Способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1815027
Автор: Галиуллин
Текст
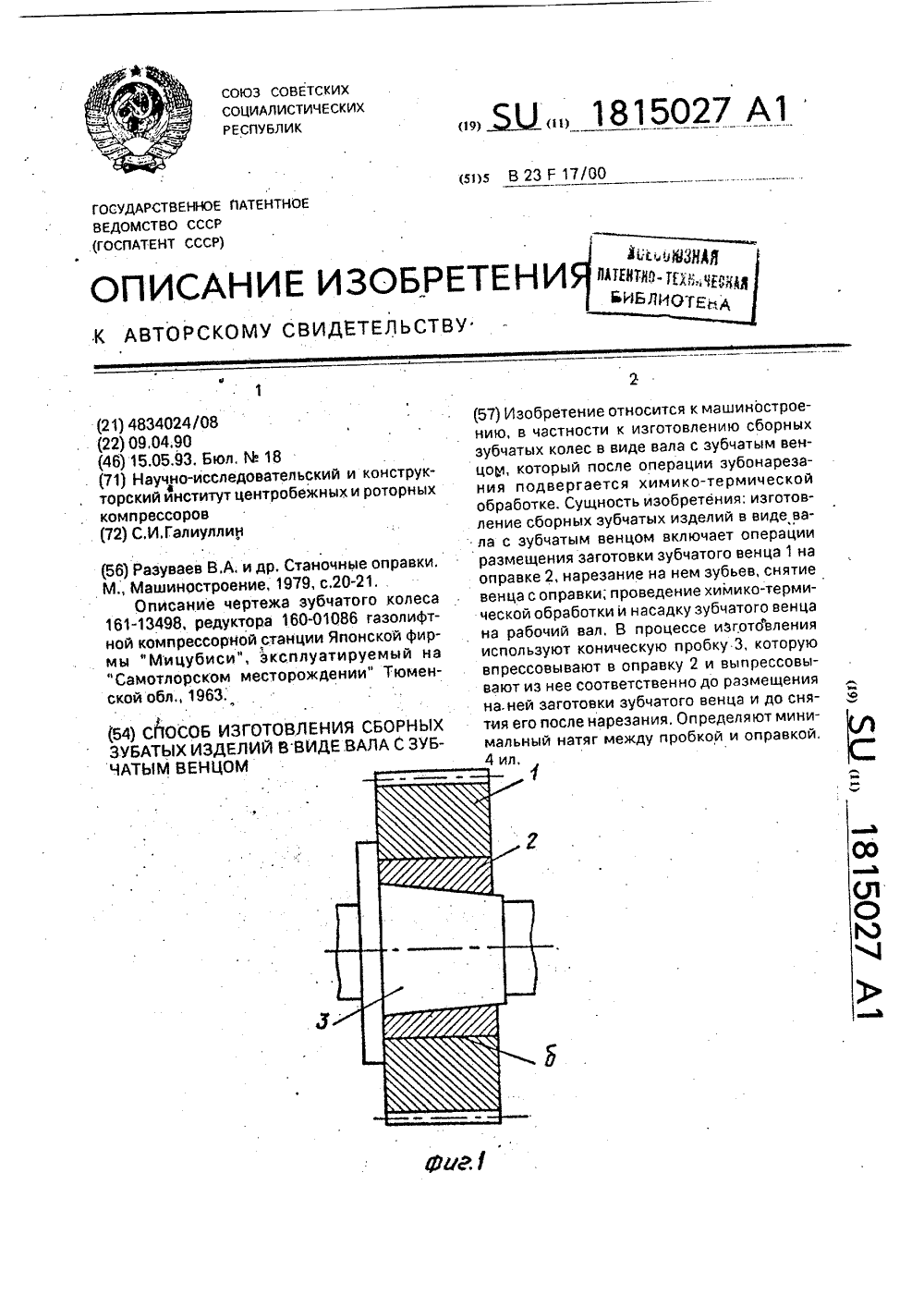
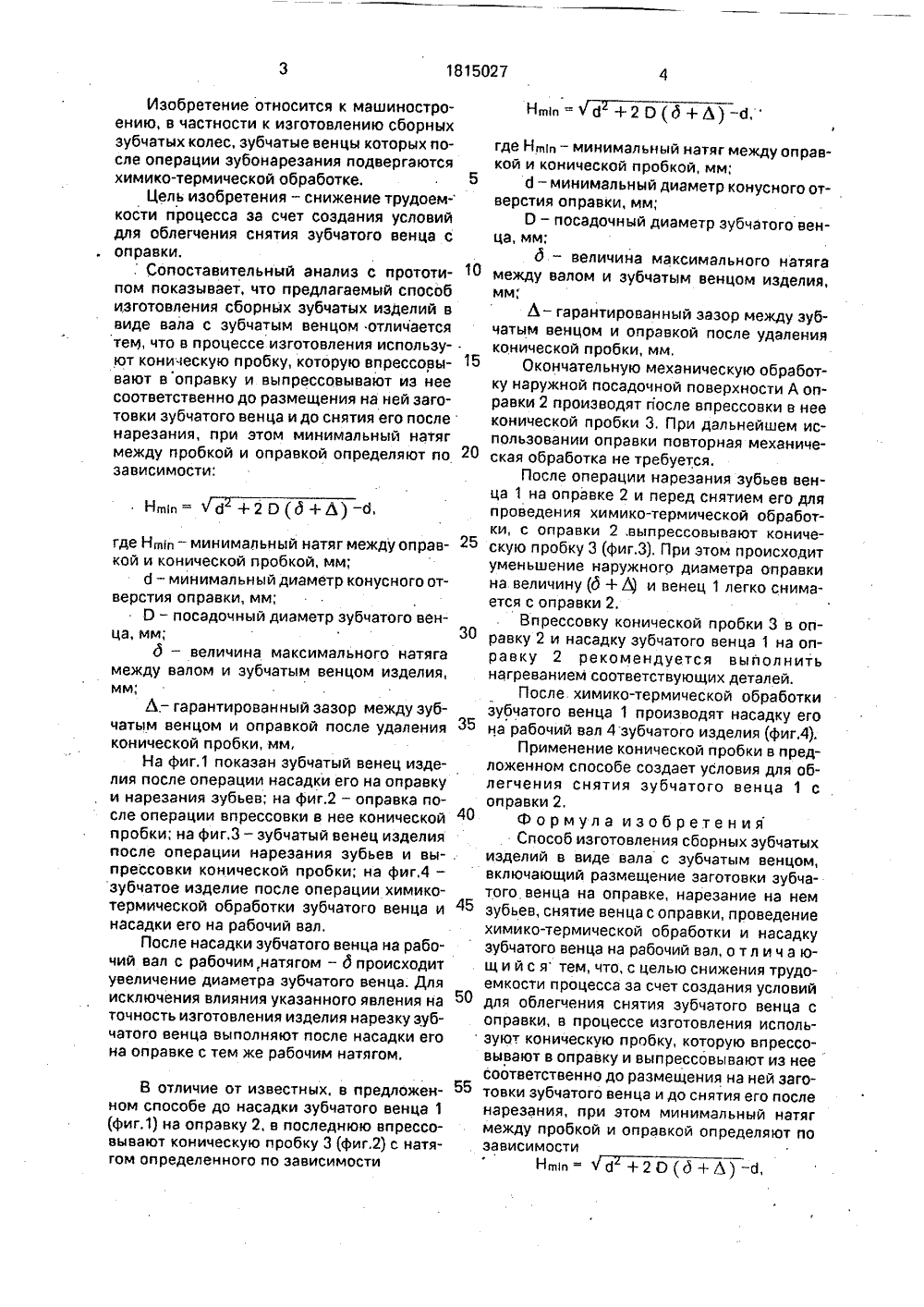
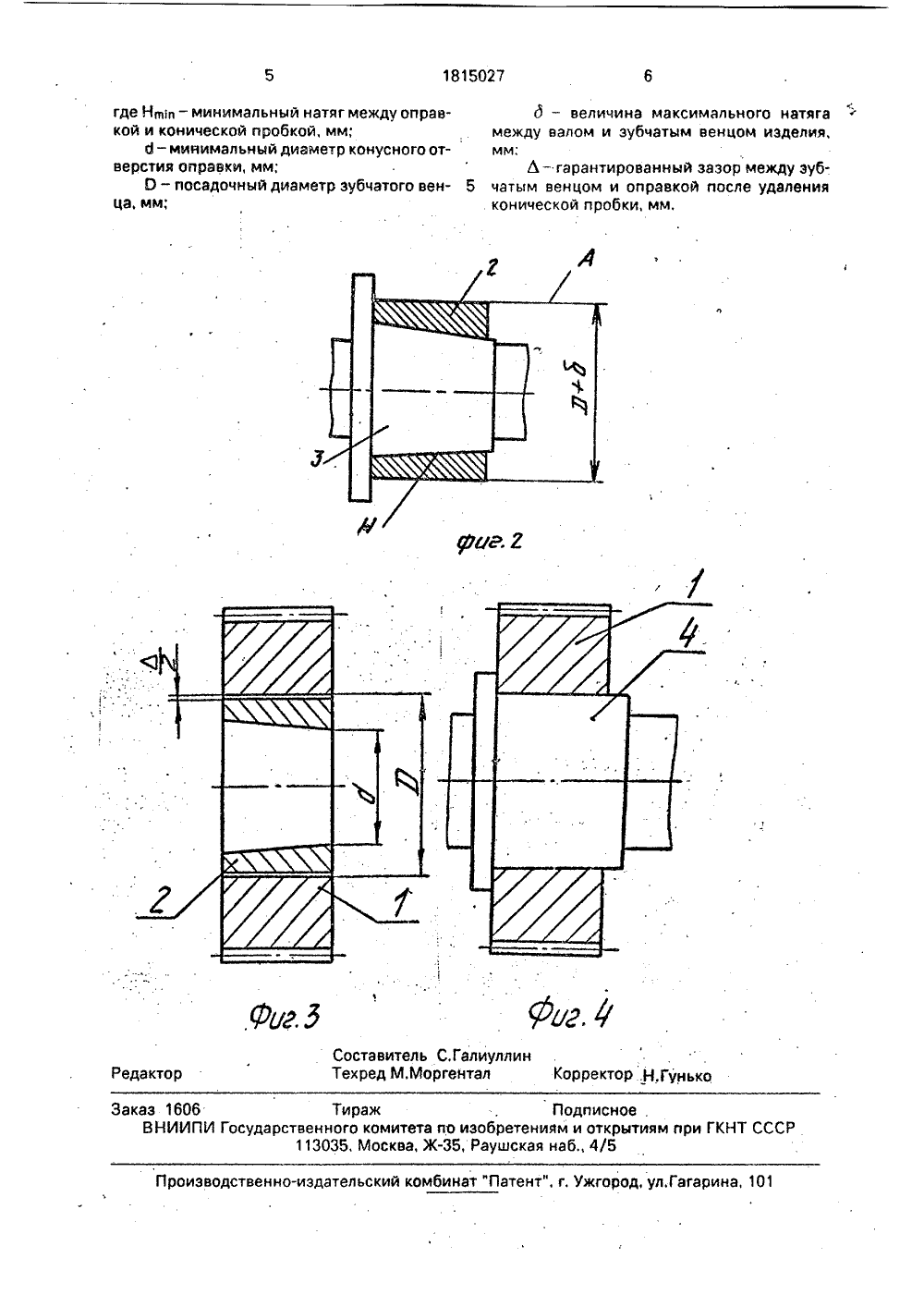
(9 (1 ГОСУДАРСТВЕННОЕ ПВЕДОМСТВО СССР(5)5 В 23 . 17/00 НТНО а е ОПИСАНИЕ ИЗОБРЕ АВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Разуваев В.А. и др. Станочные оправки. ММашиностроение, 1979, с.20-21, .Описание чертежа зубчатого колеса 161-13498, редуктора 160-01086 газолифтной компрессорной станции Японской фирмы "Мицубиси", эксплуатируемый на "Самотлорском месторождении" Тюменской обл 1963;(54) СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЗУБАТЫХ ИЗДЕЛИЙ ВВИДЕ.ВАЛА С ЗУБЧАТЫМ ВЕНЦОМ(57) Изобретение относится к машиностроению, в частности к изготовлению сборных зубчатых колес в виде вала с зубчатым венцом, который после операции эубонарезания подвергается химико-термической обработке, Сущность изобретения: изготовление сборных зубчатых изделий в виде ва ла с зубчатым венцом включает операции размещения заготовки зубчатого венца 1 н оправке 2, нарезание на нем зубьев, сняти венца с оправки; проведение химико-термической обработки и насадку зубчатого венца на рабочий вал, В процессе изготовления используют коническую пробку 3, которую впрессовывают в оправку 2 и выпрессовывают из нее соответственно до размещения на,ней заготовки зубчатого венца и до снятия его после нарезания. Определяют минимальный натяг между пробкой и оправкой4 ил.