Патенты с меткой «толстостенных»
Способ изготовления профильных труб, преимущественно толстостенных

Номер патента: 1315048
Опубликовано: 07.06.1987
Авторы: Вавилкин, Галкина, Попов, Потапов, Скловец, Юсупов
МПК: B21B 21/00
Метки: преимущественно, профильных, толстостенных, труб
...в течение 20 с. Дальнейшее охлаждение заготовки проводят на воздухе. Получают заготовку с наружным диаметром48 3 13150 Р = 80 мм, толщиной стенки Б = 20 мм и длиной 1350 мм. От полой заготовки отрезают патрубок длиной 150 мм. Исследование микротвердости по толщине стенки в сечении, удаленном от торца заготовки на 150 жм, показывает глубину закаленного слоя равного 1,0 мм, что составляет.0,05 от толщины стенки.Холодную полую заготовку подверга ют травлению в 207.-ном растворе серной кислоты в течение 40 мин для удаления окалины. Затем заготовку промывают водой и выдерживают на воздухе более 24 ч, 15 1Холодную прокатку проводят без оправки на стане с диаметром валков 650 мм, Соотношение диаметров валка и заготовки составляет 8,1. Готовая...
Инструментальный блок накатки кольцевых канавок, преимущественно на толстостенных сильфонных трубчатых заготовках

Номер патента: 1368067
Опубликовано: 23.01.1988
Авторы: Кочурко, Ушакова, Шляховой, Щербинин
МПК: B21D 15/06
Метки: блок, заготовках, инструментальный, канавок, кольцевых, накатки, преимущественно, сильфонных, толстостенных, трубчатых
...циклов нагружения, что отрицательно сказываетсяна циклической прочности металла.Длина участка 9 1 должна составлять 3-5 длин окружности трубки,Количество рифтов блока равно числунакатываемыхканавок, а расстояниемежду ними в осевом направлении -шагу Ти накатываемых канавок.В тангенциальном направлении каждая пара рифтов расположена симметрично относительно центрального(при четном количестве рифтов - двухцентральных) и .смещена по отношениюк предыдущей паре рифтов на величину2их наклонного участка. Такое1расположение рифтов обеспечивает последовательную, от центра к краямтрубки, накатку канавок, что не препятствует свободной деформации трубки в осевом направлении и уменьшаетгабаритные размеры инструментальногоблока (его...
Устройство для размагничивания толстостенных конструкций

Номер патента: 1372384
Опубликовано: 07.02.1988
Авторы: Коломеец, Крепышев, Русанов
МПК: H01F 13/00
Метки: конструкций, размагничивания, толстостенных
...- рационного усилителя 6 суммируются сигналы, поступающие со схемы управления (программный), и сигнал отрицательной обратной связи, снимаемый с датчика 1 О тока (шунта), включен - ного последовательно в цепь размагничивающего контура 2. Результирующий сигнал в свою очередь суммируется на входе операционного усилителя 5 с пилообразным напряжением, в итоге на входе операционного усилителя 5 получаются импульсы частотой 512 Гц с изменяемой длительностью, пропорциональной величине задающего сигнала, т.е. происходит широтно-импульсная модуляция сигнала. Транзистор ный двуполярный ключ 8 улучшает форму получаемых импульсов и коммутирует транзисторный силовой мост 9, который служит усилителем мощности. Полученный на выходе транзисторного...
Способ изготовления толстостенных бесшовных жестких профильных изделий из неориентированных полукристаллических термопластичных полимеров и устройство для его осуществления

