B24C 1/00 — Способы пескоструйной обработки; применение вспомогательного оборудования в связи с такими способами
Способ гидроабразивной обработки деталей

Номер патента: 1108003
Опубликовано: 15.08.1984
Авторы: Вишнев, Гузман, Корвяков, Умнов
МПК: B24C 1/00
Метки: гидроабразивной
...на исходной поверхности 3, имеется информация о величине припуска ЛЬ, определяющего заданную поверхность 5. Двухкоординатный стол имеет возможность плавного перемещения вдоль оси У, параллельной направлению строки 4 сканирования, и дискретного перемещения вдоль оси, с целью установки центра следа 6 факела гидроабразивной струи 7, формируемой неподвижным соплом 8, на заданную строку 4 сканирования,Сущность способа заключается в том, что поверхность заготовки 2 построчно сканируют гидроабразивной струей 7. При этом скорость ( Ч) относительного перемещения струи гидроабразива 7 и заготовки 2 обратно пропорциональна величине припуска Ь В,В идеальном случае Ь.Ь = Ьс, где Ьсвысота слоя снимаемого материала являетсяфункцией следующих...
Способ образования гидроабразивной струи

Номер патента: 1117202
Опубликовано: 07.10.1984
Автор: Булкин
МПК: B24C 1/00
Метки: гидроабразивной, образования, струи
...последний при взаимодействии с поверхностью обрабатываемого изделия оказывает на нее не только ударное действие, цо и срезающее, т. е. длина рабочего пробега абразивных частиц по поверхности обрабатываемого изделия существенно увеличивается, а поток абразива (получена гидроабразивная струя) оказывается подобным шлифовальному кругу.На фиг. 1 схематично изображено сопло и гидроабразивная струя, продольный раз рез; на фиг. 2 -- разрез ББ на фиг. 1. С помощью концентрично расположенных конических патрубКов 1 - -4 сопла создают кольцевой поток 5 абразива низкого давления (3 - 4 кг,см 2) и два ор гничивающих его снаружи и изнутри колыб вых потока энергоносителя-жидкости (воды) высокого давления (150 - 200 кг/см 2): наружный 6 и внутренний 7...
Способ гидроабразивной обработки деталей

Номер патента: 1122494
Опубликовано: 07.11.1984
МПК: B24C 1/00
Метки: гидроабразивной
...обработки.Указанная цель достигается тем,что рабочей струе сообщают копебательные движения и с двух противоположных сторон воздействуют на неепотоком силового агента, причем воздействие осуществляют попеременнос каждой стороны и синхронно колебаниям рабочей струи,На чертеже изображена схема реализации предлагаемого способа.В зажимное приспособление 1 устанавливается деталь 2, которая при перемещении опоры 3 подвергается гидроабразивной обработке. Процесс обработки происходит путем подачи на .деталь 2 высокоскоростной гидроабразивной струи из сопла 4 струйного аппарата, в котором происходит разгон компонентов струи: воздуха из жиклера 5 и суспензии из кольцевой полости 6. При подаче в штуцер 7 .пневмовибратора 8 сжатоговоздуха, последний...
Способ абразивоструйной обработки деталей

Номер патента: 1127751
Опубликовано: 07.12.1984
Авторы: Дрозд, Иванов, Пилипенко
МПК: B24C 1/00
Метки: абразивоструйной
...внд сверху.Из сопел 1 и 2 на обрабатываемую деталь 3 подают плоские веерообразные струи 4 и 5 абразивных частиц, симметрично наклоненные в противоположные от нормали к плоскости детали стороны. Обработку детали 3 начинают с одного из ее концов путем перемещения детали под струями в направлении, указанном стрелкой 6, перпендикулярном нормали А - А. При перемещении детали на ее поверхности частично обрабатывается полоса 7, ширина которой равна ширине Б следа струй. Затем смещают сопла 1 и 2 поперек направления движения детали, обозначенного стрелкой 6, на половину ширины следа струи Б и перемещают деталь в обратном направлении, обозначенном стрелкой 8. При этом на поверхности детали обрабатывается полоса 9, причем полосы 7 и 9...
Способ измерения интенсивности обработки дробью

