Патенты с меткой «обечаек»
Устройство для гибки обечаек

Номер патента: 1620178
Опубликовано: 15.01.1991
Автор: Папин
МПК: B21D 5/10
Метки: гибки, обечаек
...регулировать.В одном из корпусов 9 установлен шариковый замок 13, который фиксирует храповое колесо 14 в каждом положении. Храповое колесо 14 неподвижно соединено с валом 10 и входит в зацепление с собачкой 15, закрепленной на водиле 16, подвижно установленном на валу 10. На водиле 16шарнирно закреплен груз 17, 1 Леханизм 4 подачи заготовки состоит из рамы 18 и закреглЕнных в ней шарнирно собачек 19, На неподвижной раме 2 закреплен шкаф 2 О с управляющей пневмоаппаратурой,В исходном положении все штоки цилиндров втянуты. В исходном положении укладывают листовую заготовку между валом непОДвижной рамы 2 и валом ПОВОротной рамы 1, край заготовки выравнивают с 10 кромкой прижимной рамы 3.Йажимным пневмоклапаном подают ВозДух в пневмоцилинДр...
Пресс для раскатки обечаек

Номер патента: 1620201
Опубликовано: 15.01.1991
Авторы: Блик, Васильковский, Соболев, Трифонов, Шевелев
МПК: B21B 15/00, B21K 1/38
Метки: обечаек, пресс, раскатки
...из-под пресса дополнительного стола 11. Затем ходом стола 11 производится подача заготовки на ось пресса, где оправка 16 соединяется со шпиндельной головкой 18 привода поворота 17 (на фиг.6 стрелками обозначен ход стола).После этого производится обжатие стенки заготовки 14 между бойком 24 и оправкой 16 и подъем бойка 24 над заготовкой 14, При повороте оправки 16 от привода 17 заготовка 14 поворачивается на необходимый угол для следующих обжатий, которые ведутся по толщине стенки заготовки до получения окончательных размеров обечайКигВо время рабочего процесса раскатки окалина с заготовки 14 осыпается в приспособление для ее сбора, устанавливаемое на столе 6 (не показано). Кроме того, на столе 6 может быть установлен инструмент...
Устройство для сборки и сварки обечаек с боковинами

Номер патента: 1625640
Опубликовано: 07.02.1991
Авторы: Котлярский, Кривицкий, Кучеров, Пироганич, Савицкий
МПК: B23K 37/04
Метки: боковинами, обечаек, сборки, сварки
...25 с упорами 5 10 15 20 25 30 35 40 45 50 55 26 для расстопорения зксцентриковых зажимов,Устройство работает следующим образом.При нажатии кнопки "Пуск" блока 7 управления через соответствующий пневмоэлектрораспределитель подается сжатый воздух в полости электропроводящих валов 12, и поршни 23 выдвигают магниты 24 до взаимодействия их с боковинами 22, после чего по сигналу с блока управления поршни 23 возвращаются в исходное положение, увлекая эа собой боковины 22 и устанавливая их на сварочные ролики 13, Затем копиры 19 приводом 20 устанавливаются в рабочее положение, и приводом 9 вращают ролики 13 по часовой стрелке на 360 О, при этом правильные ролики 15 прокатывают отбортованные радиусные участки боковин 22 по копирам 19, После этого...
Устройство для зажима разрезных обечаек

Номер патента: 1627334
Опубликовано: 15.02.1991
Авторы: Зубарев, Мозжегоров, Хмелев
МПК: B23B 31/00
Метки: зажима, обечаек, разрезных
...гибкими связями 14, например втулками с правой и левой резьбой и разрезными стержнями, шарнирно соединенными со стойками, при этом стойки 4 имеют регулировочные винты 15, а угол наклона клина ползунов 6 и зажимных элементов 12 в стойках попарно уменьшается от наибольшего значения на центральной стойке 5 до наименьшего значения у стоек, расположенных возле паза оправки. Деталь обозначена позицией 16.Устройство работает следующим образом.В исходном положении в случае. если углы наклона выполнены одинаковыми на всех полаунах 6, производится настройка зазоров между поверхностью оправки 2 и эажимными элементами 12, перемещение стоек в пазах с помощью регулировочных винтов 15, при этом величина зазора попарно увеличивается от наименьшего...
Способ изготовления сварных обечаек