Номер патента: 1391935
Опубликовано: 30.04.1988
Авторы: Дружинин, Славнов, Шахов
МПК: B29D 23/00
Метки: бесшовных, жестких, неориентированных, полимеров, полукристаллических, профильных, термопластичных, толстостенных
...можно за счет повышения степени ориентации его наружных слоев, С этой целью производят дополнительную вытяжку наружных сло ев заготовки 17 путем придания ее наружной поверхности Формы такого профиля, периметр которого больше периметра окружности, например периодически чередующиеся выступы и впадины.Кроме того дополнительную вытяжку материала в изделии производят за счет винтовых спиралей на рабочих поверхностях а и б соответственно оправки 7 и мундштука 8 с углом35о подъема спирали не менее 10 , В этом случае получают экструдат со спирально-ориентированной структурой, так как при движении заготовки 17 в зоне формования фигурного профиля 14 и в калибровочной зоне 13 происходит поворот вокруг ее оси каждого предыдущего поперечного...
Способ изготовления крупногабаритных толстостенных изделий из термопласта литьем под давлением на термопластавтомате

Номер патента: 1411156
Опубликовано: 23.07.1988
Авторы: Ластовенко, Тихонов
МПК: B29C 45/26
Метки: давлением, крупногабаритных, литьем, термопласта, термопластавтомате, толстостенных
...выполнено выходное тверстие 10, предназначенное для сообения кольцевой выточки со штуцером 11истемы вакуумной откачки, в которой имеется вакуумный насос 12,Способ осуществляют следующим образом.Гранулированный термопластичный матер 4 ал пластифицируют под действием температуры в материальном цилиндре 6 литьевой машины и вращающимся червяком 7 Подают к соплу 4. Затем подвижную часть 1 литьевой формы подают к неподвижной част 4 2. В момент смыкания полуформ включается вакуумный насос 12, который после закрытия отверстия литьевой втулки 5 соп 4111562лом 4 узла впрыска обеспечивает откачку газообразных веществ из герметизированного объема формующей полости 3 формы.Герметизация объема полости обеспечивается с одной стороны герметизирующей про...
Способ ломки толстостенных труб

Номер патента: 1459823
Опубликовано: 23.02.1989
Авторы: Ахадов, Шляховский
МПК: B23D 27/00
Метки: ломки, толстостенных, труб
...комитета по изобретениям и открытиям при ГКНТ СССР1133035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно. полиграфическое предприятие, г. Ужгород, ул. Проектная 4 1Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для разделения труб из высоколегированных сталей на мерные заготовки.Цель изобретения - улучшение качества получаемых заготовок.На чертеже показана схема осуществления способа,Труба 1 из высоколегированной стали 40 ХМФА с нанесенными кольцевыми концентраторами 2 напряжений подается роль- гангом 3 на шабот 4 и зажимается прижимом 5. Перед приложением ударной импульсной нагрузки 6 в трубу 1 вводится высокочастотный нагревательный индуктор 7, выполненный с возможностью...
Способ центробежного литья преимущественно толстостенных полых отливок

Номер патента: 1473901
Опубликовано: 23.04.1989
Авторы: Артемьев, Бородин, Герасимов, Поручиков, Силин
МПК: B22D 13/04
Метки: литья, отливок, полых, преимущественно, толстостенных, центробежного
...Ог - Ог изменяет положение в процессе формирования отливки 3. Заливочная воронка 4 размещена с торцовой поверх ности формы 1.Способ предусматривает ряд действий. До заливки жидкого металла в форму 1, валок 2, имеющий радиус г, устанавливают ца расстоянии Ь от внутренней стенки формы 1. Указанное расстояние определяет толщину первого вовлеченного во вращение слоя расплава и зависит от скорости вра игеиия формыь радиуса ее внутренней поверхности К, скорости заливки, свойств с плаца, температуры заливаемого металла, Экспериментально установлено, что для чугуга величина 6 составляет 0,5 - 3,0 мм, а для других сплавов ири условии правильно выбранной температуры заливки толщина первиго вовлечнного во вращение слоя расплава остается в тех же...
Способ изготовления толстостенных труб из порошковых материалов