Номер патента: 1151439
Опубликовано: 23.04.1985
Авторы: Карманский, Касаткин, Смирнов, Щетинин
МПК: B24C 1/00
Метки: дробью, интенсивности
...ма-териала, например плоской пружины.Чтобы поверхностные слои контрольной пластины не деформировались при обработке дробью, резина 1 наклеивается на контрольную пластину с двух сторон, В измерительном приспособлении контрольная пластина крепится консольно с помощью зажимов 4.Измерение интенсивности процесса. обработки дробью осуществляется сле- З 0 дующнм образом.До обработки к свободному концу пластины прикладывают сосредоточенную силу Р и через определенные интерваля замеряют величину приложен ного усилия и показания датчика прогиба. По результатам измерения строят график зависимости усилия У (мм) от сосредоточенной силы Р. Затем пластину загружают и склерометром 40 с упругим отскоком шарика производят измерение коэффициента...
Способ абразивной доводки однолезвийного режущего инструмента

Номер патента: 1168395
Опубликовано: 23.07.1985
Авторы: Исмагилов, Костин, Оренбуров, Репин
МПК: B24C 1/00
Метки: абразивной, доводки, инструмента, однолезвийного, режущего
...поверхности 11 длиной 5 от точки О до точки Оэ (фиг. 4). Пульпа 7, состоящая из суспензии и абразивных зерен, засасывается из бака 18 сжатым воздухом 19, который, истекая из форсунки 20, закрепленной на оси 21, установленной во втулке 22, закрепленной посредством опоры 23 на станине 9, создает ра режение. Под действием нормальной к периферийной поверхности 11 составляюцая Р" давления Р гидроабразивной струи 16 на инструмент 1 он рабочей поверхностью 10 поджимается к периферийной поверхности 11 абразивного круга 12 (фиг. 3), а иод действием касательной к периферийной поверхности 11 составляюшей Р, давления гидроабразивной струи 16 Р на абразивный круг 12 создается крутящий момент Мк= Р Ф 2. Под воздействием Мр абразивныи круч 12...
Способ контроля процесса обработки дробью

Номер патента: 1174240
Опубликовано: 23.08.1985
Автор: Петросов
МПК: B24C 1/00
...1 под поток дроби 4 в образце 2 возникают напряжения, которые стремятся изогнуть его в сторону потока дроби 4. Динамометрическое устройство реагирует на это, например, посредством тензодатчиков, датчиков давления и др., изменяет усилие Г на контрольный образец 1 пропорционально воздействию потока дроби 4, препятствуя деформации образца 1 и сохраняя его в исходном положении. При этом самописец, связанный с динамометрическим устройством, записывает кривую зависимости усилия Г, прикладываемого к контрольному образцу 1 для удержания его в исходном положении, от времени обработки дробью. В результате по кривой, полученной при обработке одного контрольного образца без остановки процесса и съема образца с оправки 2, оценивают режим...
Способ определения площади следа струи

Номер патента: 1215966
Опубликовано: 07.03.1986
Авторы: Берелет, Гришин, Морозенко, Проволоцкий
МПК: B24C 1/00
...определение формы и плоШади следа струи. Зная эти: параметры, можно назначить определеное количество проходов при обработке деталей. При этом важно, какую плошадь можна обработать за один проход, насколько распыляется цилиндрическая или плоская струя, превращаясь в коническую, особенно при обработке струями с большой длиной, с углами атаки менее 45.Для этих целей выбирается контрольный образец из прозрачного материала, например, из стекла, размеры которого должны быть в 2-3 раза больше площади среза сопла. Под контрольный образец подкладывают фотопластинку, предохраняя ее от засвечивания, Контрольный образец вместе с фотопластинкой закрепляют в гидроабразивной установке. Струйному аппарату создают условия, аналогичные условиям, при...
Способ абразивной обработки наружной поверхности

Номер патента: 1215967
Опубликовано: 07.03.1986
Автор: Мчедлов
МПК: B24C 1/00
Метки: абразивной, наружной, поверхности
...покрытий.Цель изобретения - повышение качества обработки поршневых колец путем исключения наклепа обработанной поверхности, что достигается в результате подачи потока рабочего агента касательно к обрабатываемой поверхности и экранирования части поверхности заготовок от соударений с частицами, направленными по нормали к поверхности заготовок.На фиг,1 показана схема гидроабразивной обработки пакета поршневых колец; на фиг.2 - вид А на фиг.1.Предлагаемый способ заключается в том, что подлежащие обработке заготовки поршневых колец 1 кассетируют в пакет 2, которому сообщают принудительное вращение относительно продольной оси 3. Вращение пакета 2 осуществляют в направлении движений потока 4 рабочей среды, поступающего из щелевого сопла...
Способ дробеструйной обработки

