Чекмарев
Устройство автоматической компенсации износа валков клети сортового прокатного стана

Номер патента: 528973
Опубликовано: 25.09.1976
Авторы: Бойко, Зайцев, Клафас, Михайлов, Чекмарев, Чернышев, Чухнов
МПК: B21B 37/58
Метки: автоматической, валков, износа, клети, компенсации, прокатного, сортового, стана
...наличия металла в валках клети и иа рольганге 6. Выход ключа 4 соединен со счетчиком 7 импульсов угла поворота прокатных валков, который соединен с анализатором 8 обжатия полосы, связанным с входом системы 9 автоматического регулирования раствора валков. Выход датчика 5 наличия металла в валках клети соединен с блоком 10 сброса показаний счетчика 7 импульсов угла поворота прокатных валков.528973 Составитель Г, ЛызловТехред М. Ликович Редактор Л. Лашкова Корректор Л, Боринская Заказ 5343/105 Тираж 1077 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5Филиал ППП "Патент", г. Ужгород, ул Проектная, 4 Устройство работает следующим. образом. После...
Способ изготовления трубчатых панелей

Номер патента: 517379
Опубликовано: 15.06.1976
Авторы: Бедняков, Гуляев, Гусаков, Лоскутов, Фридман, Чекмарев, Черный, Шевченко
МПК: B21H 7/00
...в процессе прокатки на промежуточной стадии деформирования, а затемполученный профиль раскатывают до готового изделия.На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг. 2 - то 2же, вид в плане,Схема содержит механизм 1 удерживанияоправок, длинные цилиндрические оправки 2,круглые полые заготовки (гильзы) 3, многоручьевые валки 4, трубы 5 с продольными 2ребрами (плавниковые трубы), сварочныеустройства 6 и трубчатую панель 7.Трубчатые панели 7 получают путем одновременной прокатки нескольких круглых полых заготовок 3 в трех группах последова тельно расположенных калибров, образованных парами многоручьевых валков 4 на длинных удерживаемых оправках 2. При этом в группе калибров 1 формируют черновые профили ребристых...
Уплотняющее устройство для уплот-нения вала
Номер патента: 508628
Опубликовано: 30.03.1976
Авторы: Динник, Килесо, Колесник, Комаров, Чекмарев
МПК: F16J 15/32
Метки: вала, уплот-нения, уплотняющее
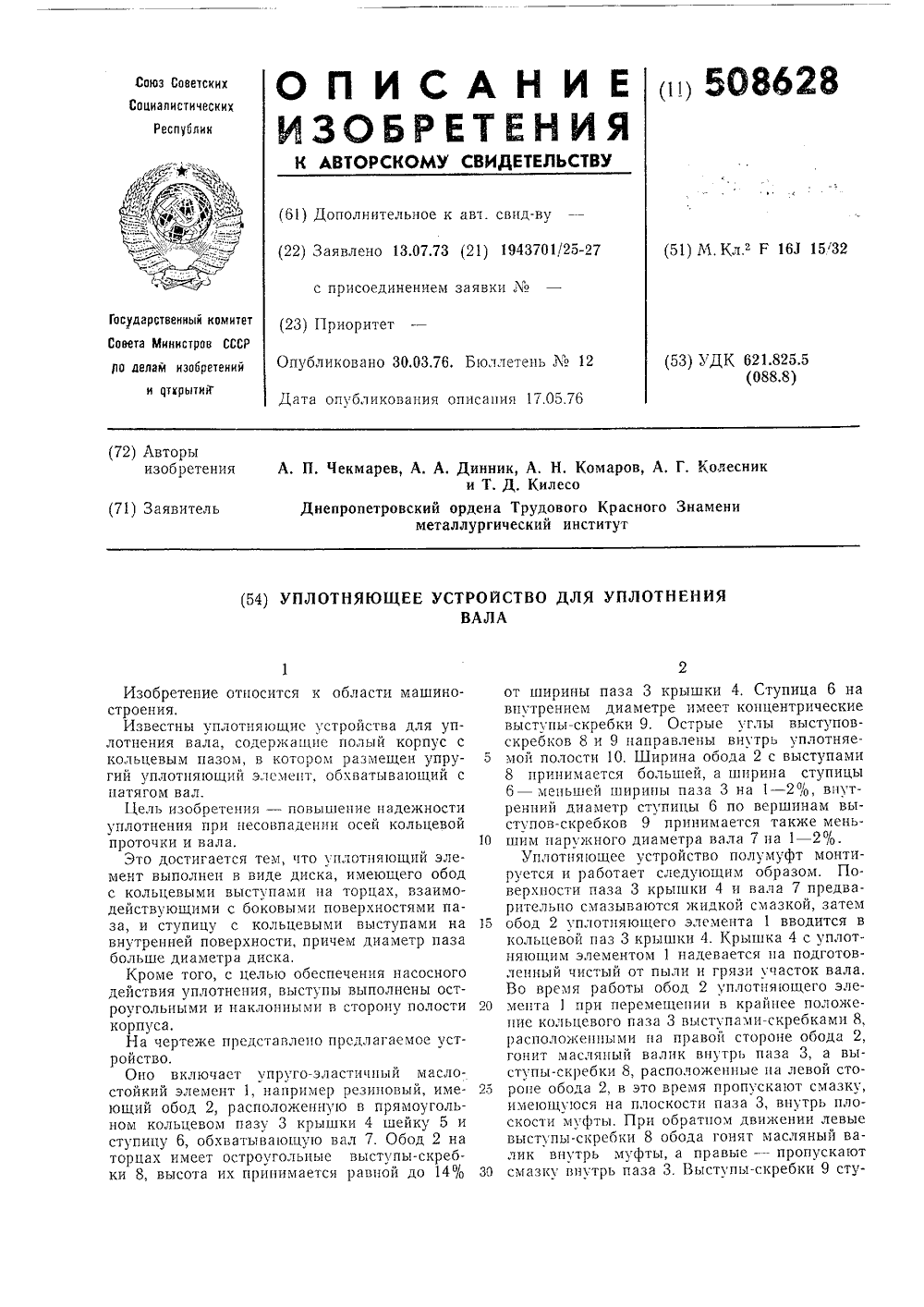
...выступов- скребков 8 и 9 направлены внутрь уплотняе мой полости 10, Ширина обода 2 с выступами8 принимается большей, а ширина ступицы 6 - меньшей ширины паза 3 на 1 - 2 о/о, внутренний диаметр ступицы 6 по вершинам выступов-скребков 9 принимается также мень шим наружного диаметра вала 7 на 1 - 2 о/о.Уплотняющее устройство полумуфт монтируется и работает следующим образом. Поверхности паза 3 крышки 4 и вала 7 предварительно смазываются жидкой смазкой, затем 15 обод 2 уплотняющего элемента 1 вводится вкольцевой паз 3 крышки 4. Крышка 4 с уплотняющим элементом 1 надевается ца подготовленный чистый от пыли и грязи участок вала.Во время работы обод 2 уплотцяющего эле ментапри перемещении в крайнее положение кольцевого паза 3...
Устройство для регулирования линейного фильтра