Номер патента: 1509179
Опубликовано: 23.09.1989
Авторы: Вавилкин, Зайкин, Попов, Потапов, Степашин
МПК: B22F 5/12
Метки: порошковых, толстостенных, труб
...диаметр, не превышающий диаметр трубы, утолщение не мешает процессу прокатки.При осуществлении предлагаемого способа происходит подпор заготовки, а это положительно сказывается на качестве продукции, так как улучшает условия деформирования (Тетерин П. К. Теория поперечновинтовой прокатки. - М,: Металлургия, 1971, 368 с.), Подпор имеет место по следующим причинам. Металл трубы в результате вытяжки, вызванной обжатием по диаметру, скользит по оправке. Из-за наличия трения между трубой и оправкой на оправку действует сила, вектор которой совпадает с направлением прокатки.Посредством утолщения на задней части оправки это усилие передают трубе, проис Материал заготовки - сталь 5 ХНМ. Заготовку нагревают до 1150 С, После транспортировки...
Вертикальная ковочная машина для формообразования раструбной части стальных толстостенных труб

Номер патента: 1526872
Опубликовано: 07.12.1989
Авторы: Беркович, Двоскин, Здоров, Путилин
МПК: B21D 41/02
Метки: вертикальная, ковочная, раструбной, стальных, толстостенных, труб, формообразования, части
...1= 3 части, 1 э = 4 части (фиг,2) . Машина работает следующим образом.Через прорезь 15 площадки 5 при помощи груэоподъемного механизма (не показано) при открытых полукольцах направляющих 11 и 12 (показано пунктиром на фиг.1) подается труба 7 до контакта с ручьем 6 приводного валка 2. Затем труба 7 поджимается поверхностью ручья неприводного вал15 склад. Вертикальная коночная машина дляформообразования раструбной частистальных толстостенных труб, имеющих различный диаметр, содержащаясмонтированные на раме симметричноотносительно ее вертикальной оси дваподающих валка с ручьями для размещения обрабатываемой трубы, один из 35которых выполнен приводным и на немразмещено средство для освобождениятрубы от зажима, а другой валок установлен...
Способ изготовления толстостенных оболочек из слоистого пластика