Номер патента: 1217644
Опубликовано: 15.03.1986
Авторы: Дзедзюля, Наумов, Рядовой
МПК: B24C 1/00
Метки: дробеструйной
...вфакелеСтепеньочистки 30 40 50 60,65 75 80 0,56 0,61 012 019 024 032 041 0,78 Хорошее Удов- летУдовлет- Хоровори- шеетельная Удовлетворительная Хоро- шее Хоро- Хорошее шее вори- тельная ВИИЮИ Закав 1046/19 Тирли 739 ПоПлисиов аиливл нпП "патаит, т.уиторол, тл.Прокатила, 4 1Изобретение относится к дробе" струйной обработке деталей.Цель изобретения - повышение ка" честна обработки путем равномерного распределения дроби в потоке.Предлагаемый способ дробеструйной обработки заключается в следующем.На факел дроби действуют с двух сторон воздушным потоком, движущимся по синусоидальному закону. Скорость движения, воздуха 6-.25 м/с.Экспериментально установлено, что в этом случае достигается равномерное распределение дроби на по" верхности...
Способ формирования гидроабразивной струи

Номер патента: 1237403
Опубликовано: 15.06.1986
Авторы: Морозенко, Проволоцкий
МПК: B24C 1/00
Метки: гидроабразивной, струи, формирования
...чем при способе, по которому вместо аэрозоли используют жидкость. За счет большой скорости движения суспензии (30-100 м/с) частицыаэрозоли не успевают конденсироватьв сплошной поток, так как скоростьконденсации значительно меньше укаэанной .скорости потока. При такойсхеме соударения каждая частица аэрозоли,и абразивные частицы соударяютсяс обрабатываемой поверхностью и выполняют работу разрушения, после чегс отражаются от детали, удаляясьиз зоны соударения, уступая место последующим частицам потока. ВажнымФактором является установление размера частиц аэрозоли, Установлено,что слишком большие частицы приводятк тому, что абразивные частицы утопают в капельках жидкости, что тормозит их продвижение к обрабатываемой поверхности, При...
Способ обработки деталей абразивной средой

Номер патента: 1273238
Опубликовано: 30.11.1986
Автор: Епанчинцев
МПК: B24C 1/00
Метки: абразивной, средой
...колеса при его вращении водну сторону.Шероховатость поверхности послеобработки 9-10 класс по ГОСТ 2789-73. 238 2торцов. Для смены обработанно 1"о зубчатого колеса 2 корпус 3 поворачивают вокруг оси 5, поднимая зубчатое колесо из абразивной суспенэии, После замены зубчатого колеса или комплекта колес весь процесс повторяют,Рабочие параметры способа обработки могут быть самыми различными в зависимости от диаметра обрабатываемого зубчатого колеса и давления сжатого воздуха и могут быть подобраны опытным путем.Начало образования вакуума во впадинах зубьев зубчатого колеса находится по известной формуле для определения скорости точки на ободе махо- вика Ры ФРпЧ = ----- м/с 2 60 ф Р - диаметр венца зубчатого колеса, который...
Способ струйной гидроабразивной обработки деталей

Номер патента: 1294587
Опубликовано: 07.03.1987
Авторы: Лощинин, Минеев, Решетников
МПК: B24C 1/00
Метки: гидроабразивной, струйной
...и поверхности 3 детали 1.Эффективность обработки определяется амплитудой колебания пластины, равной А = Ь -Ь , которую устанавливают исходя из следующих условий: при максимальном удалении Ьм пластины 6 от обрабатываемой ммповерхности детали 1 должно обеспе чиваться свободное заполнение зазора между обрабатываемой поверхностью 3 и пластиной 6 гидроабразивной суспензией, равной по объему суммарному расходу суспензии через сопла 2, а при минимальном сближении Ь пластины - должно обеспечиваться полное силовое выдавливание отраженного потока суспензии из зазора. 7 2Частоту колебаний пластины устанавливают в диапазоне 1-2 исходяиз требований к качеству обработки.П р и м е р, Производилась гидроабразивная обработка образцов деталей (печатных...
Способ формирования рабочей струи при струйной обработке

