Приспособление к токарному станку для обработки лопастей гребных винтов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 41301
Автор: Клячко




Текст
-. Уо 413 Я ас ВТОРСНОЕ СВИДЕТЕЛЬСТВО НА ИЗОБРЕТЕНИ ЧИСАНИ обления лоботк лй токарному станк стей гребных вин детельству С. С. Кл 34 года (спр. о перв К авторскому сви 27 января 19 О выдаче авторского)аря 19 видетельства опубликовано 31 а. 53) Известны приспособления к токарным станкам для обработки лопастей гребных винтов, в которых резцу сообшаются одновременно переменная продольная и постоянная поперечная подачи. Настоящее изобретение состоит в том, что, с целью согласования указанных подач, применены две шкалы, одна из которых помещена на поперечном супорте, а вторая - на маховике механизма, служащего для перемещения центра качания рычага, передающего продольные движения супорту от эксцентрикового барабана. Совпадение соответствующих делений обеих шкал дает возможность согласовывать указанные подачи,На чертеже фиг. 1 представляет схему предлагаемого приспособления; фиг. 2 - его видоизменение для обработки тыловой стороны гребного винта; фиг. 3 и 4 иллюстрируют построение шкал; фиг. 5 - резец, применяемый при использовании данного приспособления.Приспособление устанавливается на обыкновенном токарном станке и со стоит из эксцентрикового барабана 1, имеющего по окружности спиральную канавку с прямым и обратным ходом. В этой канавке помещается палец, который может перемещаться в обе стороны по пазу, находящемуся в непо. движном столе 3, установленном на станине токарного станка. Стол 3 имеет цапфы для шестерен зубчатой передачи от ручного маховичка 4 к центру 5 качания рычага 6, передающего движение супорту при помощи кронштейна.Верхняя головка 8 супорта имеет хвост, входящий в паз копира 9. Копир служит для смещения резца ири приближении к центру, как это тре.буется иногда чертежом гребного винта.Обрабатываемый предмет - гребной винт, предварительно расточенный, надевается на оправку 10, Сменные шестерни (на гитаре) к валу, ведущему барабан 1, подбираются так, чтобы в то время, когда гребной винт со шпинделем сделает один оборот, вал, несущий барабан, сделал число оборотов, равное числу лопастей гребного винта, Спиральная канавка на барабане рассчитывается таким образом, чтобы резец, связанный через супорт и кронштейн 7 с рычагом 6, описывал на обрабатываемом предмете винтовую линию определенного шага.Движения пальца 11, связанного с супортам, и пальца 2 параллельны междусобой и подобны, но проис одят толь.ов обратном направлении, следовательнопалец 11 полностью повторяет движение пальца 2, но размах этого движения пропорционален плечам рычага 6.Отношение же этих плеч может регуливаться перемещением центра 5 припомощи маховичка 4 и связанной с нимзубчатой передачи. Устанавливая этотцентр по нашему желанию, можно получить на обрабатываемом предметевинтовую линию любого постоянногошага, Для того же, чтобы получитьпри приближении резца к центруменяющийся шаг винтовой линии, служат две шкалы, одна из которых 12 -прямая, помещенная на поп"речном супорте и перемещающаяся вмес, е с ним,а другая 13 - круговая, находящаяся намаховичке 4 и передвигаемая от руки.Эти две шкалы расчерчиваются по предварительному расчету для каждогослучая обработки, наклеиваются на своиместа, и токарю остается только следить, чтобы одинаковые числа обеихшкал одновременно стояли на черте 14.Построение шкал 12 и 13 производится на следуюшихоснованиях(фиг,3.)Оба конца А и В рычага 6 перемещаются по прямым, параллельным междусобою, вследствие чего треугольники ОМХи ОРЯ подобны для каждогоположения вершины О. Величина линии ЛЯ=1 постоянна для данного бара.бана, сумма Ь+Ь,=Н также постоянна,Из подобия треугольников имеемх гЬ,Задаваясь определенным шагом обрабатываемого гребного винта, мы получим определенное отношение - приЬпостоянной их сумме,Возьмем конкретный пример, Задангребной винт трехлопастный, причемшаг его меняется в радиальном направлении и задан для шести цилиндрических сечений гребного винта (фиг. 4).Чтобы гребной винт имел в указанных сечениях соответствующие шаги,надо, чтобы барабан, ведущий супорт,обеспечивал ход супорта за /, оборота шпинделя, равный одной трети указанных чисел, т. е,1,1 1,1 5 1,2 1,25 1,35 1,5 3 3 3 3 3 3Рабочая часть хода супорта продолжительностью меньше одной трети обор,та шпинделя. Эта часть ограничивается спиральной канавкой на бара. бане 1,При передаче движения супорту при помощи рычага 6 второй конец В ры чага в одно и то же время сделзет раз. мах, больший или меньший размаха конца А рычага пропорционально величинам Ь, и Ьа следовательно ход супорта за " оборота шпинделя и тоже конца А рычага будут пропорциональны Ь, и Ь, (надо указать что движение точки А, а следовательно и точки В происходит совершенно равномерно).Если обратимся к первому сечению, то из приведенной выше пропорции получаемх Ь. х1Ь,где х, и 1, - длины, соответствующие",з оборота шпинделя.Принимая для данного частного слу 1,1чая, что Г=Чз метра, а х,= -метра,3получим1,1Ь, 3- = - =1,1Ь, 13- +1=1,1+1Ь,Ь,+Ь,1ЬН Н= 2,1, откуда Ь, = ,Ь, 2,1что при Н=сопз является вполне определенной величиной. Этим определяется положение центра 5 качания рычага 6 для первого сечения.