Номер патента: 1565714
Опубликовано: 23.05.1990
Авторы: Олейник, Пайвин, Рапопорт, Савенкова
МПК: B29C 63/12
Метки: оболочек, пластика, слоистого, толстостенных
...21 - 25 - составом 1, т. е. пропитку первой группыслоев из пяти штук производят композигией, содержащей ускоритель в количестве 4 Я от массы смеси эпоксидной дианоой смолы и алифатической смолы, а поере намотки последующих групп слоеволичество ускорителя уменьшают пропорионально номеру группы слоев так,тобы в последней группе ускоритель отсутствовал.Образцы отверждают по следующемутемпературному режиму: подъем температуры до 80 С за 15 мин; выдержка при 80 С 20в течение 2 ч; подъем температуры до1,00 С за 15 мин; выдержка при 100 Св течение 2 ч; подъем температуры до 125 Сза 15 мин; выдержка при 125 С в тече 1 ие 2 ч; подъем температуры до 150 Сзза 15 мин; выдержка при 150 С в течеНие 5 ч и медленное охлаждение вместес...
Способ испытания образцов в виде толстостенных дисков
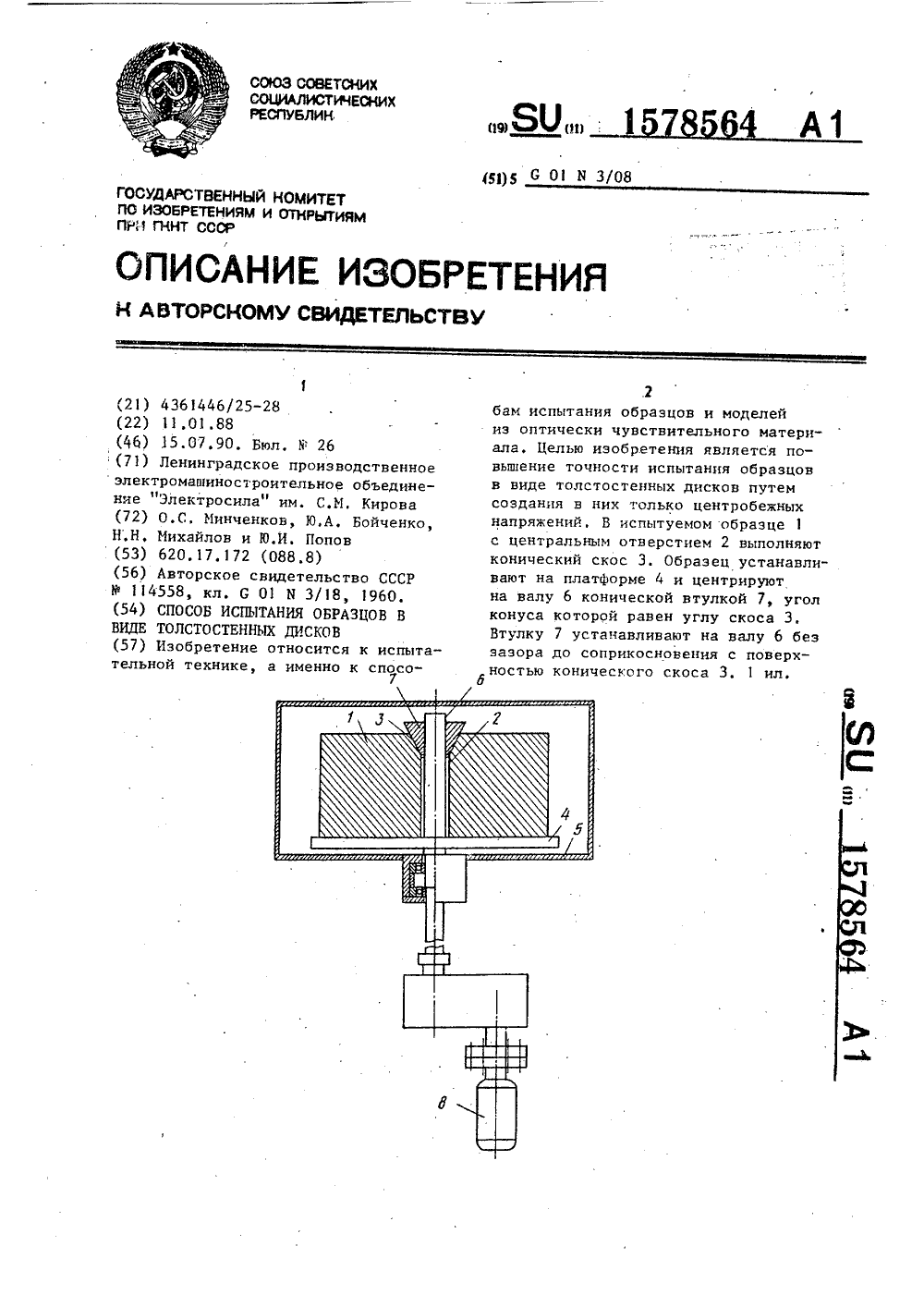
Номер патента: 1578564
Опубликовано: 15.07.1990
Авторы: Бойченко, Минченков, Михайлов, Попов
МПК: G01N 3/08
Метки: виде, дисков, испытания, образцов, толстостенных
...Образец уста О навливают на платформе 4, размещенной в электронагревательном шкафу 5, и центрируют на валу 6 конической втулкой 7, угол конуса ( которой равен углу скоса 3 в образце 1. Втул ка 7 устанавливается на валу 6 беэ зазора до соприкосновения с поверхностью конического скоса 3,.Включают привод 8 вращения, и образец 1 вместе с платформой 4 раз- гоняется до скорости,. при которой возникают заданные центробежные Фусилия. При нагреве образца эти усилия деформируют образец. При последующем охлаждении образца напряженное состояние его фиксируется.Так как при охлаждении образец 1 сжимается, то может произойти заклинивание конической втулки 7, что может привести к искажению напряженного состояния образца. Для предотвращения этого...
Способ изготовления крупногабаритных толстостенных изделий из термопластов литьем под давлением на термопластавтомате

