B23K 37/06 — для принудительного формирования расплавленного металла (шва), например для удержания его на требуемом участке пространства
Способ электрошлаковой сварки деталей одинакового сечения

Номер патента: 152265
Опубликовано: 01.01.1962
Авторы: Лычко, Сидорец, Сущук-Слюсаренко
МПК: B23K 25/00, B23K 37/06
Метки: одинакового, сварки, сечения, электрошлаковой
...ст в относительно их общей вертикальной оси.Это повышает производительность процессаНа фиг. 1 показана сборка свариваемых ст г. 2 - отсечение металлической ванны от шлаковой.В кармане 1 первой детали 2 разводят электрошлаковый процесс и ведут сварку обычным способом. После полной заварки шва первой детали 2 при достижении зеркалом металлической ванны линии А-А (шлаковая ванна в это время почти полностью входит в стык выше лежащей детали) производится отсечение металлической ванны от шлаковой путем смещения уже сваренной детали 2 совместно с медными охлаждаемыми водой надставками д в направлении, указанном стрелкой В на фиг. 2. Дальше производится заварка детали 4, отсечка металлической ванны от шлаковой и т. д. без прекращения...
157023

Номер патента: 157023
Опубликовано: 01.01.1963
МПК: B21C 37/08, B23K 25/00, B23K 37/06
Метки: 157023
...стыкового шва размещают неравномерно, больше в зоне потолочного участка, а также на участке замыкания швов в нижнем положении.На чертеже изображен плавящийся мундштук олнецця электрошлаковой сварки неповоротцых стыковых швог способом.Необходимым условием для получения сварного шва высокого качества является поддержание одинаковой глубины шлаковой ваццы в процессе сварки, для чего флюс в плавящемся мундштуке размещают неравномерно, Флюс сосредоточивают в частях 1, которые плавятся при сВярке потолочного участка стыка, я также Н 2 чястке о заз 1 ык 1- нця швов в нижнем положении. Кроме того, ца участках 1 и 2 замыкания швов сечение плавящегося металлического тела мундштуков ЫЯКСИМЯЛЬЦО РЯЗВИВ 21 ОТ 112 ПРЦМЕР, С ПОМОЩЫО ЦЯКЛЯДОК о 1 ТО...
160785

Номер патента: 160785
Опубликовано: 01.01.1964
МПК: B23K 25/00, B23K 37/02, B23K 37/06
Метки: 160785
...электродом, когда электрод имеет ширину, равную толщине свариваемого металла, и непрерывно подается в зону сварки.По описываемому способу электрод имеет ширину, превышающую толщину свариваемого металла. Это позволяет вести сварку при неподвижном электроде.На чертеже изображена схема процесса сварки по описываемому способу.Между свариваемыми элементами 1 и 2 располагается неподвижный пластинчатый электрод 3, ширина которого превышает толщину свариваемых элементов. Кристаллизаторы 4 и о плотно прилегают к свариваемым элементам 1 и 2 и выполнены таким образом, что в верхней части они охватывают плавильное пространство, свободно пропуская электрод, а в нижней части имеют плоскую форму и формируют шов.Сварка осуществляется...
Способ сварки плавлением

Номер патента: 164089
Опубликовано: 01.01.1964
Автор: Ищенко
МПК: B23K 37/06, B23K 9/00
Метки: плавлением, сварки
...шва при одностороннем доступе к нему благодаря созданию разности давлений по обе стороны шва.Такое осуществление способа улучшает формирование шва при сварке изделий, позволяет сваривать плавлением изделия с большой толщиной стенки без разделки кромок стыка.Предложенный метод формирования шва путем создания разности давлений с внутренней и наружной сторон шва позволяет получить давление, достаточное для активного формирования сварного шва, Для этого стык с наружной или внутренней стороны заключают в газонепроницаемую камеру, расодписная группа11 положение которои зависит от характера работ. Для того чтобы воздух пе просачивался в камеру через зазор в стыке, стыкуемое место предварительно проварнвают ниточным5 швом.В камере по...
Устройство для однопроходной автоматической

Номер патента: 184373
Опубликовано: 01.01.1966
Авторы: Казацкий, Квитковский, Мельник
МПК: B23K 37/02, B23K 37/06, B23K 9/10 ...
Метки: автоматической, однопроходной
...снабжена автономным элводом, связанным схемой синхроэлектроприводом сварочного автомадостигается необходимое положени Й АВТОМАТИЧЕСКОЙЛОТНИЩ рующего ползунз 3 относительно головки автомата Б при различных скоростях сварки.Синхронное перемещение сварочного автомата и головки можно осуществить при помо щи силовой следящей системы скоростногокласса, пользуясь схемами, разработанными для подобных целей.Например, можно применить схему длясинхронизации двух независимых валов с ис пользованием преобразователя продольно-поперечного поля и магнитного усилителя, что позволяет с достаточной точностью осуществить синхронизацию в большом диапазоне скоростей. Каретка должна быть снабжена 15 достаточно мощным электроприводом, обеспечивающим плавное...
179400

