Ротор изготовления модельных блоков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1411092
Авторы: Аксенов, Ерашев, Танкелевич





Текст
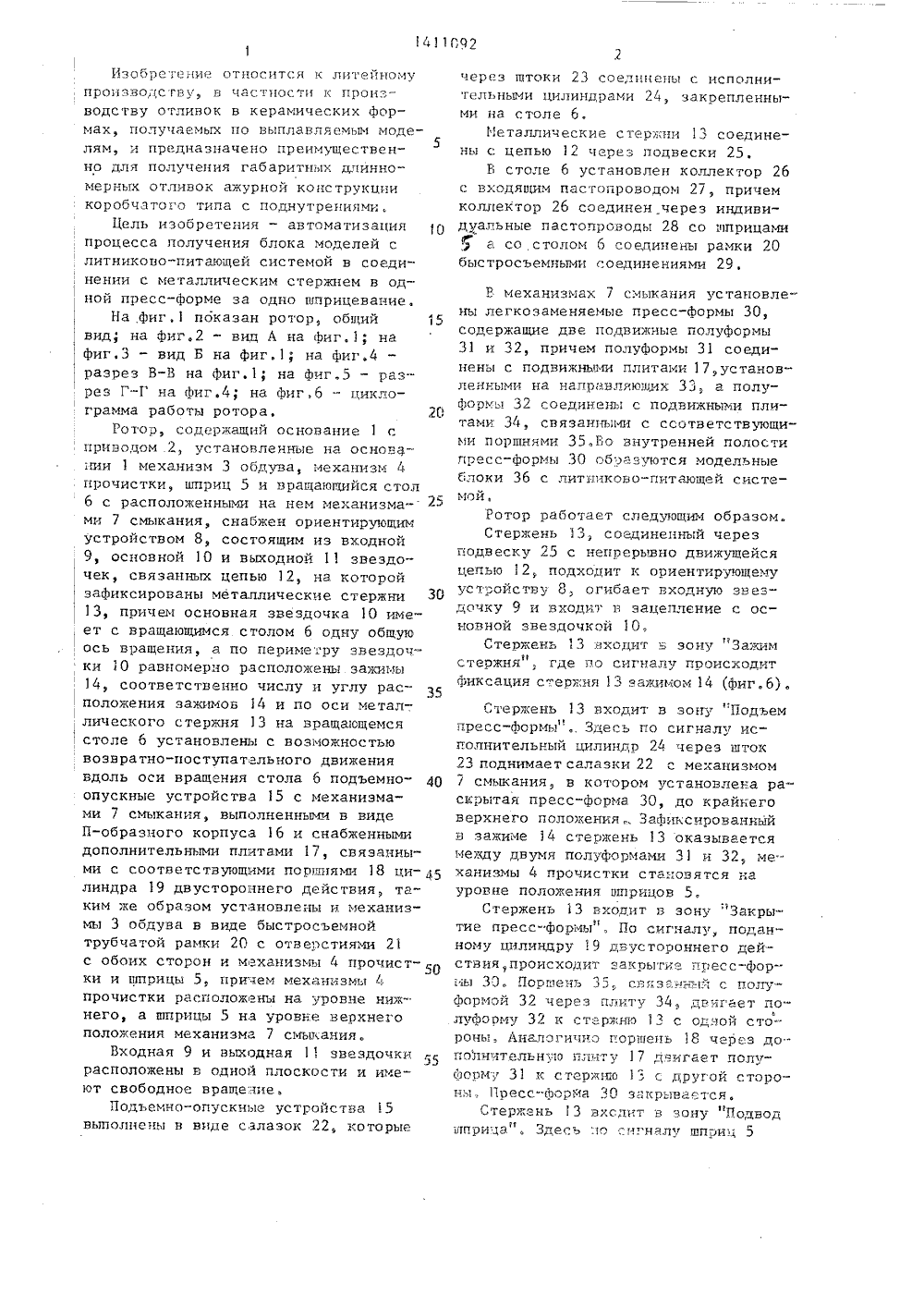
яме-, Яные зок, С ис- пленшприось врамерно ДАРСТВЕННЫЙ НОМИТЕТ СССРЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИСАНИЕ ИЗК АВТОРСКОМУ СВИДЕ(56) Шкленник Я.И., Озероввыплавляемым моделям. ностроение, 1984, с.156-157. (54) РОТОР ИЗГОТОВЛЕНИЯ МОДЕЛЬНЫХ БЛОКОВ(57) Изобретение относится к литейному производству, в частности к производству отливок в керамических формах, получаемых по выплавляемым моделям. Цель изобретения - автомати эировать процесс получения блока мо , делей с литниково-питающей системойв соединении с металлическим стержнем в одной пресс-форме за одно цевание. Для этого ротор снабжен ор ентирующим устройством, состоящим и входной, основной и выходной звездо чек, связанных цепью, на которой за фиксированы металлические стержни, причем основная звездочка имеет с вращающимся столом одну общую щения, а по периметру ее равно расположены зажимы соответственно числу и углу зажимов. По оси металлического стержня на вращающемся столе установлены с воэможностью возвратно- поступательного движения вдоль оси стола подъемно-опускные устройства с механизмами смыкания, выполненными в виде П-обраэного корпуса и снабженными дополнительной подвижной плитой, связанной с соответствующим поршнем цилиндра двустороннего действия. Таим же образом установлены механизмдува в виде быстросъемной трубчарамки с отверстиями с обеих стомеханизмы прочистки и шйрицы, причем механизмы прочистки находятс на уровне нижнего положения, а шпри цы - на уровне верхнего положени ханизма смыкания, Подъемно-опуск устройства выполнены в виде сала которые через штоки соединены с полнительными цилиндрами, закре ными на столе. В предложенной конструкции ротора изготовления модельных звеньев блок получают сразу весь в одной пресс-форме за одно шприцевание, процесс полностью автоматизирован. 1 з.п.ф-лы, 6 ил.Изобрете;тие относится к литейному производству, в частности к производству отливок в керамических формах, получаемых по выплавляемым моделям, и предназначено преимущественно для получения габаритных длйнномерных отливок ажурной конструкции коробчатого типа с поднутрениями,Цель изобретения - автоматизация процесса получения блока моделей с . литниково-питающей системой в соеди: нении с металлическим стержнем в одной пресс-Форме за одно шприцевание.На Фиг,1 показан ротор, общийвид; на Фиг,2 - вид А на Фиг.1; нафиг,З - вид Б на фиг.1; на фиг.4 -разрез В-В на Фиг.1; на йиг.5 - раз реэ Г-Г на Фиг.4; на фиг,б - циклограмма работы ротора,Ротор, содеркащий основаниесприводом 2, установленные на Основании 1 механизм 3 обдуза, механизм 4прочистки, шприц 5 и вращающийся стол6 с расположенньппл на нем механизма-ми 7 смыкания, снабжен ориентирующимустройством 8, состоящим из входной9, Основной 10 и выходной 11 звездочек, связанных цепью 12, на которойзафиксированы металлические стержни13, причем основная звездочка 10 име, ет с вращающимся столом 6 одну общутсось вращения, а, по периметру звездоч.