Патенты с меткой «обечаек»
Валковый станок для гибки конических обечаек

Номер патента: 531599
Опубликовано: 15.10.1976
МПК: B21D 5/14
Метки: валковый, гибки, конических, обечаек, станок
...к рабочим валкам с возможностью регулирования этого угла. На 10 одном конце верхнего приводного валка 1 закреплен ведущий ролик 5, а на остальной части установлены свободно вращающиеся ролики 6. На одном конце нижнего приводного рабочего валка 2 установлены свободно враща ющиеся ролики 7, а на остальной части жестко закреплены ведущие ролики 8, которые выполнены с плавным изменением их диаметров.Промежутки между ними заполнены свободно вращающимися роликами 9 также плавно 20 изменяющихся диаметров.Подача заготовки в рабочую зону происходит прн зажиме ее между приводными рабочими валками 1 и 2, причем левая кромка заготовки (фнг. 2) прижимается верхним веду щим роликом 5 к свободно вращающимся роликам 7, а правая кромка в зависимости...
Устройство для установки тонкостенных обечаек

Номер патента: 531662
Опубликовано: 15.10.1976
Авторы: Бурыкин, Кочетков, Рябой
МПК: B23B 31/00
Метки: обечаек, тонкостенных, установки
...которых установлены втулки 3.На планшайбе 1 смонтированы опоры 4, в каждой из которых установлен конический вал-шестерня 5, имеющая хвостовик, выполненный пустотелым с резьбой на наружной и внутренней поверхности,Крайиис ссгме 1 пы 12 соединены через шарнирные тяги 13 с втулкой 3. Шарнирные тяги выполнены в виде тапдеров для настройки всего устройства по эталону.Соседние крайние сегменты 12 соединены между собой в замок, как показано на фиг. 5.Радиус кривизны рабочей поверхности среднего сегмента 10 выбирается по наименьшему диаметру устанавливаемой обечайки, а рабочая поверхность крайних сегментов 12 выполнена по кривой с переменным радиусом кривизны, причем участок, примыкающий к шарниру 9, выполнен с радиусом наименьшей...
Устройство для сборки корпусов из обечаек

Номер патента: 532500
Опубликовано: 25.10.1976
Авторы: Летучий, Ткаченко, Шеин
МПК: B23K 37/04
Метки: корпусов, обечаек, сборки
...5 и 6, а шарнионые трансляторы 4, располс женные на трансляторах 3, черемешаюгся от варягов 7, В трансляторах.5 4 расположены ролики для перемещения устройстьа в корпусе аппарата.Жарнирны е грансляторь 1 4ас т раи вают на требуемый размер стыкусл.ых обечаек, усганавливают одну из обечаек ча роликоопору, Внутрь обечайки заво ят у гройство26 так, чтобы деформирующий элемен оказался в ней. От пневмоцилиндра 5 п.арнирный транслягор 3 перемещается, закрепляя устройство в обечайке. На свободный конец устройства надевается стыкуемая обечайка, От фф пневмоцилиндра 6 шарнирный транслятор 3, перемещаясь, центрирует, закрепляет и подтягивает стыкуемую обечайку.В сезульгате у:тройство, закреппе пное в несулчей сбечайке, расположенной ча ро-...
Сталкиватель обечаек

Номер патента: 536868
Опубликовано: 30.11.1976
Авторы: Вовченко, Лапскер, Правдина, Ростиславин
МПК: B21D 43/10
Метки: обечаек, сталкиватель
...с тросом и блоков, установленных соответственно на направляющих и наружной части толкателя,На чертеже изображена принципиальнаясхема предложенного сталкивателя. 25Сталкиватель обечаек, смонтированный надверхним валком 1 листогибочной машины, содержит установленный в направляющих 2 подвижный в направлении оси валка 1 и несущийзахват 3 толкатель, выполненный из двух 30 телескопически установленных частей, наружная 4 из которых установлена на направляющих 2, а внутренняя 5, несущая захват 3,снабжена опорными роликами б, взаимодействующими с верхним валком 1 машины, исвязана со средствами привода 7 посредствомбарабана 8 с тросом 9 и блоков 10 - 12, установленных на направляющих 2 и наружнойчасти 4 толкателя,Работает сталкиватель следующим...
Устройство для газовой резки торцов обечаек

Номер патента: 536907
Опубликовано: 30.11.1976
Авторы: Белобородцев, Козулин, Романеев
МПК: B23K 7/04
Метки: газовой, обечаек, резки, торцов
...штангой при помощи1 Иокой Т 51 ги,11 а фиг, 1 показано устройство, общий вид; 20на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по Л - Л на фиг, 1.Устройстьо состоит из узла 1 вра 1 ценияобечайки, смонтированного на раме 2, П-образной штанги 3 с закрепленными па пей 25суппортами 4 с резаками, Штанга 3 подвешена на гибкой тяге 5, закрепленной па стойкеб, 1-Еа параллельных плечах П-образной штанги 3 рязмеще 11 ь 1 узлы центровки обечайки,представлтпощие собой выдвижные пиноли 7, 30фпксируемь 1 е в рабочем положении винтом 8. Обслуживание суппортов с резаками ведется с площадки 9. Центрирующие отверстия 10 выполняются в центре распорки 11, монтируемой в обечайке 12.Устройство работает следующим образом.Обечайка 12 укладывается на узел 1...
Стенд для сборки обечаек