Номер патента: 1613345
Опубликовано: 15.12.1990
Авторы: Ластовенко, Тихонов
МПК: B29C 45/26
Метки: давлением, крупногабаритных, литьем, термопластавтомате, термопластов, толстостенных
...в материальном цилиндре литьевой мацины и червяком подают к соилу 4. После набора требуемой порции и давлеия термопласта вращение червяка прекращается, Подвижная часть литьевой формы 1 подается к неподвижной 2. В момет смыкания формы включается вакуумный насос 10, который после закрытия отверстий в литьевой втулке 3 соплом 4 обеспечивает откачку газообразых веществ уже из герметизированного объема формующей полости формы (черт, 5), при этом вакуумроваие производят по кольцевому зазору 8 (кольцевой проточке) до начала охлаждеия в пределах 10-10мм рт. ст. Герметизация объема полости обеспечивается, с одной стороны, герметизирующей прокладкои 7, с другой соплом 3, заопеьм материалом.На этае, ачало которого соответствует началу выдержки...
Способ восстановления стальных толстостенных конструкций с трещинами

Номер патента: 1634419
Опубликовано: 15.03.1991
Автор: Панов
МПК: B23P 6/00
Метки: восстановления, конструкций, стальных, толстостенных, трещинами
...развития трещины дальше в основной металл не следует выполнять шов возле места раскрытия трещины, так как это увеличивает уровень остаточных напряжений и способствует раскрытию трещины.Пример. В процессе эксплуатации возникают трещины 1 глубиной 49 мм во внут 5 10 15 20 25 30 35 40 45 50 ренних стенках базовых деталей пресса усилием О кН. Восстановление работоспособности детали 2 производят следующим образом.Толщина стенки в месте излома 80 мм. Берут набор пластин 3, в состав которого входят восемь пластин толщиной 10 мм (1 О ммХ 8=80 мм). Суммарная толщина набора пластин равна толщине металла в месте разрушения.Предварительно в каждой пластине выполняют прорезь 4 длиной 50 мм торцовой фрезой (толщина 1 мм). Пластины складывают...
Заготовка для штамповки толстостенных днищ

Номер патента: 1690910
Опубликовано: 15.11.1991
Авторы: Арефьев, Горохов, Пакало, Петунин
МПК: B21D 22/30
Метки: днищ, заготовка, толстостенных, штамповки
...отверстий.установлено, что высококачественные изделия (с минимальной величиной утонения) получаются лишь в тех случаях, когда размер между боковыми частями выемки определяют по зависимости (1),При Ьа + - щОз(К - Ку) имеет место4пчрезмерное утонение стенки и при последующей механической обработке на поверхности днищ остается "чернота" (см. таблицу пп. 1, 6, П); отверстия б частично или полностью закрываются, что делает невозможным осуществлять транспортировку днища с помощью отверстий 6.При Ьа + - гпОз(К - Ку) наблюдается4инарушение геометрии штампованного днища (откттонение теоретических обводов от фактических); зазор Ь становится настолько большим, что делает невозможным осуществлять транспортировку днища с помощью отверстий б. При...
Способ изготовления толстостенных оболочек из углепластика

Номер патента: 1705112
Опубликовано: 15.01.1992
Авторы: Олейник, Пайвин, Рапопорт, Савенкова
МПК: B29C 53/56, B29C 63/12
Метки: оболочек, толстостенных, углепластика
...Содержание связующего на ленте поддерживается в пределах 33-38(весовых). Связующее имеет комнатнуютемпературу 18-25 С.Составы отличаются процентным содержанием ускорителя АДЭ - 3. В составе М1 ускоритель отсутствует, в составах М 2-5он увеличивается по количеству и в составеР 5 ускорителя максимальное количество -470.Изготовлено две серии образцов: первая (М 1 - 4) о соответствии с изобретением;вторая (М 5-8) по способу-прототипу,Обе серии образцов выполняли по одной оправке, намотку производили одним итем же жгутом с одной бабины, количествослоев у всех образцов одинаково и равно 20.Все параметры намоткж натяжение жгута,количество связующего вжгуте, продольнаяподача; (угол грмирования), скорость вращения оправки для всех образцов...
Способ изготовления толстостенных оболочек из слоистых пластиков

