Способ изготовления дисковых кристаллических элементов
Формула | Описание | Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1074367
Авторы: Данильченко, Малков, Нестеров, Уфимцев
Формула
СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ, заключающийся в разделке кристалла на заготовки заданного угла среза, шлифовании, круглении, отличающийся тем, что, с целью увеличения выхода годных элементов и снижения трудоемкости изготовления их путем повышения точности расположения мест крепления кристаллического элемента и исключения операции повторного нахождения кристаллографической оси Z1, шлифование граней XY1 осуществляют до размера, меньшего диаметра дискового кристаллического элемента на 2 - 6% .
Описание
Известен способ изготовления дисковых кристаллических элементов, заключающийся в разделке кристалла на заготовки заданного угла среза, последующей механической обработке их, круглении, химической обработке, и разметке кристаллических элементов.
Разметка дисковых кристаллических элементов производится для определения на их контуре мест крепления элементов в держателе, которые должны находиться в строго определенном положении относительно кристаллографической оси, так как только в этом случае обеспечиваются требуемые электрические параметры пьезоэлектрических приборов.
Операция разметки осуществляется вручную поштучно.
Недостатком этого способа является низкая точность определения направления кристаллографической оси в кристаллическом элементе (до
Наиболее близким техническим решением к предложенному является способ изготовления дисковых кристаллических элементов, заключающийся в разделке кристалла на заготовки заданного угла среза, шлифовании, круглении.
Операция разметки осуществляется с помощью электрического или оптического методов вручную.
Недостатком этого способа является низкая производительность разметки и загрязнение поверхности кристаллического элемента при разметке карандашной меткой.
Целью изобретения является увеличение выхода годных элементов и снижение трудоемкости изготовления их путем повышения точности расположения мест крепления кристаллического элемента и исключения операции повторного нахождения кристаллографической оси ZI .
Это достигается тем, что в способе изготовления дисковых кристаллических элементов, заключающемся в разделке кристалла на заготовки заданного угла среза, шлифовании, круглении, шлифование граней ХYI осуществляют до размера, меньшего диаметра дискового кристаллического элемента на 2-6% .
На чертеже представлена схема образования дискового кристаллического элемента.
Для получения кристаллического элемента, диаметр которого равен D, кристалл разделывают на прямоугольные заготовки заданного угла среза с длиной L и шириной В так, что ширина ориентирована параллельно направлению кристаллографической оси (или ее проекции, например Z I), по которой расположены места крепления кристаллического элемента в корпусе пьезоэлектрического прибора. Размер заготовки L рассчитывается из соотношения: L = D + 2l; где D - диаметр кристаллического элемента, мм;
l - припуск на сторону для кругления заготовок, мм
Размер заготовки В рассчитывается из соотношения: B =
Размер В меньше диаметра D на 2-6% т. е. ширина "лысок" составляет от 1 до 3 мм в зависимости от диаметра кристаллического элемента.
После механической обработки по плоскостям заготовки склеивают в пакет и производят кругление до диаметра D, при этом остаются "лыски".
Например, для изготовления кристаллического элемента с диаметром D = 15 мм и шириной лыски b = 2,5 мм, кристалл разделывают на прямоугольные заготовки, размеры которых L = 16 мм и В = B =
Производят механическую обработку по плоскостям заготовок, затем склеивают заготовки в пакет и производят кругление до необходимого диаметра (15 мм). Так как заготовки имеют прямоугольную (а не квадратную, как обычно) форму и ширина кристаллического элемента ориентирована параллельно направлению проекции его кристаллографической оси ZI , при круглении кристаллического элемента образовавшиеся "лыски" указывают расположение мест крепления пьезоэлемента в держателе.
Также "лыска" является базой при измерении угла среза, что дает возможность проводить разбраковку по углу среза готовых кристаллических элементов и получить таким образом приборы с улучшенной температурно-частотной характеристикой. Крепление пьезоэлемента в точках, ориентированных относительно кристаллографической оси с точностью
Предложенный способ изготовления дисковых кристаллических элементов позволяет:
увеличить долговременную стабильность частоты за счет повышения точности расположения мест крепления пьезоэлемента в держателе; уменьшить относительные уходы частоты в интервале рабочих температур за счет обеспечения возможности прецизионного измерения угла среза окончательно изготовленных кристаллических элементов при использовании "лысок" в качестве базы для ретгенометрического контроля;
снизить трудоемкость изготовления кристаллических элементов пьезоэлектрических устройств на 15-20% , так как разметка мест крепления совмещается с обработкой контура и осуществляется не вручную поштучно, а групповым механизированным способом;
упростить нанесение контактных площадок заданного размера, так как ширина "лыски" может выбираться равной ширине контактной площадки;
экономить дорогостоящее сырье за счет уменьшения площади заготовки. (56) Авторское свидетельство СССР N 451168, кл. H 03 H 3/02, 1972.
Смагин А. Г. Пьезоэлектрические резонаторы и их применение. М. , Стандарты, 1967, с. 133-135.