Изобретение относится к машиностроению, в частности к изготовлению сборных зубчатых колес, зубчатые венцы которых после операции зубонарезания подвергаются химико-термической обработке.Цель изобретения - снижение трудоемкости процесса за счет создания условий для облегчения снятия зубчатого венца с оправки.. Сопоставительный анализ с прототипом показывает, что предлагаемый способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом отличается теМ, что в процессе изготовления используют коническую пробку, которую впрессовывают в оправку и выпрессовывают из нее соответственно до размещения на ней заготовки зубчатого венца и до снятия его после нарезания, при этом минимальный натяг между пробкой и оправкой определяют по зависимости: Нщи = оп авжду эуб- удаления В отличие от известных, в предложенном способе до насадки зубчатого венца 1 (фиг.1) на оправку 2, в последнюю впрессовывают коническую пробку 3 (фиг.2) с натягом определенного по зависимости где Нм - минимальныи натяг между ркой и конической пробкой,мм;б - минимальный диаметр конусного отверстия оправки, мм;О - посадочный диаметр зубчатого венца, мм;д - величина максимального натягамежду валом и зубчатым венцом изделия,мм,Ь. - гарантированный зазор мечатым венцом и оправкой послеконической пробки, мм,На фиг,1 показан зубчатый венец изделия после операции насадки его на оправкуи нарезания зубьев; на фиг.2 - оправка после операции