Номер патента: 539731
Опубликовано: 25.12.1976
Авторы: Керзан, Крыласова, Федяев
МПК: B23K 37/04
...подшипниках 3 установлены планшайбы 4. Оси вращения планшайб совпадают. Пневмоцилиндры 5 5 предназначены для продольного перемещения планшайб, а механизм б для вращения одной пз ннх (правой па чертеже). На каждой планшайбе имеется кольцевая канавка 7, образованная стенкой аб, плоским дном бв и 10 стенкой вг. Стенки наклонные, расположенык основанию под тупым углом.Сборку обечайки осуществляют следующим образом.Свальцованную из листовой заготовки обечзйку 8 помещают 1 екду плзнш 2 йозмн 4 и начинают перемещать последние навстречу друг другу ппевмоцилпндрамн б. Торцы обечаек входят в расширенную часть кольцевых канавок 7, которые в дальнейшем движеп 10 свопм. поверхпостямп аб и вг деформируютобечайку. К концу хода обечайка принимает...
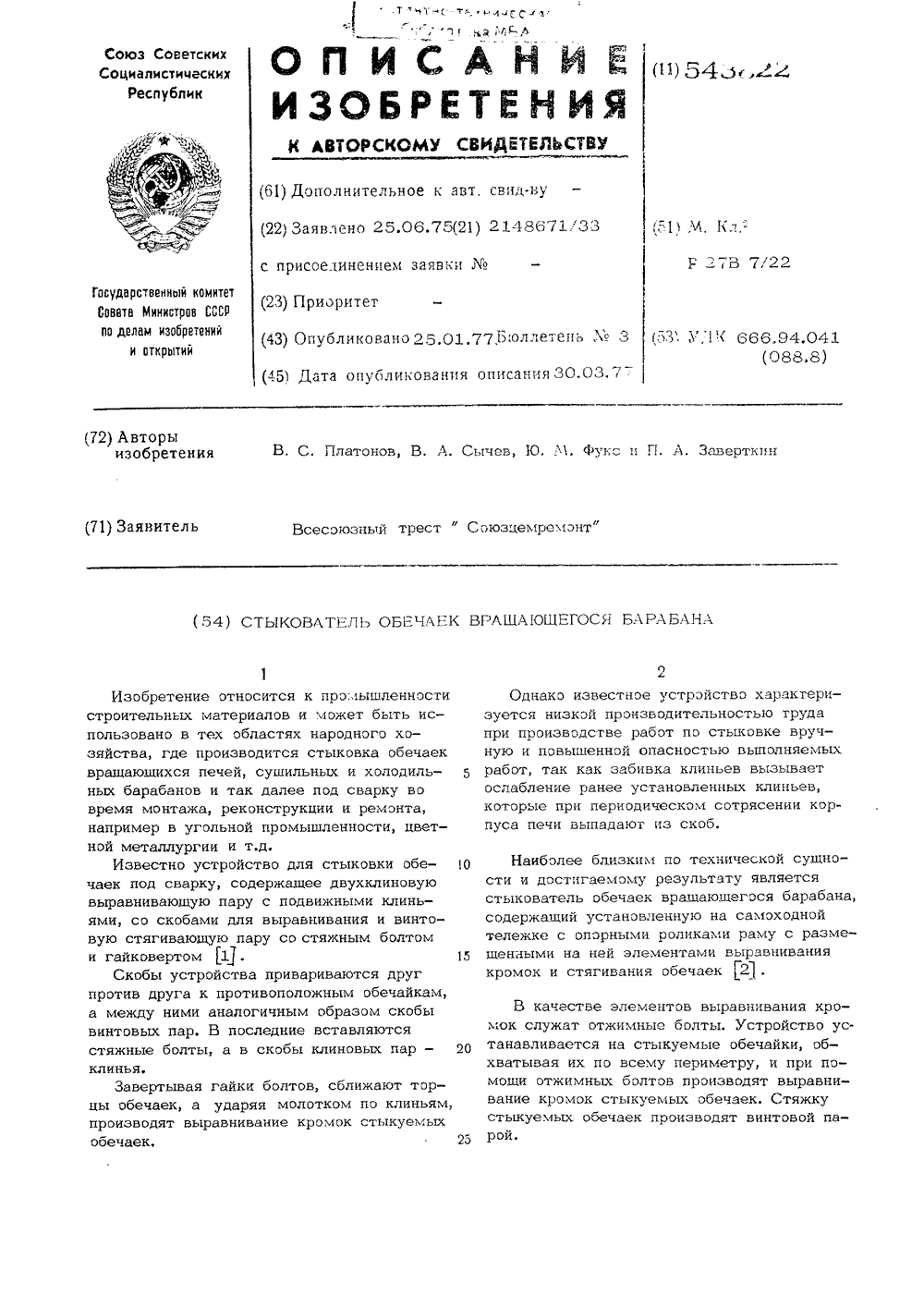
Стыкователь обечаек
Номер патента: 543822
Опубликовано: 25.01.1977
Авторы: Заверткин, Платонов, Сычев, Фукс
МПК: F27B 7/22
Метки: обечаек, стыкователь
...производительности труда и механизации операции по стыковке обечаек.Зто достигается тем, что стыкователь эбечаек снабжен элементами зацепления с гибкой связью и приводом, закрепленными на раме и кинематичюски связанными с элефЮРй и,П следние выполнены в виде эксцентриков, а элементы стагкваниа обечаек - в виде захва-утов с тэлкателами.На фиг. 1 показан стыкователь обечаек, поперечный разрез: на фиг. 2 - то же, вид сбоку.Стыкэватель эбечаек содержит раму 1, в й которой закреплены выполненные в виде эксцентриков 2 элементы выравнивания крэмэк, соединенные с элементами зацепления, например сэ звездочками 3. Все звездочки 3 эксцентриков 2 соединены гибкой связью, 20 например непрерывной цепью 4.Для перемещения цепи в нижней части рамы 1...
Установка для сварки продольных швов многошовных цилиндрических обечаек