Номер патента: 1632710
Опубликовано: 07.03.1991
Авторы: Гусев, Жеребин, Замков, Прилуцкий, Степанов, Шевелев
МПК: B23K 31/02
Метки: обечаек, сварных
...обт работка на токарном станке по наружному и внутреннему диаметрам и по длине и от обечаек отрезаны образцы для контроля макроструктуры.Подготовку торцовых поверхностей всех образцов проводили согласно ОСТ. Выявление макроструктуры проводи. - ли травлением в реактиве ПР:НС 1:НО= - 1: 1:3 в течение 25-30 с.Балл зерна макроструктуры определя-. ется по известной шкале. Результаты исследования макроструктуры всех образцов приведены г. табл,3. Кроме того, после окончательноймеханической обработки проводился16327 Таблица 1 олучеяныйбработки верхвостн обечаеа яв териискоговлияния структура во всей ао более аруввое РИВЧВСВОГО ВЛВЯВВВ 1+ 50 уатура Во всей более крупное сВого влиянияозернистая стр айки; весхолзки зове терииче Однородная круля...
Устройство для зачистки околошовной зоны обечаек

Номер патента: 1634391
Опубликовано: 15.03.1991
МПК: B23C 3/12
Метки: зачистки, зоны, обечаек, околошовной
...приводом 11 через цепную передачу 12.Механизм 6 для зачистки торца обечайки состоит иэ привода 13 вращения инструмента 14 и пневмогидроцилиндра 15, обеспечивающего поджим инструмента к торцу 16 обечайки с возможностью регулировки его во время работы и компенсации торцового биения обечайки,Конструктивное усовершенствование эачистных головок торцов обечайки включает основание 17 с копирующими поверхность обрабатываемой обечайки 2 роликами 18, На основании размещен инструмент 14, имеющий возможность вращения относительно основания 17 и жестко соединенный с ним от вертикального (по чертежу) перемещения.Размещенный на шлицевом соединении приводного вала 19 привода 13 рабочий 10 15 20 25 30 35 40 45 50 инструмент 14 имеет возможность...
Перегружатель обечаек

Номер патента: 1637990
Опубликовано: 30.03.1991
Авторы: Белашков, Крутских, Пилюгин
МПК: B23K 37/04
Метки: обечаек, перегружатель
...опор 25, соединены с подвижными направляющими 26 упомянутых упоров 21, которые кинематически связаны с подвижными направляющими 26 регулировочными приспособлениями в виде винтовых пар 27, Напротив каждого из упоров 21 размещены дополнительные упоры 28, которые кинематически связаны регулировочными приспособлениями в виде винтовых пар 29 с неподвижными направляющими 30, жестко установленными на раме 7 при помощи кронштейнов 31.На чертежах позициями обозначены:- исходное положение обечайки для подачи в пресс;- спрямление кромок обечайки в прессе;- возврат обечайки со спрямленными кромками для передачи на транспортер; й - перегруженная на транспортер обечайка в ориентированном положении.Перегружатель обечаек работает следующим...
Устройство для изготовления обечаек

Номер патента: 1641485
Опубликовано: 15.04.1991
Автор: Кашлев
МПК: B21D 5/10
Метки: обечаек
...планок 9,гах 5 и опоре б симметрично устагибочные ролики 10. Рычаги имеют фры 11 заготовки 12, Опора б вылопневмоцилиндром 13.Заготовка 12 поступает в механизм формирования, качающиеся рычаги 5 при этом полностью раскрыты, заготовка фикси.руется в горизонтальном направлении фиксаторами 11, в вертикальном направлении заготовка фиксируется опорой 6, которая подается вверх пневмоцилиндром. Заготовка оказывается зажатой между оправкой 14 и.опорой 6 (раздвижная оправка 14 в этот момент раздвинута в поперечном направлении пневмоцилиндром 15). После этого начинают работать пневмоцилиндры 4 механизма формирования. Рычаги 5 из горизонтального положения поднимаются, ролики 10 последовательно вступают в контакт с заготовкой, сначала нижняя пара...
Способ изготовления особотонкостенных карт и обечаек листовых заготовок