Номер патента: 505118
Опубликовано: 28.02.1976
Авторы: Берлин, Иванов, Скосырев, Чекмарев
МПК: H02P 13/04
...образом.Сигнал пролорциональный току, протекающему через цепь линейного фильтра, с датчика 3 тока подается на вход блока 8 синхронизации. На,выходе этого блока формируется напряжение, частота которого равна частоте подавляемой фильтром гармоники, а фаза напряжения сдвинута на тол - по от 2 ношению к фазе тока данной гармоники, протекающей через цепь линейного фильтра.В качестве блока 8 может быть использован 31 блок синхронизации, содержащий фазовый дискриминатор. Выход дискриминатора соединен через интегратор с входом управляемого генератора, а генератор в свою очередь подключен к второму входу фазового дискриминатора, на первый вход которого по 10 15 20 25 30 35 40 45 50 50 60 65 даются сигналы с датчиками 3 тока, установленного в...
Поворотно-подающий механизм стана холодной прокатки труб

Номер патента: 500828
Опубликовано: 30.01.1976
Авторы: Бибик, Гребеник, Есаулов, Жицкий, Сенкевич, Цапко, Чекмарев, Шведченко, Шевцов
МПК: B21B 21/06
Метки: механизм, поворотно-подающий, прокатки, стана, труб, холодной
...с муфтами 4 обгона, которые имеют на ободе зубчатые венцы 10, а на цилиндрических поверх. ностях его - фиксаторы 11. Зубчатые венцы муфт обгона взаимодействуют с рейками 5, которые установлены неподвижно на станине 12. Рейки выполнены с упорами 13, которые прикрепляются к опорным брусьям 14, установленным рядом с соединенными с ними рейками. Фиксаторы 11, смонтированные на муфтах, взаимодействуют с упорами 13 реек 5. Поршневой пневматический уравновешивающий цилиндр 6 закреплен на станине и предназначен для компенсации сил инерции, возникающих при возвратно-поступательном движении подвижных масс механизма. Концевые части поршневого цилиндра служат направляющими для каретки и патрона стержня, Каретка, патрон стержня и патрон заготовки...
Устройство для удержания оправки трубопрокатного стана

Номер патента: 499908
Опубликовано: 25.01.1976
Авторы: Бибик, Гусаков, Лоскутов, Скобочкин, Чекмарев, Черный, Шевченко
МПК: B21B 25/02
Метки: оправки, стана, трубопрокатного, удержания
...полем невозможно,С целью быстрого соединения и отсоединия оправки, выполненной из немвгнитногоматериала устройство снабжено корпусом,на наружной поверхности которого установлены электромагниты, а внутри имеются отверстие под оправку и емкость с ферромагнитной жидкостью, 2На чертеже из об раже н о устр ойств с дляудержания оправки грубопроквтного стана вразрезе.Устройство содержит корпус 1, внутри1 которого выполнено отверстие 2 под оправ к ку 3 и размещена емкость 4 с ферромагнитной жидкостью и электромагниты 5, установ.ленные на наружной поверхности корпуса.Работает устройство следующим образом.5 Перед началом прокатки электромагниты5 отключены, ферромагнитная жидкость находится в емкости 4, и оправка 3 свободноперемешается в...
Способ обработки кожевенно-мехового полуфабриката

Номер патента: 499296
Опубликовано: 15.01.1976
Авторы: Андреев, Чекмарев
МПК: C14C 1/00
Метки: кожевенно-мехового, полуфабриката
...а также интенсифработки по предлагаемоработкой полуфабрикатронки, внутрь которой вдают обрабатывающий а Всесоюзный научно-исследовательский институт меховпромышленности АБОТКИ КОЖЕВЕННО-МЕХОВОГОПОЛУФАБР И КАТА тельная интенсификация жидкостных процессов,Пример осуществления способа.Полуфабрикат, например шкурку, кладут на внутреннюю поверхность перевернутого полого конуса таким образом, что центр шкурки совпадает с центром конуса. Угол при вершине конуса может изменяться от 100 до 180. Шкурку закрепляют на конусе, например, за счет опускающегося сверху фланца или за счет создания разряжения со стороны конуса под шкуркой (создания вакуума), конус приводят во вращение вокруг вертикальной оси посредством гидро- или...
Устройство для регулирования линейного фильтра