Номер патента: 179400
Опубликовано: 01.01.1966
МПК: B23K 25/00, B23K 37/06, B23K 9/04 ...
Метки: 179400
...Глубину и объем шлаковой ванны поддерживают постоянными, По краям наплавляемой детали б устанавливают медные формирующие пластины 7, которые возвышаются над наплавляемым изделием на толщину наплавки 40 - б 0 мм и могут быть как подвижными, т. е. перемещающимися относительно детали, так и неподвижными.На некотором расстоянии от поверхности наплавляемого изделия движется дозатор флюса 8, обеспечивающий подслой флюса; за ним - дозатор легирующей шихты 9, который своей передней частью выравнивает поверхность насыпанного ранее подслоя 11 и высыпает нужную дозу легирующей шиХты 4, дозатор 10 засыпает слой легирующей шихты флюсом 5.Достоинства предложенного способа:возможна наплавка слоев твердых сплавовтолщиной 5 - 40 мм и более за один...
Устройство для формирования кольцевых швов при сварке цилиндрических резервуаров

Номер патента: 179862
Опубликовано: 01.01.1966
МПК: B21C 37/00, B21D 39/04, B23K 37/06
Метки: кольцевых, резервуаров, сварке, формирования, цилиндрических, швов
...в обратную сторону со скоростью, 2 восстанавливающей нормальное вертикальное положение ползу па.Описываемое устройство позволяет формц. ровать внутреннюю сторону кольцевого шва как открытых, так и закрытых резервуаров, 3 повысить производительность сварки и качество сварных швов.Устройство для формирования кольцевых швов прп сварке цилиндрических резервуаров изооражецо ца чертеже.Медный ползуц 1 с цажцмной пружиной 2, винтовым мехаш 5 змом 3 радиальной регулировки и маятниковым датчиком 4 установлены на редукторе 5, соединенном с электродвигателями 6, и образуют вместе одну качающуюся систему, подвешенную с помощью оси 7 па треножник 8. В случае нормальной работы ред 1 ктор с электродвигателями выполн 51 ют роль противовеса,...
197803