Номер патента: 1573678
Опубликовано: 07.05.1991
Авторы: Веденеев, Виноградов, Щавелев
МПК: B23K 28/00, B23K 31/02
Метки: заготовок, карт, листовых, обечаек, особотонкостенных
...просвечиванием и т.д.При этом утяжек, непроваров и избыточного усиления шва не наблюдается,что связано с тем, что в процессесварки свариваемые карты 1, 2 находятся в свободном состоянии до и послесварки. Вследствие этого смещениекромок одной относительно другой непроисходит. Заготовки, сваренные 25из карт 1, 2,.после сварки и контроля,минуя операцию правки, отправляютсразу для изготовления многослойных.сильфонов. Способ осуществляли налабораторном стенде, состоящем изсварочной установки САдля сварки кольцевых и продольных швов, настанине которой устанавливаетсяложемент с прижимами по. бокам, а сварочная горелка снабжена охлаждающимироликами, обеспечивающими сведение 35устанавливаемых на ложементе картдо упора их кромок одной...
Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления

Номер патента: 1655636
Опубликовано: 15.06.1991
Автор: Чемерис
МПК: B21D 53/30
Метки: колес, обечаек, ободьев, профилирования, цилиндрических
...вала 2 вниз обусловливает деформирование эа 5 10 15 2025303545 готовки между верхним 6.и нижним 8 .вращающимися роликами, в результате которого осуществляют формирование ручья обода путем перемещения металла в радиальном направлении относительно оси обо да. Превышением глубины профиля полуфабриката по сравнению с глубиной готового ручья обеспечивается подпор основания полуфабриката средней частью нижнего ролика в процессе профилирова ния.Взаимодействие рабочих конических поверхностей нижнего 8 и контактных 3 роликов начинается после вертикального перемещения контактных роликов 3, с момента соприкосновения верхнего профилегибочного ролика 6 с полуфабрикатом П, на некоторую величину свободного хода Ь = (0,200,25)Ьг (где Ь 2 - глубина...
Установка для автоматической сварки продольных швов обечаек

Номер патента: 1655734
Опубликовано: 15.06.1991
МПК: B23K 37/02, B23K 37/04
Метки: автоматической, обечаек, продольных, сварки, швов
...С пульта 44 управления в режиме "Наладка" включают привод подачи заготовок, состоящий из редуктора 3, винта 4 и толкателя 5, Первая партия заготовок 13 из кассеты 8 (фиг,З), с ориентированными кромками стыков по фиксатору 14 положения Т-образной формы обечаек заготовок 13 с цилиндрической на коническую, определяемую клиновой формой стенки двутавра 19 (фиг,2, 3) с фиксацией кромок стыков по вы 1655734соте полками двутавра. Подвижные планки 31 с роликоопорами 32 настраиваются по общей прилегающей поверхности заготовок 13 конической формы 33 механизма регулировки 40 и силовыми приводами 41.При дальнейшем движении заготовок13 они попадаютв формующее устройство 34, где под планками 35 с роликоопорами 32 приобретают форму цилиндра с общей...
Устройство для сварки встык продольных кромок обечаек банок

Номер патента: 1657052
Опубликовано: 15.06.1991
МПК: B23K 11/36, B23K 37/04
Метки: банок, встык, кромок, обечаек, продольных, сварки
...8 расположена между цапранляющими планками 26,выполнена из немдгнитного материала, например резины или резинообразной пластмассы, и захватами 27 дляобечаек 5. мок в зоне сварки, Скорость ленты 25 незначительно цепного конвейесобления б, в реей орпоной стецменьсче, чем скорость ра захватного присно зультдте чего к задн ке 15 обечдйки 5, ко зону воздействия пеп безэазорцо прилегает 15 следующей обечайк нитный поток способс тордя покидает ного конвейера,середняя стенка и, 1 ръ том магтнует тому, что Датчик 1 О может быть выполнен вкачестве оптического датчика или вкасестве датчика, срабдтывасОщего наполя магнитного рассеяния,Устройство работает следующим оборазом.Обечайки 5 транспортером 1 ссодаются н калибровочную клеть 7, при...
Устройство для сборки и сварки обечаек

Номер патента: 1673357
Опубликовано: 30.08.1991
Авторы: Герасимов, Засульский
МПК: B23K 37/053
Метки: обечаек, сборки, сварки
...30 35 40 45 50 Г Р= -ггде Г - перемещение торца пружины поддействием силы РЕ - жесткость пружины, Применительно к предлагаемым роликоопорам (фиг,5) справедлива формула;1673357 Е 2 - суммарная жесткость пружин 32.Из формулы (7) используя формулы (5) и(6), получим формулу для определениятребуемой величины сжатия пружин 32 5(2) гдЕ Ь Е 1 - дОпОлнитЕльнОЕ пЕрЕмЕщЕнИЕ торцов пружин 7 роликоопоры под действием дополнительного усилия Ь Р 1;Е 1 - суммарная жесткость пружин роликоопоры,Дополнительное усилие Ь Р 1 возникает в результате действия на ролик дополнительного радиального усилия Ь Рр и определяется по формуле 4 ЬРр соз -а Р 2 2 Е 2(3) При конкретных значениях величин 15 ЬВ)= 2 "=3 где 1)и 12 - плечи рычага 6:Р - угол между направлением...
Установка электрошлакового уплотнения крупногабаритных обечаек

