Способ изготовления отливок в литейных формах по постоянным моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 19) (П) 1) В 22 00 ИСАНИЕ ИЗОБРЕТЕНИЯ АВТОРСКОМУ ЕТЕЛЬСТВУ 3503198/22-0203.09.8215.01.84. Бюл. 9 2Н.А.Кашуба, Н.С,Траваров, М.В.Ситкевич(21) (22) (46) (72) Б. И. венц КуВ.Е.Лискийамени бОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЦТИЙ(71) Белорус ордена Трудового Красного Зн политехнический институт(53) 621.74,04:621.74,045(088.8 (56) 1. Патент США Р 3605856, кл. В 22 С 9/01, 1971.2. Авторское свидетельство СССР 9 113038, кл. В 22 С 7/02, 1958.3. Авторское свидетельство СССР В 925513, кл. В 22 С 1/02, 1979.4. Иванов В.К., Зарецкая Г.М. Литье и керамические формы по посто янным моделям. М., Машиностроение, 1975, с.8.(54)(57) СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ЛИТЕЙНЫХ ФОРМАХ ПО ПОСТОЯННЫМ МОДЕЛЯМ, включающий изготовление опорной полуформы по вспомогательной модели, размеры которой пре вышают размеры основной модели, отверждение, протяжку вспомогательной модели, нанесение слоя из суспензии с модифирующей добавкой, отверждение этого слоя, протяжку основной модели, выжигание летучихкомпонентов из отвержденного слоя,сборку полуформ, прокалку Формы,заливку, о т л и ч а ю щ и й с ятем, что, с целью повышения точности и чистоты отливок с поверхностно-упрочненным слоем, опорную полуформу устанавливают на промежуточную модель с образованием зазора, вкоторый заливают суспензию с модифицирующей добавкой для образованиямодифицирующего слоя с последующимего отверждением, протяжкой промежуточной модели, выжиганием летучихкомпонентов, прокалкой при 600-850и охлаждением до 17-22 С, а затемустанавливают с зазором полученнуюопорную полуформу с модифицирующимслоем на основную модель и в зазорзаливают керамическую суспенэию дляобразования защитного облицовочногослоя, который,отверждают, протягивают основную модель и прокаливают защитный облицовочный слой газовой горелкой, а после заливки сораиной формы металлом ее выдерживаюпри 850-1100 С в течение 0,5-4 ч.40 45 50 55 60 65 Изобретение относится к литейному производству, а именно к способам изготонления отливок с поверхностно-упрочненным слоем и керамических формах, изготовленных по по" стоянным моделям.Известен способ изготовления Форм по разовым моделям, включающий послойное нанесение керамики, введение зернистого модификатора н поверхностный рабочий слой Формы и удаление модели 113 . При осуществлении известного способа на модель наносят слой суспензии пылевидного огнеупорного ма- териала н связующем, поверхность которого присыпают зернистым моди" фикатором, сушат и затем аналогично наносят остальные слои оболочки.Указанный способ целесообразно испольэонать для поверхностного модифицирования отливок при непо" средстненном контакте модификатора с распланом, н процессе которого не образуется газовой фазы. Процесс модифициронания протекает до момента образования литейной корочки, т.е. в жидком расплаве. При получении же понерхностно-упрочненных отливок, когда упрочнение происходит путем диффузионного переноса через газовую фазу, этот способ нецелесообразен,так как приводит к ухудшению чистоты поверхности отливок, к образованию газовых раковин, вследствие того, что при обсыпке добавка, обеспечивающая диффузию, пробивает тонкий слой суспенэии, взаимодействует с Расплавленным металлом, что приводит к ухудшению поверхности отливок, к снижению их точности, к необходимости повышения припусков на механическую обработку, в процессе которой снимается почти весь упрочненный слой. Известен способ изготовленияотливок из сталей, при котором, сцелью защиты отливок от окисленияи обеэуглерожинания, в состав керамической оболочки входят термореактивные смолы, разлагающиесяпри нагреве с образованием газов,не поддерживающих окисление, например СО, СО. Такие Формы имеюттри зоны: облицовочную, нейтральновосстановительную и корковую 2.Недостатком этого способа является то, что поверхность отливокпоражена газовыми раковинами, вследствие того, что газы начинают выделяться н оболочке до образованиялитейной корочки. Кроме того,наблюдается расслоение оболочкииз-за разнородности применяемыхсвязующих. 