Способ прокатки листов из труднодеформируемых сплавов системы al-ве-мg
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
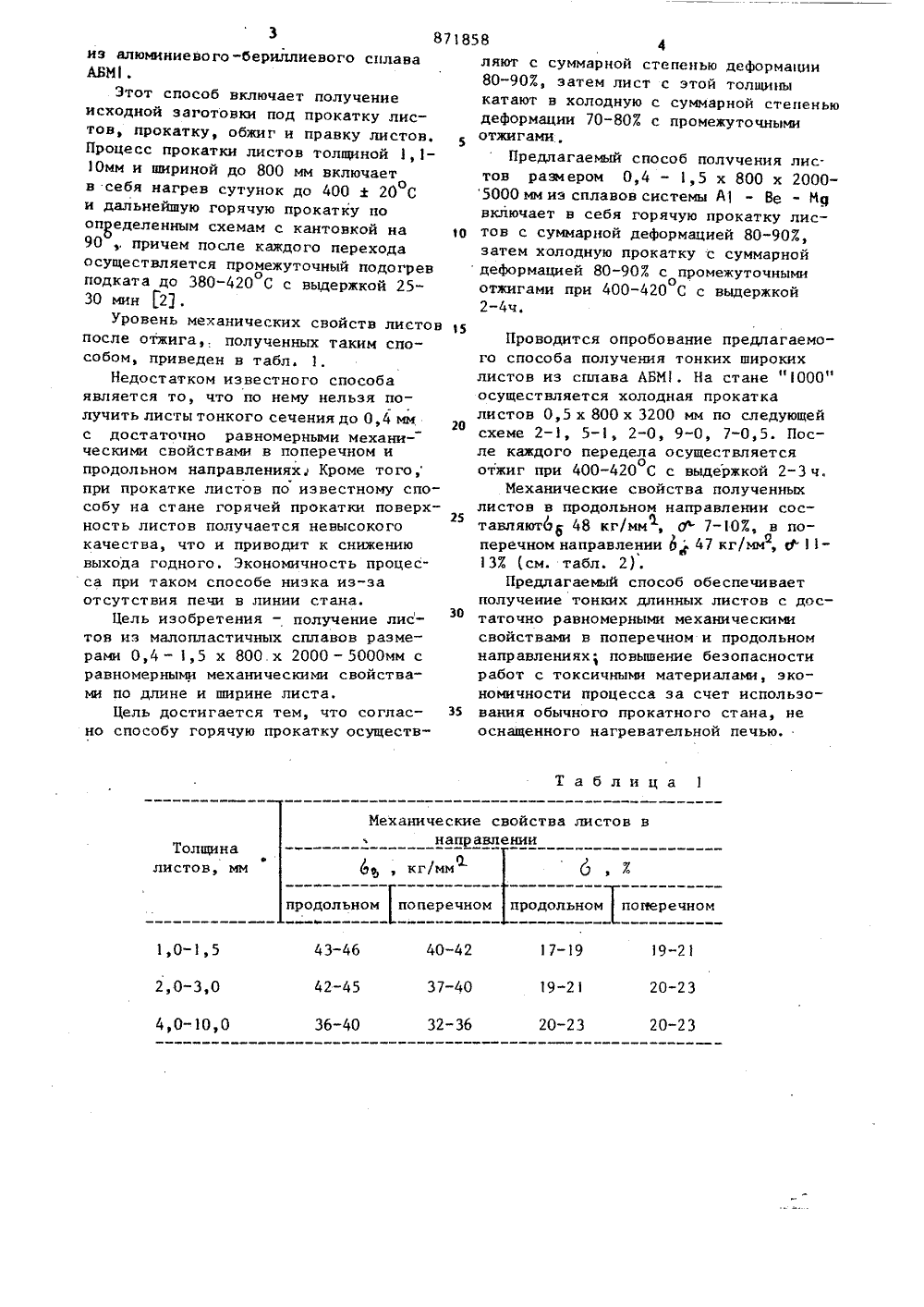
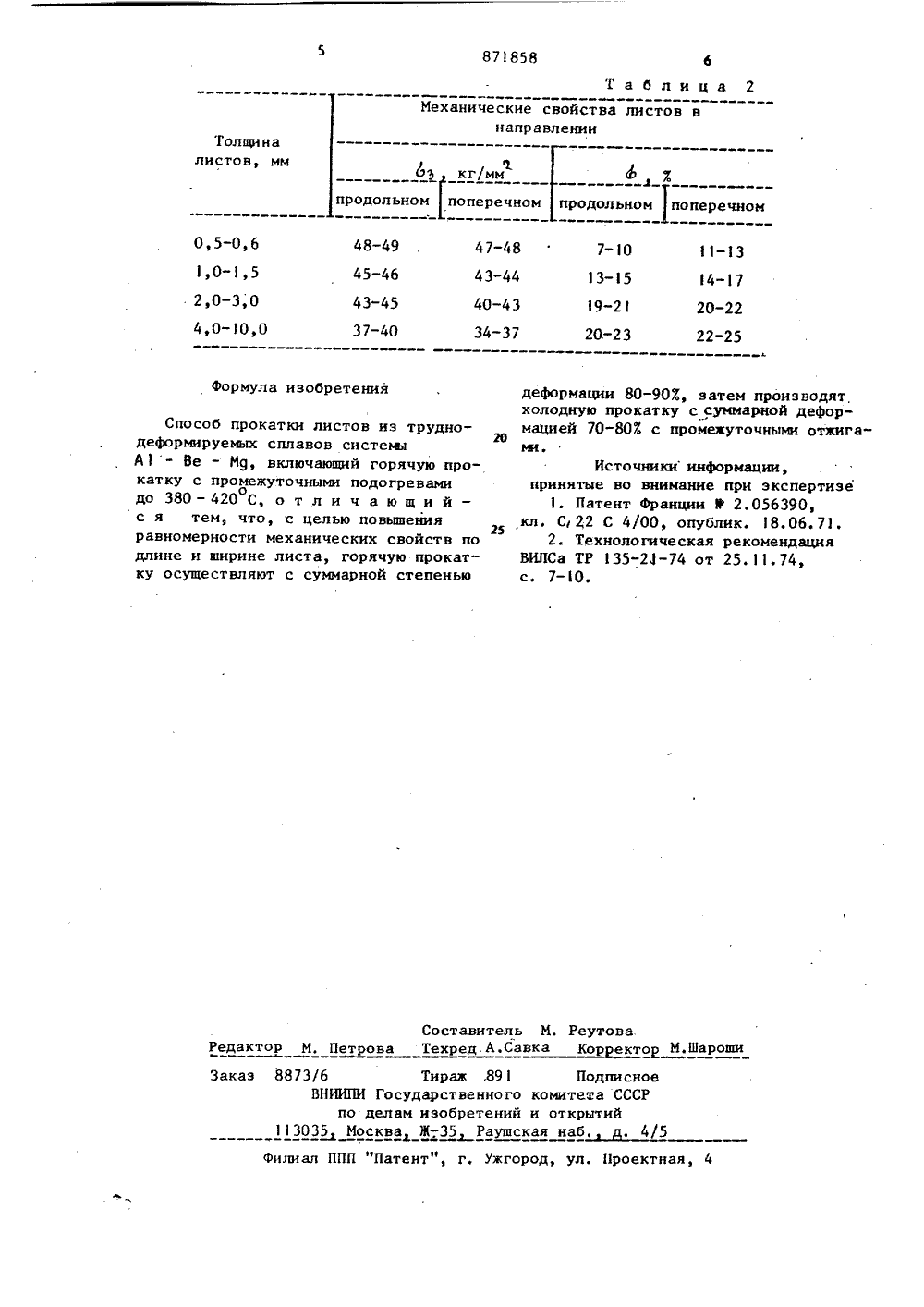
ОП ИСАНИЕИ ЗОБРЕТЕ Н ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Сфюэ СфеетсинкСфцнапистичвсинвРеспублни и 871858ав аааан яаавретевкй и вткрытий(54) СПОСОБ ПРОКАТКИ ЛИСТОВ ИЗ ТРУДНОДЕфОРИИРУЕИЫХ СПЛАВОВ СИСТЕМЫ А ь - Ве - ИдИзобретение относится к обработке металлов давлением и предназначено для прокатки листов из сплавов системы А 1 - Ве -, Мд, используемых в авиацион-, ной и других областях промышленности.При современном производстве листов из алюминиевых сплавов используют методы горячей прокатки, включающие предварительную обработку поверхности, а именно фрезерование слябов после :литья и последующую горячую прокатку на лист. Известен способ прокатки листов из алюминиевых, сплавов включающий нагрев3 до температуры деформации сплава в течение 1 - 1,5 ч. и дальнейшую прокатку 1,11 .Однако этот способ не приемлем для прокатки листов из сплавов системыА 1 - Ве - Мд.Сплавы системы А 1 - Ве " Ид с содержанием Ве 28-32 и Ид 4,5 - 5 обладают высокой удельной прочностью и очень высокой жесткостью (вдвое выше,чем у алюминиевых сппавов).Использование листов из сплавовсистемы А 1 - Ве - Ид взамен листовиз алюминиевых сплавов позволяет понысить жесткость и прочность конструкций и снизить их вес на 25-307.Получение тонких широких листов иэ малоппастичных сплавов система А 1 - Ве - Ид представляет значительную техническую трудность, так как даже при температурах горячей деформации эти сплавы имеют двухфазную структуру,Этот фактор крайне отрицательно влияет на стабильность механических свойств листов в поперечном и продольном направлениях из-за невозможности обеспечить равномерное распределение температуры листа по его длине в процессе прокатки.