Номер патента: 1520856
Опубликовано: 15.12.1991
Авторы: Беловолов, Берман, Заболоцкий, Нагаевский, Проскуряков, Светловский, Семковская, Скрипник, Тулинова, Цыпуленко, Челпанов, Чепурной, Шкода
МПК: C22B 9/18
Метки: крупногабаритных, обечаек, уплотнения, электрошлакового
...Одновремено с опусканием электродов 29 с рейкой 10 опускается трубопровод 33 вдоль выходного патрубка 34, При установке электродов 29 в рабочем положении, нижний торец трубопровода 35 устанавливается над кокилем 2, цри этом верхний конец трубопровода Э 5 охватывает нижний конец выходного патрубка 36 электромагнитного метательного устройства 37, чем обеспечивается создание прямолинейного тракта между электромагнитными метательным устройством 37 и кокилем Э. Кроме того, связь: выходной патрубок 39 доэатора 38 - выходной цатрубок 36 - трубопровод 36, является трактом между дозатором 38 и кокилем 3. После установки электродов 29 врабочее положение, из дозаторов 38производится порционная загрузка шлака одновременно н каждый кокиль...
Полуавтомат для изготовления обечаек с кольцевыми гофрами

Номер патента: 1697932
Опубликовано: 15.12.1991
Авторы: Краскин, Полей, Суховерхов
МПК: B21D 15/06
Метки: гофрами, кольцевыми, обечаек, полуавтомат
...установлены на рычаге 8. Со стороны накатного ролика установлена пружина 12, связанная одним концом с рычагом, а другим с оправкой 2. Привод 6 перемещения формующих узлов выполнен в виде подвижного в осевом направлении штока 13 с управляющими конусами 14. Шток 13 смонтирован вполости оправКи 2. Каждый управляющий конус установлен с возможностью взаимодействия с соответствующим управляющим роликом 11. При этом расстояние между двумя соседними управляющими роликами выполнено больше расстояния между соот ветствующими им управляющими конусами , на величину, равную высоте конуса. Полуавтомат работает следующим образом.Заготовка устанавливается на оправку,2 и матрица 4 смыкается, Привод 3 вращаетоправку 2. Шток 13 с управляющими кону, :сами...
Способ профилирования обечаек

Номер патента: 1697951
Опубликовано: 15.12.1991
МПК: B21D 53/30
Метки: обечаек, профилирования
...10 электропривода 11, смонтированного неподвижно на профилировочном станке. С валом 10 связан датчик 12 крутящего момента, выход которого электрически связан со входом коммутатора 13, Один из выходов последнего включен в цепь реверса электропривода 11, а другой выход связан с системой управления сближения валков профилировочного станка, Второй валок 14 расположен внутри исходной кольцевой заготовки 15,Способ профилирования обечаек осуществляется следующим образом. Заготовку 15 устанавливают на внутренний валок 14 и приводят валки 1 и 14 во вращение. Части наружного валка 1 при этом сомкнуты по плоскости разъема. После осуществления взаимного сближения осей валков 1 и 14 до соприкосновения с заготовкой 15 и далее на величину шага...
Способ сборки и сварки резервуаров из обечаек с боковинами и стенд для его осуществления