Номер патента: 498706
Опубликовано: 05.01.1976
Авторы: Берлин, Иванов, Скосырев, Чекмарев
МПК: H02P 13/04
...лишь определенные номера высших гармоник (бк-1), частоты которых существенно отличаются друг от друга и не кратные друг другу (5-гармоникаГц; 7 гармоника 350 Гц, 20 одиннадцатая гармоника 550 Гц), а диапазон настройки генератора 6 очень мал (единицы Гц), то наличие посторонних гармоник не влияет на точность настройки генератора на заданную гармонику. 25Наличие в кривой напряжения, подаваемого на фазовый дискриминатор 5, высших гармоник, по сравнению с выделяемой, и не кратных ей, а также низших (кратных - первая гармоника 50 Гц, или любых не кратных) 30 не создает на выходе интегратора 7 при его непрерывной работе сигнала подстройки генератора. Последнее объясняется тем, что суммы площадей положительных и отрицательных сигналов,...
Способ получения биметалических заготовок

Номер патента: 495117
Опубликовано: 15.12.1975
Авторы: Ковалев, Ляховецкий, Остренко, Резников, Суконник, Чекмарев
МПК: B21C 23/22
Метки: биметалических, заготовок
...способу сердечник из материала впутрепнсго слоя вводят в прошитое отверстие заготог,кп с натягом одновременно с извлече;шем сердечника инструмента,Процесс полу:сипя биметалличсск:1 х зяготовОк по прсдлагясмо.1 у спосооу Осущсствл 51- ется в следующей последовательности.1.1 агретая до ковочной температуры сплошная заготовка из материала наружного слоя прошивястся пя прессе холодным сердечником из инструментальной стали без смазки, имеющих няружнуО Г 1 овсрхность и дняхстр, ня 2 - 3 мм меньцши диаметра второго сердечника из материала впутренпего слоя. В процессе извлечения первого сердечника из прошитого отверстия в нсго с противоположной стороны вставляется второй сердечник сплошной пли полый пз материала внутреннего слоя, тем...
Способ охлаждения горячекатанного металла сматываемого в бунт

Номер патента: 491424
Опубликовано: 15.11.1975
Авторы: Балтруконис, Голодов, Гончаров, Губинский, Ермаков, Киселев, Лисовский, Лупандин, Минаев, Федчук, Чекмарев, Чернышев
МПК: B21B 45/02
Метки: бунт, горячекатанного, металла, охлаждения, сматываемого
...соответственно составляет 1/5 - 1/3 от длины раската, охлаждают до 650 - 850 С в зависимости от требований, предъявляемых к горячекатаному металлу. Среднюю часть проката охлаждают с переменной интенсивностью, плавно возрастающей от краев к центру с понижением температуры в центре на 50 в 1 С по сравнению с температурой концевых участков. В процессе дальнейшего охлаждения 5 металла при сматывании при передаче бунтапо транспортеру благодаря температурному перекосу по длине раската и, соответственно, по сечению бунта, условия остывания срединного и периферийных участков бунта вы- О равниваются. Величина максимального понижения температуры средней части проката зависит от плотности бунта, его химсостава, температуры охлаждения концевых...
Станок для центробежной биметаллизации втулок

Номер патента: 486855
Опубликовано: 05.10.1975
Авторы: Глотов, Новокшанов, Чекмарев
МПК: B22D 13/00
Метки: биметаллизации, втулок, станок, центробежной
...с реечной шестерней, расположенной на валу, закрепленном па цилиндрических направляющих.На фиг, 1 схематически изображен предлагаемый станок; на фиг. 2 - разрез по А - Апа фиг. 1.Станок для центробежной биметаллизации втулок нагревом токами высокой частоты состоит из станины 1, привода вращения 2 центров станка, направляющих 3, по которым передвигаются передняя 4 и задняя 5 бабки, винта 6 с маховиком 7, который с помощью 5 разъемной шариковой гайки 8 и рукоятки 9соединяет между собой бабки для зажима в центрах детали 10. На винте 6 нарезана круглая рейка 11, находящаяся в зацеплении с реечной шестерней 12, расположенной на ва лу 13, закрепленпом на цилиндрических направляющих 3, с маховичком 14.Станок работает следующим образом, При...
Способ производства швеллеров

Номер патента: 481338
Опубликовано: 25.08.1975
Авторы: Гринавцев, Дорожко, Лиханский, Несмачный, Поляков, Саркисян, Сохадзе, Судья, Чекмарев
Метки: производства, швеллеров
...полками.Для повышения качества швеллеров с параллельными полками при гибке полз.и недогибают до прямого угла на 1-3 по отношению к вертикали.На фиг. 1 показан профиль полки, прокатанный в чистовом калибре; на фиг, 2- профиль в универсальном балочном калибре; на фиг. 3 - готовый профиль.Профиль из чистого калибра, г прокатываются с уклоном по отно вертикальной оси калибра, равныпри сохранении прямого угла междстенкой попадает в универсальный0 10 е т дмет в, включа- последую- йся Способ производства швеллер ющий прокатку полок гибку их и шую правку, о т л и ч а ю ш и ем, что, с целью повышения к роизводстве швеллеров с парал олками при гибке полки.недоги о рямого угла на 1 -3 по отнош ертикали.5 ачества и лельными де полки шению к...
Способ автоматической стабилизации величины прогиба раската на непрерывных преимущественно мелкосортных и проволочных станах