Номер патента: 1294588
Опубликовано: 07.03.1987
Автор: Коваль
МПК: B24C 1/00
Метки: обработке, рабочей, струи, струйной, формирования
...7 15Устройство работает следующим образом.Подводимый к камере 1 ожижающий агент поступает в воздуховод 7 к направляющему элементу 3 и к полностью открытому регулировочному клапану 6, в результате чего заполняется ожижающим агентом камера 1 устройства и транспортный трубопровод 5,в котором, 25 устанавливается определенная скорость движения потока, В этом случае смесь не образуется, так как поступление в камеру 1 ожижающего агента через направляющий элемент 3 практически отсутствует, в камере 1 поддерживает О ся постоянство давления, а в тран-. спортном трубопроводе 5 - постоянство скорости патока за счет поступления ожижающего агента через полностью открытый регулировочный клапан 6. Это 35 соответствует режиму, при котором в...
Способ абразивоструйной обработки внутренних поверхностей деталей

Номер патента: 1301673
Опубликовано: 07.04.1987
Авторы: Благовещенский, Диченко, Притченко, Яценко
МПК: B24C 1/00
Метки: абразивоструйной, внутренних, поверхностей
...схема явления, возникающего при воздействиидвух теоретически равных по интенсивностиспиралевидных потоков энергоносителя напорцию абразивного материала, находяцегося в полости обрабатываемой детали; нафиг. 2 - принципиальная схема изменения интенсивностей спиралевидных потоков зуя разряжение вблизи оси детали 5. При встрече этих потоков осевые составляющие их скоростных напоров противодействуют друг другу и уравновешиваются в зоне, называемой зоной динамического равновесия.Абразивный материал 6, находящийся в полости обрабатываемой детали, приводится во вращение спиралевидными потоками 1 и 2 сжатого воздуха и концентрируется в зоне динамического равновесия в виде вращающегося кольца свободного абразива некоторой ширины Ь, зависимой...
Способ гидроабразивной обработки эвольвентных зубчатых колес

Номер патента: 1373550
Опубликовано: 15.02.1988
Авторы: Васенков, Кригер, Шарипов
МПК: B24C 1/00
Метки: гидроабразивной, зубчатых, колес, эвольвентных
...перемещения зубчатой рейки 5 щелевой канал 7, имеющий форму сопла Лаваля с критическим сечением 8 (фиг. 3), образуется вдоль правой или вдоль левой эвольвентной поверхности зуба колеса. Для исключения утечек суспензии иэ щелевого канала по всей длине рейки 5 закреплены планки 9 (фиг. 2), контактирующие по торцам с зубьями 10 колеса 6. Зубчатое колесо 6 установлено на валу 11 с возможностью свободного вращения. Зубчатая рейка 5 связана с приводом ее возвратно-поступательного перемещения и имеет щелевые отверстия 12, выполненные равномерно между зубьями рейки При движении рейки 5 в направляющих 4 отверстия 12 последовательно сообщаются с каналом 2 сопла 1, причем подача суспензии из соплав каждое из отверстий 12 осуществляется...
Способ изготовления отверстий и устройство для его осуществления

Номер патента: 1388267
Опубликовано: 15.04.1988
Авторы: Александров, Савватеев, Хаметов
МПК: B24C 1/00
Метки: отверстий
...среды. С наружной (рабочей) стороны цилиндрическая насадка снабжена герметизирующей прокладкой 11 для обеспечения плотного прилегания рабочей головки к обрабатываемой поверхности материала, что является необходимым условием для осуществления способа, в частности для подачи рабочей среды в строго определенное место (место сверления отверстия), а также для удаления отработанной рабочей среды через штуцера отвода 8. Прокладка 12 служит для герметизации камеры 4, а контргайка 13 - для регуфлировки степени разряжения в камере 4. 10 15 20 25 30 35 40 45 Устройство плотно прижимают рабочей головкой с насадкой к обрабатываемой поверхностиВ момент сверления струя рабочей среды выбрасывается через эжектор 6, фокусируется цилиндрической насад" кой...
Способ дробеструйной обработки металлических поверхностей

