Способ получения торцовых уплотнений
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1475774
Авторы: Вараницкий, Галюк, Дорошкевич, Звонарев, Ивашко, Куприянов, Лубочкин, Фрайман, Чернышев, Шелехина

Текст
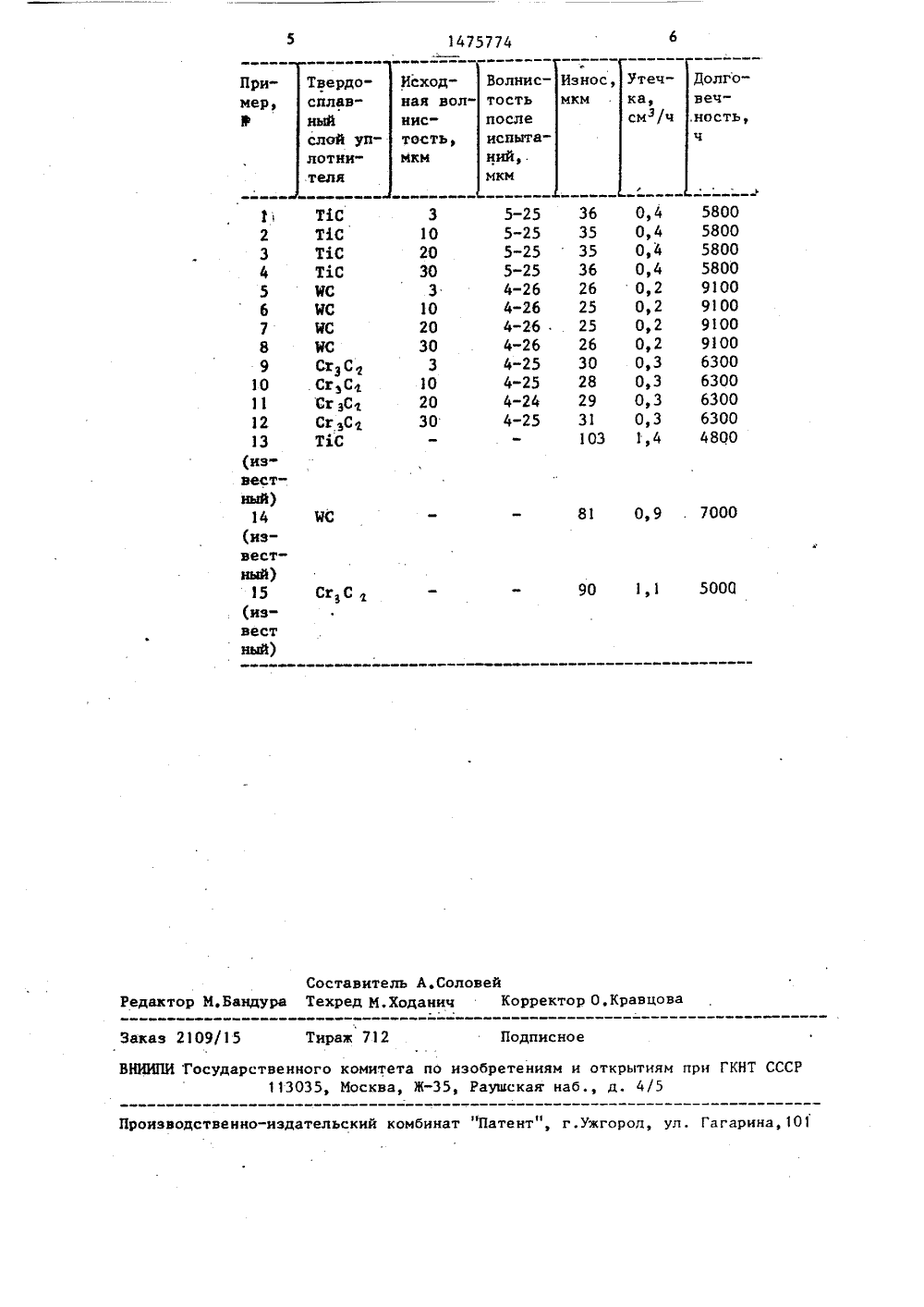
СОЮЗ СОВЕТСНИХ ЦИАЛИСТИЧЕСКИ СПУБЛИН(51)4 В 22 Р 5/00, 3/24, 7/04, Р 16 Л 15/14 Я ТЕН а" оиыС:оВ порошкок спосо носитсячастнос 1Изобретение относится к порошковой металлургии, в частности к способу получения торцовых уплотнений, используемых в насосном оборудовании.Целью изобретения является повы" шение долговечности уплотнений.Предложенный способ получения торцовых уплотнений заключается в напрессовке порошкового твердосплавного слоя и порошка припоя иа .металлическую основу, спекании при температуре, превышающей температуру ,плавления припоя, обработке контактной поверхности уплотнений лу+ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ПЛАНТ СССР ПИСАНИЕ ИЗО ВТОРСКОМУ СВИДЕТЕЛ(56) Сб. Проблемы трения и смазкиТруды Американского общества инженеров-механиков. М.: Мир, 1968,т.90, сер. У 2, с. 348-352Патент США В 4280841,кл. В 22 Р 5/00, 1981.(54) СПОСОБ ПОЛУЧЕНИЯ ТОРНЕКИИ,(57) Изобретение отвой металлургии, в бу получения торцовых уплотнений, иснольэуемых в насосном оборудовании.Цель изобретения - повышение долговечности уплотнений. Указанная цельдостигается тем, что в способе получения торцовых уплотнений, включающемнапрессовку порошкового твердосплавного слоя и порошка припоя на металлическую основу и спекание при температуре, превышающей температуру плавления припоя, после спекания контактную поверхность уплотнений обрабатывают лучом лазера по заданному профилю поддерживая температуру в зонеобработки, обеспечивающую спекайиепорошкового твердосплавного слоя, апосле обработки лучом лазера контактную поверхность обрабатывают механически до получения волнистости междобработанными и необработанными лучом лазера участками 3-30 мкм. Долгвечность уплотнений повышается иа20-303. 1 табл. чом лазера по заданному профилю при температуре спекания порошковоготвердосплавного слоя и последующей механической обработке контактной по верхности до получения волнистости между обработанным и необработанным лучом лазера профилем 3-30 мкм,П р и м е р. Изготавливались 2 группы торцовых уплотнений (по предлагаемому способу и по способу-прото типу) из порошков трех составов.Из порошка состава, мас.