Номер патента: 547319
Опубликовано: 25.02.1977
МПК: B23K 37/04
Метки: многошовных, обечаек, продольных, сварки, цилиндрических, швов
...обечаек, г.;ей подкладст ки продолсодержаши к;о нпво ан ну кои, устано щения вдол шенными на тью пер ме-кк с разм ки 11,йал 3, со штуНа пенная7 и развалом 9 071 ц 1 л гтоянностенде посл перезакреплять ооевыполнения каждого н дног о шва.изо бр ете нияти сварки истановки, чтоводительности Ви. ка.,ъ отГад к упор обеспечени обечайки бе ль вляе,"-1 гала - . Связан 1 "- 1:.ХО".и. ,.ЗДНЕП -возм ее п с посоос нкео ию роиз Для э ной оп".: .,; на под ойлко 1 0 кр еп,;, -мех низо ". при:".д.1 ма детал 1 20 и замком 21 в 1.,аосСм полженин, виде васп оложенн,х по с паза. од 1 му о в па окружности смед формируюшую зы при повороте л мент ку, з нег:мопрк сварив,:екО:.ения подкладк 1: л крок креп равк 1)зобретение Относится к свароцному производству и...
Способ изготовления обечаек

Номер патента: 551078
Опубликовано: 25.03.1977
Авторы: Банников, Каменецкий, Каталхерман, Сорвилин, Фридман
МПК: B21D 7/02
Метки: обечаек
...обечаек,например, конических, при котором кромки 40заготовки сводят, одновременно поворачивая края заготовки,в плоскости, перепендикулярной к сводимым кромкам, а к частизаготовки, противолежащей стыкуемымкромкам, прикладывают усилие, перепендикулярное к плоскости заготовки, котороеснимают в начальный момент сближениякром ок.Однако для осуществления атого способанеобходимы достаточно большие усилия для 50перемещения кромок навстречу друг другу,особенно в начале процесса гибки. Это объясняется тем, что заготовка после снятияприложенного перпендикулярно к ней усилия испытывает йродольный изгиб, т,е, под 5 фдействием перепендикулярного к плоскостизаготовки усилия она выходит из состоянияустойчивости, а дальнейшая гибка происходитв...
Устройство для фиксации и сборки тонкостенных обечаек

Номер патента: 554049
Опубликовано: 15.04.1977
МПК: B21D 51/10
Метки: обечаек, сборки, тонкостенных, фиксации
...балки 15 - на соответствующую шагу гибки длину.При гибке заготовки на заданный радиус за один проход в валках листогибочной машины первая струбцина 8 устанавливается от передней кромки изогнутой части на расстоянии, приблизительно равном половине шага между стержнями-распорками 7, посредством прижимов 10. Поворотом одного из стержней, например пятого, через одно из отверстий 11 балки 9 производится соединение стержня со струбциной.Включением привода листогибочной машины производится гибка следующего участка заготовки, соответствующего шагу между стержнями. Вторая струбцина посредством кронштейнов 16, балок 9 и балок 15 с настроенными на заданный радиус регулируемыми опорами 17 устанавливается в заданное положение, соответствующее...
Устройство для изготовления обечаек из листовых заготовок