10 15 20 25 30 Известно, что для изготовлениялитейных форм по разовым и постоян.ным моделям применяют суспензию нагидролиэованном этилсиликате с отнердителем и модифицирующей добанкой.Отливки, полученные и таких литейных Формах, имеют чистоту поверхности 5-6 кл и глубину боридногослоя 50-100 мкм СЗЗ,Однако в известном способе добавка, обеспечивающая диффузию, находится в непосредственном соприкосновении с расплавленным металлом, игазы, выделяющиеся при ее окислении, могут поражать отливки газовыми раковинами. Даже при образованиитонкой литейной корочки образующиеся газы пробивают ее .или же влучшем случае прогибают, искажая геометрию поверхности отливки. В моментразложения модифицирующей добавки,обеспечивающей диффузию, происходитобразование борного ангидрида илегкоплавких боросиликатных эвтектик,которые заполняют имеющие поры нкерамике и делают облицовочный керамический слой гаэонепроницаемым.Поэтому газы, которые образуются приразложении и окислении карбида бо"ра. - СО, СО, не выходят через Форму, а проникают в отливку. Крометого, легкоплавкие эвтектики образуют химический пригар, а опланления на поверхности формы приводят к изменению геометрии поверхности.Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления отливок в литейных формах по постоянным моделям, включающий изготовление опорной полуформы по вспомогательной модели, размеры которой превышают размеры основной модели, отверждение, протяжку вспомогательной модели, нанесение слоя из суспенэии с модиФицирующей добавкой, отнерждеиие, протяжку модели, выжигание летучих из отвержденного слоя, сборку полуформ, прдкалку Формы и заливку. После выбивки отливки, полученные в Формах, имеют высокие точность и чистоту поверхности 143,Однако их поверхность имеет недостаточную твердость и износостойкость, что весьма важно для изделий, поверхность которых подверга.ется интенсивному износу в процессе эксплуатации. Упрочнение поверхностного слоя отливок путем модифицирования позволяет решить эти задачи без применения дорогостоящих и дефицитных легирующих материалов, используемых при объемном повышении прочности и иэносостойкости отливок.Целью изобретения является повы-шение точности и чистоты отливок споверхностно-упрочненным слоем.Поставленная цель достигаетсятем, что,согласно способу изготовления отливок в литейных формах папостоянным моделям, включающемуизготовление опорной полуформы повспомогательной модели, размеры которой превышают размеры основноймодели, отнерждение, протяжку вспамогательной модели, нанесение слояиз суспензии с модифицирующей добавкой, отверждение этого слоя,протяжку основной модели, выжигание летучих компонентов из отверж- )5денного слоя, сборку полуформ, прокалку формы, заливку, опорную полуформу устанавливают на промежуточную модель с образованием зазора, вкоторый заливают суспензию с модифицирующей добавкой для образованиямодифицирующего слоя.с последующим его отверждением, протяжкой промежуточной модели., выжиганием летучих компонентов, прокалкой полуФормы при 600-850 ОС и охлаждениемдо 17-22 С, а затем устанавливают сзазором полученную опорную полуформу с модифицирующим слоем на основную модель и в зазор заливают керамическую суспензию для образонания30защитного облицовочного слоя, который отверждают, протягивают основную модель и прокаливают защитныйоблицовочный слой газовой горелкой,а после заливки собранной формы 35металлом ее выдерживают при 8501100 С в течение 0,5-4 ч. П р и м е р. В качестве опытной отливки выбирают вставку коночного штампа массой 36 кг, полученную литьем в комбинированных керамических формах по постоянным моделям на Минском тракторном заводе. По вспомогательной модели, увеличенной от носительно основной (рабочей) на 8 мм по всей поверхности, изготавливают опорную полуформу из шамотной смеси на жидкостекольном связующем по СО2 процессу. Далее проводят прокалку опорной полуформы при 900 С в течение 2 ч для стабилизации ее размеров. Охлажденную полуформу до 17- 22 ОС (возможно взять руками) устанав-. ливают на промежуточную модель, увеличенную относительно основной модели (рабочей) на 1-7 мм, и в образовавшийся зазор заливают суспенэию, содержащую модиФицирующую добавку, обеспечивающую диффузию и активатор диффузии (карбид бора и 60 фтористый натрий в отношении 9:1 соотнетственно) при следующем соот,ношении ингредиентов, мас.