Номер патента: 1395467
Опубликовано: 15.05.1988
Автор: Ефимов
МПК: B24C 1/00
Метки: дробеструйной, металлических, поверхностей
...струи дроби, а именно ее скорости, массы дробинок, длины факела дроби, так и с учетом параметров импульсного электрического поля: частоты следования импульсов. тока, их длительности и амплитуды, уровня напряжения и мощности источника поля,При обработке согласно способу суммарное воздействие рабочей среды на обрабатываЕмую поверхность обусловлено электрической эрозией материала обрабатываемой поверхности с локальным высокотемпературным нагревом разрядом до 10 С, с электростатическим силовым воздействием на пленки окислов и красок, обусловлечным высоким значением градиента электрического поля, а также взрывЪ ным воздействием ударных электро- разрядных волн в зоне обработки, направленных по касательной к поверхности.Превалирование той...
Способ контроля активной зоны обработки

Номер патента: 1397265
Опубликовано: 23.05.1988
Авторы: Бондаренко, Величко, Гришин, Жолнерчик, Нестеренко, Подмогильный, Проволоцкий
МПК: B24C 1/00
...звука на частотах 40 - 315 и 1000 в 16 Гц одновременно для определения зоны встречи потоков рабочих агентов обусловлена тем, что, например, в местах изгибов (участок 11, фиг. 1) также происходит изменение интенсивности звука на частоте 40 - 315 Гц, вызванное повышением турбулентности одной из струй суспензии. Однако значительных изменений скорости струи при этом не наблюдается, и интенсивность звука на частоте 1000 в 16 Гц сохраняется неизменной, Таким образом, для характеристики зоны встречи струй рабочих агентов необходимо одновременное изменение интенсивности звука на двух частотах указанных диапазонов, так как изменение интенсивности звука на одном из диапазонов частот не определяет активной зоны обработки.Пригер,...
Способ абразивоструйной обработки деталей

Номер патента: 1404309
Опубликовано: 23.06.1988
Авторы: Головин, Дрозд, Иванов, Ивченко, Собко
МПК: B24C 1/00
Метки: абразивоструйной
...производится при постоянном угле встречи р, но в переменном направлении Ксопла 7 и 9 работают в одном направлении, а 8 и 10 - в другом).Ширина гидроабразивной струи, создаваемой каждым щелевым соплом 7- 1 О, определяется углом расхождения ,К струй 11-24, который зависит от геометрических размеров сопла и режимных параметров обработки.Уголвстречи струй 11-14 с поверхностью обрабатываемой детали 1 выбирается в зависимости от физических свойств материала детали 1 и требуемого качества поверхности из диапазона 30-60 по отношению к поверхоности детали при условии сохранения постоянства величины наклонной дальности, т.е, кратчайшего расстояния от среза щелевого сопла до места обработки на детали, Для мягких сплавов, например алюминиевых...
Способ струйной обработки

Номер патента: 1450989
Опубликовано: 15.01.1989
Авторы: Карпеченко, Кулебякин, Покрывайло, Товчигречко, Шульман
МПК: B24C 1/00
Метки: струйной
...реализуется в устройстве, содержащем источник 1 сжатого газа, соединен, ный с емкостью 2 для раствора полимерно.го материала, например полиэтиленоксида. 5 Емкость 2 соединена с соплом 3 трубопроводами 4 и 5, имеющими дросселыие регуляторы 6 расхода, В корпусе сопла 3 выполнен кольцевидный щелевой канал 7, сообщающийся посредством трубопровода 5 с емкостью 2. По оси сопла 3 закреплена трубка 8, канал которой также сообщен с емкостью 2, Центральный канал 9 сопла 3 выпол нен с сужающимся выходным отверстием 1 О.Поток гидроабразивной суспензии, разгоняемый давлением жидкости От насосной станции (станция не показана), подают в центральный канал 9 сопла 3, формируя ми сдвиговых напряжений растяжения обеспечивается насыщение ядра...
Способ резки гидроабразивной струей

