэрозионного
...следующим образом,Вначале запускается привод вращения(не показан) обрабатываемой детали 3. Примем для определенности, что деталь 3 вра щается против часовой стрелки. Включаетсявращение дискового электрода по часовойстрелке, вращение электродвигателя 9 сошкивом,откоторого через клиноременную передачу вращения передается шпиндель ной втулке со шкивом 12, пустотельномушпинделю 13,шлифовальному кругу 15. Ве: личина прижатия (натяг) шлифовальногокруга 15 к поверхности дискового электрода регулируется положением упора 18 с изно состойким слоем с помощью микрометрической гайки 23. При подаче из бункера б порошкового материала в зазор между деталью 3 и дисковым электродом и включении подачи дискового электрода 4 вдоль оси 35 детали (условно...
Электрод-инструмент для электрохимического маркирования

Номер патента: 1815044
Опубликовано: 15.05.1993
Авторы: Бурцев, Малечкин, Толокнянников
МПК: B23H 9/06
Метки: маркирования, электрод-инструмент, электрохимического
...знака и производительностиобработки,Электрод-инструмент работает следугощим образом,На катод 1 с отверстиями, сетку 4 с ячейками 0,25-0,05 мм (исходя из условий протока электролита, гга основании результатовпроведенных экспериментов более мелкаяячейка обладает значительным сопротивлением для протока электролита и продуктовплгтгторенгггг металла, а более крупная не дает необходимого потока электрического полл) трафарет 5 с вырезанными контурами рисунка и анод-деталь 3 скрепленные между собой планками б подают электролит 7 из накопительной камеры 2 магистралей стэнка как показано на фиг, 1, Электролит проходит через накопительную камеру 2, отверстия в катоде 1, сетке 4, трафарете 5 попадает на поверхность детали 3 и выходит вдоль...
Способ электрохимической струйной обработки

Номер патента: 1815045
Опубликовано: 15.05.1993
Автор: Нагайцев
МПК: B23H 9/16
Метки: струйной, электрохимической
...имеющего щи угол атаки, относительно оси вращения заготовки, с расчетом обратного ввода инструмента по 5наружному и внутреннему диаметрам, например, 0, 30-1 на сторону, за счет внутреннего и наружного конуса инструмента иобтекания этой формы электролитом с выходом его через осевые каналы по внешним и 10наружным поверхностям инструмента, Давление электролита, на основе 5-6 "ф МаОН на1-2 КОН, с добавлением 150-200 г графитана 1 л водного раствора технологическойжидкости, составляет от 2,00-5,00 МПа, 15Производительность процесса электролитического вырезания кольцевой полостинаходилась в среднем и определялась подачей инструмента 2-4 мм в, минуту при технологическом токе 500-600 А и О = 8-10 В. 20Межзлектродное...
Конструкция паяного соединения

Номер патента: 1815046
Опубликовано: 15.05.1993
Авторы: Горновой, Дровосеков, Сорокин
МПК: B23K 1/00
Метки: конструкция, паяного, соединения
...материал втулки 7 хорошо согласуется по КТР с материалом трубы 1. Конструкция может быть запаяна в вакууме, так как замкнутый паяльный зазор предотвращает загрязнение вакуума компонентами припоя,При отработке соединения "труба-штуцер" из материалов, обладающих высокойпрочностью и коррозионной стойкостью,соединяли охватываемую турбу из стали .36 НХТЮ с охватывающей трубой из стали45 НХТ, Бандажную втулку изготавливали изстали 25 Х 17 Н 26 Ш. Пайку проводили припоем системы Сц-В, в качестве покрытия наносили сплав В-Мп,Нахлест составил 5 мм. Торцевая поверхность охватываемой трубы находиласьв зоне. конического торца втулки. Угол наклона. конического торца 8 втулки 7 составилй "90 О,Угол наклона конического участка 4 охватывающей трубы 2...
Конструкция соединения для герметизации пайкой полости корпуса