Номер патента: 470323
Опубликовано: 15.05.1975
Авторы: Анчишкин, Кирсанов, Козорог, Николаенко, Овчинников, Ховрин, Хрустенко, Цыбанев, Чекмарев, Чернышов
МПК: B21B 37/52
Метки: автоматической, величины, мелкосортных, непрерывных, преимущественно, проволочных, прогиба, раската, стабилизации, станах
...приводов до момента захвата переднего конца следующего раската валками последующей по отношению к регулируемому промежутку клети. Это позволяет каждый раз перед прокаткой последующего раската получить наиболее близкий для выбранного сортимента начальный скоростной режим смежных клетей регулируемого промежутка, вследствие чего время достижения заданного значения вличины прогиба раската в этом промежутке значительно уменьшается и повышается качество готового проката. При этом облегчается работа механизмов хвостовой части стана (моталок, холодильника и т. д.).На чертеже схематично показано устройство для реализации предлагаемого способа. Оно содержит валки 1 и 2 соответственно предыдущей и последующей по отношению к регулируемому...
Способ пилигримовой прокатки труб

Номер патента: 470318
Опубликовано: 15.05.1975
Авторы: Друян, Кущинский, Угрюмов, Умеренков, Чекмарев, Чернявский
МПК: B21B 21/00
Метки: пилигримовой, прокатки, труб
...трубы от 5гильзы, Однако такой способ прокатки труб непозволяет повысить производительность процесса в результате отделения раскатанноймерной части трубы от гильзы.Для повышения производительности процесса предлагается после отделения каждоймерной части трубы угловую скорость вращения валков увеличивать на 1 - 5%,По описываемому способу гильза раскатывается в трубу на дорне в приводных ручьевых 15валках переменного профиля с помощью подающего аппарата, осуществляющего порционную подачу гильзы в валки. После раскатки мерной части трубы она отделяется отгильзы с помощью известных устройств,Уменьшение веса гильзы позволяет вести процесс прокатки оставшейся части гильзы сбольшей производительностью за счет увеличения скорости валков на 1 -...
Канатный литой блок

Номер патента: 468873
Опубликовано: 30.04.1975
Авторы: Вольф, Рудзит, Чекмарев, Шаридода
МПК: B66D 3/08
...спиц 2, 5 сил, и изя блока за озникающих з плоскости е блоки грузоподь ащие обод с жело ые спицами оваль асположенаа. большой вес прочности и ых и боко ичить про ь техноло ч из-за жестх сил. сть и ность вы чно ги ен редмет изо ущественно длясодержащий единенные спил ич ающий ся я прочности и я технологичнокаждой спицы ом перпендикуКанатныи литои блок, преим грузоподъемных механизмов обод с желобом и ступицу, со цами овального сечения, о т тем, что, с целью увеличени жесткости блока и повышени сти литья, овальное сечение расположено большим размер лярно к плоскости блока. е каждои спицыром перпендику онструкцияразрез по А го на 1, спиц 2 овальногоогибается канатом т из обоицы 3. Б Блок сост ечения и с Изобретение отн механизмам, а име...
Устройство для охлаждения оправок трубопрокатного стана

Номер патента: 465239
Опубликовано: 30.03.1975
Авторы: Донской, Забродский, Корсунский, Крупман, Ляховецкий, Суконник, Чекмарев
МПК: B21B 25/06
Метки: оправок, охлаждения, стана, трубопрокатного
...6. Расстояния между осями вращения крестовин равно расстоянию между шарнирами люлек, Такая конструкция спаренных крестовин, образованных рядом шарнирных параллелограммов, обеспечивает перемеще ние люлек, а следовательно, и оправочныхстержней параллельно самим себе. Люльки крайние имеют гнезда 7 под оправки, рабочая поверхность которых выполнена по радиусу несколько большему, чем радиус оправ- О ки и радиус люлек, соответствующий радиусу оправочного стержня.Работа устройства заключается в следующем.Каждая из люлек 3 находится в одной из 5 четырех основных позиций. В позиции А производят подачу оправочного стержня по роль- гангу к оправке, лежащей в гнезде 7, и одевание оправки на стержень. Далее поворотом спаренных крестовин перемещают...
Смазка для горячей обработки металлов давлением

Номер патента: 461940
Опубликовано: 28.02.1975
Авторы: Балакин, Вдовин, Чекмарев
МПК: C10M 7/02
Метки: горячей, давлением, металлов, смазка
...- 19,49;МпО - 17,63; СаР - 5,38; ГегОз - 0,74;КагО - 2,05.В качестве шлаков могут применятьсяшлаки доменного производства.Экзотермическая добавка состоит из восстановителя - алюминиевого порошка - и5 окислителя - порошка пиролюзита (МпО,).Вместо чистого пиролюзита можно успешноиспользовать концентрат марганцевой руды,содержащий не менее 89% МпОПричем шлак, флюс выбирается так, что 20 бы температура его плавления была на 20 -200 С выше температуры деформации. Приготовление смазки включает дробление природного шлака до фракции 0,1 - 1,0 мм, перемешивание с экзотермической смесью и из 25 готовление смазочных дисков.В момент деформации под действием тепла нагретой заготовки экзотермическая смесьвозгорается в приконтактном слое,...
Привод валков стана холодной прокатки труб со стационарной клетью