впрессовки в нее коническойпробки; на фиг,З - зубчатый венец изделияпосле операции нарезания зубьев и выпрессовки конической пробки; на фиг,4 -зубчатое изделие после операции химикотермической обработки зубчатого венца инасадки его на рабочий вал,После насадки зубчатого венца на рабочий вал с рабочим натягом - д происходитувеличение диаметра зубчатого венца. Дляисключения влияния указанного явления наточность изготовления изделия нарезку зубчатого венца выполняют после насадки егона оправке с тем же рабочим натягом.из вк то где Нпь - минимальный натяг между оправкой и конической пробкой, мм; 5 б - минимальный диаметр конусного отверстия оправки, мм;О - посадочный диаметр зубчатого венца, мм;д - величина максимального натяга 1 О между валом и зубчатым венцом изделия, мм;Л - гарантированный зазор между зубчатым венцом и оправкой после удаления конической пробки, мм,Окончательную механическую обработку наружной посадочной поверхности А оправки 2 производят после впрессовки в нее конической пробки 3, При дальнейшем использовании оправки повторная механическая обработка не требуется.После операции нарезания зубьев венца 1 на оправке 2 и перед снятием его для проведения химико-термической обработки, с оправки 2,выпрессовывают коническую пробку 3 (фиг.З), При этом происходит уменьшение наружного диаметра оправки на величину (д+ Ь) и венец 1 легко снимается с оправки 2.