Наиболее близким к изобретению является способ изготовления листов71858 4ляют с суммарной степенью деформации80-90%, затем лист с этой толщиныкатают в холодную с суммарной степеньюдеформации 70-80% с промежуточнымиотжи Рами,Предлагаемый способ получения листов размером 0,4 " 1,5 х 800 х 20005000 мм из сплавов системы А - Ве - Ицвключает в себя горячую прокатку лис 1 о тов с суммарной деформацией 80-90%,затем холодную прокатку с суммарнойдеформацией 80-907 с промежуточнымиоотжигами при 400-420 С с выдержкой2-4 ч. Таблица 1 Механические свойства листов в напр авлении Толщина листов, мм4 , кг/мм 6,% продольном поперечном продольном поперечном 40-42 37-40 32-36 1,0-1,5 2,0-3,0 4,0-10,0 43-46 42-45 36-40 1 7-19 19-21 20-23 20-23 19-21 20-23 3 8 из алюминиевого-бериллиевого сплава АБМ 1.Этот способ включает получение исходной заготовки под прокатку листов, прокатку, обжиг и правку листов, Процесс прокатки листов толщиной 1,1- 10 мм и шириной до 800 мм включает в себя нагрев сутунок до 400 2 20 С и дальнейшую горячую прокатку по определенным схемам с кантовкой на 90причем после каждого перехода осуществляется промежуточный подогревоподката до 380-420 С с выдержкой 25- 30 мин 2 Д.Уровень механических свойств листов после отжига,. полученных таким способом, приведен в табл. 1.Недостатком известного способа является то, что по нему нельзя получить листы тонкого сечения до 0,4 мм с достаточно равномерными механическими свойствами в поперечном и продольном направлениях Кроме того, при прокатке листов по известному способу на стане горячей прокатки поверхность листов получается невысокого качества, что и приводит к снижению выхода годного. Экономичность процесса при таком способе низка из-за отсутствия печи в линии стана.