Номер патента: 197803
Опубликовано: 01.01.1967
Автор: Сафонников
МПК: B23K 37/06
Метки: 197803
...массу. Снегообразную массу прессуют или же блоки (брикеты) твердой углекислоты образуются непосредственно в специальных генераторах 8, После этого цикл повторяется сначала. ирующи тся от известводят газообтрицательнуюаждения осудвижения охСпосоо охлаждения ф блений при сварке п зличных металлов, от ормирующих приспоавлением и плавкс ичающийся тем, что,Известен способ охлаждения фприспособлений водой.Предложенный способ отличаеного тем, что охлаждение произразными смесями, имеющими отемпературу, причем процесс ох:ществляют замкнутым цикломлаждасмого газа. Это позволяет снизить дефекты в сварных соединениях и тем самым повысить качество сварки, а также улучшить условия труда и повысить надежность эксплуатации оборудова. ния с точки...
202405
Номер патента: 202405
Опубликовано: 01.01.1967
Авторы: Дудко, Ковалев, Мисюренко
МПК: B23K 37/04, B23K 37/053, B23K 37/06 ...
Метки: 202405
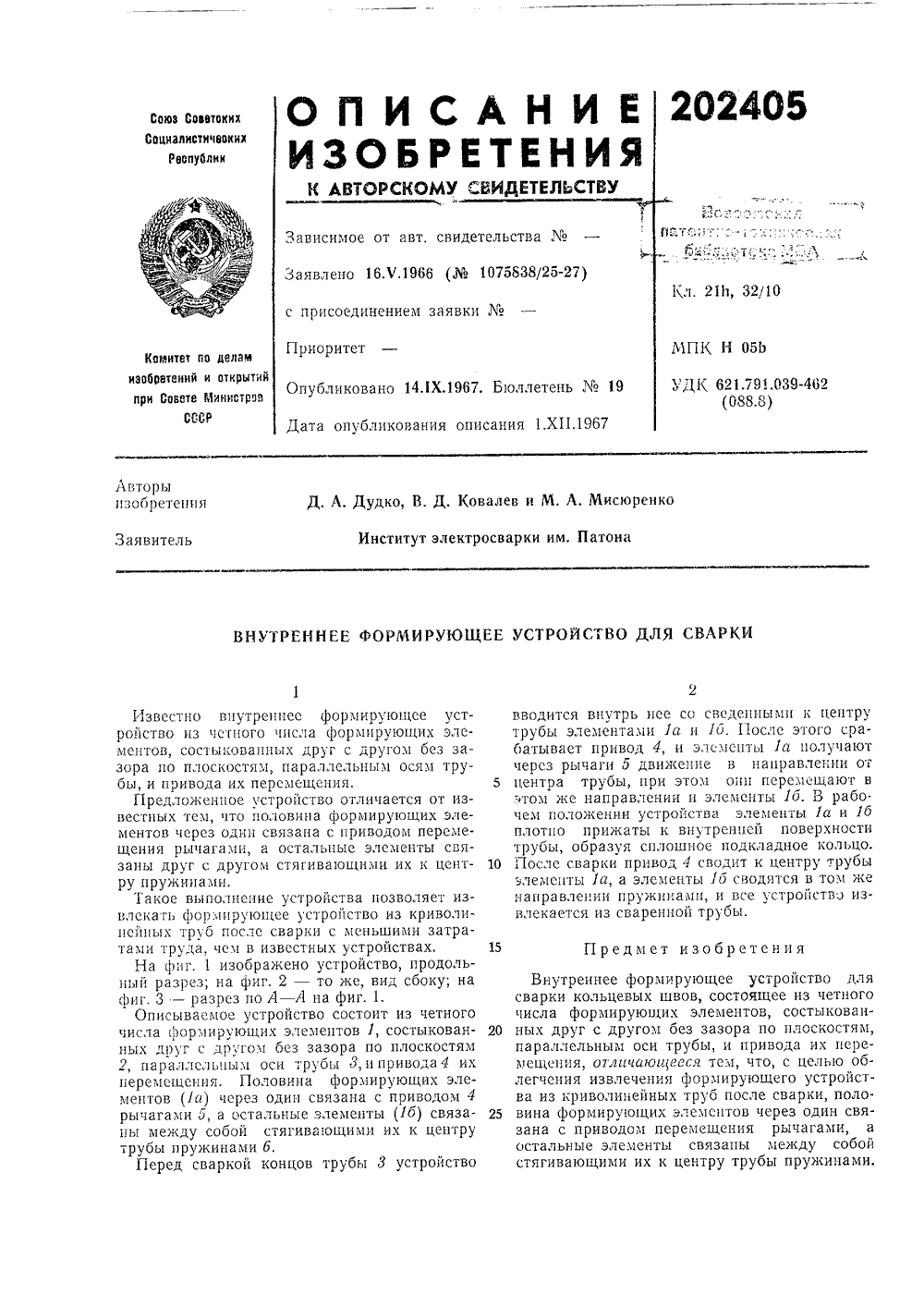
...состыкованных друг с другом без зазора по плоскостям, параллельным осям трубы, и привода их перемещения.Г 1 редложенное устройство отличается от известных тем, что половина формирующих элементов через одип связана с приводом перемещения рычагами, а остальные элементы связаны друг с другом стягивающими их к центру пружинами.Такое выполнение устройства позволяет изьлекать формирующее устройство из криволинейных труб после сварки с меньшими затратами труда, чем в известных устройствах.На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - то же, вид сбоку; на фиг, 3 - разрез по А - А на фиг. 1.Описываемое устройство состоит из четного числа формирующих элементов 1, состыкованных друг с другом без зазора по плоскостям 2,...
Устройство для электрошлаковой сварки

Номер патента: 206775
Опубликовано: 01.01.1968
Автор: Яковлев
МПК: B23K 25/00, B23K 37/06
Метки: сварки, электрошлаковой
...подачи пр 5 тем, что,ных шво шарнирно зуна и сн ми угла н 0 локи, Известны устройства для электрошлаковой сварки, содержащие формирующий ползун, охлаждаемый водой, и приспособления для направления присадочной проволоки в зону сварки,В предлагаемом устройстве в отличие от известных направляющие приспособления шарнирно установлены на верхней части ползуна и снабжены механизмами, с помощью которых регулируется угол подачи присадочной проволоки.Регулирующий механизм может быть выполнен в виде кронштейна, жестко связанного с направляющим приспособлением и снабженного винтовой парой, гайка которой шарнирно установлена в кронштейне, а винт шарнирно связан с ползуном.Угол подачи присадочной проволрочную ванну изменяется в завистолщины...
Устройство для удержания жидкого металла

Номер патента: 210974
Опубликовано: 01.01.1968
МПК: B23K 37/06
Метки: жидкого, металла, удержания
...ЖИДКОГО МЕТАЛ редмет изобретения жидкого метличающееся кого металла расположеныразные стоощееся тем, сварки издео второй панад швом и оси шва. Известно устройство для удержания жидкого металла, окруженного воздухом, посредством электромагнитных сил, создающихся двумя индукторами, один установлен под жидким металлом, другой над ним. Такое устройство не обеспечивает удержания жидкого металла сварного шва, так как шов с двух сторон заключен в твердый нерасплавленный основной металл,Цель изобретения - обеспечить удержание жидкого металла шва меисду свариваемыми твердыми участками металла, Достигается это тем, что в предложенном устройстве индукторы расположены под швом и смещены в разные стороны от его оси. В случае сварки изделий малой...
Форма для ванной сварки