Впрессовку конической пробки 3 в оправку 2 и насадку зубчатого венца 1 на оправку 2 рекомендуется выполнить нагреванием соответствующих деталей.После химико-термической обработки зубчатого венца 1 производят насадку его на рабочий вал 4 зубчатого изделия (фиг.4),Применение конической пробки в предложенном способе создает условия для облегчения снятия зубчатого венца 1 с оправки 2. 4 О формула изобретенияСпособ изготовления сборных зубчатых делий в виде вала с зубчатым венцом, лючающий размещение заготовки зубчаго венца на оправке, нареэание на нем 45 зубьев, снятие венца с оправки, проведение химико-термической обработки и насадку зубчатого венца на рабочий вал, о т л и ч а ю. щ и й с я тем, что, с целью снижения трудоемкости процесса эа счет создания условий 5 О для облегчения снятия зубчатого венца с оправки, в процессе изготовления используют коническую пробку, которую впрессовывают в оправку и выпрессовывают из нее соответственно до размещения на ней заго товки зубчатого венца и до снятия его после нарезания, при этом минимальный натяг между пробкой и оправкой определяют по зависимостин.,. поаь п,,Гунько Редактор ект аказ 1606 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб., 4/5 зводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 10 где Нвп - минимальный натяг между оправкой и конической пробкой, мм;о - минимальный диаметр конусного отверстия оправки, мм;О - посадочный диаметр зубчатого венца, мм; д - величина максимального натяга между валом и зубчатым венцом изделия,мм; Ь- гарантированный зазор между зуб 5 чатым венцом и оправкой после удаления