-.ки 10 равномерно расположены зажимы14, соответственно числу и углу расположения зажимов 14 и по оси металлического стержня 13 на. вращатсщемсястоле б установлены с возможностьювозвратно-поступательного движениявдоль оси вращения стола б подъемноопускные устройства 15 с механизмами 7 смыкания, выполненными в видеП-образного корпуса 16 и снабженнымидополнительными плитами 17, связанными с соответствующими поргтнями 18 цилиндра 19 двустороннего действия, таким же образом установлены и механизмы 3 абдуна в виде быстросъемнойтрубчатой рамки 20 с отверстиями 21с обоих сторон и механизмы 4 прочистки и шприцы 5, причем механизмы 4прочистки расположены на уровче нижнего, а шприцы 5 на уровне верхнегоположения механизма 7 смытт;ания,Входная 9 и выходная 11 звездочкирасполокены в одной плоскости и имеют свободное вращение.Подъемно-опускные устройства 15выполнены в виде салазок 22, которые через штоки 23 сое,.ннены с исполнигельными цилиндрами 24, закрепленными на столе б,Металлические стержни 13 соедине 5ны с цепью 12 через подвески 25,В столе 6 установлен коллектор 26с входящим пастопроводом 27, причемколлектор 26 соединен через индивидуальные пастопроводы 28 со шприцамиа со столом 6 соединены рамки 20быстросъемными соединениями 29. В механизмах 7 смыкания установлены легкозаменяемые пресс-формы 30,15содержащие две подвижные полуформы31 и 32, причем полуформы 31 соединены с подвижными плитами 17,установленными на направляющих 33 а полуформы 32 соединены с подвижными плитами 34, связантлыии с ссответствующими поршнями 35.Во внутренней полостипресс-формы 30 образуются модельныеблоки 36 с литниково-питающей системой.Ротор работает следующим образом.Стержень 13, соединенный черезподвеску 25 с непрерывно движущейсяцепью 2, подходит к ориентирующемуустройству 8 огибает входную звездочку 9 и входю в зацепление с основной звездочкой 10,Стержень 13 входит в зону "Зажимстержняот где по сигналу происходитфиксация стержня 13 зажимом 14 (Фиг.б).35Стержень 13 входит в зонуПодъемпресс-формы, Здесь гго сигналу исполнительный цилиндр 24 через шток23 поднимает салазки 22 с механизмом 40 7 смыкания, в котором установлена раскрытая пресс-йорма 30 цо крайнеговерхнего положения,. Зафиксированныйв зажиме 14 стержень 13 оказываетсямежду двумя полуформами 31 и 32, ме,т 5 ханизмы 4 прочистки становятся науровне положения ппгрицов 5,Стержень 13 входит в зону Закрытие пресс-фогмьттт,. По сигглалтт, поданному цилиндру 19 двустороннего дейСтВИЯ,ПтРОИСХОДИт ЗаКРЫтИЕ ПРЕСС-ФОРьлы ЗЭ, Поршень О 5 сяггзснтный с полуйормои 32 через гтлиту 34, двттг.-.