Номер патента: 1699749
Опубликовано: 23.12.1991
Автор: Хатеев
МПК: B23K 37/00
Метки: боковинами, обечаек, резервуаров, сборки, сварки, стенд
...способа.Цель изобретения - расширение технологических возможностей путем обеспечения изготовления резервуаров из обечаек, изготовленных из полос и боковин с центральными отверстиями и внутренними элементами насыщения.На фиг.1 изображен стенд для осуществления способа сборки и сварки резервуаров из обечаек с боковинами, общий вид: на фиг.2 - разрез А-А на фиг.1.Стенд для сборки-сварки резервуаров содержит раму 1, на которой смонтирован рольганг 2, вращательные стойки 3, снабкоторый связан с гидростанцией 18.. Способ сборки и сварки резервуаров из обечаек с боковинами осуществляется сле сформирована до величины полупериметра боковины, устанавливают внутри элементы насыщения резервуара перегородку 19, другие сборочные единицы не...
Устройство для сборки и сварки обечаек из сегментов
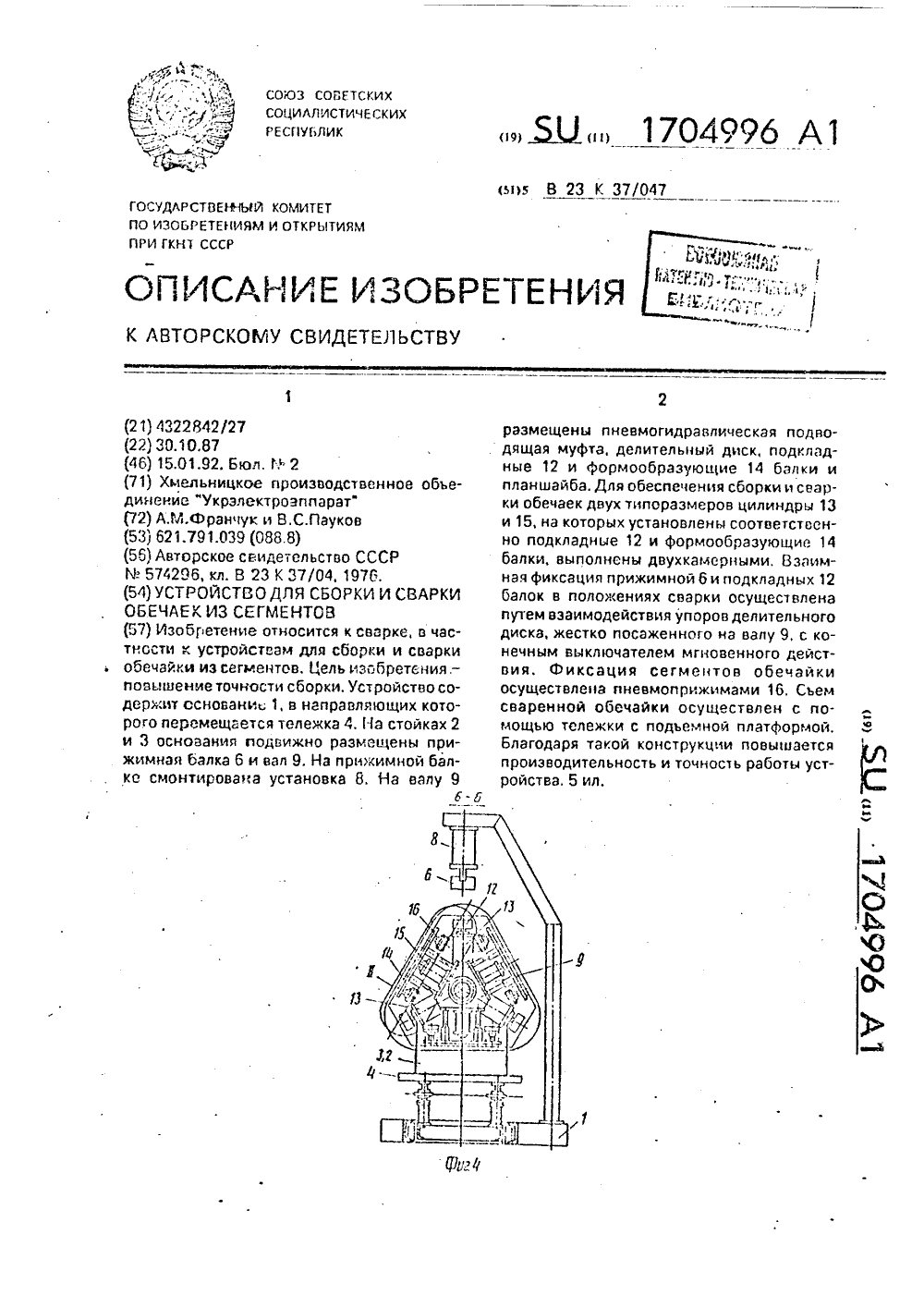
Номер патента: 1704996
Опубликовано: 15.01.1992
МПК: B23K 37/047
Метки: обечаек, сборки, сварки, сегментов
...к 55 подкладной балке 12 и осуществляют соаркувторого шоа. Посла оцполненця втор.ого шоа повторяют предыдущие опсрации. осуществляют сварку третьего шоа и подниглают балку 6, После выполнения третьего шоа поднимают подьемиую платформу 37 тс. 102030 Тел.жку 4 персмс; ают по осиооэиео 1 электромсхаиическигл приводом 31. На корпусв приводной тслсжкй 4 размещены подъемная платфоргла 32 с электроглсханич "схим приводом 33 подьсма и жестко закрепленная опора 34, Опора 35 снабжена коническим г ращающиглся центром 36, взаимодействующим с конусным отссрстием19 вала 9. Установку уровня подьсма платформы 32 и остановку тележки 4 в моментвзаимодействия конического центра 36 с конусным отверстием 19 осушествлгиот при помощи конечных выключателей 37 и...
Способ сборки и калибровки обечаек