Номер патента: 555938
Опубликовано: 30.04.1977
Авторы: Винокуров, Кипнис, Макалиш
МПК: B21D 5/00
Метки: заготовок, листовых, обечаек
...укороченным, а приводной цилиндр смонтирован на станине с возможностью поворота,Предложенное устройство показано нтеже,Устройство содерж аротных формующих о еные со штоком прив 0 средством шарнирных тяг 5 и 6. Цилиндр 4 имеет ось поворота 7, на некотором расстоянии от которой в него упирается упругий элемент 8. На концах обхватов 2 и 3 смонтированы ролики (или шарики) 9 и 10. Обхват 2, расположенный со стороны упругого элемента 8, выполнен укороченным. Листовая заготовка 11 перед формовкой должна быть сориентирована относительно устройства и прижата к оправке 1.Устройство работает следующим образом.В исходном положении упругий элемент 8 поворачивает цилиндр 4 относительно оси 7 таким образом, что его ось не проходит через центр...
Устройство для сборки и двусторонней сварки продольных швов обечаек

Номер патента: 556921
Опубликовано: 05.05.1977
Авторы: Бушмелев, Гладков, Горбунов
МПК: B23K 37/04
Метки: двусторонней, обечаек, продольных, сборки, сварки, швов
...4 и несущей сонсолью 2 опускают на роликоопоры 7 и 8. Для обеспечения центрирований по оси обвчайки роликоопоры расположены ив тележке 6, еоврв. мещающейся по рельсам.Вращением роликоопор совмещают шов с продольной осью флюсовой подушки 13, После этого флюсовую подушку вместе с рамой 9, на которой установлены электромагниты 10 и опоры для вин товых стяжек 11,поджимают к обечайке.Стяжки 11, на одной из которых установлен сварочный трактор 12, подкатывают к торцам обе. чайки до упора. Винтами 14 зажимают кромки обечайкн, винтами 15 выравнивают кромки в вер. тикальной плоскости, а винтами 16 производят стяжку кромок в горизонтальной плоскости. Так как технологические направляющие для трактоора 17 связаны с рычагами 18 посредством штиф. тов...
Установка для сборки и сварки обечаек

Номер патента: 564132
Опубликовано: 05.07.1977
Авторы: Васильев, Краснов, Рыбакова
МПК: B23K 37/04
Метки: обечаек, сборки, сварки
...каретки 6 и оснащенной роликом 10,Привод поворота скобы 9 и пермещения сварочной головки 8 выпопнен в виде силового цилиндра 11, корпус которого закреплен на каретке 6, а шток снаожен кронштейном 12, жестко соединенным со сварочной головкой 8,при этом на другом конце кронштейна смонтирован конусный упор 1 3. Сварочная гоповка 8 установлена в направпяющих 14 каретки 6 и оснащена следящим устройством 15.вращение приводных ропикоопор 2 осуществляется приводом 16 с цепной передачей 17, а перемещение кареток 6 - приводом 18, соединенным с ходовым винтом 19, 20 взаимодействующим с ходовыми гайками 20 кареток 6.На одной из приводных роликоопор 2 установлен сбрасыватепь 21, перемещаемый от цилиндров 22, 25Установка работает следующим...
Способ монтажа устройства для подъема обечаек газоотводящего ствола дымовых труб

Номер патента: 564255
Опубликовано: 05.07.1977
Авторы: Амстиславский, Харитонов
МПК: E04H 12/34
Метки: газоотводящего, дымовых, монтажа, обечаек, подъема, ствола, труб, устройства
...9 - съемной трубчатой осью14.Между стойками 9, 10 и оттяжками12 устанавливают связи 15, 16 объединяющие звенья в жесткую систему.С помощью строительного подъемника,используемого при сооружении железобетонной оболочки (на,чертежах подъемник неизображен), поднимают направляющие блоки 17 и закрепляют их сверху на торцежелезобетонной оболочки 1. Одновременнона торце устанавливают копиры 18,Концы тросов 7 с барабанов 6 эапасовывают на блоки 4, 5, образуя полиспасты.С помощью спускаемого одним концом сверху внутрь трубы, а другим концом соединняемого с барабаном лебедки, вытягиваютконцы тросов 7, проводя их под трубчатыми осями 11. Затем концы тросов 7 запасовывают.на блоки 17 и закрепляют набарабанах лебедок 19. К идущим вверх вет-вям тросов...
Пресс для раскатки обечаек

Номер патента: 567532
Опубликовано: 05.08.1977
Авторы: Боровских, Гусев, Русанов
МПК: B21H 1/06
Метки: обечаек, пресс, раскатки
...размещения опр имметричныи относительно метрии станины, проконсоль.На фиг. 1вид спереди,Пресс для изображен предла на фиг, 2 разрез раскатки обечаек пресс 1, ем А-А сод ину вертикального ти 1, верхнюю 2 и ниж 4, привод 5 переме правку 6, установле и траверсы 3 на опо рота оправки. В сто размещения оправки азную стан еюшую ст 3 траверсы, боек бойка, съемную о на нижней консол 7, привод 8 ново станины, в зоне ну ах кетовкой 9, выполнен проем 10, проходящийчерез нижнюю консоль станины.Работает пресс так,В нагретую до ковочной температуры заготовку 9 вводят оправку 6, после чего заготовку устанавливают, например, краном на опоры 7После этого производится обжатие заготбвки между бойком и оправкой усилием при вода 5, При повороте оправки от...
Устройство для изготовления обечаек