Цель изобретения - получение лис- тов из малопластичных сплавов размерами 0,4 - 1,5 х 800.х 2000 - 5000 мм с равномерными механическими свойствами по длине и ширине листа.Цель достигается тем, что согласно способу горячую прокатку осуществ 15Проводится опробование предлагаемого способа получения тонких широкихлистов из сплава ЛБМ. На стане " 1000"осуществляется холодная прокаткалистов 0,5 х 800 х 3200 мм по следующей госхеме 2-1, 5-1, 2-0, 9-0, 7-0,5. После каждого передела осуществляетсяоотжиг при 400-420 С с выдержкой 2-3 ч.Механические свойства полученныхлистов в продольном направлении составляют 6 48 кг/мм, Ф 7-107, в поперечном направлении47 кг/мм, д" 1"137 (см. табл. 2).Предлагаемый способ обеспечиваетполучение тонких длинных листов с достаточно равномерными механическимисвойствами в поперечном и продольномнаправлениях повьппение безопасностиработ с токсичными материалами, экономичности процесса за счет использо вания обычного прокатного стана, неоснащенного нагревательной печью.871858 Таблица 2 Механические свойства листов в направлении Толщина листов, ммЬ) кг/мм Ж з продольном поперечном продольном поперечном 47-48 43-44 40-43 34-37 7- 0 13-15 19-2 1 20,-23 формула изобретения деформации 80-907, затем производят холодную прокатку с суммарной деформацией 70-803 с промежуточными отжигаМиа Способ прокатки листов из труднодеформируемых сплавов системы А 1 - Ве - М 9, включающий горячую прокатку с промежуточными подогревамиодо 380 - 420 С, о т л и ч а ю щ и й - с я тем, что, с целью повышения равномерности механических свойств по длине и ширине листа, горячую прокатку осуществляют с суммарной степенью Источники информации 3принятые во внимание при экспертизе1. Патент франции Р 2.056390,25кл. С 322 С 4/00, опублик. 8.06.71.2. Технологическая рекомендацияВИЛСа ТР 135-21-74 от 25.11.74,с. 7-10. Составитель М. РеутоваРедактор М. Пет ова Техред.А.Савка Кор ектор М.Шароши я Заказ 8873/6 Тираж .89 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035 Москва Ж-.35 Рауаская яаб.4/5