Номер патента: 211702
Опубликовано: 01.01.1968
Автор: Пахомов
МПК: B23K 25/00, B23K 37/06
...над свариваемыми стержнями в процессе сварки,Ползуны выполнены в виде фигурной медной детали, верхняя часть которой представляет собой пластину с запрессованными в нейвтулками, образующими направляющие пазы,а нижняя часть имеет углубление с радиусом,идентичным радиусу свариваемых стержней. 15Это дает экономию присадочного материала иулучшает качество сварного соединения,На чертеже схематически изображена форма для ванной сварки,Свариваемые стержни 1 устанавливают в 20форме, содержащей медную скобу 2 для формирования нижней и боковой части шва. Намедной скобе размещены металлические пластины 3 с направляющими штырями 4, на которых закреплены медные ползуны 5 с запрессованными втулками б,1. Форма для ванной сварки стыковых...
Внутренняя оправка для сварки продольных швовтруб

Номер патента: 219045
Опубликовано: 01.01.1968
Авторы: Гаркалюк, Мошкин, Скачко
МПК: B21C 37/08, B23K 37/053, B23K 37/06, B23K 9/02 ...
Метки: внутренняя, оправка, продольных, сварки, швовтруб
...опирается на ролики 7 клетей стана. Каждый корпус 4 распорными рычага ми Б шарнирно соединен с общей втулкой 9,благодаря чему в радиальном направлении ролики 5 могут синхронно перемещаться, образуя своими наружными точками концентрические окружности. Выступы 3 и корпуса 4 10 роликов 5 являются плунжером и цилиндром(либо поршнем и цилиндром), При подаче давления (пневмо- или гидроприводом) в полость цилиндров ролики 5 поджимаются к внутренней поверхности трубы.15 При изменении калибра стана (при переходе на сварку труб другого диаметра) ролики 5 автоматически, без переналадки, по.вторяют калибр роликов клетей стана, сохра няя неизменной соосность внутренней оправкии стана. Штанга 1 имеет два дополнительных выступа 10, перпендикулярных оси...
Способ сварки металлов плавлением

Номер патента: 219714
Опубликовано: 01.01.1968
Авторы: Гаркалюк, Институт, Мошкин, Полухин, Скачко, Янченко
МПК: B23K 13/04, B23K 37/06
Метки: металлов, плавлением, сварки
...в зазор 20 ми присадочног формированием ми, отличаюи 1 и ния скорости св любом простра 25 и плавление св ного металла о таким образом,стях кромок и 30 текал во встречИзвестен способ сварки металлов плавлением с введением присадочного металла в зазор между свариваемыми кромками и принудительным формированием шва охлаждаемы. ми ползунами.Предлагаемый способ отличается тем, что свариваемые кромки и присадочный металл для нагрева и плавления подсоединяют к источнику тока высокой частоты таким образом, чтобы на смежных поверхностях кромок и присадочного металла ток протекал во встречных направлениях.Это повышает скорость сварки при вы ненни швов в любых пространственных п жениях.На фиг. 1 представлена схема сварки, осуществляемой...
Устройство для

Номер патента: 235881
Опубликовано: 01.01.1969
Автор: Рабинович
МПК: B23K 31/02, B23K 37/06
...Известны устройства, содержащие формирующий ролик, установленный на консоли и принихЯемый к обратной стороне шва, при этом ось вращения ролика параллельна оси вращения сваривасмой обечайки. Это устройство может быть использовано для сварки только кольцевых швов,Предлагаемое устройство для формирования обратной стороны шва при сварке отличается от известных тем, что в нем формирующий ролик установлен с возможностью поворота и фиксации под лОбык углом к оси обечайки.Это позволяет сваривать на одном и том же стенде не только кольцевые, но и прямолинейные швы обечаек.Иа чертеже схематически показано предложенное устройство. Предмет изобретенияУстройство для формирования обратной сто роны шва при сварке цилиндрических обеяск, содержящсе...
Стенд для сварки листовых полотнищ
Номер патента: 246745
Опубликовано: 01.01.1969
Авторы: Загайтов, Звонцев, Клюковкин
МПК: B23K 37/06
Метки: листовых, полотнищ, сварки, стенд
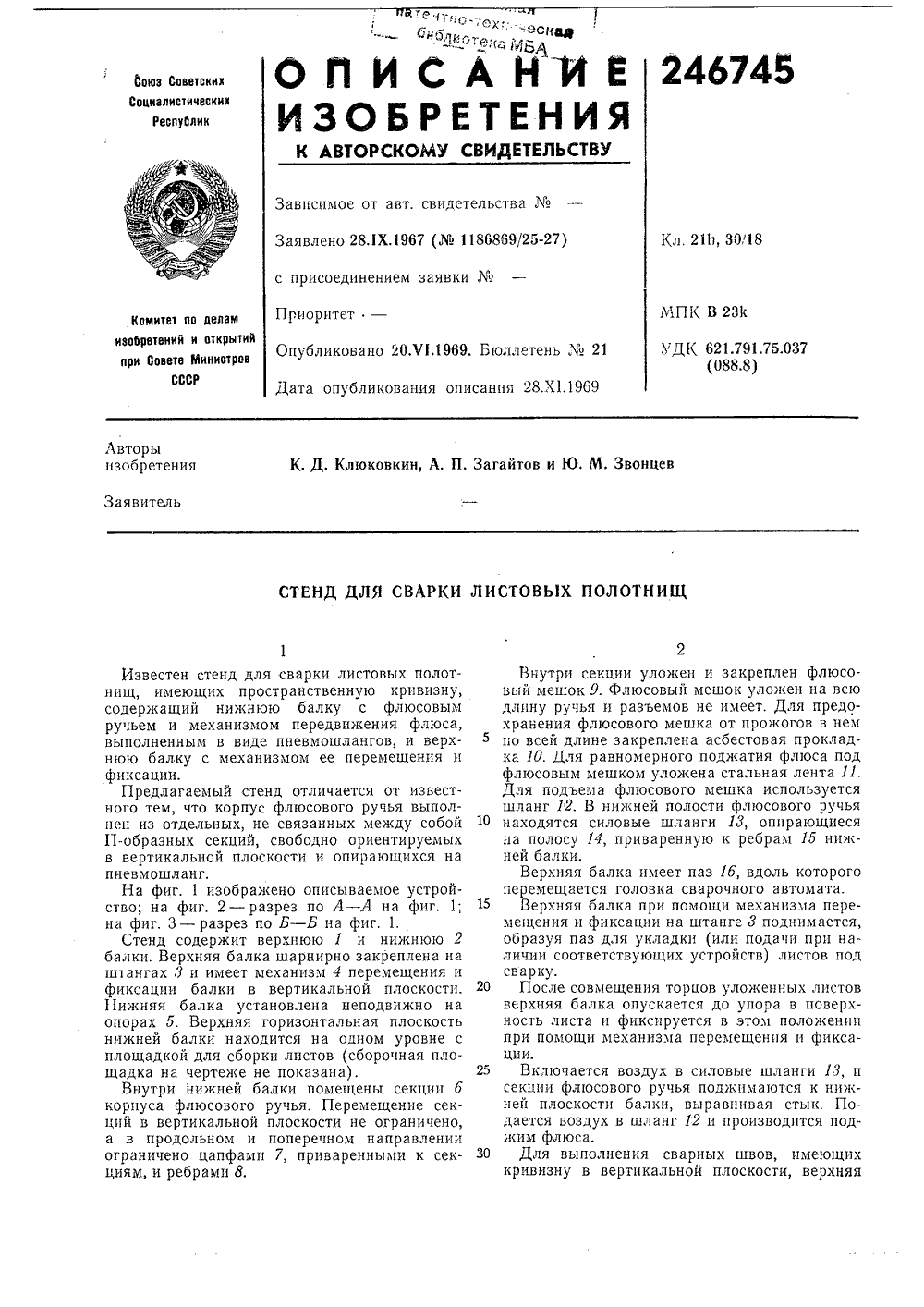
...не ограничено, а в продольном и поперечном направлении ограничено цапфами 7, приваренными к секциям, и ребрами 8. Внутри секции уложен и закреплен флюсовый мешок 9. Флюсовый мешок уложен на всю длину ручья и разъемов не имеет. Для предохранения флюсового мешка от прожогов в нем по всей длине закреплена асбестовая прокладка 10. Для равномерного поджатия флюса под флюсовым мешком уложена стальная лента 11.Для подъема флюсового мешка используется шланг 12. В нижней полости флюсового ручья 10 находятся силовые шланги 18, опирающиесяна полосу 14, приваренную к ребрам 15 нижней балки.Верхняя балка имеет паз 1 б, вдоль которогоперемещается головка сварочного автомата.15 Верхняя балка при помощи механизма перемещения и фиксации на штанге 8...
Уплотняющее устройство для сварки корпуса