Номер патента: 1459908
Опубликовано: 23.02.1989
Авторы: Ковалев, Петухов, Тихомиров
МПК: B24C 1/00
Метки: гидроабразивной, резки, струей
...окончательную пробивку гидроабразивной струей 8 отверстия в бази-. 35рующем вкладьппе 2, соосного калиброванному отверстию 5 (Фиг.2). В пробитое во вкладьппе отверстие вставляют центральный патрубок 9 и Фиксируютего за счет упругого деформирования 4 Обазирующего вкладьппа 2 гайкой 3(фиг.З). При этом формирование гидроабразивной струи происходит в патрубке 9, отверстие которого соосноотверстию калиброванного отверстия 545П р и м е р. Для определения эффективности предлагаемого способарезки гидроабразивной струей былипроведены испытания. В отверстиекорпуса гидроабразивного сопла 1(фиг. 1) плотно устанавливают базирующий вкладьпп 2, изготовленный изрезины. Вкладьпп фиксируется накиднойгайкой 3. Затем через штуцер 4 ивыходное отверстие 5...
Способ очистки изделий

Номер патента: 1491682
Опубликовано: 07.07.1989
Авторы: Абрамов, Тельнов, Юдин
МПК: B24C 1/00
...ремонте изодается на очищаем поверхность иа. После оконтицами прделий, а готовл е може изводится очи ь использоваодцого хозяйчания процесса очистк и ои издел ия р о водой, причастицбатываемой яется за счет угих област изводится и этом удален (кристаллов поверхности ромывка е ие абрази соли) с ных бра изводитОчис собом о установ осуществл ия в воде их раствор смывания ествл ется с испольэодроабразивцой о е гидроабразивн анием ра бретеция отки реды качеств эти уста одный ра нем кри рмула и овки загружа насынный Способ очистки изделии, цри котоом формируют гидроабразивную среду з кристаллов легкорастноримых в воствор соли с на сталлами этой с щимис СУДАРСТВЕННЫЙ КОМИТЕТ ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ 1(71) Государствеццый всесоюзный...
Способ оценки распределения энергии в гидроабразивной струе

Номер патента: 1511092
Опубликовано: 30.09.1989
Авторы: Головин, Дрозд, Леско, Романов
МПК: B24C 1/00
Метки: гидроабразивной, оценки, распределения, струе, энергии
...точкам по способу-прототипу составляет:30 мин. При этом эпюра распределенияэнергии, полученная предлагаемым способом, значительно точнее.Пример 2. Способ использовали такжелля оптимизации параметра наклонной дальности (длины струи), обеспечивающей равномерность съема материала при очистке отокалины методом кавитационной импульснойгидроабразивной обработки с параметрами:лавление воды-энергоносителя 15 МПа; концентрация абразива 50 О; зернистость абразива 160 - 200 мкм; тип абразива - кварцевый песок.В зоне струи поочередно в двух взаимно перпендикулярных направлениях устанавли пластины из стали 12 Х 18 Н 10 Т толщиной 0,001 м через равные промежутки подлине струи. Таким образом получен рядэпюр распределения энергии абразива в гил 10 15...
Способ обработки рабочих колес насосов и устройство для его осуществления

Номер патента: 1555115
Опубликовано: 07.04.1990
Авторы: Залога, Калюжный, Коломиец, Парамей, Парфененко
МПК: B24C 1/00, B24C 3/08
Метки: колес, насосов, рабочих
...стороны (фиг. 4). Возле тыльной стороны застойная зона начинаетуменьшаться, последовательно открывая обрабатываемую поверхность. В конечном положении шторка перекрывает проходное сечение канала возле рабочей стороны лопатки (фиг. 5). Всю рабочую сторону закрывает застойная зона, тыльная - полностью открыта, Перемещение шторок позволяет управлять временем контакта абразивных частиц с участками обрагде О -5батываемых поверхностей таким образом, что на участках с меньшей интенсивностью съема припуска время контакта наибольшее, а на участках с большей интенсивностью оно наименьшее. Это дает возможность равномерно снимать припуск и повысить качество обработки.Для обеспечения равномерности съема припуска со стенок каналов колеса требуется...
Способ обработки деталей дробью