Номер патента: 572316
Опубликовано: 15.09.1977
Автор: Ершов
МПК: B21D 7/02
Метки: обечаек
...4 освобождаются, и заготовкаизвлекается из устройства. Для предотвращения поводок заготовки на корпусах укрепляется клиновой слой 5 резины, Количество корпусов зависит от размера конуса, В том слу чае, если один корпус повернется относительстройства являетготавливать тольс гладкой стенС целью расширения номенклатуры изготавливаемых обечаек в предлагаемом устройстве корпуса, шарнирно соединенные друг с другом, по поверхности контакта с заготовкой снабжены слоем упругого материала с рабочей поверхностью, соответствующей профилю образующей изготавливаемой обечайки, а привод поворота корпусов с жестко закрепленными на них зажимами выполнен в виде эластичных емкостей, смонтированных между корпусами.На чертеже изображена схема предлагаемого...
Устройство для сборки под сварку продольных швов обечаек

Номер патента: 572360
Опубликовано: 15.09.1977
Авторы: Бойченко, Гринюк, Жданов, Корж, Луговенко, Лысак, Медко, Мельников, Щучинский
МПК: B23K 37/04
Метки: обечаек, продольных, сборки, сварку, швов
...вания 1 с полуцилиндром 2 и упором 3, образующих полуцилиндр с прорезью для продольного шва. К полуцилиндру 2 и упорам 3присоединены угловые элементы 4, на горизонтальной части 5 которых закреплены при 10 жимы 6 из металла высокой теплопроводности. Расстояние между краями скошенныхкромок прижимов 1= (б - 8) з, где Ь толщинаматериала обечайки.Внутренняя разжимная шовоформирующая15 оправка выполнена из верхнего полуцилиндра 7 и нижнего полуцилиндра Ь, подвижных врадиальном направлении и разделенных диаметральным зазором а.Верхний полуцилиндр 7 выполнен с пазом бвдоль сварного шва для подвода инертногогаза к нижней части шва. Наружный диаметрвнутренней разжимной оправки равен внутреннему диаметру свариваемой обечайки.Внутренняя полость...
Устройство для калибровки обечаек

Номер патента: 573221
Опубликовано: 25.09.1977
МПК: B21D 3/16
Метки: калибровки, обечаек
...с разными направл юш их киям редствсм поворолибровочную голшую возможносчерез посредстввом направпенивинт с резьбойНедостаткомпри его работеловки через ходбольшой крутящЛля уменьшепринимаемого шпасно изобретеклиньев, соедин жено предлагаемое уствки обе аек, общий вид;по А-А на фея, 1; наБ-Б на фш, 1,чает рму 1 и установ.дством поворотной Втулкалибровочную головкуподвижных сегмента 5,ние ходовыми винта573221 3ка 4 попучает вращение от того же эпектроавигатепя 13 с редуктором 14 через отилючаемую музгу 21, зубчатые колеса 22 и23, последнее иэ которых жестко соединено с втулкой 2; Фиксация положения втулки при калибровке осуществпяется тормозной муфтой 24 через шесгерни 25, 26 и27 (фиг. 3).Устройство работает следующим образом,После...
Горизонтальный пресс для раскатки обечаек