ет по 0луйорму 32 к стержню 1 с одьтол стороны, Аняло витти О поршетть 18 чер ез догтолнительнтс плиту 17 двигает полусорму 31 к стерк,лс 13 с другой стороны Пресс-форма 30 закрывается.Стержень 3 входит в зону Подводшприца", Здесь но сигналу шприц 5подходит в пресс-Форме 30 и стыкуется с ней.Стержень 13 входит в зону "Шприцевание", При стыковке шприца 5 с пресс 5формой 30 происходит шприцевание. Модельный состав через гастопровод 27,коллектор 26, индивидуальный пастопровод 28 и шприц 5 поступает во внутреннюю полость пресс-Формы 30 и заполняет ее.ф Стержень 13 входит в зону "Выдержка под давлением, охлаждение . Здесьдержится избыточное давление модельного состава во внутренней полостипресс-Формы 30 для уменьшения усадкиблока 36 моделей при охлаждении его.В конце этой зонь 1 модельный состав, становится готовым для его извлечения из пресс-формы 30. Одновременночерез подводяшие резиновые шлангине показаны) к полуформам 3 и 32пресс-Формы 30 пропускается проточная вода для ускоренного охлажденияполучаемого блока 36 моделей.Стержень 13 входит в зону "Отводшприца", По сигналу, шприц 5 отводит -ся в исходное положение.Стержень 13 входит в зону "Открытие пресс-йормы". По сигналу прессФорма 30 цилинДром 19 цвустоцсннегодействия открывается в обратной последовательности, что и при закрытии.В результате блок 36 моделей, соединенный со стержнем 13, выходит изсвязи с пресс-Формой 30,Стержень 13 входит в зону "Опускание пресс-формы. По сигналу раскрытая - расс-Форма 30 опускается на салазках 22 в нижнее положение исполнительным цилиндром 24, В результатепресс-Форма 30 становится напротивмеханизма Л прочистки.Механизм 3 обдува стал находиться 45между двумя полуформами 31 и 32, аполученный модельный блок 36, соединенный со стержнем 13, стал находиться вьше пресс-формы 30,Стержень 13 ВхОДит В зону Разжимстержня". 1 о сигналу происходит разжим стержня 13 зажимом 1 ч. В результате модельный блок 36, соединеннь 1. со стержнем 13, становится сво-бод.;ьм от соединения с ротором,фПри дальнейшем вращении ротораподвеска 5 с готовым модельным блоком 36 выходит кз зацепления с основной звездочкой О, огибает выходную звездс.чку 11 и направллетсл на ко(дуюшую операцию.Освобожденнал пресс в форн 30 отготового блока 36 входит в зону "кстка, обдув . По сигналу меха 11 кзмон 14 прочистки освобождаетсл капал 1 нспоказан) в полуформе 32 от оставше -гося в нем застывшего модельного состава. Здесь же по скгналу подаетсл сжа(ь 1 й воздух в механизм 3 обдува, который, проидя через трубчатую рамку 20, выходит через отверстие 21 Во Внутренние полости полуформ 31 и 32и В случае наличия остатков частейблока 36 в полостях полуформ 3 к 32удаляет кх,Одновременно происходит смазкавнутренних голостей полуфсрм 31 и 32,так как в состав сжатого воздуха входит распыленная смазка, Цикл повторяетсяКонструкция механизма 3 обцува такова, что при замене пресс-формы 30на другую с инын 1 располох;ением