Номер патента: 1562112
Опубликовано: 07.05.1990
Авторы: Алеева, Байчурин, Смирнов
МПК: B24C 1/00
Метки: дробью
...убирают и на ее место устанавливают щелевую ловушку 6 так, чтобы продольная ось щели ловушки совпадала с линией центров 000" движущегося пятна потока дроби. В начальном положении пятно 5 потока дроби не должно перекрывать щель ловушки. Затем пятну и ловушке сообщают относительное перемещение с произвольной, заранее известной скоростью подачи о, и после полного прохождения ловушки под пятном потока дроби, т, е. примерно в положении 8, установку выключают. Ловушку извлекают из камеры и взвешивают массу Ядроби, собранной вЛ=(1 - Р, /Р,.)где Р -- наименьшая плотность потокадроби в зоне перекрытия пятен 1 полос) обработки, а именно полосы 10.Величину й находят по формуле 6=в1 - 0,01 Лг л) - 1,33 глили ли графику ааии.гси мости...
Способ струйно-абразивной обработки
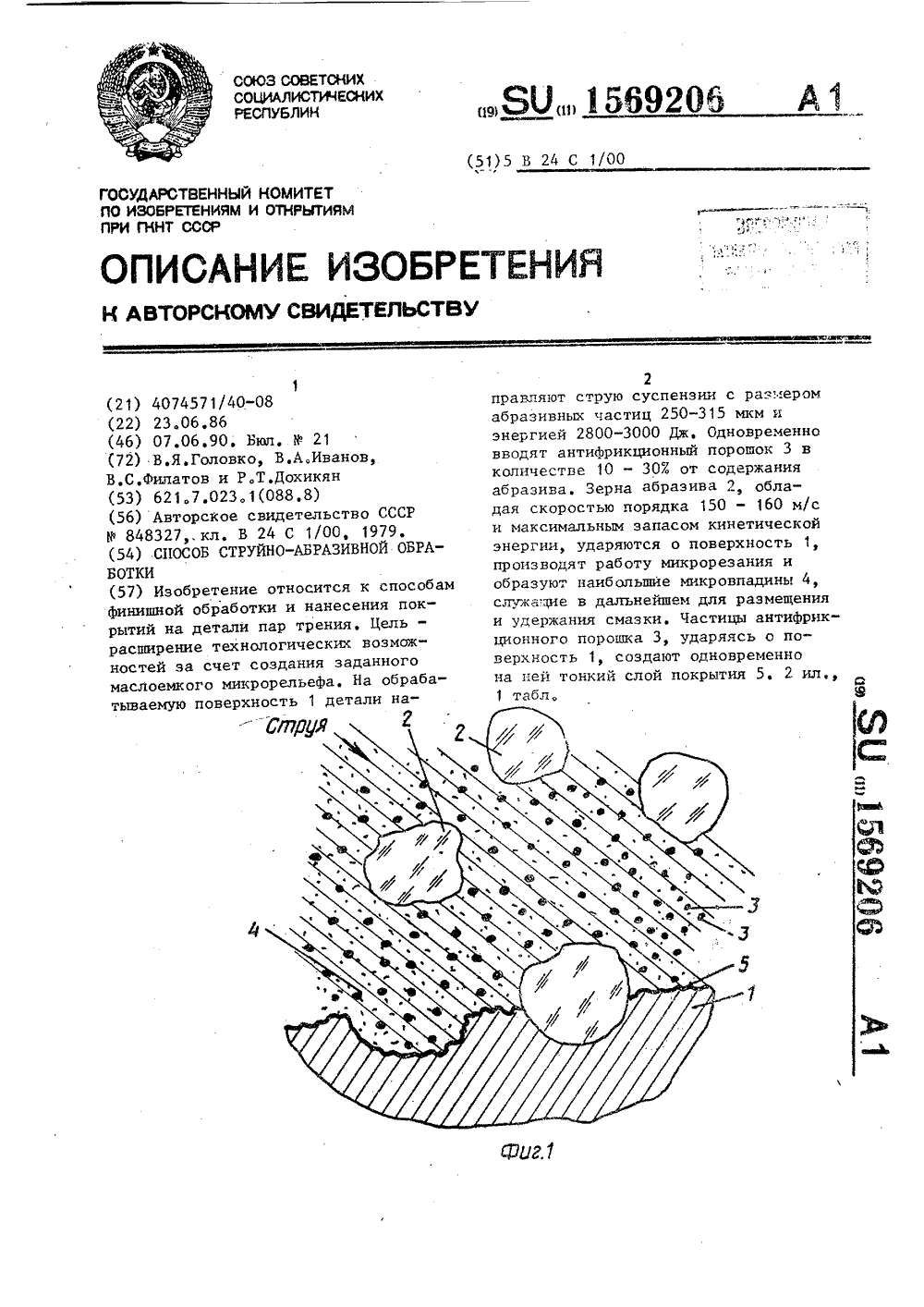
Номер патента: 1569206
Опубликовано: 07.06.1990
Авторы: Головко, Дохикян, Иванов, Филатов
МПК: B24C 1/00
Метки: струйно-абразивной
...антифрикционного порошка 3, ударяясь о поверхность 1, создают одновременно на ней тонкий слойпокрытия 5 с повышенными эксплуатационными свойствами,Указанные режимы обработки получены экспериментальным путем. Эксперименты проводились на станке модели33-161, оборудованном для работыспециально изготовленной оснасткой.Давление сжатого воздуха выдерживали в пределах 0,3-0,6 ИПа, в качестве абразива применяли карбид кремния зеленый марки 63 С, зернистостью5 - 50, Обработке подвергали образцы из стали ст3, установленные отсопла на расстоянии 80 мм. Результаты экспериментов приведены в таблице.Зависимость глубины микровпадинот размеров абразивных зерен подтверждается графиком (фиг. 2), построенным на основании изложенных втаблице данных.Как...
Способ обработки металлической поверхности