СмотретьЗаявка
4834024, 09.04.1990
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКИЙ ИНСТИТУТ ЦЕНТРОБЕЖНЫХ И РОТОРНЫХ КОМПРЕССОРОВ
ГАЛИУЛЛИН СУЛЕЙМАН ИБРАГИМОВИЧ
МПК / Метки
МПК: B23F 17/00
Метки: вала, венцом, виде, зубчатым, зубчатых, сборных
Опубликовано: 15.05.1993
Код ссылки
<a href="https://patents.su/3-1815027-sposob-izgotovleniya-sbornykh-zubchatykh-izdelijj-v-vide-vala-s-zubchatym-vencom.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом</a>
Устройство для накатывания зубчатых колес

Номер патента: 1810198
Опубликовано: 23.04.1993
МПК: B21H 5/02
Метки: зубчатых, колес, накатывания
...имеет большой коэффициент перекрытия, то он не дает возможности сре за зубьев мелких модулей. Накатной инструмент 11 не связан непосредственно с приводом 29 и свободно движется в подшипниках 8, поэтому кинематические погрешности привода не влияют на процесс 50 накатывания. Исключаются вибрации, от действия которых накатной инструмент 11 разбивает впадины между зубьями заготовки 26. Наличие одного накатного инструмента 11 исключает появление при накатке 55 ошибок, связанных с взаимным расположением нескольких инструментов. Все это повышает точность обработки. Для настройки величины эксцентриситета е эксцентричное кольцо 2 состоит из двух частей 3 и 4 с эксцентричными отверстиями, которые могут поворачиваться друг относительно друга,...