СмотретьЗаявка
2830739, 19.10.1979
ПРЕДПРИЯТИЕ ПЯ Р-6209
САМАРОВ ВИТАЛИЙ СЕМЕНОВИЧ, ШВЕДОВ ВАЛЕРИЙ ИВАНОВИЧ, БАЛТАДЖИ АНАТОЛИЙ ВЛАДИМИРОВИЧ, ЯЦЕНКО КОНСТАНТИН ПЕТРОВИЧ, ЗАСЫПКИН ВАСИЛИЙ АНДРЕЕВИЧ, БЫКОВ ВЛАДИМИР МИХАЙЛОВИЧ, КАЛУГИН ВИКТОР ФИЛИППОВИЧ, ШИЛКОВ ЮРИЙ БОРИСОВИЧ, КУЗНЕЦОВА ЕЛЕНА АНАТОЛЬЕВНА, ДЕМКИН ВАЛЕРИЙ ЛЕОНИДОВИЧ, ЯКОВЛЕВ АНТОН ЕВГЕНЬЕВИЧ
МПК / Метки
МПК: B21B 27/02
Метки: al-ве-мg, листов, прокатки, системы, сплавов, труднодеформируемых
Опубликовано: 15.10.1981
Код ссылки
<a href="https://patents.su/3-871858-sposob-prokatki-listov-iz-trudnodeformiruemykh-splavov-sistemy-al-ve-mg.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокатки листов из труднодеформируемых сплавов системы al-ве-мg</a>
Способ получения листов из алюминиевых сплавов

Номер патента: 596302
Опубликовано: 05.03.1978
Авторы: Аксенов, Калугин, Медведовская, Разуваев
МПК: B21B 3/00
Метки: алюминиевых, листов, сплавов
...Способ получения сплавов, включающн сляба к плакировке, металла, сборку па Изобретение относится к технологии обработки материалов давлением и предназначено для производства листов из алюминиевых сплавов, используемых в авиационных и других отраслях промышленности,Известен способ получения листов из алю миниевых сплавов, включающий подготовку поверхности сляба к плакировке, наложение плакирующего металла алюминия, сборку пакета, нагрев и последуюгцую прокатку 1 .Недостатком данного способа является не 1 удовлетворительное качество поверхности листа, сравнительно низкий выход годного до 10 - 15%, вследствие трещинообразования на поверхности листа.Цель изобретения - ние качества поверхности за счет уст я заалюмини вания и снижение...