Номер патента: 1583190
Опубликовано: 07.08.1990
Авторы: Голышкин, Губайдуллина, Калачев, Нурутдинов
МПК: B08B 3/08, B24C 1/00
Метки: металлической, поверхности
...она получает ускорение и выходит иэ сопла со скоростью 50-120 м/с. КФАпредставляет собой смесь следующего состава, мас.7: фосфорная кислота 29,3; углекислый натрий 13,3; аммоний молибденово-кислый 0,385; синбанол ДСили ДС0,42; остальное - вода. Состав имеет рН 4,7+ 0,5, краевой угол смачивания 25сЧастицы абразивного материала, покрытые обеэжириваюше-пассивируюшим составом, летя со скоростью 50 120 м/с, скалывают окисную пленку с очищаемого металла, а так как поверхность частицы со всех сторон покрыта составом, то одновременно со скалыванием частица отслаивает от металлической поверхности загрязнения, а состав обезжиривающе-пассивирующего вещества вгоняется в микроуглубления. Каждая вслед летящая частица, ударяясь об очищаемую...
Устройство для гидроабразивной обработки зубьев зубчатых колес

Номер патента: 1602634
Опубликовано: 30.10.1990
Авторы: Айрапетов, Алибаев, Васенков, Шарипов
МПК: B23F 9/00, B24C 1/00
Метки: гидроабразивной, зубчатых, зубьев, колес
...эжекторы 18 и 19, подающие направленную струю сжатого воздуха через наклонные пазы 16,17, выполненные в уплотнительных планках 14,15, точно взону критического зазора Ь, имеющего сечение трапецеидапьной формы,Устройство работает следующим образом,Подлежащий обработке зуб зубчатогоколеса 10 и зубчатого колеса 11 устанавливают с зазором по двум сторонам двухсторонней зубчатой рейки 1между зубьяли 2,3, при этом число зубьев зубчатой рейки превышает числоодна часть правого эвольвентного профиля зубьев обрабатываембго зубчатого колеса 11. Далее выводят из зацепле." ния с зубчатой рейкойобрабатываемые колеса 10, меняют их местами, зубчатую рейку возвращают в исходно положение, и повторяют цикл обработки. После второго цикла получают...
Способ определения интенсивности воздействия потока дроби

Номер патента: 1611716
Опубликовано: 07.12.1990
Авторы: Карманский, Касаткин, Смирнов, Щетинин
МПК: B24C 1/00
Метки: воздействия, дроби, интенсивности, потока
...неподвижной опоре отличается большей жесткостью, то практически, целесообразней раскреплять пластинуна подвижной опоре, После раскрепления измеряют появившийся Остаточный 40прогиб У (фиг. 2) раскрепленногоКрая относительно зажатого и по этому прогибу определяют неравномерностьдвухстороннего воздействия потока наобе стороны контрольной пластины, а 45следовательно, и поверхностей детали,которые в данный момент находятсяили при последующей обработке дробью будут находиться в зонах расположения кбнтрольных пластин,50Определение единичной разностивнутренних сил, вносимых обработкойдробью на каждую сторону обрабатываемой детали, характеризующую степеньнеравномерности, производят по форму- ле 1 Е Н Р .= 1( )г 3 1-И 1 кп-едиичная...