Номер патента: 458346
Опубликовано: 30.01.1975
Авторы: Бибик, Ваткин, Гребеник, Есаулов, Мамчин, Сенкевич, Цапко, Чекмарев, Шведченко, Шевцов
МПК: B21B 21/00
Метки: валков, клетью, привод, прокатки, стана, стационарной, труб, холодной
...рабочей клети расположен сдвоенный - отдельньш для каждого валка кривошипно-шатунный механизм, состоящий из кривошипов 2 и шатунов 3. Кривошипы получают непрерывное вращение от приводного вала 4 через расположенные на этом валу шестерни 5. Свободный конец каждого шатуна связан с промежуточной кривошипной шестерней 6, обеспечивающей разворот валков 7. Соединение шатуна с промежуточной шестерней выполнено с возможностью регулировки расстояния конца шатуна до оси 8 вращения этой шестерни посредством закрепления в пазах 9 ступицы промежуточной шестерни рычага 10 переменной длины с продольными отверстиями 11.Ось каждой промежуточной кривошипной шестерни и ось 12 каждого кривошипа установлены аксиально относительно оси прокатки по обе...
Способ обжарки пищевых продуктов

Номер патента: 457458
Опубликовано: 25.01.1975
Авторы: Можаев, Сахарова, Хиславский, Чекмарев
МПК: A23L 3/16
Метки: обжарки, пищевых, продуктов
...процесса, соединенные в едином комбинированном способе обжаривания, позволяют достигнуть поставленную цель - интенснфицотровать 5 технологический процесс об:каривания рыбыи получить высококачественное изделие для кулинарного и консервного производств, При этом уменьшается расход масла, улучшаются санитарно-гигиенические условия работы об- О служивающего персонала и достигается механизация и автоматизация технологического процесса обжаривания, Малые объемы масла, высокий коэффициент его сменяемости и кратковременная продолжительность обжаривания 5 в масле снижают возможность попадания вготовый продукт веществ с токсическими, канцерогенными и коканцерогенными свойствам,и.Ниже приведен режим обжаривания по О предлагаемому способу для...
Устройство для формирования управляющих импульсов для фазного преобразователя
Номер патента: 452907
Опубликовано: 05.12.1974
Авторы: Берлин, Иванов, Скосырев, Чекмарев
МПК: H02P 13/16
Метки: импульсов, преобразователя, управляющих, фазного, формирования
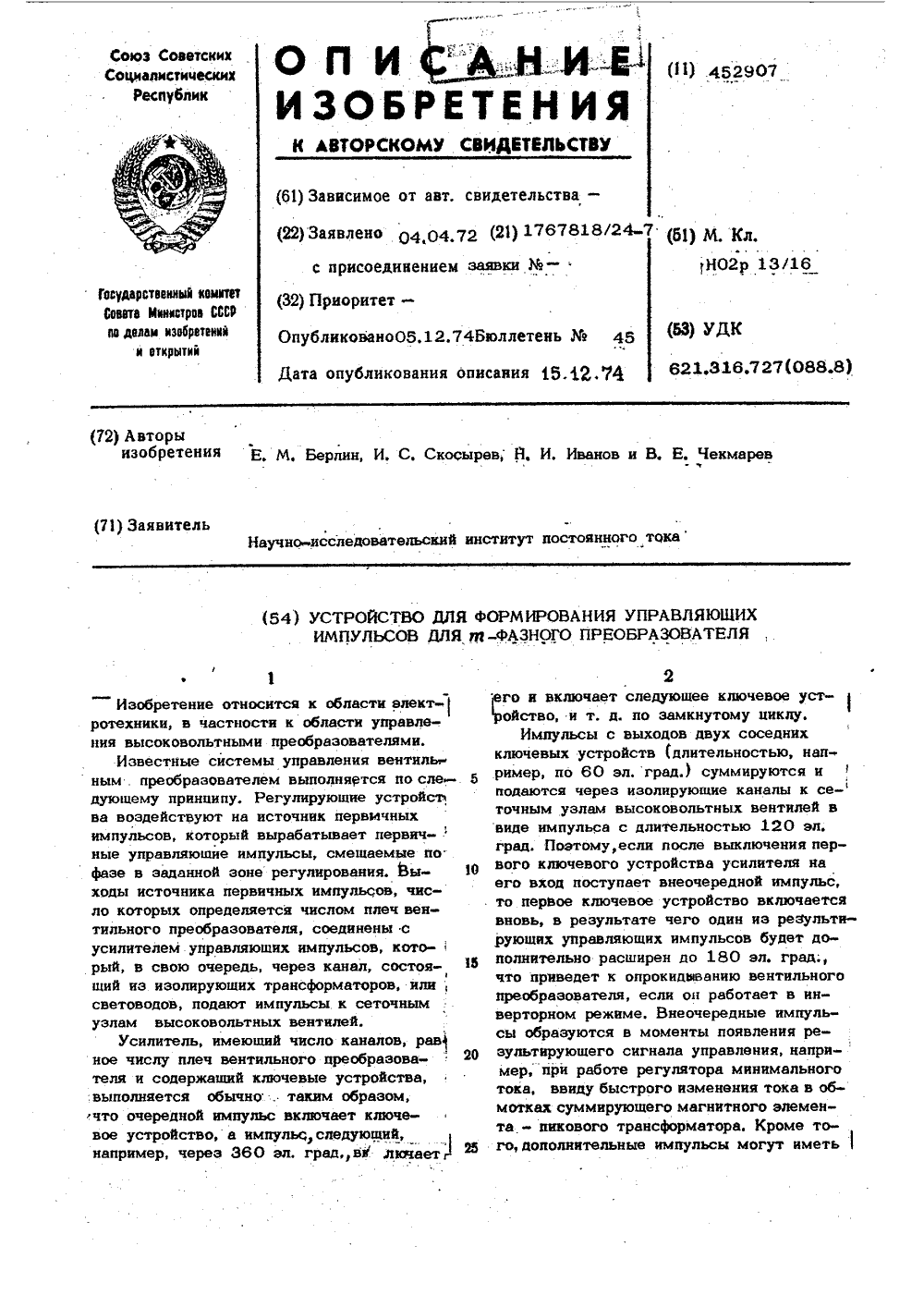
...учитывать такженаличие импульсов помехи, которые могутпроникнуть нв вход этого усилителя ивключить его вновь сразу же после подачиочередного импульса.Отличие изобретения состоит в том,что база транзистора соединена с соответствующим вспомогательным выходом источ-ника первичных импульсов через логический элемент "НЕ".Это позволяет увеличить помехоустойчивость устройства для формирования управ ъ 0ляюших импульсов.На фиг. 1 представлена схема устройства для формирования управляющих импульсов; на фиг. 2 а, б, в, г, е - диаграммы, иллюстрирующие его работу, 25Устройство для формирования управляющих импульсов для гп-фазного преобразователя содержит источник 1 первичныхимпульсов, имеющий основные выходы2-7 и вспомогательные выходы 8 13, З...
Калибровка двухвалкового непрерывного трубопрокатного стана