Номер патента: 1722858
Опубликовано: 30.03.1992
Авторы: Гусаров, Корж, Цопа, Чумак
МПК: B29C 53/56
Метки: оболочек, пластиков, слоистых, толстостенных
...укладывают лентой с содержанием связующего 10-25 ф , а последний - с содержанием связующего 30 - 45 , распределяя содержание связующего в материале заготовки по линейному закоНуП р и м е р 1. При изготовлении оболочки из стеклопластика марки АфВО на основе стеклоткани Т-80 (ГОСТ 19170-73), пропитанной связующим АФ(ОСТ 92- 0957-74), производят послойную намотку стеклоткани Т-80 на оправку, при этом содержание связующего Афв стеклоткани Т-80 изменяют линейно по толщине заготовки от 15 фсодержания связующего в первом намотанном слое заготовки до 30 в последнем слое. Изменение содержания связующего АФв стеклоткани Т-80 по слоям заготовки осуществляют отжимными валками, установленными после пропиточной ванны со связующим или перед укладчиком...
Способ сушки толстостенных керамических труб

Номер патента: 1744387
Опубликовано: 30.06.1992
Авторы: Алеко, Лебедев, Петренко, Чесноков
МПК: C04B 33/30, F26B 3/34
Метки: керамических, сушки, толстостенных, труб
...внутренней поверхностиоснования 2 с одним или с другим полюсом трубы происходит интенсивное испарениеисточника 5, а переключатель 7 - с возмож- воды, поступающей сюда вследствие электностью электрического соединения элект- роосмоса.рода 3 с отрицательным полюсом источника Подбором величин постоянного и пере 4 или с одним из полюсов источника 5, дру менного токов и времени их протекания догой полюс которого подключен к положи- биваются превышения влагопотокательному полюсу источника 4. электроосмоса над встречным влагопотоСушка трубы 1 происходит в процессе ком, вызванным градиентом температур.ее перекатывания по основанию 2 при поо- Этот температурный влагопоток способстчередном или одновременном пропускании 40 вует частичному...
Способ получения толстостенных отливок из доменного передельного чугуна

Номер патента: 1747239
Опубликовано: 15.07.1992
Авторы: Адищев, Бахчеев, Кулаковский, Лесин, Малыхин, Мюлюков, Селиванов, Тимошенко, Шахтарина
МПК: B22D 27/20
Метки: доменного, отливок, передельного, толстостенных, чугуна
...является способ получения стальныхслитков, включающий ввод в изложницу лома стальных листов с размерами кустов 6,25х 25 х 100 мм в количестве 5-.50% массыслитка и последующую разливку стали в изложницу,Недостатком известного способа явля. ется то, что металлфеский лом необходимопредварительно нагревать, прессовать ипри получении многослойного слитка требуется точная фиксация введенных микрохолодильников в волости литейной формы -изложнице, что усложняет технологию.Цель изобретения - повышение срокаслужбы отливок и упрощение технологииввода микрохолодильников,Поставленная цель достигается тем, чтомикрохолодильники размещают в центредонной части литейной формы в количестве1 - 3% от массы отливки, а заливку осуществляют с удельным...
Способ термической обработки толстостенных стальных труб