Номер патента: 251117
Опубликовано: 01.01.1969
МПК: B23K 37/06
Метки: корпуса, сварки, уплотняющее
...предчагаемос устройство в поперечном разрезе.Два резиновых рукава 1 соединены резцнотканевой пластиной 2. К рукавам приклеены фигурные уплотняющие шнуры нз мягкой резггцьг 3. Стальные планкгг 4 служат опорамгг лля пластины 2. Асбестовое полотно 5 предохраняет резину от брызг и капель расгьчавлегггого металла во врлггг сварки.Тросы 6 диаметром 15 лг,и с,чужат лля заволки устройства пол корпус ц крепятся прочными лентами 7, вклеенными между рукавами асиой. Отгачка воды производится через шланг 8. Дополните.чьные эластпчныг емкости 9 прп необходимо:тц могут крепиться к устройству в лгобом месте,После спуска кс,рпуса цз двух половиц ца воду гг сгыговкгг налводцоц его части гггбкое у плоти яющее устройство с установленными распорками прц...
264567

Номер патента: 264567
Опубликовано: 01.01.1970
Авторы: Борисов, Буксбаум, Бучацкий, Вавилин, Жинси, Земченко, Иванов, Калцнушкин, Кокорев, Кудр, Петров, Райчук, Фартушной
МПК: B23K 37/04, B23K 37/06
Метки: 264567
...с помощью прихваток перед их сваркой в непрерывно наращиваемую перед трубосварочным станом плеть, содержащие тележку, снабженную вводимой внутрь заготовки подушкой, подвешенной при помощи приспособления, входящего в разъем заготовки. С помощью этих устройств осуществляется прихватка торцов стыкуемых трубных заготовок с двух сторон от продольного разъема.Предлагаемое устройство отличается тем, что на тележке установлены наружные индивидуальные прижимы, при этом подушка и прижимы смонтироВаны с Возм 02 кность 1 О Взаимного перемещения навстречу друг другу,Это позволяет повысить производительность процесса и уменьшить отходы металла. азано предлагаемое устрой- трубных заготовок в исходМ. Земченко, О. М. Фартунтной,А. Р, Петров, П....
Машина для контактной стыковой сварки обсадных труб над устьем скважины

Номер патента: 265319
Опубликовано: 01.01.1970
Авторы: Гал, Институт, Сахарное, Скульский, Тишура
МПК: B23K 11/02, B23K 37/06
Метки: контактной, обсадных, сварки, скважины, стыковой, труб, устьем
...конструкцию машины, а также примерно в два раза снижает ее габариты и вес.Предложенная машина изображена па чертеже.В корпусе 1 бурильного ротора расположены зажимные клинья 2 с приводом от пневмоцилиндра 3. На корпусе 1 установлен фланец 4, с расположенными на нем цилиндрами 5 привода сокоподвода и закрепленными штоПосле сварки очередного стыка обсаднаяколонна 12 освобождается от зажима меха низма ротора и поджимной части сварочноймашины. Посредством внутреннего элеватора 13 колонна спускается до уровня сварки. После этого колонна зажимается клиньями ротора. Токоподвод к колонне производится с по мощью цилиндров 5. Элеватором подастсяпривариваемая труба 14 и зажимается башмаками подвижной части. Затем обычным способом производится...
Способ вертикальной дуговой сварки

Номер патента: 266972
Опубликовано: 01.01.1970
Авторы: Алилуев, Аснис, Баранов, Бельфор, Берсенев, Богдановский, Дудко, Казьмин, Носов, Патон, Чечко
МПК: B23K 37/06, B23K 9/038
Метки: вертикальной, дуговой, сварки
...происходит смещение ванны к одному ползуну,что, как правило, приводит к несимметричному развару кромок металла, неудовлетворительному формированию шва под другим ползуном, С повышением свариваемой толщины неравномерность провара увеличивается и при сварке металла толщиной более 25 мм становится существенным недостатком технологии вертикальной сварки.Описываемый способ отличается тем, чтованну жидкого металла в процессе сварки периодически принудительно перемещают от ползуна к ползуну таким образом, чтобы часть жидкого металла располагалась между дугой и ползуном, Периодические смещения ванны 15 расплавленного металла могут производитьсяпутем воздействия на нее внешних управляемых сил, например электромагнитных, механических,...
269380

Номер патента: 269380
Опубликовано: 01.01.1970
МПК: B23K 37/06, B23K 9/02
Метки: 269380
...АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИвов без полного провара, обеспечивая длльную работу подкладки. инеи автоматиовых швов, приредмет изобретени 5 Способвой сваркснизу подцелью оберованияО вытеканиясварки, всамоходногаемое си.шва со сь5 носптельнсвариваем одыосторо и стыко кладкой спечения ижнего в жидкого качествее гсенпч ами трен оростью ом перем ого издел Кро приментого, данное гусется при способе ное устроиство арки стыковых Известен способ односторо ческой дуговой сварки стык крываемых снизу подкладкойПредлагаемый способ отли ного тем, что, с целью обес провара и формирования стыкового шва без вытекани ла и шлака из зоны сварки, кладки применяется несамох устройство, перекатываемое с нижней поверхности шва со мещения дуги при относитель...
Устройство для образования флюсовой подушки