Проделав то же самое для всех шести сечений, мы получим для них все положения центра 5.Приняв во внимание передачу в меха. низме, подающем центр 5, мы получим шесть положений маховика 4, которыеотметим черточками на круговой шкале 13 проти в индекса, находящегося вне маховичка,С другой стороны, каждому сечению гребного винта соответствует свое положение поперечного супорта, которое может быть зафикси овано черточками на прямой шкале 12, укрепленной на поперечном супорте и движущейся вместе с ним. Черточка должна отмечаться против того же индекса. Теперь токарю остается только следить за прохождением черточек прямой шкалы 12 мимо инде.са и поворачивать маховичок так, чтобы одновременно и соответствующие черта ки круговой шкалы 13 тоже проходили мимо индекса.Чтобы поверхность гребного винта получить более плавной без резких переходов, можно деления мекду двумя соседними чер;о ками на той или другой шкале разбить на нееколько более мелких частеи, Чем мельче будут эти части, тем плавнее при внимательном отношении токаря будет получаться пов.рхность.Иногда чертеж гребного винта требует, чтобы по мере приближения к цен гру вся винтовая линия смещалась в сторону. Для эт го служит линейка 9, приделанная к каретке супорта, в которой выфрезеровывается соответствую. щая щель, ведущая резцовую головку.Приближение резца к центру должно происходить обычным поперечным самоходом.Для обработки тыловой стороны гребного винта весь механизм остается тот же с добавлением барабана 14, ко. торый прикрепляется к каретке супорта взамен снимаемого копира 9, Барабан этот при каждом ходе супорта поворачивается на определенный угол то в одну, то в другую сторону при помощи насаженных на его концах зубчатых коле и реек, прикрепленных к неподвижному столу 3. Эгот барабан фасонный и нри своем поворачивании устанавливает резцовую головку в определенное положение в каждый данный момент. Профиль этого барабана в разных сечениях строится соответственно профилю лопасти гребного винта (см. чертеж). Для удобства на резцовой головке должен быть сделан ролик 15 и для оттягивания резцовой головки обратно две пружины 16. Изготовление этого барабана не представляет большой трудности, если его сделать составным и, задавшись несколькими сечениями, изготовить соответственное количество фасонных шайб, а между ними поместить барабаны, выполненные для плавного перехода от одной шайбы к другой,При обработке лопастей как с рабочей стороны, так и с тыловой встретится затруднение с установкой резца так, чтобы его режущая кромка образовала соответствующие углы с обрабатьп аемым предметом, ибо на рабочей стороне винтовая линия, по мере приближения к центру, меняет свой уклон, а на нерабочей стороне дело обстоит еще сложнее. Поэтому целесообразно при. менять дисковый резец (фиг. 5) с несколькими режущими кромками по окружности. Резец этот укрепляется в оправке и излишняя его часть срезается, чтобы она не мешала при выводе резца из пространсва между лопастями. Этот резец, не меняя своего положения, при изменении уклона обрабатываемой поверхности будет брать то одними, то другими режущими кромками и тем самым будут регулироваться углы резания,Предмет изобретения.Приспо:обление к токарному станку для обработки лопастей гребных винтов путем сообщения резцу одновременно переменной продольной и постоянн 1 й попере 1 ной подач, Отличающееся теч, что для согласования указанных подач применены две шкалы, одна из которых 12 помещена на поперечном суп орте и предназначена для совпадения делениями со второй шкалой 13 на маховике 4 механизма перемещения центра 5 качания рычага 6, служащего для передачи от эксцентрикового барабана 1 продольных движений супорту 8,
СмотретьЗаявка
141139, 27.01.1934
Клячко С. С
МПК / Метки
Метки: винтов, гребных, лопастей, станку, токарному
Опубликовано: 31.01.1935
Код ссылки
<a href="https://patents.su/4-41301-prisposoblenie-k-tokarnomu-stanku-dlya-obrabotki-lopastejj-grebnykh-vintov.html" target="_blank" rel="follow" title="База патентов СССР">Приспособление к токарному станку для обработки лопастей гребных винтов</a>
Гребной винт регулируемого шага

Номер патента: 981097
Опубликовано: 15.12.1982
Авторы: Гуревич, Красавин, Кулиш, Кучеренко
МПК: B63H 3/12
Метки: винт, гребной, регулируемого, шага
...штифтов 8, которые по числу лопастей 4 своими цилиндрическими частями закреплены в механизме поворота, выполненного в виде фланца 9, и проходят через отверстия 10 в носовой части 2 ступицы. Пазы 6 и 7 расположены симметрично по обе стороны оси, перпендикулярной плоскости лопасти 4. Фланец 9 носовая 2 и кормовая 3 части ступицы вместе с лопастями 4 собраны на втулке 11 со шпонкой 12 и закреплены гайкой-обтекателем 3.Для установки соответствуюгцего шага гребного винта на фланце 9 нанесены деления с указанием величины шага, а на носовой 2 части ступицы - риски, являющиеся началом отсчета. 15Лопасть 4 выполнена симметричной по контуру и сечению, так как при изменении направления подъема винтовой линии назначение кромок лопастей...