Номер патента: 1704997
Опубликовано: 15.01.1992
МПК: B23K 37/053
Метки: калибровки, обечаек, сборки
...3. Кольцо 3 располагают в плоскости, перпендикулярной продольной оси О обечайки, При этом обечдйкд имеет оси оедла разной длины: 01 мэлдл ось 02 большдя ось,По окружности кольца 3 устацовлены с равными промежутками здневоливающие рдспорцыо элементы (дол 1 крдть 1) 4, которыеил,сют созыв;кность одгговре генного рлв нол;ерного радиального геремещенил относг,тельно колг ца 3. В исходном положении (ггри установк;) кольцо 3 закре.гллетсл, опираясь о ггугр.:гггггою ловрхность обечэй;.и 1 (Фиг.1), гх, даматрэльный размер первоггачальгго выдгл;г гуты:с рэс орггьгх злег,;ентов 4 в кольце 3 опроделяетсл размером малой оси 01 свала обечайки, Знщит по малой оси Ог между рэспорггыци эле гантал 1 и и пнутренней йог.зрхггостьго об гайки зазора нет, ....
Устройство для прихватки обечаек

Номер патента: 1719183
Опубликовано: 15.03.1992
Авторы: Дашунин, Пестов, Петров
МПК: B23K 37/02
Метки: обечаек, прихватки
...известного приспособления является отсутствие возможности регулировки его по диаметру свариваемойобечайки в зависимости от фактического диаметра донышек, которые запрессовываются в обечайку после ее сварки, так как отвыбора оптимальной величины натяга призапрессовке донышек в обечайку зависиткачество запрессовки, сварки, особенноконтактной шовной внахлестку,Цель изобретения - повышение качества сборки и сварки,Указанная цель достигается тем, чтофиксирующая оправка снабжена электродом и механизмом регулировки его вылета,выполненным в виде эксцентрика, размещенной во втулке, причем электрод выполнен в виде диска с цилиндрическимотверстием под эксцентрик и охлаждающуюжидкость, а нажимное кольцо выполненоразжимным и...
Устройство для формообразования обечаек

Номер патента: 1722215
Опубликовано: 23.03.1992
Автор: Феликс
МПК: B21D 51/26
Метки: обечаек, формообразования
...27 и выполненной в соответствующем ступенчатом отверстии ступенью так, что она стремится к радиальному перемещению сегментных штанг 21 к центру оправки. Внутренние поверхности 29 сегментных штанг 21 выполнены наклонными, сближающимися в направлении свободного конца рэзжимной оправки 16.Для осуществления разжима сегментных штанг 21 в середине каждой разжимной оправки 16 установлен клин 30, имеющий наклонные поверхности 31, параллельные наклонным поверхностям 29 сегментных ш знг. Между наклонными поверхностями29 и 31 установлена направляющая 32, образованная цилиндрическими телами качения 33, а. также сепаратором 34, Перемещение каждого сепаратора 34 е направлении свободного конца соответствующей разжимной оправки 16 ограничено упором...
Устройство для сборки под сварку обечаек