%:Гидрализованныйраствор этилсиликата 25 65Карбид бора 27фтаристый натрий 3Гелеабразователь2Огнеупорный нанапалнитель 43В качестве огнеупорного наполнителя используют кварцевый песок 1 КОА и пылевидный кварц ПКнепрокаленный в отношении 1;2 соответственна. Для приготовления гидрали" заваннога раствора этилсиликата используют этилсиликат марки 32 по МРТУ 6-02-415-67. В состав смеси входит технический карбид бора ГОСТ 5744-74, фтаристый натрий ГОСТ 4463-76. В качестве отвердителя суспензии используются 40-ный водный раствор триэтаноламина (ТУ 6-09-2442- 72). ПасЛе отверждения смеси промежуточную модель протягивают, выжигают летучие составляющие керамики, пракаливают форму в течение 1 ч приотемпературе 750 С, которая ниже температуры начала разложения модифицирующей диффундирующей добавки. Далее полученную полуфарму с модиФицирующим слоем устанавливают на основную модель и в зазор запрессанывают суспензию для получения защитного облицовочного слоя. Для повышения газопроницаемасти н состав суспензии вводят пенапалистирол (ГОСТ 20282-74) при следующем соотношении ингредиентов, мас.Ъ:Гидрализаванныйраствор этилсиликатаПенополистиралГелеобраэовательОгнеупорный напалнитель 75,0 22,5 0,5 2,0 Модифицирующий слой является промежуточным между опорной формой и облицовочным защитным слоем. Запрессовка такой суспензии позволяет получать облицовочные защитные слои толщиной до 2 мм, но не менее. Этим объясняется нижний предел толщины эащитнага облицовочного слоя, который выполняют толщиной 1-7 мм. При использовании з ашитного облицовочного слоя, толщиной более 6 мм, практически прекращается процесс переноса модифицирующей днффундирующей добавки к поверхности отливки и насыщение атомами бора. После отверждения защитнога облицовочного слоя и протяжки модели выжигают летучие составляющие керамики с одновременным прокаливанием газовой горелкой в течение 20 мин при условии, чта температура поверхности не превышается выше 700 СДалее форму собирают и заливают сталью 5 ХНМ. Через 30 с пос-. ле заливки формируется литейная корочка толщиной 8 мм, через этот жепромежуток времени слой, содержащий модифицирующую добавку, обеспечивающую диффузию, прогревается до 900"С, и начинается процесс переноса атомов бора к поверхности отливки (под воздействием атомов фтора образуются 5 борофториды, активно диффундирующие в поверхность отливки), Через 1- 2 мин после заливки форму устанавливают в нагревательную печь при 900 С, 1000 С, 1100 С, проводят вы" О держку в нагревательной печи 0,5;2; 4 ч, При этом формируется точная отливка с шероховатостью поверхности 4-5 классаВ структуре поверх" ностного слоя образуются высокотвер дые бориды железа и эвтектика. Снижение температуры прокалки защитного облицовочного слоя ниже 600 С приводит к неполному удалению летучих из" керамики, что вызывает появление 20 газовых дефектов на поверхности отливок. Превышение температуры более 850 С приводит к преждевременному разложению добавки, обеспечивающей диффузию, и к ок слению активных атомов бора, образовавшихся в процессе разложения. Выдержка залитых Форм в нагревательной печи при температуре ниже 850 С нецелесообразна вследствие практического прекращения диффузии атомов бора. Увеличение температуры более 1100 С сопровождается ухудшением качества поверхности отливок, вызванное оплавлением ее поверхностного слоя в результате растворения образовавшихся боридов 35 и увеличения доли легкоплавкой боридной эвтектики. Уменьшение време" ни выдержки залитых форм в нагревательной печи менее 0,5 ч приводйт к значительному уменьшению тол щины бористого слоя. Время выдержки более 4 ч нерационально, таккак практически не увеличивается толщина диффузионного слоя, После заливки жидкого металла в комбинированную керамическую форму с.промежуточным и защитным облицовочными слоями тепло, отводимое через стенки формы, прогревает защитный облицовочный слой керамики до темпера О туры 1300-1400 С в течение 30-40 с.