Рисунки
Заявка
3407072/23, 12.03.1982
Мальков В. Н, Уфимцев В. Г, Данильченко Ф. И, Нестеров Е. Б
МПК / Метки
МПК: H03H 3/02
Метки: дисковых, кристаллических, элементов
Опубликовано: 15.02.1994
Код ссылки
<a href="https://patents.su/0-1074367-sposob-izgotovleniya-diskovykh-kristallicheskikh-ehlementov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления дисковых кристаллических элементов</a>
Активный элемент лазера (его варианты), способ приготовления активных элементов, лазер
Номер патента: 986268
Опубликовано: 20.10.1995
Авторы: Григоров, Мартынович
МПК: H01S 3/16
Метки: активный, активных, варианты, его, лазер, лазера, приготовления, элемент, элементов
1. Активный элемент лазера на основе монокристалла, содержащего центры окраски, отличающийся тем, что, с целью увеличения диапазона изменения выходных характеристик лазерного излучения и расширения возможностей управления ими, он выполнен с изменяющейся концентрацией центров окраски в направлении, перпендикулярном к рабочей оси активного элемента.2. Активный элемент лазера на основе монокристалла, содержащего центры окраски, отличающийся тем, что, с целью увеличения диапазона изменения выходных характеристик лазерного излучения и расширения возможностей управления ими, он выполнен в форме цилиндра, а центры окраски в нем имеют градиент концентрации по окружности.3. Способ приготовления активных элементов твердотельных лазеров,...
Способ крепления режущего элемента из сверхтвердого материала

Номер патента: 780969
Опубликовано: 23.11.1980
Авторы: Козловский, Мазуренко, Соколов, Шкатуло
МПК: B23B 27/14
Метки: крепления, режущего, сверхтвердого, элемента
...оболочку с внутренней полостью для ре. жущего элемента и наружным габаритом, соот. ветствующим гнезду заготовки корпуса.На фиг. 1 изображено устройство для осуществления способа, с цельной оболочкой;на фиг. 2 - то же, с оболочкой, состоящей иэ элементов.Резцовая вставка содержит заготовку корпу. са 1, в гнезде которого расположена оболочка 2 иэ прессованногопорошка. Во внутренней полости оболочки 2 размещен режутций элемент 3 из сверхтвердого материала,Способ заключается в следующем.Предварительно прессуют оболочку 2 из порошка металла тйли сплава. Устанавливают прес. сованную оболочку 2 в корпусе 1, Затем раэ. мещают режущий элемент 3 во внутренней по. лости оболочки 2. Крепление режущего элемента 3 в корпусе 1 осуществляют при...
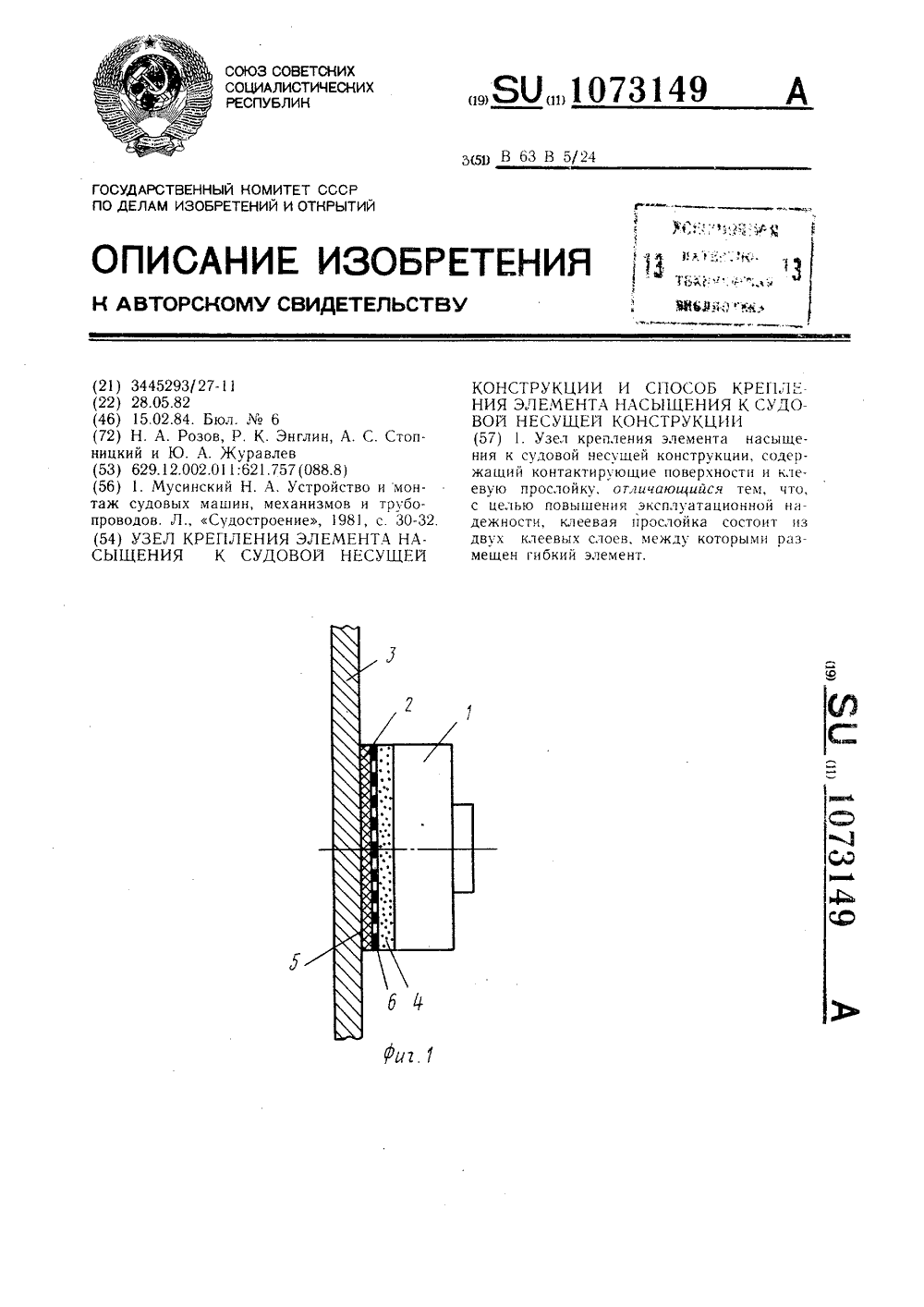
Узел крепления элемента насыщения к судовой несущей конструкции и способ крепления элемента насыщения к судовой несущей конструкции
Номер патента: 1073149
Опубликовано: 15.02.1984
Авторы: Журавлев, Розов, Стопницкий, Энглин
МПК: B63B 5/24
Метки: конструкции, крепления, насыщения, несущей, судовой, узел, элемента