Номер патента: 1790615
Опубликовано: 23.01.1993
Автор: Шендеров
МПК: C21D 9/08
Метки: стальных, термической, толстостенных, труб
...станке до диаметра 190 мм. Токарная обработка проводилась с установкой вала в цен 179061510 15 20 25 30 7 гЕ 1 д 1 д 2 35 40 тры и промежуточные кольцевые четырехкулачковые люнеты, выставленные таким образом, что в местах установки люнетов осевое отверстие было концентрично оси центров станка, т.е. обработка заготовки проводилась в деформированном состоянии. Имеющаяся перед токарной обработкой равностенность заготовки образовала припуск, снимаемый обтачиванием. Деформации заготовки при токарной обработке контролировались по результатам измерений непрямолинейности осевого отверстия, выполняемым до и после токарной обработки в свободном состоянии заготовки, Наличие в поверхностном, снимаемом при точении слое металла остаточных...
Способ изготовления спиральношовных толстостенных гофрированных труб

Номер патента: 1811933
Опубликовано: 30.04.1993
Авторы: Бибик, Бураковский, Заикин, Зарицкий, Макрицкий, Онищенко, Плискановский, Слюсарев
МПК: B21C 37/12
Метки: гофрированных, спиральношовных, толстостенных, труб
...гиба плоских участков полосы.В формующем устройстве 8 полосу сворачивают в спиральную заготовку, стыки 10 кромок сваривают сварочными аппаратами9, разрезают по гладкой части на мерные длины отрезным устройством 10. Далее трубы поступают на агрегат отделки труб 11, где из труб удаляют флюс, обрезают концы 15 труб, снимают фаски, проводят гидравлические испытания, визуальный осмотр и ре-.монт дефектных мест, приемку готовых труб, клеймование, маркировку и складирование.20 Пример конкретного выполнения,Для изготовления спиральношовнйхтолстостенных гофрированных труб, например, размером 1220 16 мм и длиной 12,0 м и углеродистой стали 20, необходимых для 25 сооружения магистральных трубопроводовс колебаниями температуры транспортируемого...
Штамп для изготовления изделий типа низких толстостенных колец

Номер патента: 1821285
Опубликовано: 15.06.1993
Авторы: Григорьев, Зуев, Каплунов, Фельде
МПК: B21J 13/02
Метки: колец, низких, типа, толстостенных, штамп
...уравнение(3)На фиг.1 показан штамп до начала деформации (левая часть) и в последний момент прошивки (поавая часть); на фиг.2 - .штамп с уложенным полуфабрикатом (леваячасть) и в конце объемнойштампсвки (правая часть); на фиг.З - 7 приведены. неосновные материалы поясняющего характера(на 20фиг.5, б - соответственно кольцевая поковка и съемный прошивень для иллюстрациипримера конкретного исполнения; на фиг,7- модель получаемого полуфабриката),Штамп (фиг,1) состоит из верхней 1 и 25нижней 2 половин с выполненными на нихполостями, съемного прошивня 3, установленного с воэможностью опоры на поверхности дна магазина центрального выступа идна нижней половины штампа. Позицией 4 30обозначена заготовка,Штамп работает следующим образом.В...
Способ изготовления толстостенных изделий из стеклопластика на основе эпоксидианового связующего
Номер патента: 1443309
Опубликовано: 10.01.2000
Авторы: Захватов, Панфилов, Рожков, Сидоров, Томашевский, Яковлев
МПК: B29C 43/20
Метки: основе, связующего, стеклопластика, толстостенных, эпоксидианового
Способ изготовления толстостенных изделий из стеклопластика на основе эпоксидианового связующего, включающий раскрой препрега, укладку его на предварительно подогретую прессформу, таблетирование, выдержку при температуре под давлением, охлаждение и распрессовку, отличающийся тем, что, с целью повышения качества изделий путем устранения расслоений, на этапах нагревания и выдержки на поверхностях изделия, перпендикулярных плоскости армирования, поддерживают температуру ниже температуры гелеобразования связующего на 5 - 10oС в течение времени, соответствующего длительности выдержки при температуре полимеризации связующего на поверхностях, параллельных плоскости армирования, затем...