Двухлопастной водяной или воздушный гребной винт

Номер патента: 6066
Опубликовано: 31.08.1928
Автор: Давыдов
Метки: винт, водяной, воздушный, гребной, двухлопастной
...пружины 8(фиг. 3). Удлиненные концы вильчатыхпружин выходят за края диска 2 черезпрорезы, позволяющие пружинам сжиматься до соприкосновения концов ивыниматься в соответствующие щеликоробки 1. Диск 2 закрепляется на валу 9мотора, а коробка 1 свободно надета наэтот вал и может поворачиваться на нем,как на оси в пределах хода, выступающих концов пружин. Сила. тяги нейтрализуется упорным подшипником 11 и кодьцевым подшипником 10, прикрепленным к краям коробки 1. Общая сила всех пружин должна быть нескодько менее наибольшей силы сопротивления вращению винта; лопасти устанавливаются так, чтобы при сжатых пружинах шаг винта был наименьшим, соответствующим подему аппарата, а при растянутых пружинах - шаг винта соответствовал бы наибольшей...
Копировально-фрезерный станок для обработки гребных винтов

Номер патента: 36763
Опубликовано: 31.05.1934
Метки: винтов, гребных, копировально-фрезерный, станок
...и колонки с супортными плечами (фиг. 1).Колонка 1 своей средней частью пере. мещается в варавляющей втулке 2 траверсы; в верхней части колонки имеется плечо 3 с копировальным супортом 4, ро лик 5 ко"орого соприкасается с копирной поверхностью 6, укрепленной на траверзе ст;нины. К нижней части ко. лоьны прикрепляется крестовина 7, от. дельные лучи которой служат в качестве плеч для фрезерных супортов И, распо ложеиных в соответствии с числом ло пастей обрабатываемого гребного винта (фиг. 2). Для облегчения подъема колонки 1 с плечом 3 и кресговяной 7 в станке предусматривается противовес и, кроме того, для перемещения колнны станка от руки рабочего может быгь использован барабан с рукояткой для навивания троса, связанного с колонной 1...