Номер патента: 452375
Опубликовано: 05.12.1974
Авторы: Данченко, Донской, Крупман, Постный, Сова, Чекмарев, Черный
МПК: B21B 1/00
Метки: двухвалкового, калибровка, непрерывного, стана, трубопрокатного
...вершине калибра усложняет изготовление валка, значительно снижает его прочность и жесткость, а также не дает 20 возможности регулировать толщину ребра,С целью обеспечения возможности изготовления двухреберных труб с разной тол шиной ребра изменением зазора междувал калти плоскости разъема калибрующих ка ровке разлеазъема фор либров в щены пара мующегоНа чер двухвалко стана для ными ребр едлагае кали кост ллельно пл алибра.теже изоб бровка правочногена к ого непрерывногопрокатки труб с дв умя продощ. -Калибровка включает последовательнорасположенные обжимные калибры 1, икскости разъема которых составляют 90между соседними, калибр 2, формирующийна трубе продольные ребра в плоскостиразьема, и калибрующие калибры 3, плоскости разъема...
Плита для поперечной прокатки

Номер патента: 450628
Опубликовано: 25.11.1974
Авторы: Березовский, Друян, Кущинский, Павловский, Перчаник, Пляцковский, Полищук, Угрюмов, Чекмарев, Чернявский, Чуб, Шифрин
МПК: B21H 3/06
Метки: плита, поперечной, прокатки
...плиты,состоящие из профильного по длине иширине обжимного участка и прямолинейного калибровочного участка, Накалибровочном участке происходитокончательная доводка геометрических рамеров заготовки и устранениедефектов, полученных на обжимномучастке. Однако невозможно долучить плотную посадку гильзы на оправку вследствие роста внутреннегодиаметра заготовки при поперечнойпрокатке.Цель изобретения - получениезамкнутого круглого калибра для посадки гильзы на дорн при заострении ее конца.Для этого калибровочный участоквыполнен радиусным, сопряженным собжимным участком.На чертеже представлена предлагаемая плита,2Плита состоит из прпо длине и ширине обжимнка 1 и калибровочного учвыполненного радиусным,ным с обжимным участком.При работе две...
Способ формообразования трубчатых заготовок в матрице

Номер патента: 449756
Опубликовано: 15.11.1974
Авторы: Большаков, Быстриков, Динник, Прядко, Розенталь, Сичевой, Токмаков, Чекмарев
МПК: B21D 26/02
Метки: заготовок, матрице, трубчатых, формообразования
...в следующем.Круглую заготовку нагрев нагревательной печи до тем деформации и подают на в шивной пресс, где получают(стакан). зготовленпя леоженного способа ют в кольцевои ературы горячей ртикальный прополхю гильз Изобретение относится к обработкс металлов давлением и может быть использовано при изготовлении излелий сложной формы: баллонов, сильфонов и т. п.Известен способ формообразования трубчатых заготовок в матрице, при котором заготовку нагревают, помещают в матрицу и раздают путем введения в ее полость волы.Недостатком известного способа является необходимость применения нагревательного оборудования, обеспечивающего высокие пластические свойства металла в процессе формообпазования.По предложенному способу лля сохранения...
Зуб ковша экскаватора

Номер патента: 446591
Опубликовано: 15.10.1974
Авторы: Геллерман, Гурский, Динник, Лиханский, Панин, Поляков, Порватов, Суходольский, Чекмарев, Шафран
МПК: E02F 3/40
Метки: зуб, ковша, экскаватора
...зуба, и на хвостовике также образованы продольные канавки переменного сечения. Угол между образующими кана- .,б вок на верхней и нижней гранях ра 2бочей части и хвостовика может составлять 5 + ЗОо.На фиг.1 показан зуб ковшаэкскаватора;На фиг.2 - то же,разрез попродольнойоси симметрии.На фиг.3 - то же,вид сверху.Зуб ковша экскаватора состойт из рабочей части 1 и хвостовика Ы, верхней грани 3 и нижней грани 4. Рабочая часть зуба выполнена в форме двух клиньев переменной ширины. рабочая часть зуба, предсювляющая собой второй клиновой участок, выполнена с канавками 5 переменйого сечения с увеличением сечения от переднего конца к,заднему. По всей длине нижней грани 4, примыкающей к хвостовому 2, и на хвостовике также образованй продольные...
Калибровка косовалкового трубопрокатного стана