Внутренних полостей трубчатая рамка 20легко заменяется на другую благодарябыстросъемному соединен 1 ею 29,Сиг 11 алы, передаваеме.1 е на кс полк- тельные механизмы ротора, 1-. редан тслчерез Воз:;скоп спведе.11 телч (нс пок -заны), установленные 11 а основнойзвездочке 1 С, Пр,чем пычагк возд .;ораспредел 1;телей соединяют л по два раза за оборог каждый с соответствуюШими упора 1 л.:,не показаны), ус та/новленными на основании 1,1(о:Еструкцкл ротора поз.-.оляет полностью автоматизировать процесс получения блока моделей с лктнккоьо-гитаеОшей системой в соединении с метае( лическим стержнем в одной пресс-форме за одно шпркцеванке, а также ротор может легко встраиваться в суШествую(п 11 е автоматические линк. Изготовления сболс 1 ек.Предлагаемая конструкция ротора особенно эффекпина д;.л и:готовленкя блоков из Еабарнпн-длинномегных ВОскОВых моделей коробчатой Фосмы ажурной конструкции в серийном массовом производствах,В сущес тв уюш ен техноло Гкчес 1( ом процессе к с 1 олку крепят пайкой модели в ручнсюПри кспольоча(1 кк предлагаемого ротора ксклю Ектся брак отливок по керамическкн: 11. пюченилм, который получается В рс.:у(1 ьтзте некачественнойпайки; исключится брак отливок по геометрии, так как не будут брать модели руками при сборке; не будетучастка сборки и соответственно рабочих; решится проблема охраны здоровья людей, занятых на операции охлаждения моделей, и будет стабильныйтехнологический процесс для всехпресс-Форм в роторе, т.е если надоизменить, например, время шприцевания, то необходимо передвинуть соответствующий упор на основании,10 ф о р м у л а. и з о б р е т е н и я 15 1. Ротор изготовления модельных блоков, включающий основание с приводом, установленные на основании механизм обдува, механизм прочистки, 20шприц и поворотный стол с расположен-ными на нем механизмами смыкания, о тл и ч а ю щ и й с я тем, что с целью автоматизации процесса получения блока моделей с литниково-питающей системой в соединении с металлическим стержнем в одной пресс-формеза одно шприцевание, он снабжен ориентирующим устройством, включающим входную, основную и выходную звездоч ки, связанные целью, на которой закреплены металлические стержни, причем основная звездочка имеет общую с поворотным столом ось вращения, а по периметру основной звездочки равномерно расположены зажимы, при этом соответственно числу и углу расположения зажимов и по оси металлического стержня на поворотном столе установлены с возможностью возвратно-поступательного перемещения вдоль осивращения стола подъемно-опускные устройства С механизмами смыкания, каждый из которых выполнен в виде П-образного корпуса и снабжен дополнительной плитой, связанной с соответствующим поршнем цилиндра двусторон"него действия, таким же образом установлены механизмы обдува, каждый изкоторых выполнен в виде быстросъемной трубчатой рамки с отверстиями,механизмы прочистки