й: 70 ТС + 30 сталь Х 6 Ф 4 М с добавлением 1,5 синтетического каучука, при давлении50 МПа прессовали уплотнительные кольца со следующими размерами: Ф нар. 100 ии; Ф вн. = 90 мм, в стальную основу. На полученную запрессовку насыпали припой состава 200+1 Р, остальное Сц и проводили пропитку при 1150-1180 С. Затем уплотнение механически обрабатывали в размер по наружному диаметру высту- Я пающей части напрессовки, оставляя высоту напрессовки относительно стальной основы, равной 3 им, а также шлифовали торцовые поверхности заготовки в размер. 15Аналогичные уплотнения получали из смеси порошков, мас, .: 97 УС+ЗСд. Готовили.твердосплавную смесь, засыпали ее в кольцевой паз стальной заготовки и прессовали при давлении 20 300 МПа. На уплотненный твердосплавный материал насыпали припой состава 2001+1 Р, остальное Со и проводили пропитку при 1150-1180 С.Аналогичные уплотнения получали из шихты, мас. : 85 СгС+15 Их, засыпали ее в кольцевой паз стальной за -; готовки и прессовали при давлении 300 МПа. На уплотненный твердосплав" ный материал засыпали припой состава ЗО 20 М+1 Р, остальное Сц и проводили пропитку при 1150-1180 С.Далее на лазерной установке непрерывного действия ЛГН"Кардамон" мощностью 800 Вт обрабатывали торцо" вую поверхность уплотнительных колец путем нанесения спиральных доро" жек шириной 2,5 им по контуру специального рельефа при температуре спекания износостойкого порошка. Для со става 70 Т 1 С + 30 сталь Х 6 Ф 4 М температура была равна 1300 - 1350 С. Для соста-, ва 97 ЯС+ЗС температура была равна 1450 С, Для состава 85 Сг:+15 Нх тем" цература составляла 1380-1400 С. За тем торцовую поверхность уплотнитель. ных колец обрабатывали с применением шлифовальных паст до получения вол" нистости междуобработанным и необра. ботанным контуром 3, 10, 20, 30 мкм. 5 О Торцовые уплотнения, изготовленные по методу прототипа, выполняли из порошков тех же составов, при этом контактные поверхности обрабатывали по плоскости в размер. Размеры торцовых уплотнений во всех случаях были одинаковыми ( Ф нар. 100 мм;Ф внутр. = 90,мм).Изготовленные группы уплотненийиспытывали на специальном стенде приперепаде давления масла 0,4 МПа соследующими режимами: а 1500 об/мин,Р5 МПа. Испытывали по 3 уплотнениядля каждого варианта. На профилометре-профилографе 252 проводили замерыволнистости до и после испытаний,замеряли линейный износ, а также фиксировали утечки через уплотнение иопределяли ресурс работы уплотнений.Результаты испытаний приведены в таблице.Как следует из таблицы, предложенный способ получения торцовых уплотнений (примеры 1-12) обеспечивает всравнении с известньв способом (примеры 13-15) повышение долговечностиуплотнения,Формула изобретенияСпособ получения торцовых уплотнений, включающий напрессовку порошкового твердосплавного слоя и порошка припоя на металлическуюосновуи спекание при температуре, превышающей температуру плавления припоя,,о т л и ч а ю щ и й с я тем, что,с целью повышения долговечности уплотнений, после спекания контактнуюповерхность уплотнений обрабатываютлучом лазера по заданному профилюпри температуре спекания порошковоготвердосплавного слоя, а затем проводят механическую обработку контактной поверхности до получения волнистости между обработанным и необработанным лучом лазера профилями 330 икм,1475774 Износумкм ДолговечУтечИсходная волВолнисТвердосплавныйслой уплотни Пример,В ка,смз/ч тость после иснытаний, мкмЗаказ 2109/15 Тираж 712 Подписное ВНИИПИ Государственного комитета по изобретениям н открытиям прн ГКНТ СССР 113035, Москва, Ж, Раущская наб., д. 4/5Производственно-издательский комбинат "Патент", г.Ужгорол, ул. Гагарина, 101 1 2 3 5 6 7 8 9 10 11 12 13 (из- вестный) 14 (из- вестный) 15 (извест ный) Т 1 С Т 1 С Т 1 С ТьС ЮС ЮС нС ЮС Сг,с, .СгС Сг С Сг,С Т 1 С 36 0,4 35 0,4 35 0,4 36 0,4 26 0,2 25 0,2 25 0,2 26 0,2 30 0,3 28 0,3 29 0,3 31 0,3 103 1,4 5800 5800 5800 5800 9100 9100 9100 9100 6300 6300 6300 6300 4800
СмотретьЗаявка
4147978, 19.11.1986
БЕЛОРУССКОЕ РЕСПУБЛИКАНСКОЕ НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
ИВАШКО ВИКТОР СЕРГЕЕВИЧ, ДОРОШКЕВИЧ ЕВГЕНИЙ АДАМОВИЧ, ЛУБОЧКИН ВЛАДИМИР АЛЕКСАНДРОВИЧ, КУПРИЯНОВ ИГОРЬ ЛЬВОВИЧ, ЗВОНАРЕВ ЕВГЕНИЙ ВЛАДИМИРОВИЧ, ШЕЛЕХИНА ВИКТОРИЯ МИХАЙЛОВНА, ФРАЙМАН ЛЕОНИД ИЛЬИЧ, ВАРАНИЦКИЙ ГРИГОРИЙ ГАВРИЛОВИЧ, ГАЛЮК ВАСИЛИЙ ХАРИТОНОВИЧ, ЧЕРНЫШЕВ АРКАДИЙ ГЕОРГИЕВИЧ
МПК / Метки
МПК: B22F 3/24, B22F 5/00, B22F 7/04, F16J 15/14
Метки: торцовых, уплотнений
Опубликовано: 30.04.1989
Код ссылки
<a href="https://patents.su/3-1475774-sposob-polucheniya-torcovykh-uplotnenijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения торцовых уплотнений</a>
Способ изготовления уплотнений торцовых пар трения

Номер патента: 1397179
Опубликовано: 23.05.1988
Авторы: Дысин, Ивановская, Калинин, Косенко, Филатов
Метки: пар, торцовых, трения, уплотнений
...МПа. Прессовку выпрессовывают и повторно спекают в защитной атмосфере (водород, диссоциированный аммиак) в течение 1,5-2 ч при 750-800 С. Спеченную заготовку 5 (фиг,4) помещают в пресс" форму, насыпают слой порошка Фторопласта 6 в соотношении. 1 ф 10 к объем 45 антифрикционного слоя и допрессовывают при давлении 600-700 МПа.В качестве антифрикционного материала используют порошковые БрОСН 2- 25-2 или БрОб 10-1 бронзы, обладающие 50 очень низким коэффициентом трения (0,01-0,05) и хорошей прирабатываемостью к сопрягаемой детали, что не требует выполнения сложной и длительной операции шлифования и притирки. 55В таблице приведены конкретные данные по трудоемкости изготовления на примере получения уплотнительного кольца трактора диаметром...