Номер патента: 1729723
Опубликовано: 30.04.1992
Авторы: Балашов, Забутырин, Метальников
МПК: B23K 37/04
Метки: обечаек, сборки, сварку
...в нижней5 10152025 30 сками 27, Второй ролик 35 контактирует с обечайкой 50, которая установлена на два опорных прижимных ролика 7 и большим торцом упирается в ролики 11 и поджимается сверху двумя ведомыми дисками 13.Оси 34 роликов 35 расположены под углом й к оси валов 5 и 17 для поджатия торцов обечаек 49 и 50 к роликам 11 и 23. Направление разворота выравнивающих роликов 35 выбирается в зависимости от направления вращения валов 5 и 17.Зазор д между обечайками 49 и 50 устанавливают винтами 8 и 20 и располагают строго симметрично между выравнивающими роликами 35. Сварочная головка 51 установлена на расстоянии а от оси валов 5 и 17.Необходимость в расстоянии, а заключается втом, что превышение кромок возможно избежать путем поджатия...
“способ раскатки широких металлических обечаек и бандажей “крюкан”

Номер патента: 1738447
Опубликовано: 07.06.1992
МПК: B21H 1/06
Метки: бандажей, крюкан, металлических, обечаек, раскатки, широких
...расстояние между их осями будет больше толщины стенки заготовки, последняя не деформируется, т.е, стенка заготовки при раскатке в этот момент будет деформироваться не по всей ширине, что еще более облегчает течение металла в сторону увеличения ее ширины.В начале раскатки, когда стенка кольцевой заготовки еще сравнительно узкая, толстая и горячая, раскатку ведут при относительно больших углах между валками, что дает максимальное приращение ширины заготовки. Непрерывно уменьшая угол р, увеличивают радиальное течение металла, ограничивая дальнейшее увеличение ширины. При этом поперечное сечение стенки заготовки приближается к прямоугольному, Заканчивают раскатку в параллельных валках, формируя готовое изделие строго цилиндрической формы...
Устройство для зачистки кромок обечаек

Номер патента: 1738611
Опубликовано: 07.06.1992
МПК: B24B 21/00, B24B 23/02
Метки: зачистки, кромок, обечаек
...ролика, а зачистные головки выполнены в виде лентопротяжных механизмов с упругими контактными элементами, установленными с возможностью регулирования усилия их поджима к обрабатываемой обечайке и разворота головок относительно одна другой,На фиг.1 показана схема устройства, общий вид; на фиг.2 - то же, вид спереди; на фиг.З - то же, вид сверху; на фиг.4 - разрез А - А на фиг.З; на фиг.5 - приводные ролики, вид сверху; на фиг;6 - вид Б на фиг.5; на фиг.7 - разрез В - В на фиг.5; на фиг.8 - шлифовальная головка наружной зачистки обечайки, общий вид; на фиг.9 - разрез Г - Г на фиг,8; на фиг.10 - разрез Д - Д на фиг,8; на фиг.11 - шлифовал ьная головка внутренней зачистки обечайки; на фиг,12 - разрез Е - Е на фиг.11; на фиг,13 - контактный...
Устройство для сборки и сварки продольных стыков конических обечаек

Номер патента: 1747247
Опубликовано: 15.07.1992
Авторы: Двуреченский, Камынин, Капустин, Ляпин, Фрей
МПК: B23K 37/04
Метки: конических, обечаек, продольных, сборки, сварки, стыков
...опоры, смонтированном нажестком обжимном каркасе, а привод пере, ещения рычагов смонтирован на опоре, 5На фиг. 1 показан общий вид предложенного устройства; на фиг. 2 - вид пострелке А на фиг, 1,Устройство для сборки и сварки, преимущественно с внутренней стороны, продальных стыков конических оболочексодержит жесткий обжимной каркас с конической внутренней поверхностью, а механизмы выравнивания торцев и сжатиясвариваемых кромок, 15Обжимной каркас выполнен в виде верхнего 1 и нижнего 2 колец, связанных ребрами 3 жесткости с основанием 4, Верхнеекольцо 1 выполнено с большим, нижнеекольцо 2 - с меньшим диаметрами отверстий. Во втулку 5 основания 4 установленаподвижная колонна б с опорой 7, на которойрасположены два механизма с...
Устройство для изготовления обечаек

Номер патента: 1754270
Опубликовано: 15.08.1992
Автор: Еремин
МПК: B21D 5/10
Метки: обечаек
...для изготовления В-образной спаренной обечайкис равновеликими частями; на фиг, 4 - вид сверху, при изготовлении В-образной спаренной обечайки в конце ее формирования; на фиг, 5 - вид сверху, при изготовлении 8-образной спаренной обечайки в конце ее формования,Устройство для изготовления обечаек содержит основание 1, барабаны 2 и гибкие нити 3, На основании закреплены упоры 4 с воэможностью их перестановки на поверхности основания; неподвижные упоры 5 закреплены в центре основания, один из которых снабжен устройством (проушинами) 6 для крепления гибких нитей. На основании расположены подвижные упоры 7, выполненные с возможностью перемещения по пазу 8 основания и фиксации в нем. На основании расположена заготовка 9 и отверстия 10 для...
Устройство для сборки и сварки продольных стыков обечаек