Номер патента: 441052
Опубликовано: 30.08.1974
Авторы: Бондарь, Вольфович, Ханин, Чекмарев, Щербина
МПК: B21B 19/00
Метки: калибровка, косовалкового, стана, трубопрокатного
...фиг, 3 - разрез по А - А на фиг.1; на фиг. 4 - разрез по Б - Б на фиг. 1,Калибровка косовалкового трубопрокатного стана включает образованный приводными рабочими бочкообразными валками 1 и соответственно им спрофилированными направляющими валками 2 очаг деформации с зоной обжатия 3, где расстояние между направляющими валками больше расстояния между рабочими валками на 1,03 - 1,10, и зоной калибровки 4, где расстояния между рабочими и 5 направляющими валками равны.В зоне двухвалкового обжатия 3 рабочиевалки 1 деформируют гильзу по диаметру и толщине стенки на оправке. Направляющие валки 2 ограничивают наружный диаметр и 10 овализацию гильзы, а обжатие по толщинестенки не производят (между оправкой и гильзой в плоскости направляющих...
Роликовое устройство для торможения

Номер патента: 441050
Опубликовано: 30.08.1974
Авторы: Данченко, Нестеров, Полищук, Чекмарев, Черный, Шевченко
МПК: B21B 17/04
Метки: роликовое, торможения
...их цилиндрические щестерни ,3. о сидящие на цапфах Ф и 5 нижнегоролика с винтовыми несамотормозящими нарезками противоположногонаправления, и гайки б, заФиксированные шпонками 7 от проворота, 15 служащие плунжерами и помещенныев корпусах 8 гидроцилиндров, которые соединены между собой стяжкамии снабжены дросселем.Ролики имеют круглцИ, йере - 20 менного радиуса калибр, соответ -ствующий профилю конического конца оправки непрерывного стана.Направление нарезки выбранотаким, чтобы пои проворачива - 25нии роликов гаики расходились,вытесняя жидкость из корпуса через дроссель. Степень дроссели - рования жидкости определяет ско - рость проворота родиков и, сле довательно, скорость удержания оправки.Работает устройство следующим образом.В...
Способ разделения листов после горячей прокатки пакета