Уплотнение торцового типа

Номер патента: 146145
Опубликовано: 01.01.1962
Автор: Орлов
МПК: F16J 15/54
Метки: типа, торцового, уплотнение
...к стенке 4 по плоской поверхности Б.Компенсация при изменении линейного расстояния между деталью 3 и стенкой 4 производится поворотом в соответствующем направлении детали 1 относительно детали 2.На фиг. 2 а стенка 4 неподвижна. Сопряженный винтовой коноид выполнен на выступе стенки 4. Деталь 3 вращается; направление вращения совпадает с направлением подъема винтового коноида. Силы, трения, соприкасающихся поверхностей деталей 3 и 1 увлекают деталь 1 за деталью 3 Тем самым обеспечивается плотное прилегание частей уплотнительного устройства.На фиг. 2 б введен упругий элемент 5 (несколько пружин). В случае изменения расстояния между деталями 3 и 4 пружины поворачивают детали 1 и 2 относительно друг друга.146145На фиг, 2 в предусмотрено...
Уплотнение торцового типа

Номер патента: 514141
Опубликовано: 15.05.1976
Авторы: Борисенко, Кошванец, Мартынюк
МПК: F16J 15/34
Метки: типа, торцового, уплотнение
...и некратные друг другу. Подбор частот собственных колебаний может также осуществляться любым из известных способов, например изменением массы подвижных и непомула изобретени Изобретение отно техничке, в частности вращающихся валов.В известных торцо центрично расположе ми возможен одновр тов торцовых пар, ос ловиях значительных возникновении резон ме. движных частей пары, изменением жесткости пружин и т. д.При работе уплотнения в условиях значительных вибраций, когда частота вынужденных колебаний системы изменяется в широком диапазоне, хотя оы одна из торцовых пар будет надежно уплотнять вал, поскольку стык не сможет одновременно раскрыться у всех торцовых,пар, если онн имеют различные и некратные друг другу частоты собственных...
Уплотнение торцового типа
Номер патента: 823721
Опубликовано: 23.04.1981
Авторы: Гафт, Голубев, Гонсалес-Лопес, Гордеев, Кузнецов, Якушев
МПК: F16J 15/54
Метки: типа, торцового, уплотнение
...уплотнения, отделяющего полость, в которой находится упругий элемент 3., от атмосферы и от герметизируемой жидкости. Та ким образом, упругий элемент 3 расп лагаясь между дном обоймы 2 и уплотнителем 5, оказывается в замкнутом моеваризазо-,В расточке корпуса 1 установленаплоская с расточкой обойма 2, в которой размещен поджимаемый упругим элементом 3 через шайбу 4. эластичный уплотнитель 5. В качестве материалауплотнителя может быть применена сальниковая набивка. Ответное жесткоекольцо б установлено на валу 7. Жеское кольцо 6 образует с обоймой 2 рточкой корпуса 1 и шайбой 4 замкнутыйобъем, в котором расположен эластичный уплонитель 5. Это обеспечиваетсямалыми радиальными (фиг. 1)или торцовыми (фиг. 2) зазорами между жестким кольцом 6...
Уплотнение торцового типа
Номер патента: 832192
Опубликовано: 23.05.1981
Авторы: Ксеневич, Подкидыш, Стецко, Чаботько
МПК: F16J 15/34
Метки: типа, торцового, уплотнение
...типа состоит из корпуса 1, в котором выпопнен канал 2 для подвода жидкости под давлением сообщающийся с полостью 3 .В попости 3 установлен подвижно в осевом направлении уплотнитепьный элемент, выполненный в виде подпружиненно" го эластичного стакана 4, внешняя донная поверхность которого взаимодействует с торцом вращающегося вала 5. Эластичный стакан 4 выполнен с осевым впуском отверстием 6, На внешней поверхности эластичного стакана 4, которая контактирует с торцом вращающегося вала 5, выполнена ципиндрическая выточка 7, в которую установлено антифрикционное кольцо .8, высота которого меньше высоты выточки на величину выступающей части 9. В полости 3 расположена пружина, упирающаяся в дно эластичного стакана 4 и прижимающая...
Предыдущий патент: Способ изготовления анизотропных ферритовых постоянных магнитов
Следующий патент: Устройство для распыления металлических расплавов
Случайный патент: Автоматический огнетушитель