Происходит образование прочной не- оплавленной литейной корочки толщиной 6-8 мм, способной выдержать газовое давление со стороны форвы. За это же время промежуточный облицовочный слой с модифицирующейдобавкой, обеспечивающей диффузию,прогревается до температуры началаразложения добавки и выше (900-1200 С)в зависимости от толщины облицовочного защитного слоя. Начинаетсчпроцесс разложения модифицирующейдобавки, обеспечивающий диффузию,с образованием активных атомов,которые путем переноса через газовуюФазу достигают Границы Форма-металл,адсорбируются на поверхности металла,и далее происходит процесс диффузионного насыщения затвердевшейповерхности отливки. Для увеличенияпродолжительности времени протекания процесса диффузионного насыщения Форма устанавливается в нагревательную печь при 850-1100 С. Темсамым обеспечивается проведениехимико-термической обработки отливок непосредственно в процессеФормирования отливки. использование,защитного облицовочного керамического слоя затормаживает процессыразложения диффундирующей добавкии возникновения газового давлениясо стороны формы до образованияпрочной литейной корочки, предотвращает возникновение газовых раковин, неровностей и прогибов на поверхности отливок за счет созданиягазовой диффузии через газопроницаемый облицовочный слой, изолир"ет поверхностный слой отливки отхимического взаимодействия с легкоплавкими эвтектиками, повышает точность и чистоту упрочненной поверхности Результаты металлографическихи технологических испытаний приведены в таблице, из которой следует,что предлагаемый способ 2-12, 14-18обладает преимуществами по сравнениюс известным по эффекту модифицирования толщине боридного слоя),чистоте поверхности отливок и ихточности,Реализация изобретения позволяетполучить экономический эффект неменее 200 р/т стального литья за счет снижения затрат на очистку отливок от пригара и их механическуюобработку, улучшения качества по"1066723 Время вывыдержкипечи, ч Толщинаборидного слоямм Толщина облицовочного слоя(размеры зазора между промежуточной иосновной моделью), мм Точность, ммна С-.162отклонения отноминальногоразмера Чистотаповерхности отливок д,мкм ГОСТ2789-73 Температура печи, С Предлагаемый способ+0,2-0,3 30 0,21 850 Известный способ Э Э 4 4 5 5 б 6 7 Э 8 3 9 3 10 3 11 2 12 6 13 7 Неудовлетворительное качество облицовочного слоя20 непокрытой облицовкой поверхности) Борированный слой наблюдается в отдельных местахтолщиной не более 0,2 мм 0,2 мм 160 -0,5-0,7 ЮВНИИПИ Заказ 11104/13 Тираж 779 Подписное филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
СмотретьЗаявка
3503198, 03.09.1982
БЕЛОРУССКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
КАШУБА НИКОЛАЙ АНУФРИЕВИЧ, ТРАЙМАК НИКОЛАЙ СТАНИСЛАВОВИЧ, УВАРОВ БОРИС ИВАНОВИЧ, СИТКЕВИЧ МИХАИЛ ВАСИЛЬЕВИЧ, ЛИВЕНЦЕВ ВЛАДИМИР ЕВГЕНЬЕВИЧ
МПК / Метки
МПК: B22C 9/00
Метки: литейных, моделям, отливок, постоянным, формах
Опубликовано: 15.01.1984
Код ссылки
<a href="https://patents.su/5-1066723-sposob-izgotovleniya-otlivok-v-litejjnykh-formakh-po-postoyannym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления отливок в литейных формах по постоянным моделям</a>
Способ защиты поверхностного слоя отливок от обезуглероживания

Номер патента: 730452
Опубликовано: 30.04.1980
Авторы: Журавлев, Кириевский, Кораблин, Марфунин, Шипулин, Шуляк
МПК: B22C 9/12
Метки: защиты, обезуглероживания, отливок, поверхностного, слоя
...ГОСТ 5535или ГОСТ 2407-51.2. Авторское свидетельствР 435893, кл. В 22 С 9/04, 13 Сдеяэеге 1 1962, 49Ф 15, 421-422.4. Патент Австрии Р 28651кл. В 22 С 1/00, 1970. пертизе-50 о СССР974,Ч НИИПИ Заказ 1415 Тираж Подписное иал ППП Патент , г. Ужго од, улПроектная , 4 фз керамической формы за счет продувки инертного газа до или послезаливки через форму 4.Однако этот способ не обеспечиваетминимальную величину обеэуглероженного слоя, усложняет технологиюпроцесса и конструкцию устройства,используемого для его осуществления.Цель изобретения - уменьшение толщины обезуглероженного слоя отливки.11 оставленная цель достигается тем,что керамическую оболочку обрабатывают газом элегаэом сразу после удаления из нее выплавляемой модели ипроизводят...