и шприцы, причеммеханизмы прочистки расположены науровне нижнего, а шприцы - на уровневерхнего положения механизма смыкания;,2, Ротор по п,1 о т л и ч а ю - щ и й с я тем, что подъемно-опускные устройства выполнены в виде салазок которые через штоки соединены с дополнительными цилиндрами, закрепленными на столе,Тираж ВНИИПИ Государств по делам изобр 3035, Москва, Жнйрвкалиф юЬЮФУммювиавдение 40 Подписинного комитета СССРтений и открытийРаушская наб., д. 4/
СмотретьЗаявка
4186506, 27.01.1987
ПРЕДПРИЯТИЕ ПЯ М-5481
ЕРАШЕВ ИВАН ИВАНОВИЧ, АКСЕНОВ АЛЕКСАНДР ТРИФОНОВИЧ, ТАНКЕЛЕВИЧ БОРИС ШАЛОМОВИЧ
МПК / Метки
МПК: B22C 7/02
Метки: блоков, модельных, ротор
Опубликовано: 23.07.1988
Код ссылки
<a href="https://patents.su/6-1411092-rotor-izgotovleniya-modelnykh-blokov.html" target="_blank" rel="follow" title="База патентов СССР">Ротор изготовления модельных блоков</a>
Способ изготовления неразъемных литейных керамических форм по удаляемым моделям
Номер патента: 865489
Опубликовано: 23.09.1981
Авторы: Гребешков, Кузнецов, Овсянников
МПК: B22C 9/04
Метки: керамических, литейных, моделям, неразъемных, удаляемым, форм
...белого35(марки 24 А по ОСТ 2-115-71, номерзернистости по ГОСТ 3647-71 М 40)и 5 см гелеобразователя - 15%-го раствора М вОН.Суспензию поспе тшатедьного переме 14 Ошивания, заливают в камеру прессования,куда была введена обезжиренная модель(деталь-крышка) иэ легкоплавкого сплава следующего состава,Ъ; В+ 50; РЬ 25;бИ 12,5; Сд 12,5 с температурой плао 4вдения 68 С, мессой 69,7 г,Суспензия вместе с заключенной вней моделью подвергается ирессоваииюпод давлением 20 кгс/см .После выдержки под давлением в течение 3 мин полученная форма вместе смоделью извлекается из камеры прессования. Путем выжигании паров растворителя производится выплавка материала модели. Качество поверхности хорошее, щероховатость на уровне не ниже Р 2,0.Как...
Способ изготовления отливок в литейных формах по постоянным моделям

Номер патента: 1066723
Опубликовано: 15.01.1984
Авторы: Кашуба, Ливенцев, Ситкевич, Траймак, Уваров
МПК: B22C 9/00
Метки: литейных, моделям, отливок, постоянным, формах
...прокалкой полуФормы при 600-850 ОС и охлаждениемдо 17-22 С, а затем устанавливают сзазором полученную опорную полуформу с модифицирующим слоем на основную модель и в зазор заливают керамическую суспензию для образонания30защитного облицовочного слоя, который отверждают, протягивают основную модель и прокаливают защитныйоблицовочный слой газовой горелкой,а после заливки собранной формы 35металлом ее выдерживают при 8501100 С в течение 0,5-4 ч. П р и м е р. В качестве опытной отливки выбирают вставку коночного штампа массой 36 кг, полученную литьем в комбинированных керамических формах по постоянным моделям на Минском тракторном заводе. По вспомогательной модели, увеличенной от носительно основной (рабочей) на 8 мм по всей поверхности,...