Номер патента: 439325
Опубликовано: 15.08.1974
Авторы: Бабаев, Динник, Кофтан, Курочкин, Ларин, Макогоненко, Новиков, Сычев, Фатеев, Чекмарев
МПК: B21B 1/38
Метки: горячей, листов, пакета, после, прокатки, разделения
...деформаций слипшихсяиостей листов. е последне ри 750 - 8 1 - 3 сек.50 - ЗООС, а на металки поступ акеты - н го про.50 С охОхлажчтобы ле. Заают на а пра ои загоистов вольшие ния из поверх,Пред ет и зоб ретен Спо прока кета, облегч пакете горяче в тече листов после,го ючающий раздирк йся тем, что, сдля расслоения ли диркой подвергаютлаждению до 150 -соб разделения ,ки пакета, вк отличающ ения условии , его перед раз й прокатки ох ние 1 - 3 сек. целью тов в после 300 С Изобретение относится к прокатному про. изводству и может быть использовано при прокатке тонеких листов пакета.Известен способ разделения листов в пакете, заключающийся в том, что для разделения листов в пакете раздирщик ударяет по углам пакета, чтобы разъединить листы и...
Формирователь импульсовr. nj, 1gt;amp; . “; •” •: •gt; amp; . rfi jч-: и; м tjauiiiirs
Номер патента: 439066
Опубликовано: 05.08.1974
Авторы: Иванов, Скосырев, Чекмарев
МПК: H03K 12/00, H03K 5/12, H03K 6/04 ...
Метки: 1gt;amp, jч, tjauiiiirs, импульсовr, формирователь, •gt
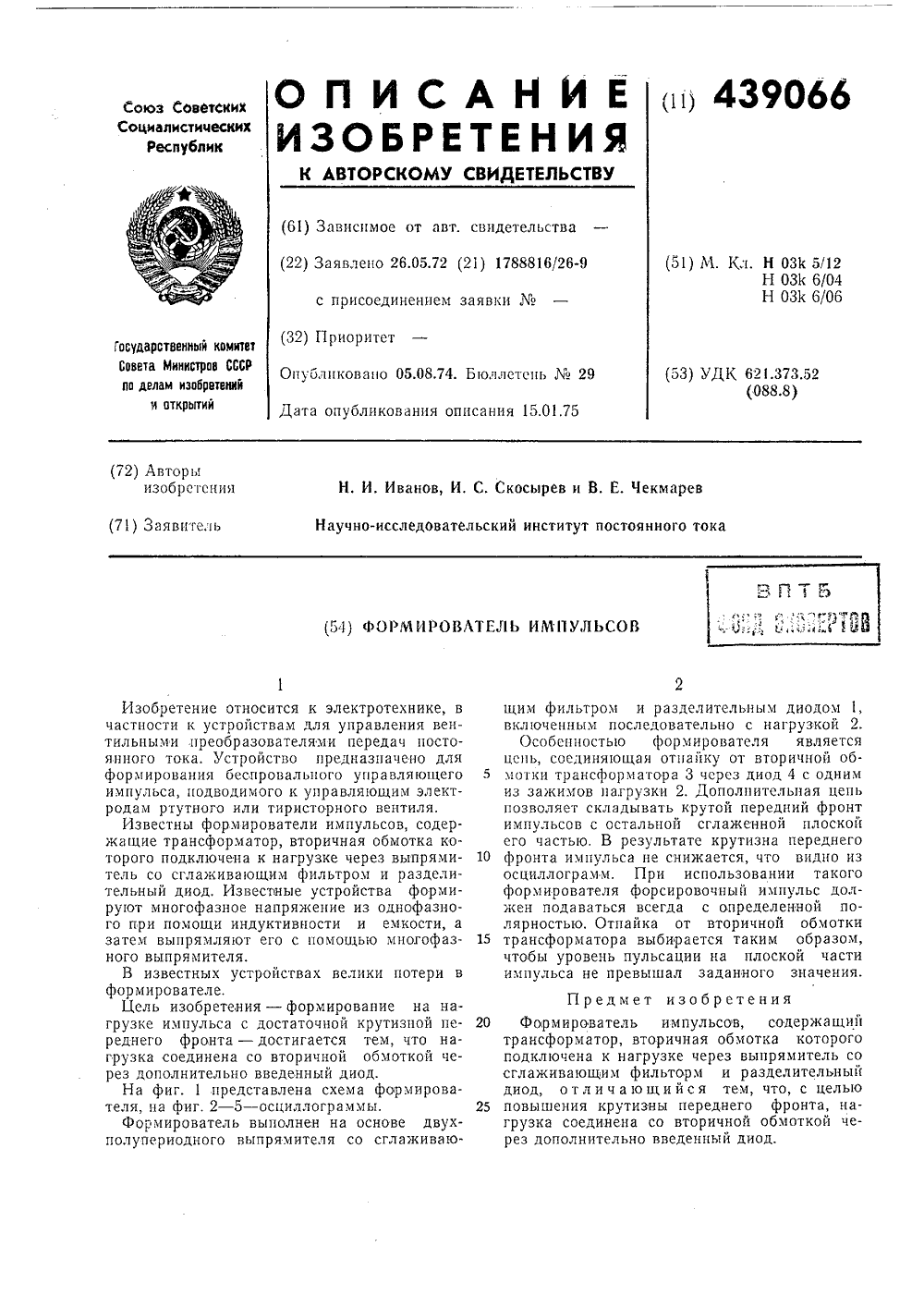
...подводимого к управляющим электродам ртутного или тиристорного вентиля.Известны формирователи импульсов, содержащие трансформатор, вторичная обмотка которого подключена к нагрузке через выпрямитель со сглаживающим фильтром и разделительный диод. Известные устройства формируют многофазное напряжение из однофазного при помощи индуктивности и емкости, а затем выпрямляют его с помощью многофазного выпрямителя.В известных устройствах велики потери в формирователе.Цель изобретения - формирование на нагрузке импульса с достаточной крутизной переднего фронта - достигается тем, что нагрузка соединена со вторичной обмоткой через дополнительно введенный диод.На фиг. 1 представлена схема формирователя, на фиг. 2 - 5 - осциллограммы.Формирователь...
Проводковая арматура универсальной прокатной клети

Номер патента: 437548
Опубликовано: 30.07.1974
Авторы: Гринавцев, Дорожко, Лиханский, Наумов, Несмачный, Поляков, Сорокозюб, Судья, Чекмарев
МПК: B21B 39/16
Метки: арматура, клети, проводковая, прокатной, универсальной
...на брусьях 4,В кассете 3 установлена коробка 5 с горизонтальными 6 и вертикальными 7 проводками. Горизонтальные проводки крепятся к ко робке болтами 8; шайбы 9 служат для регулировки положения проводок.Коробка крепится стяжными шпильками 10 к двум поперечинам 11 и фиксируется домкратами 12. Кассета снабжена эксцентрико вым нажимным устройством 13 и улавливателем полосы 14.Положение проводок относительно горизонтальной плоскости прокатки выставляется с помощью шайбы 9, которая может иметь различную толщину. После этого, перемещая проводки в овальных отверстиях коробки 5, устанавливают их относительно центров вертикальных валков и тем самым обеспечиваюг нормальное прохождение рабочего участка горизонтального валка в окно...
Способ изготовления полых железнодорожнб1хосей

Номер патента: 425710
Опубликовано: 30.04.1974
Авторы: Большаков, Динник, Осада, Ханин, Чекмарев
МПК: B21H 1/08
Метки: железнодорожнб1хосей, полых
...нагревается в кольцевой печи 1 до температуры прокатки и пропускается через окалиносбиватель 2. На прошивном прессе 3 пуансоном большего диаметра заготовка прошивается в гильзу (см. фиг, 2 а), раскатывается на стане-элонгаторе 4 (см. фиг. 2 б), подогревается в ин дукционной печи 5. Затем на первом трехвалковом стане б поперечно-винтовой периодической прокатки заготовка прокатывается на оправке также несколько большего диаметра (см. фиг. 2 в) и передается на второй стан 10 7 поперечно-винтовой периодическоц прокатки, в котором профильная заготовка вновь прокатывается без оправки с наружной и внутренней конфигурацией, соответствующей профилю изделия (см, фиг, 2 г), После этого 15 заготовки оси подвергаются термомеханическому...