Способ прокалки керамических форм, получаемых по выплавляемым моделям

Номер патента: 829316
Опубликовано: 15.05.1981
Авторы: Березовский, Кириевский, Марфунин, Цайзер, Чихачев, Шипулин
МПК: B22C 9/12
Метки: выплавляемым, керамических, моделям, получаемых, прокалки, форм
...или калиевой селитры, или пятиокись ванадия, приготавливают вемкости с подогревом. Температурараствора выбирается в интервале 20100 ОС в связи с необходимостью максимального увеличения содержанияокислителя в растворе, В зависимости от температуры раствора изменяется согласно данным растворимостии предложенное содержание растворителя (насыщенный раствор) . После выливания насыщенного раствора изполости оболочки последняя подаетсяна сушку. При этом часть насыщенного раствора остается на стенках формы и внутри ее, При сушке (нагреве)жидкость раствора испаряется и навнутренних стенках оболочки остаетсяслой окислителя. В процессе прокалкипри нагреве выше 300-700 С окислиотель разлагается с выделением кислорода. Остатки модельного состава...
Состав для получения модифицированного слоя на поверхности отливок

Номер патента: 1235611
Опубликовано: 07.06.1986
Авторы: Бельский, Гурин, Клещенок, Ливенцев, Мельников
МПК: B22C 3/00
Метки: модифицированного, отливок, поверхности, слоя, состав
...необходимое количествоводы,Па поверхность формы состав наносят толщиной 1,0-1,5 мм пульверизатором или кистью и подсушивают при55 150-170 С в течение 30-40 мин,П р и м е рПо предлагаемой технологии готовят 19 составов для получения модифицирующего покрытия, из1235611 10 ТаблицаКоличественное содержание компонентов, мас.% Компози 0,25 57,65 8 59,40 8 49,15 1 О 0,10 17 7 0,50 0,10 17 0,75 20 20 О,О которых один соответствует известному, а шесть - предлагаемому составу (табл.1),Все составы испытывают на вязкость(по ВЗ) и седиментационную устойчивость,форму для получения отливок массой 2,8 кг предварительно окрашиваютпротивопригарной краской, затем наповерхность наносят составы слоемтолщиной 1,0-1,5 мм и подсушиваютпри 150-170 С в...
Суспензия для изготовления литейных форм, получаемых по выплавляемым моделям

Номер патента: 876251
Опубликовано: 30.10.1981
Авторы: Малашонок, Назаренко, Носалевич, Симановский, Шевченко
МПК: B22C 1/06
Метки: выплавляемым, литейных, моделям, получаемых, суспензия, форм
...растворителем, используемым для придания необходимой ЗО вязкости, могут быть спирты, фурфурол, ацетон и т.д.Кислотным отвердителем, необходимым для отверждения связующего, могут быть сульфокислоты.35 1 4При термодеструкции смолы образуются макрорадикалы углерода, активно взаимодействующие с дисперсным алюминием, имеющим высокую активную поверхность, с образованием полукарбидов и карбидов.Образование карбидов сопровождается увеличением объема, которое можно определить по формуле:Ч,айда - Нд 04 СЗч + дд50,26 - 61,50 100 = 22,5 Ж50,26Таким образом, увеличение объема при образовании карбидов компенсирует усадку, происходящую при карбонизации смолы, что приводит к уменьшению усадки форм. Образовавшиеся карбиды алюминия имеют...