Гребной винт
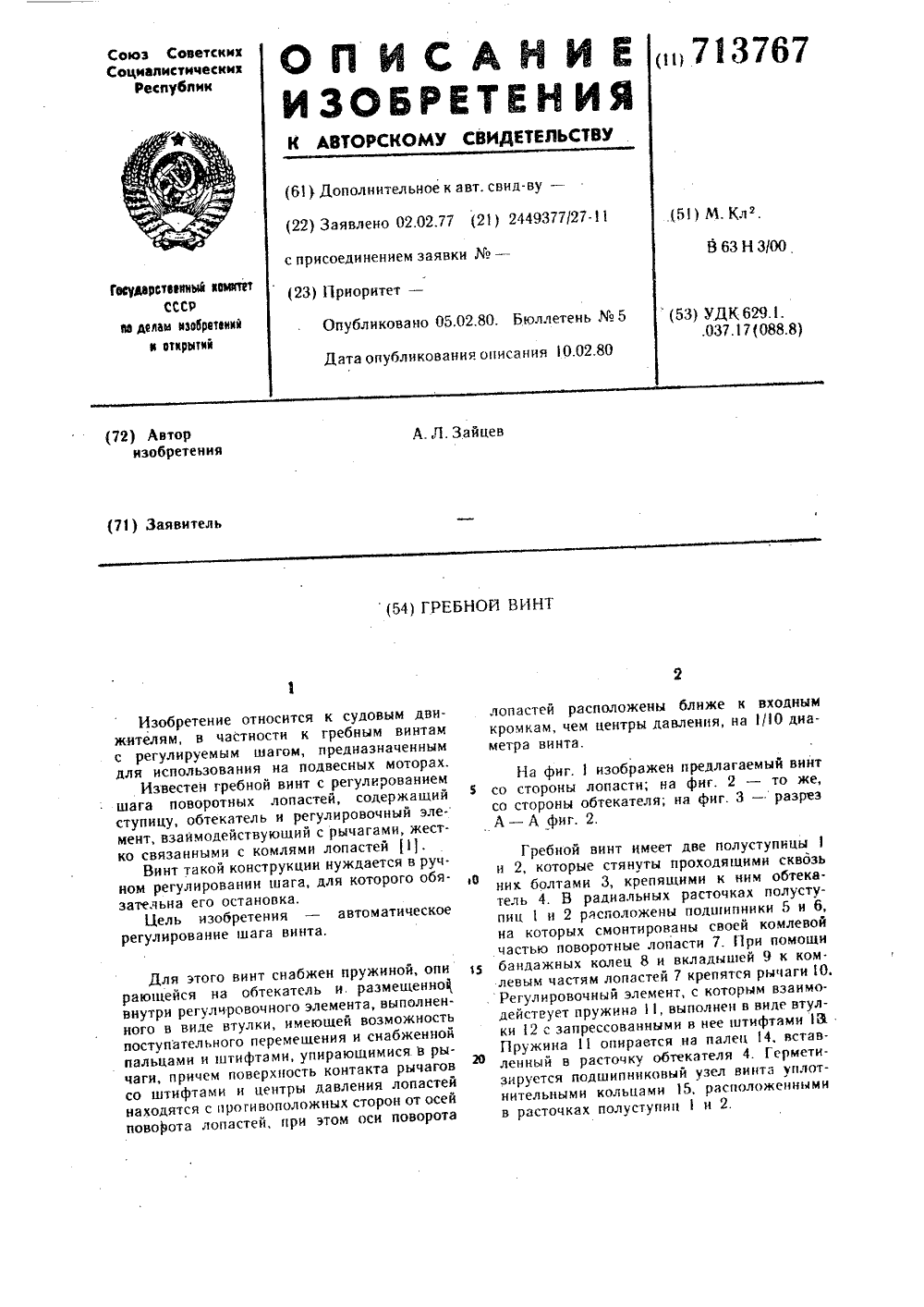
Номер патента: 713767
Опубликовано: 05.02.1980
Автор: Зайцев
МПК: B63H 3/00
...7. При помощи баидажных колец 8 и вкладышей 9 к ком.левым частям лопастей 7 крепятся рычаги 10.Регулировочный элемент, с которым взаимодействует пружина 11, выполнен в виде втулки 12 с запрессованными в нее штифтами 1 й Пружина 11 опирается на палец 14, встав О ленный в расточку обтекателя 4. Герметизируется подшипниковый узел винта уплотнительными кольцами 15, расположенными в расточках полуступип 1 и 2.Винт работает следующим образом, 11 ри неподвижном винте лопасть 7 находится в положении максимального шага. С нача. лом вращения винта на лопасть 7 начинает действовать подъеглная сила, образованная перепадом давлений на нагнетающей и засасываюц 1 ей поверхностях лопзсти 7. Эта наибольшая подъемная сила, соответствующая...
Способ соединения гребного винта с гребным валом

Номер патента: 1664655
Опубликовано: 23.07.1991
Авторы: Апраксин, Лысенков, Тевелев
МПК: B63H 23/34
Метки: валом, винта, гребного, гребным, соединения
...щение винта через равные промежутки при- (Я ращения усилий (давления масла в домкрате). Когда зависимость усилия от перемещений станет линейной, т,е. наступит пропорциональность, фиксируют их первое ъ сочетание соответственно 01 и Я 1.Затем повышают давление масла нэ сопрягаемых поверхностях до величины Р 2, при которой гребной винт переместится до Я 2. Значение Р 2 не регламентируется, однако для повышения точности дальнейших расчетов целесообразно, чтобы 32=(0,5 - 1,0)Я 1, Этому условию соответству1664655 где Я - расчетное перемещение винта вокончательное положение; . Составитель Е. ИгнатьевТехред М.Моргентал Корректор О. Кравцова Редактор М. Янкович Заказ 2357 Тираж 279 ПодписноеВНИИПИ Государственного комитета по изобретениям и...
Предыдущий патент: Способ защиты не подлежащих фосфатированию поверхностей стальных и железных
Следующий патент: Суппорт к токарному станку
Случайный патент: Способ получения основного карбоната свинца