Номер патента: 269384
Опубликовано: 01.01.1970
Авторы: Бродский, Данилов, Жидкоз, Качаев, Новосельцев, Харченко, Щелкунов
МПК: B23K 37/06, B23K 9/18
Метки: образования, подушки, флюсовой
...внутр флюс ние нар еменой по- " сваре шток убы и к сваоосных ан со с воз- тноси- целью Устроиство для образования флюсовдушки внутри трубы при электродуговоике поперечных стыков труб, содержащедля ввода флюсовой подушки внутрь трприспособление для поджима флюсариваемому стыку, состоящее из двух сдисков, один из которых жестко связштоком, а другой смонтирован на немможностью продольного перемещения отельно штока, от,гичающееся тем, что, с ых конусовс конусов жестко из двух усече К одному из Изобретение относится к области сварки,а именно к изготовлению устройств для образования флюсовых подушек при сварке наружных поперечных стыков труб.Известно устройство для образования флюподушки внутри трубы при электродусварке поперечных стыков труб,...
Устройство для сварки вертикальных швов

Номер патента: 274275
Опубликовано: 01.01.1970
Авторы: Алилуев, Аснис, Бельфор, Берсенев, Богдановский, Дудко, Институт, Казьмин, Носов, Патон, Чечко
МПК: B23K 37/06, B23K 9/038
Метки: вертикальных, сварки, швов
...подвода к мундштуку сварочного тока и одностороннего расположения сварочного кабеля в зоне сварки создается неравномерное электромагнитное поле, которое изменяет положение металлической ванны ц приводит к неодинаковолту провару кромок на основном металле у каждого из формирующих устройств.В предлагаемом устройстве для равномерного проплавления кромок при сварке с колебаниями электрода в направлении толщины металла с использованием симметричного подвода тока к электроду в обеих ветвях токоподвода установлены контакторы, включаемые попеременно в зависимости от направления движения электрода и обеспечивающие симметричные колебания магнитного поля, создаваемого ветвями токоподвода, с соответствующими колебаниями металлической...
Устройство для формирования обратной стороны шва

Номер патента: 278922
Опубликовано: 01.01.1970
Автор: Белов
МПК: B23K 37/06
Метки: обратной, стороны, формирования, шва
...20 - 25% песка (3102), остальное флюс.На чертеже схематически изображено предлагаемое устройство.Устройство состоит из рукава 1 из стекло- ткани диаметром 20 - 40 лл с толщиной стенки 0,1 - 0,6 лл. Рукав заполнен механической смесью 2, содержащей 20 - 25% песка, остальное флюс. Рукав поджимается поджимным приспособлением 3.Перед сваркой, рукав помещают между приспособлением т и свариваемой трубой 4 так, что половина дирины подушки выступает из трубы. Затем пристыковывают трубу 5, устанавливают необходимый зазор между свариваемыми кромками труб, и под действием усилия Р приспособление 3 плотно поджимает 5 подушку по периметру к свариваемым кромкам.В процессе сварки поверхность рукава ичасть флюсопесчаной смеси расплавляются,...
Внутренняя оправка для сварки продольныхшвов труб

Номер патента: 280723
Опубликовано: 01.01.1970
Авторы: Атаманчук, Байда, Безуглый, Бизюкин, Гаркалюк, Институт, Фатеев
МПК: B23K 31/02, B23K 37/053, B23K 37/06 ...
Метки: внутренняя, оправка, продольныхшвов, сварки, труб
...подпружиненной относительнокорпуса и установленной на нем с возможностью поворота относительно оси, совпадающей с продольной осью трубы.Это повышает качество сварного соедине онця за счет совмещения гусеничного башмакасо стыком при сварке труб конечной длины.На фиг. 1 зображен внутренняя оправка,внд сооку; на фх Г. 2 - тоже, в пл ане; нафиг. 3 - сечение по А-А на фиг. 1. 25Предлагаемая оправка состоит из корпуса1 с закрепленными на не опорными роликами 2 и промежуточной рамой 3, на которой, всвою очередь, закреплен медный гусеничныйоашмак 3 30 Промежуточная рама 3 размещена в корпусе 1,на осях б, совмещенных с продольной осью свариваемой трубы, и с д,вух сторон подтруж 1 нева относително нор пса пр жпцамп б.Оправка работает, следующим...
Подкладное устройство