Инструмент для накатывания зубчатых профилей

Номер патента: 984595
Опубликовано: 30.12.1982
МПК: B21H 5/02
Метки: зубчатых, инструмент, накатывания, профилей
...Величину окружного смещения зубчатых накатных роликов определяют исходя из количества накаты984595 ваемых одновременно профилей и шага зубчатого зацепления по формулеа= -ь=игдеа - величина окружного смещения зубчатых накатных роликов, мм;1 - шаг зубчатого зацепления, мм; 5и - количество одновременно накатываемых роликов.Накатывание загоговок 3 можно производить как методом радиальной подачи, так и затылованными зубчатыми накатниками, роликами, на двух или трехвалковых станках. Данные приведены в таблицу. Среднее значение Стойкость инструмента до первого повреждения одного из, зубьев,шт,Способнакатывания Погрешностьокружногошага, мм Колебание Радиальноебиение зубчатоговенца, мм толщины зуба, мм 0,041 0,02 0,04 252 Известный...
Зубчатая муфта

Номер патента: 1656222
Опубликовано: 15.06.1991
Автор: Раскин
МПК: F16D 3/18
...5 выполненынормальной длины, Зубчатые венцы обоймы 5 расположены несимметрично относительно торцов Обоймы. Расстояние междусерединами зубчатых венцов обоймы 5 равно разности расстояния между наиболееудаленными один от другого торцами венцов на втулках 1 и 2 и длины зубчатого венцавтулки.Поверхности вершин зубьев зубчатыхвенцов 3 и 4 каждой втулки могут быть выполнены в виде двух сфер 8 и 9 на однойвтулке, и сфер 10 и 11 - на другой. Расстояние между центрами сфер "1" равно полови не длины зуба втулки.К торцам обоймы 5 болтами 12 присоединены торцовые крышки 13 с уплотнителями 14,Зубчатая муфта собирается и работаетследующим образом.После насадки зубчатых втулок 1 и 2 насоединеняемые валы смещают обойму 5вдоль оси муфты и вводят в...
Заполюсная зубчатая передача с переменным углом между осями

Номер патента: 249880
Опубликовано: 01.01.1969
МПК: F16H 1/12
Метки: заполюсная, зубчатая, между, осями, передача, переменным, углом
...вращения которой повернута вокруг другой оси, ей перпендикулярной, и обе оси расаоложены в пространстве таким образом, что зуб ведущего колеса выполнен как головка, а ведомого - как ножка.При такой конструкции повышается работоспособность передачи при отсутствии сопрягающего механизма,На фиг. 1 дана схема описываемой передачи; на фиг. 2 - схема фрезерования колеса передачи пальцевой фрезой.Заполюсная зубчатая передача с переменным углом б между осями содержит ведущее 1 и,ведомое 2 колеса.Колесо 1 с начальной окружностью г, имеет зубья 8, выполненные как головки, а колесо 2 с начальной окружностью г, имеет зубья 4, выполненные как ножки,ПЕРЕДАЧА С ПЕРЕМЕННЬЖДУ ОСЯМИ Производящая пове представляет собой кр ную рейку, реализуему работающей...
Зубчатая муфта

Номер патента: 804909
Опубликовано: 15.02.1981
Авторы: Айрапетов, Закс, Косарев, Плотников, Робер, Уткин
МПК: F16D 3/18
...валов (не показано) и двух обойм 3 и 4, связанных между собой, например, болтовым соединением 5, На обоймах 3 и 4 выполнены зубчатые венцы б. Зубчатые втулки 1 и 2 входят в зацепление с зубчатыми венцами б обойм 3 и 4. Между зубчатыми втулками 1 и 2 обоймами 3 и 4 установлены узлы уплотнения 7, Обоймы 3 и 4 от осевых смещений Фиксируются относительно зубчатых втулок 1 и 2 непосредственно внутренними коническими поверхностями, уклон которых направлен в стороны внешних торцов обойм. Обоймы 3 и 4 могут быть двух исполнений: внутренние конические поверхности 8 и 9 обойм выполнены на поверхностях впадин из зубчатых венцов, (например, на зубодолбежном станке с поворотным наклонным столом); внутренние конические поверхности 10 и 11...
Предыдущий патент: Зуборезный станок для нарезания конических колес
Следующий патент: Способ изготовления инструмента для обработки круговых зубьев
Случайный патент: Надувная лодка