Номер патента: 573237
Опубликовано: 25.09.1977
Авторы: Боровских, Гусев, Русанов
МПК: B21H 1/06
Метки: горизонтальный, обечаек, пресс, раскатки
...О установлена вертикальная сменная оправка 8, которая проходит через центральное отверстие диска 9, поворотного от привода 10, а нижним торцом устанавливается на опору 11. Поворотный диск 9 смонтирован на горизонтальном столе 12 с гидроприводом 1 Э его перемещения вдоль колонн 2.На столе закреплен также приводной валик 14. На поворотный диск 9 и приводной валик 14 устанавливается обечайха 15. Для ф закрепления оправки 8 на поперечинах уотановлены прижимы 16. Обечайка удерживается от смешения относительно продольной оси пресса при ее вращении роликовыми упорами 17 с приводом 18 (фиг. 2).На раме 19 роликовых упоров установлены правочные бойки 20 (фяг. Э).Раскатка обечаек провэводится в сле, дующей последовательности.Нагретую до ковочной...
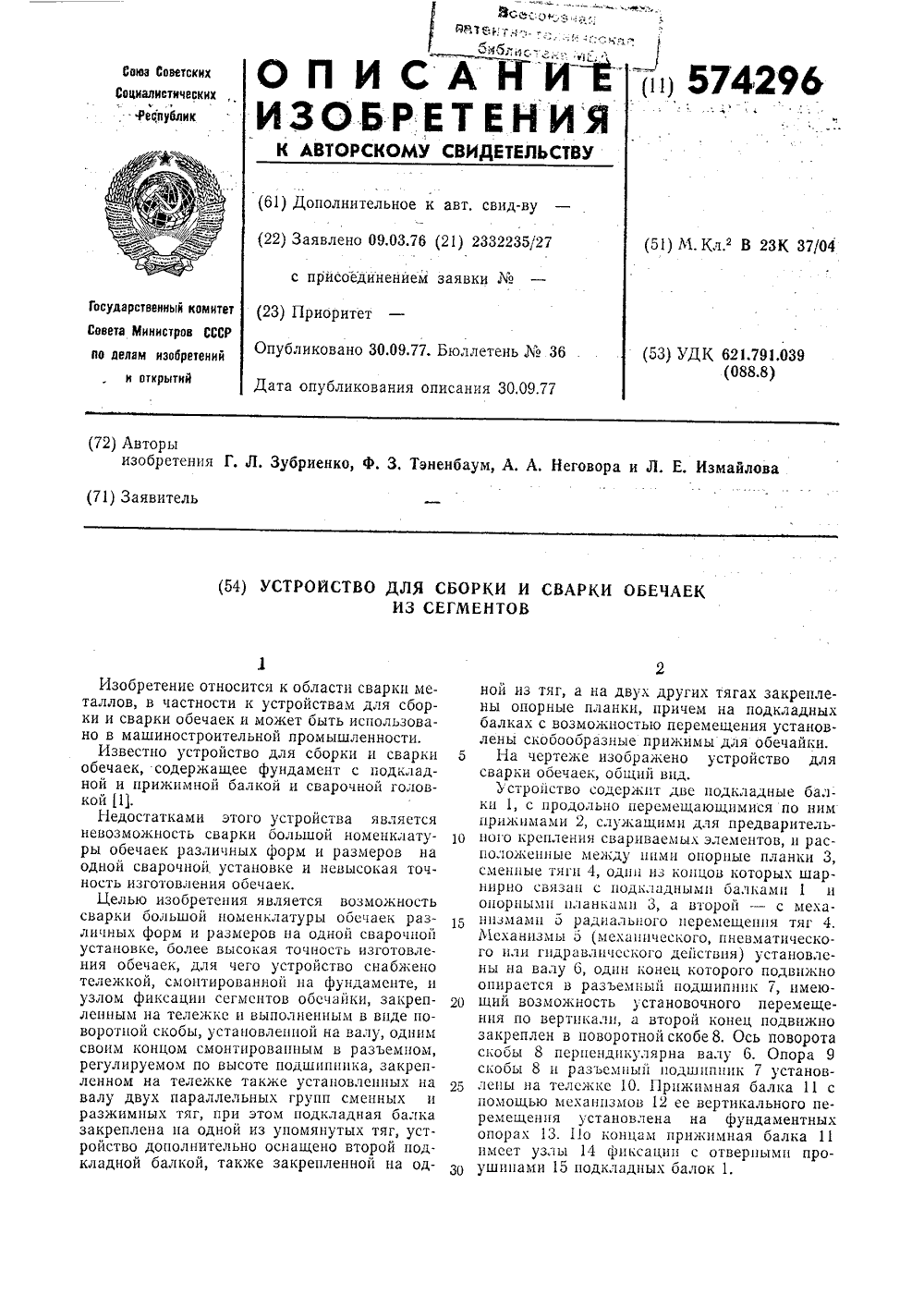
Устройство для сборки и сварки обечаек из сегментов
Номер патента: 574296
Опубликовано: 30.09.1977
Авторы: Зубриенко, Измайлова, Неговора, Тэненбаум
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов
...1.Сварка обечаек выполняется в следующем порядке.В зависимости от размеров и формы обечаек 16 (диаметр, длина, конусность) устанавливают сменные тяги 4 соответствующей длины. Вертикальным перемещением разъемного подшипника 7 подкладную балку 1 приводят в горизонтальное положение. Зажимы 2 устанавливают в положение, соответствующее длине обечайки 16. Вал 6 поворачивают на 90 (верхнее положение одной из планок 3).Сегмент обечайки 16 укладывают на опорную планку 3, совмещают его кромки с центром формирующей канавки на подкладной балке 1 и фиксируют прижимами 2. Затем вал 6 поворачивают на 180 и аналогичные операции проводят со вторым сегментом. Вал 6 вновь поворачивают на 90 (подкладная балка в верхнем положении). Прижимную балку 11...
Устройство для сборки обечаек под сварку

Номер патента: 580072
Опубликовано: 15.11.1977
Автор: Вознесенский
МПК: B23K 37/04
Метки: обечаек, сборки, сварку
...работает следующим образом.Первоначально лебедкой 14 с помощью тросика 15 рычаг 8 отводится в нижнее относительно скобы 1 положение. Прн этом тяги 5 передвигают главные рычаги 2 так же вниз, Между нажимными роликами 4 раскрывается рабочий зазор, в который заводится обрабатываемый стык, т. е. края кромок листов, которые должны быть соединены один с другим. После этого лебедкой 14 ослабляется тросик 15.При этом скоба под действием своего веса опускается до тех пор, пока рычаг 8 черезИзд. М 911 Тираж 1207Государственного комитета Совета Министро по делам изобретений и открытий 113035, Москва, )К, Раушская наб., д. 4 у 5 Поди иснССР Типог 1)афня, пр. Сапунова,тяги 5 и главные рычаги 2, уменьшая зазор между нажимными роликами 4, зажимает...
Устройство для шлифования внутренних поверхностей обечаек