Номер патента: 1756086
Опубликовано: 23.08.1992
Авторы: Калюжный, Полусмак, Тарарычкин
МПК: B23K 37/04
Метки: обечаек, продольных, сборки, сварки, стыков
...формирующая подкладнапример медная. Станина 1 снабжена продольныминаправляющими 5, которые имеют возможность перемещаться вдоль станины 1 посредством винтовой пары 6. К направляющим прикреплены упоры 7, рабочая поверхность которых имеет овальную форму и взаимодействует с прижимами 8, установленными на осях 9, Для прохода оси 9 в прижиме 8 выполнен паз 10, благодаря 40 которому прижим 8 имеет воэможность смещаться в горизонтальной плоскости в направлении, перпендикулярном к линии сварки, Пневморукав 11 обеспечивает поджатие прижима 8 к поверхности сваривае 45 мой обечайки 3, а пневморукав 12 -обратный поворот прижима 8 после сваркистыка,Устройство работает следующим образом 50 После установки обечайки 3 на ложе- мент 2 и совмещения...
Механизм подачи обечаек

Номер патента: 1762743
Опубликовано: 15.09.1992
Автор: Рудольф
МПК: B21D 43/00, B23K 37/04
Метки: механизм, обечаек, подачи
...перекидного рычага 25. Перекидной рычаг 25 закреплен на распределительном валу 26, установленном свозможностью вращения в траверсе 8 каретки 6.На другом плече перекидного рычага 25смонтирован ролик 27 с возможностью взаимодействия с распределительным кулачком 28, Распределительный кулачок 2850 55 выполнен с клиновым участком 29 и сопряженным с ним дугообразным участком 30, центр которого расположен на геометрической оси шарнира 17.На траверсе 8 размещены две стойки 31 под подшипники. На каждой стойке 31 посредством болта 32 смонтирована с возможностью поворота собачка 33. Болты 32 расположены перпендикулярно направляющим 5 приблизительно горизонтально, поэтому собачки 33 могут перемещаться между нижним конечным положением...
Способ изготовления обечаек

Номер патента: 1784380
Опубликовано: 30.12.1992
Автор: Нузов
МПК: B21D 51/10
Метки: обечаек
...качества за счет качественной формов- дольйого шва 3 и формования местных уг- С) ки гофр в зоне фальцевого шва о лублений 4 по длине шва. например. одновременным предотвращением раскры- кернением. тия шва в йроцессе накатки,.:, Местное формование можно осуществвавеЪЭта цель достйгается благодаря тому,лять при помощи оправки 5, вводимой вчто поспособу изготовления обечаек путем . заготовку 2, и бойка 6 (фиг, 3).сворачивания листовойзаготовки, образо-, В частнсти, формование местных уг. вания фальцевого шва и формирования лублений 4 можно производить одноврекольцЕвых гофрф 1 акаткой перед накаткой меннОсобраэованиемфальцевогошва 3. гофр в зоне фальцевого.шва производят Затемформуют,например,припомощи формование местных углублений, а...
Устройство для подачи обечаек от листогибочного узла с рычагом в сварочный узел

Номер патента: 1787094
Опубликовано: 07.01.1993
Автор: Петер
МПК: B21D 43/02, B23K 37/04
Метки: листогибочного, обечаек, подачи, рычагом, сварочный, узел, узла
...Каждая каретка 22 оснащена сервоприводом 23, выполненным, например, в виде ходового винта, и предназначенным для высокоточной установки каретки в случае настройки для подачи обечаек другого диаметра, Установленная со стороны обслуживания каретка 22 может быть оснащена управляемым независимо от сервопривода 23 приводом 24 ускоренного хода для освобождения рычага 16 в случае устранения нарушений.Каждая каретка 22 имеет передачу 25 с ведущим приводным валом 26,На передаче 25 смонтированы сменные плиты 27, которые имеют сходство с консольной цепной плитой,Каждая плита 27 выполнена с отверстием 28 для ведущего приводного вала 26 и центрирующим отверстием 29, расположенным относительно отверстия 28 примерно диаметрально одно напротив...