Номер патента: 1815047
Опубликовано: 15.05.1993
Авторы: Безобразов, Коробко, Мамаев, Опарин, Пронин, Сторожик, Фролов
МПК: B23K 3/00
Метки: герметизации, конструкция, корпуса, пайкой, полости, соединения
...в качестве источни=кй нагрева, кольцевого светового по.гокаугол наклона образующей конической поверхности а более аппертурного угла све-.15тового пучка Р позволяет обеспечитьдоСтуп луцей непосредственно к зоне пайкий.увеличить скорость нагрева пэяемого узладо температуры пайки, увелицивая тем самь 1 мпроизводительность . 20Предлагаемое техническое решениебйло использовано в конструкции цельнометаллического бытового термоса. Диаметргерметизируемого отверстия, исходя иэ условий наивысшей скорости откачки вакуума .25до глубины 10мм рт,стсоставил 20 мм,При этом диаметр заглушки выбирался равным 25 мм, а высота найески припоя,.равнаяглубине конической полости составила 5,0мм, Угол образующей конической полостиайри этом равен 45.-...
Электрический паяльник

Номер патента: 1815048
Опубликовано: 15.05.1993
Авторы: Иванов, Сальников, Сербулов
МПК: B23K 3/03
Метки: паяльник, электрический
...и термодатчика, т,е. нагрев происходит непосредственно наконечника и . припоя, размещенного в отверстии. 3 ил,требований обеспечения необходимой механической прочности с одной стороны и обеспечения необходимого теплового со- Я противления с другой. Наконечник 6 паяльника, где сосредоточены резистивные рисунки 2 нагревателя и терморезистора,ф имеет коническое отверстие 7, сужающееся ОО в сторону рабочей грани 8, выполненной ь наклонно, по отношению к осевой линии (я паяльника, Геометрические параметры от- ) верстия 7 выбираются исходя из требава- р ний удержания расплавленного припоя внутри отверстия эа счет сил поверхностного натяжения жидкого припоя с одной стороны и вытекация припоя из отверстия при . касании рабочей гранью...
Электрический паяльник

Номер патента: 1815049
Опубликовано: 15.05.1993
МПК: B23K 3/04
Метки: паяльник, электрический
...и дополнительный вывод 9 и где 30расположены отверстия 10 служит в качестве теплоизолятора; Максимальная частоталиний ре истивного рисунка 2 нагревателяпри их минимальной ширине соответствуетобласти максимального нагрева рабочего 35конца 4 паяльника.Паяльник работает следующим образом.На выводы 8 резистивного рисунка 2нагревателя подают повышенное иапряжеиие питания для форсированного нагрева,после чего рабочий конец 4 паяльника, покрытый слоем металла 5 нагревается до заданной температуры, причеммаксимального значения температура до-. 45 стигает в области рабочего конца 4 паяльника, При нагреве сопротивление терморезистора 3 увеличивается, что учитывается при автоматическом регулировании температуры, По мере того, как...
Устройство для лужения плоских поверхностей

Номер патента: 1815050
Опубликовано: 15.05.1993
МПК: B23K 3/06
Метки: лужения, плоских, поверхностей
...припоем. При этом гребенкаотверстиями 7, выполненными по образую, задерживает окисную пленку, образующей, разделяющая ванну 2 на рабочую 8 ищуюся на поверхности расплавленного при-,вспомогательную 9 емкости; Высота перего- .поя в. рабочей емкости 8;родки равна высоте наружной стенхи ванны" Включают механизм (не показан) пере-,2. Между верхними кромками перегОродки "-: мещения ультразвукового паяльника 10,6 и ванны 2 и нижней торцевой поверхно". траектория двйжейия которого показана настью ультразвукового паяльника 10 предус-фиг. 1, Паяльник перемещается в горизонтальной плоскости над ванной 2 и опускается в нижнее. положение, погружаясь в расплавленный припой в рабочей емкости 8 назаданную глубину,При подьеме паяльника 10 вверх и...
Контейнер для высокотемпературной пайки биметаллических деталей

Номер патента: 1815051
Опубликовано: 15.05.1993
Авторы: Аршавская, Кузниченко, Леписко, Пономаренко
МПК: B23K 3/08
Метки: биметаллических, высокотемпературной, контейнер, пайки
...поверхность стального диска, а также его периметру. При этОм заполняются зазоры бсср и б, Зазор б заполняеХся расплавом до уровня, который сохраняется на поверхности стального диска и обеспечивает рафинирование бронзы путем перекачки продуктов реакций через капилляры от шероховатости на стальном диске,Конструктивное выполнение рабочегообъема контейнера и материал из которого он изготовлен, позволяют производить нагрев, изотермическую выдержку и охлажде ние биметаллических деталей в мягкомрежиме, что способствует снижению внутренних напряжений, а также уменьшает величину коробления паяных соединений.Контейнер. сохраняет жаропрочные и 10 жиростойкие свойства при температурах1000-1300 чС и надежно контролирует режимы флюсования,...