Номер патента: 585050
Опубликовано: 25.12.1977
Авторы: Гулгазарян, Кадигробов, Морозов
МПК: B24B 5/40
Метки: внутренних, обечаек, поверхностей, шлифования
...фиг. 1 изображено предпагаемое устройство, принципиальная схема; на фнг. 2 то же, электрическая схема.И корпусе 1 устройства установлена шпиндельная головка 2 с шлифовальным кругом3. В нижней части корпуса расположены опорные колеса 4, связанные через ременнуюпередачу 5 с электродвигателем 6. В сред 585050ней части корпуса на шарнире 7 установопен маятник 8, ца котором эакреппен движок 9 реостата 10, Реостат через апектрический мост 1, содерж.ций потенциометр 12 с движком 13 связан с якорем эпектро двигателя 6. Обмотка возбуждения 14 двигатсдя вкдючеца непосредственно в сеть.Устройство устанавливают внутри обечайки и включают приводы вращения шдифовапьного круга и обвчайки. 10При врашении обечайки устройство, ново. рачиваясь...
Способ изготовления цилиндрических обечаек

Номер патента: 586948
Опубликовано: 05.01.1978
Авторы: Мишин, Проконенко
МПК: B21D 5/10
Метки: обечаек, цилиндрических
...давлением, в частности к способам .гибки цилиндрических оболочек, например,на трехвалковых станах.Известен способ гибки цилиндрических обспочек на трехвалковых станках с двумя приводными валками путем пропускания заготовки в валках 1,При этом способе упрочнение заготовкипроизводят при помощи отдельной операции,например, путем дробеструйного или роликового наклепа обмоткой цилиндра высокопрочной лентой или стекловолокном под натяжением. ессе гибки оболочки в вальцвх на586948 а второму - 1,4510 Н. Эти условияобеспечивают скольжение второго валка исоздание растягивающих напряжений на внедней поверхности оболочки, которые послеснятия нагрузки носят сжимающий характер,Способ изготовления цилиндрическихоболочек, например, гибкой на...
Стенд для сборки продольного стыка обечаек

Номер патента: 588090
Опубликовано: 15.01.1978
Авторы: Ганин, Казин, Львов, Шорохов
МПК: B23K 37/04
Метки: обечаек, продольного, сборки, стенд, стыка
...фнг. 4 - сечение Б - Б на фиг. 3.На раме 1 закреплена неподвижная часть 2 ложемента с нажимной клавишей 3, установленной на шарнире 4 и связанной с пневмоцилипдром 5, На опорной поверхности неподвижного ложемента установлены упоры 6.Параллельно с неподвижной частью ложе- мента на продольных 7 и поперечных 8 суппортах закреплена подвижная часть 9 ложе- мента с поворотной опорной планкой 10, установленной при помощи цилиндрического шарнира 11. Над подвижной частью ложе- мента расположена поворотная относительно оси 12 клавиша 13 с установленной на шарнире 14 планкой 15, связанной с пневмоцилиндром 16,Продольные и поперечные суппорты подвижной части ложемента перемещаются при помощи пневмоцилиндра 17 и 18.Для контроля за усилием, при...
Стыковое соединение панелей и обечаек

Номер патента: 588403
Опубликовано: 15.01.1978
МПК: F16B 5/01
Метки: обечаек, панелей, соединение, стыковое
...деталей может быть уложен уплотняющий элемент, например резиновый профиль, обеспечивающий герметичность соединения.На фиг. 1 изображено предлагаемое стыковое соединение панелей, общий вид; на фиг.2 - узел 1 фиг. 1; на фиг. 3 - разрез А - А фиг. 2; на фиг. 4 - крепежный элемент; на фиг. 5 - разрез Б - Б фиг. 4; на фиг. 6 - 8 - различные сечения крепежных элементов - полуколец,В панелях 1 и 2 на боковой поверхности стыковых профилей 3 и 4 выполнены полу- кольцевые выточки 5 и 6, которые могут иметь различную конфигурацию, например, с внутренним конусным поднутрением 7. В пол укол ьцевые выточки вставлены крепежные элементы - полукольца 8 и 9, В выточках выполнены гнезда, в которых установлен контровочный элемент - пружина 10 н шарик...
Способ изготовления конических обечаек