...состава,м.с, ч.Форполимер СКУ-ДФ(содержание диамина304 - 35/о) 22 5и имеет толщину 1 5 мм, а сло 1 пконтактирующий с несущей конструкциеи,выполнен из клея с относительным удлинением 2-50 о/о и имеет толгцину 0 1-0,2 мм.При этом гибкий элемент выголнен мозаичным из фольги.Причем согласно способу крепления элемента насыщения к судовой несущей конструкции, при котором на контактирующиеповерхносги наносят клей прижимают элемент к несущей конструкции и о-всрждаютклей, клей наносят в два слоя, между кото рыми размещают гибкий элемент при этомнанесение и отверждение клеевого слоя между эоементом насыщения и гибким элементом производят до . нанесения и отверждения клеевого слоя между гибким элементом и несущей конструкцией.На фиг. 1...
Устройство для исправления угла среза кристаллографически ориентированных пластин

Номер патента: 768616
Опубликовано: 07.10.1980
Авторы: Артамонова, Балыков, Коган, Пантелюшкин, Цесарский
МПК: B24B 41/00
Метки: исправления, кристаллографически, ориентированных, пластин, среза, угла
...а на торце второго базируется исправляемая пластина, Фиксатор 5 служит для фиксирования относительного углового положения втулок 1 и 2, а в сквозное отверстие вращающейстткйссеть 1 о устайавливается обрабатываемая пластина 7.Настройка осуществляется следующим образом. Базовая плоскость скошенного торца подвижной втулки 1 ориентируется на требуемый угол, равный поправке угла плоскости среза пластины, путем вращения подвижной втулки 1 относительно неподвижной втулки 2 по лимбу. Для данных условий угол поворота подвижной втулки 1 может быть определен по формулесов р - совзар = агссоз81 пфа где р - угол поворота подвижной втулки;р - угол пойравки угла плоскости среза пластины;а - постоянный угол скоса торцов втулок.Требуемый угол...
Устройство для исправления угла среза кристаллографически ориентированных пластин

Номер патента: 988533
Опубликовано: 15.01.1983
Авторы: Артамонова, Пантелюшкин, Шурыгин
МПК: B24B 41/00
Метки: исправления, кристаллографически, ориентированных, пластин, среза, угла
...2,общего пустотелого вала 3, с помощьюкоторого втулки крепятся к корпусу4 и в полости которого создается ва. 10 куум, фиксирующей гайки 5, кассеты 6, стола 7, стойки 8, тарированной головки 9 и микровинта 10. Каждая из втулок имеет соответственно перпендикулярные и скошенные под одина ковыми углами торца, Постоянный контакт втулок при взаимном вращении осуществляется по перпендикулярным торцам, при этом один из скошенных торцов постоянно служит основанием, 20 а на торце второго по направляющим базируется стол 7. Гайка 5 служит для фиксирования относительного углового положения втулок 1 и 2, В сквозное отверстие кассеты б устанавливается обрабатываемая подложка 11. К подвижной втулке 1 крепится стойка 8.Работа и настройка устройства...
Предыдущий патент: Устройство для регулирования расхода воздуха
Следующий патент: Способ получения циклопентена
Случайный патент: Рабочее оборудование рыхлителя