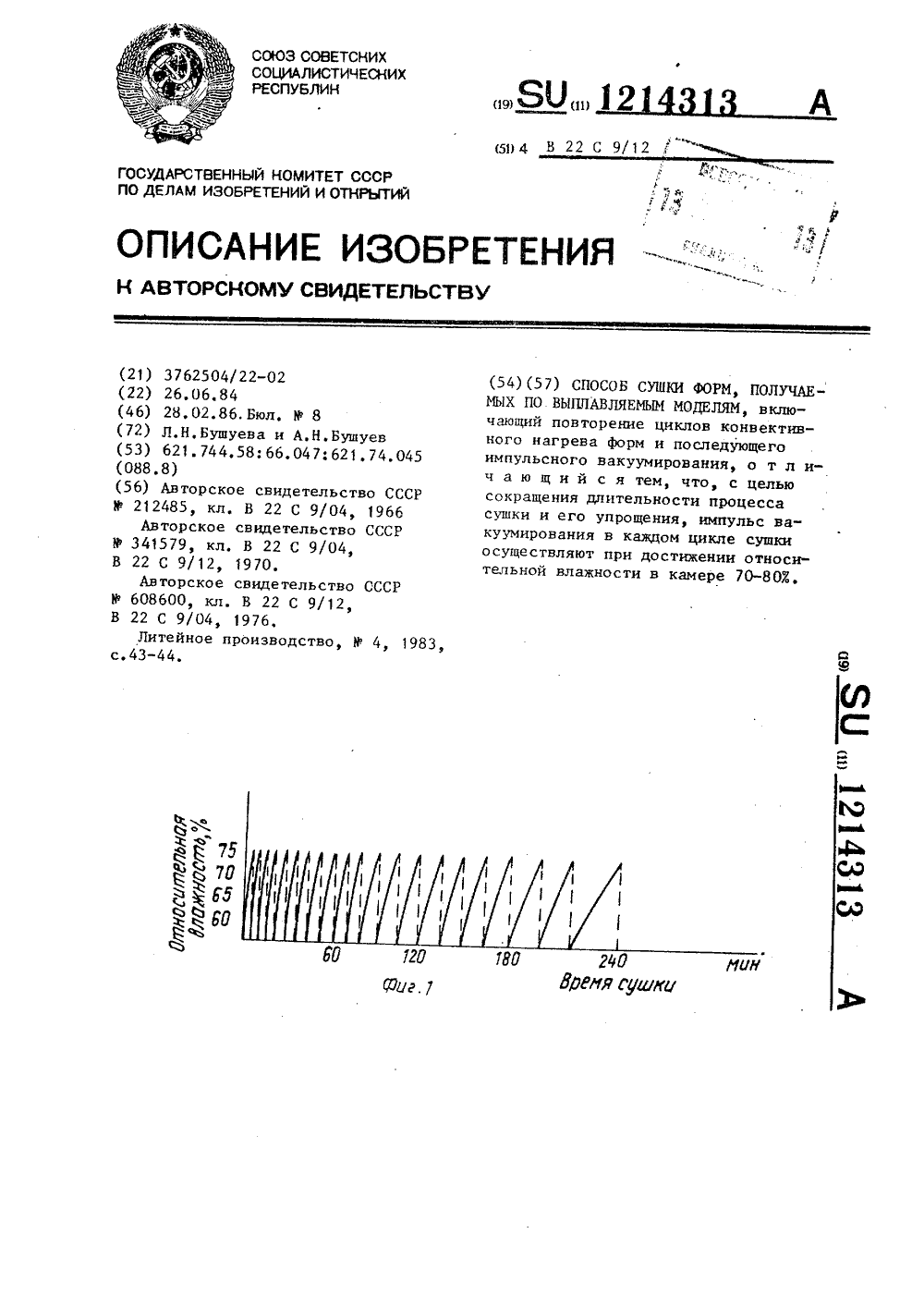
Способ сушки форм, получаемых по выплавляемым моделям
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Предыдущий патент: Способ изготовления двухслойных форм и стержней и устройство для его осуществления
Следующий патент: Оснастка для испытания формовочных материалов при вакуумной формовке
Случайный патент: Способ получения сополимеров