Номер патента: 603463
Опубликовано: 25.04.1978
Авторы: Банников, Каталхерман, Сорвилин, Фридман
МПК: B21D 11/20
Метки: конических, обечаек
...обеспечениевоэможности изготовления конических обеУчк с углом развертки, равным 180 .Предлагается способ изготовления конических обечвек из фасонных листовых заготовок путем сближения кромок заготовки содновременным поворотом каждой из нихотносительно начального положения, согласно которому кромки звготовки сближаютв плосткости, перпендикулярной плоскостизаготовки,Последовательность изготовления конических обечаек по предлагаемому способупоказана на чертежах,На фиг. 1 изображена исходная фвсоннвязаготовка; нв фиг. 2 - схема ее звкреппе603463 15 Филиал ППП фПатентф . Ужгород, ул, Проект 4 ния; на фиг. Э - закрепленная заготовка в начальный момент гибки, видА, сверху; на фиг. 4 показан промежуточный момент гибки заготовки в процессе...
Устройство для сборки обечаек с днищами и ребрами жесткости

Номер патента: 603553
Опубликовано: 25.04.1978
МПК: B23P 19/00
Метки: днищами, жесткости, обечаек, ребрами, сборки
...цилиндрареткой, на которой шарнирно закреплен захват, и дополнительным силовым цилиндрошарнирно установленным на каретке, приэтом шток дополнителытого силового цилира шарнирно закреплен на периферийной чсти захвата,фиг, 1 приведено устройство, обши 1а фиг, 2 - то же, план.тройство для сборки резервуаров из к состоит из ложементов 1 для уст обечайки 2, подвижных ложемецтов ового цилиндра 4 закрепленного на5 и перемещающего каретку 6, каретке 6 шарнирно закреплен захща 8 или ребра жесткости и сипово тный цилиндр 9, шток которого р закреплен на переферийной части за виар нУс обеча новки 3, си рамеН603553 4 иг фиг. 8РНИИПИ Заказ 1978/17 Тираж 1263 Подписное нлиал ППП Патент, г. Ужгород, ул. Проектная, 4 Устройство работает следующим...
Способ изготовления многослойных обечаек для сосудов высокого давления

Номер патента: 331614
Опубликовано: 30.04.1978
Авторы: Королев, Новиков, Пимштейн, Редькин, Хисматулин, Черемных, Шель
МПК: B21D 51/24
Метки: высокого, давления, многослойных, обечаек, сосудов
...состоянии для случаев выполнения обечаек с кожухами, в том числе: прорезка по параболе, прорезка по полуокружности и прорезка по прямым линиям.Прп этом способе изготовления силы сжатия Р (см, фиг. 2), возникающие при сварке, действуют не по образующей, как у известного прототипа (см, фиг. 1), а в большей своей части вдоль окружности обечайки, способствуя стяжке ее. На фиг. 2 показано разложение этой силы на две составляющие Р, и Р,. Причем вдоль всего шва Р)Р,. Кроме того, сила Рэквивалентная Р на фиг. 1, рассредоточена вдоль окружности обечайки и не действует по одной линии как у прототипа.Поэтому при сварке не происходит деформации полосы и образования зазоров,Под действием внутреннего давления изменение напряжений от кольцевых...
Способ изготовления патрубков в крупногабаритных обечаек

Номер патента: 609568
Опубликовано: 05.06.1978
Авторы: Алексеев, Брюханов, Зорев, Кирюшин, Кукушкин, Лемкин, Нистратов, Прозоров, Соболев, Трифонов
МПК: B21C 37/29
Метки: крупногабаритных, обечаек, патрубков
...обечайки корпуса атомного реактора.Из целого или полого слитка необходимо го рвзвеса раскаткой получают гпадкую обечайку заданной ширины и толщины. Толщина предварительно раскатанной обечвйки рассчитывается иэ условия необходимого объема металла для образования патрубкв. По периметру обечайки размечают расположение пвт609568 8. рубков. Окончательную раскатку обечайки производят обжимом по толщине между намеченными местами образования патрубков, при этом толщина обечайки уменьшается, а диаметр увеличивается. На обечайке по всей ее ширине остаются прямоугольные утолщения 1, толщина которых равна толщине предварительно раскатанной обечайки. Затем бойками секционно раздают по периферии пря моугольные утолщения и получают кольцевые...
Установка для сварки внутренных продольных и кольцевых швов обечаек

Номер патента: 610643
Опубликовано: 15.06.1978
Автор: Мирнов
МПК: B23K 31/06
Метки: внутренных, кольцевых, обечаек, продольных, сварки, швов
...17 с гофрированной трубкой 18для приема флюса с транспортера 16 и передачи его в воронку 19 сварочной головки 20, которая посредством механизма 21 продольногоперемещения, снабженного приводом 22, соединена с консолью 6,Сварочная головка 20, состоящая из подающего механизма 23 и мундштука 24, соединенных между собой посредством нижнего кронштейна 25, оборудована механизмом 26 поперечного перемещения н механизмом 27 угловогоразворота. Кроме того, на подающем механизме укреплен верхний кронштейн 28, которыйслужит опорой поворотной скобы 29, несущейпередающую камеру 30 и имеющей возможность поворота вокруг полого шарнирного цилиндрического пальца 31, являющегося одновременно вертикальной направляющей для сварочной проволоки 13, и - вокруг...