Номер патента: 281701
Опубликовано: 01.01.1970
МПК: B23K 37/06, B23K 9/02
Метки: подкладное
...из отдельных элементов 2, изолированных друг от друга термостойкими электроизоляционными прокладками т. Элементы 2 также изолировано закреплены в обойме 4, которая укреплена под изделием в сборочном приспособлении 5.К элементам 2, выполненным из электро- проводных материалов, например меди или графита, примыкают токоподводы 6 от источника 7 тока, например сварочного генератора.В токоподводящих цепях имеются контакты В.С электрода 9, плавящегося илп неплавя щегося, в любой защитной среде возбуждаютдугу 10, питаемую от сварочного источника 11, поключенного к изделию. В процессе сварки дуга перемещается вдоль стыка по разделке и по прихваткатк 12. В местах расположения 10 прпхваток при подходе дуги возбуждают дополнительный дуговой...
Формирующее устройство для вертикальнойсварки

Номер патента: 284224
Опубликовано: 01.01.1970
МПК: B23K 37/06, B23K 9/16
Метки: вертикальнойсварки, формирующее
...усилия и производится наложение 30 последнего выступающего слоя. для иро- ямоко Изобретение относится к устройствам вертикальной сварки и служит для форм вания многослойного шва кольцевых и пр линейных стыков.Известно устройство для формиров" ния наружной поверхности шва при его выполнении за один проход. Однако это устройство не позволяет получать при вертикальной сварке многослойные швы.Предлагаемое разъемное формирующее устройство позволяет получать многослойные швы при сварке как кольцевых, так и прямолинейных швов, Достигается это тем, что его ползун выполнен составным, при этом одна его часть, внутренняя, состоит из двух клиновидных подпружиненных друг относительно друга элементов, а другая часгь, наружная, представляет...
Формирующее устройство для сварки

Номер патента: 322242
Опубликовано: 01.01.1971
Автор: Глуховский
МПК: B23K 37/06
Метки: сварки, формирующее
...пространство в известном устройстве образуется при помощи ползуна, прижимаемого к формирующим элементам и перемещаемого при помощи струбцины. Наличие деталей, соприкасающихся при перемещении в процессе сварки с жидким металлом или шлаком, создает условия для протекания жидкого металла и шлака в зазоры между нижним стержнем, либо закристаллизовавшейся частью шва формирующего устройства. При этом исключается возможность применения уплотнений между формирующим устройством и нижним стержнем. Протекание и затем кристаллизация жидкого металла и шлака может привести к снижению качества соединений или Явозможности окончания процесса из-за з" линивания перемещаемых деталей.Кроме того, применение ирующего устройства накладь р повышенной...
Подкладка для формирования обратной стороны швавсесоюзная;: легйс-; и: п1несбиблиотека

Номер патента: 300286
Опубликовано: 01.01.1971
Авторы: Азаренко, Баранов, Зубков, Курочкин, Никонов
МПК: B23K 37/06
Метки: легйс, обратной, п1несбиблиотека, подкладка, стороны, формирования, швавсесоюзная
...2 ЗХ 1.197 та Авторы зобретения урочкин, В. Г. Баранов, Ги В. П, Зубков. Т. Азаренко, К. кон явитель ИЯ ОБРАТНОЙ А ДЛЯ фОРМИРОВА СТОРОНЫ ШВА шов медная подкладка покрыв им металлом, например хромо При применении предлагае опадание меди в металл шва о, ухудшение его свойств ис ется тугоплавой подкладки а следовательлючено. едмет из тения тком этого способа является то, варке может иметь место расплав- кладки и попадание меди в металл то приводит к снижению механичеррозионных свойств последнего, в предлагаемой подкладке являет я предотвращения попадания меди ладка шва,высокот итаяся т металл покрытаИзобретение сварке плавлен легированных Широко рас медной неостаюНедоста что при ление под шва, аэ ских и коНовым то, что дл...
Внутреннее формирующее устройство для сварки кольцевых швов

Номер патента: 307874
Опубликовано: 01.01.1971
Авторы: Демашев, Катков, Серьезное
МПК: B23K 37/06
Метки: внутреннее, кольцевых, сварки, формирующее, швов
...фиг. 2 (на формирующие элементы),Устройство состоит из корпуса 1, равномерно по окружности установлены на осях 2 три 15 рычага 3 с формирующими элементами 4, установленные на штоке 5.На скользящей посадке на штоке установлена втулка б с пружиной 7. Втулка имеет конус 8 и три кронштейна для осей 9, на ко торых установлены три рычага 10 с формирующими элементами 11, симметрично расположенными относительно формирующих элементов 4 и зафиксированными от поворота на штоке 5 шпонкой 12.25 Рычаги 3 и 10 связаны с пружинами 13.Шток 5 на одном конце имеет утолщение,выполненное в виде конуса 14, а на другом - бурт 15 и резьбу с гайкой 1 б, защемленной в корпусе от осевого перемещения и связанной 30 с приводом ее вращения (на фиг. не показан).5 7 иф...