Способ изготовления керамической формы по выплавляемой модели для точного литья

Номер патента: 103569
Опубликовано: 01.01.1956
МПК: B05D 1/18, B22C 1/16, B22C 9/04
Метки: выплавляемой, керамической, литья, модели, точного, формы
...0,5 и. тем самым создает условия для ускоренного выпаде.- ния геля кремнезема в процессе последующего закрепления каждого сдоя огнеупорного покрытия.Параллельно, с подготовкой жидкого ,. стекла в металлических прессформах-изго-.товляются . прессованием выплавляемыембдедн из параФиностеариновой .смеси.Одновременно в ванне приготовляется сме,танообразная оомазка; состоящая из маршалита или кварцевой муки и подготовленного жидкого стекла.Огнеупорное покрытие наносится методом погружения выплавдяемой модели в метанообразную обмазку. По прекращении стекания излишней.смеси с поверхности извлеченной модели тонкий слой .обмазки присыпается смесью 96 - 97 (то кварцевого песка и 3 - 3,5% норошкообразного. хлористого аммония.Йри этом происходит...
Способ приготовления суспензий для получения форм по выплавляемым моделям
Номер патента: 521060
Опубликовано: 15.07.1976
Авторы: Бочаров, Клемчук, Конотопов, Лакеев, Макаровский, Парыгин, Пепенко, Семененко, Солонский
МПК: B22C 9/04
Метки: выплавляемым, моделям, приготовления, суспензий, форм
...5 с 1, затем стабилизируют егос войсва путеме к;ивно о ие ремешивация в тен,ии 0,5-3,0 ч и для получениясусивЭци ввоттят связующее.Ств.или,зац 5 химико-физических свойствлшсера при интенсивном перемешиванииОб ъ 5 тс ця тс я следу 01 цт 1 л 4 аСлачивсе поверхности кварца водойявляется экзотермическим процессом. С повышетИем температуры, которая при,дацныхоусловиях перемедптвания достигает 50-60 С,резко уменьшается количество связаннойводы, что является следствием увеличенияподвижности ионов, и увеличивается количество свобопиой воды,Увеличение количества свободной водыснижает вязкость шликера, за счет чегоможно увеличить содержание в шликере цаполцителя. Пониженно вязтсости шликера способствует также образуюцаяся 1 в...
Способ изготовления керамических литейных форм по удаляемым моделям
Номер патента: 603483
Опубликовано: 25.04.1978
Авторы: Баранов, Каплуновский, Колявкин, Королев, Маркарян, Масарский, Меньшиков, Писаренко, Розанов, Рудков, Сенюков, Степанов, Чернышев, Юшкан
МПК: B22C 9/04
Метки: керамических, литейных, моделям, удаляемым, форм
...обэлочки после обработки. по такому режиму формуют в огнеупорном наполнителе и перед заливкой подогревают до требуемой температуры,П р и м е р 1, (по известному способу),Испытание способа производится в цехегочнэгэ литья Ленинградского завода тур 45бинных лопаток,Изделие: лопатки 26-й ступени турбиныК.Материал оболочка; электрэкорунднаэтилсиликатнэй связке.Материал модели; солевая композиция(КС), содержащая 95%карбамида и 5%калиевой селитры,Габариты оболочки: 850 х 160 х 400 мм,Габариты опоки: 1100 х 400 х 500 мм.ЯОпорный наполнитель, для формовкиоболочек в опоках: щамотная крошка от0,3 до 5 мм.Прокалочная печь, газовая, проходная,трехзэнная с температурой по зонам 800.о850, 950 С. Контрольный коэффициент избытка воздуха 1,06....
Предыдущий патент: Барабанный смеситель для непрерывного приготовления формовочных смесей
Следующий патент: Простановщик стержней
Случайный патент: Способ совмещенного формования двухслойных панелей "лицом вниз