Способ изготовления листов из алюминиевых сплавов

Номер патента: 606895
Опубликовано: 15.05.1978
Автор: Косарев
МПК: C22F 1/057
Метки: алюминиевых, листов, сплавов
...и выдерживают при 15 - 25 С в течение 4 - 10 сут, После этого осущест. вляют прокатку до окончательного размера. 25 Проведение окончательнои пных и естественно состаренных лиет размельчение и равномерное вупрочняющих фаз по зерну, преда ванне обедненных легирующимиграничных зон, т. е. обеспечиваетоднородной структуры по сравнеспособом. и м е р, ИзготаПлоские слиткиают по серииноисоставляет 80 ют с температуртной температуреия производятны 1,6 ммнические свойствженному и извеблице,ливают листы из спла. азмером 120 х 500 х 800 мм ехнологии до толщины деформации. Затем сплав 495 С и выдерживают в течение 7 сут. По. ончательную прокаткудложенный способ получения листов т упрочняемых алюминиевых сплавса ть внедрен в авиационной...
Способ изготовления листов из порошковых сплавов на никелевой основе

Номер патента: 1424973
Опубликовано: 23.09.1988
Авторы: Ефимов, Ким, Кохан, Лукашкин, Мусиенко, Трухин, Эрлих
МПК: B22F 3/18
Метки: листов, никелевой, основе, порошковых, сплавов
...Со, Снедеформируемого в литом состоянии,Цель достигается за счет того, чтоспеканию подвергают порошок с насыпной плотностью 0,46-0,49, спеченную 20заготовку подвергают холодной уплотняющей прокатке с суммарным обжагием50-65% до достижения плотности равнойили большей 0,95 от теоретической.Дальнейшую прокатку до необходимой 25толщины листа осуществляют с промежуточным спеканием с суммарными обжати, ями 15-35%.П р и и е р, Для изготовления тон ких листов в качестве исходного материала используют свободонасыпные, за, готовки иэ сплава ЖС 6, содержащего60% М толщиной 1,5-5,0 мм,иэ смесираспыленных мелкодисперсных порошков%. Сг, А 1, Мо, 1 т, Т,1 Со, С,Заготовки спекают при 1250-1280 С в тече-З 5ние 4-6 ч в вакууме не ниже 10 Па.-ФСпеченные...
Способ получения биметаллических листов из алюминиевых сплавов

Номер патента: 336139
Опубликовано: 01.01.1972
Авторы: Басова, Березко, Васильева, Ливанов, Шилова
МПК: B23K 20/04
Метки: алюминиевых, биметаллических, листов, сплавов
...алюминий. Однако такие биметаллические листы имеют пониженную прочность и недостаточно высокую кор рози онпую стойкость, что вызывается структурной неоднородностью плакирующего слоя при термомеханической 10 обработке.С целью повышения механических и антикоррозионных свойств биметалла по предложенному способу в качестве плакирующего слоя используют сплав системы алюминий - 15 марганец с содержанием титана 0,1 - 0,2%.Для осуществления предложенного способа на фрезерованный слиток из алюминиевого сплава накладывают планшеты из сплава алюминия с марганцем и титаном. Собранный па кет нагревают до температуры 390 - 460 С, прокатывают в полосу заданной толщины с обжатием 5 - :10% за проход. Затем пологу свертывают в рулон и подвергают...
Способ изготовления заготовок из листов стареющих никелевых сплавов
Номер патента: 1665602
Опубликовано: 20.02.1995
МПК: B21D 51/00
Метки: заготовок, листов, никелевых, сплавов, стареющих
1. СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЛИСТОВ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ для изделий, получаемых ротационным выдавливанием, содержащий механическую обработку листов и термообработку, включающую нагрев, выдержку и охлаждение, отличающийся тем, что, с целью повышения качества изделия и экономии металла за счет предотвращения образования трещин при нагревах до и после ротационного выдавливания, механическую обработку листов осуществляют путем их резки на бланки с последующей разрезкой бланков на полосы и гибки на ребро в плоские кольца, термообработке подвергают отрезанные от листа бланки, доводя структуру их материала до гомогенного состояния, и выдерживая в этом состоянии 0,5-2 ч, а охлаждение ведут в два этапа с промежуточной выдержкой 0,5-2...
Предыдущий патент: Опорная планка роликового стана периодической прокатки труб
Следующий патент: Подушка валка прокатной клети
Случайный патент: Способ флотации угля