Способ изготовления уплотнений торцовых пар трения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1397179
Авторы: Дысин, Ивановская, Калинин, Косенко, Филатов

Текст
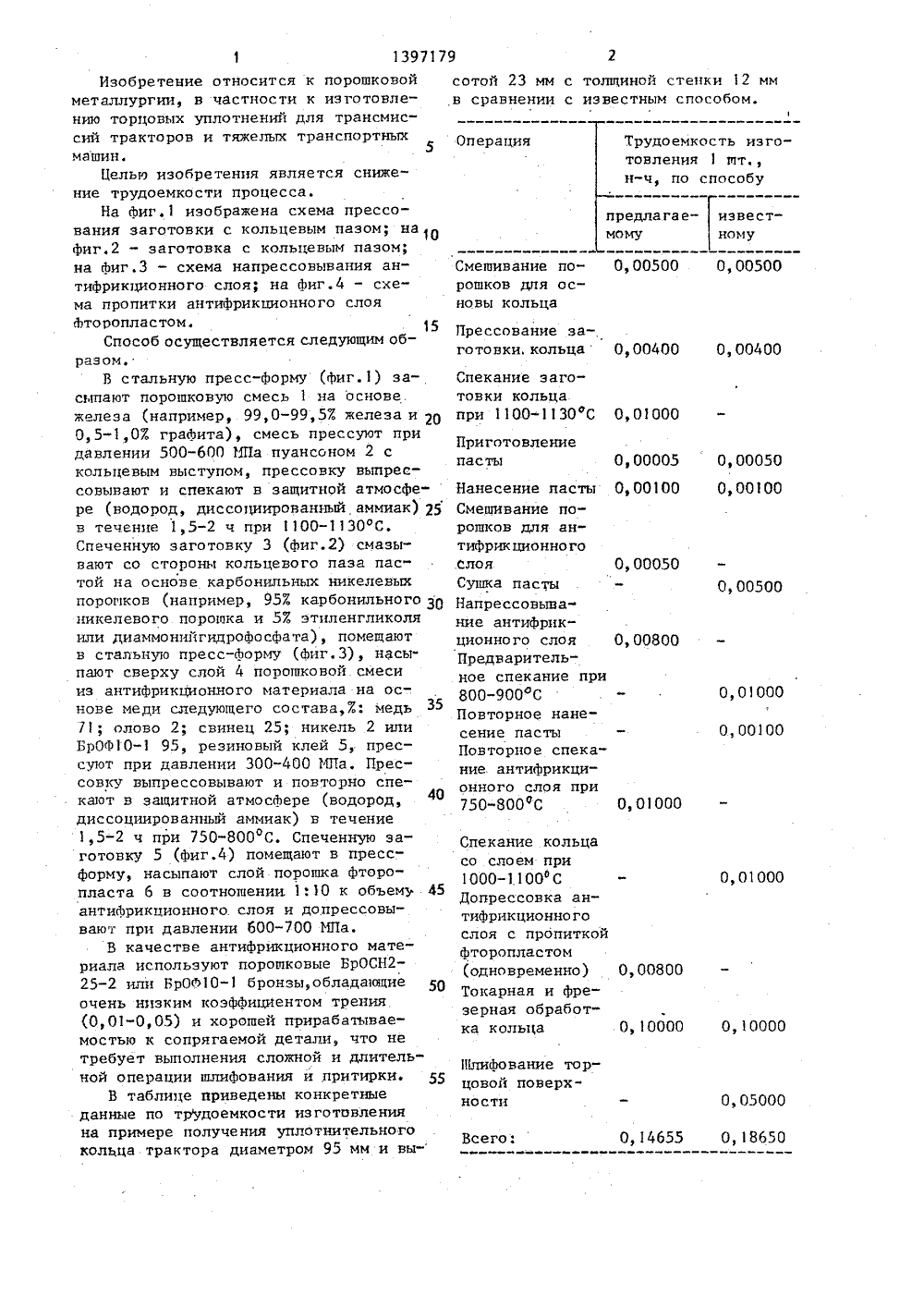
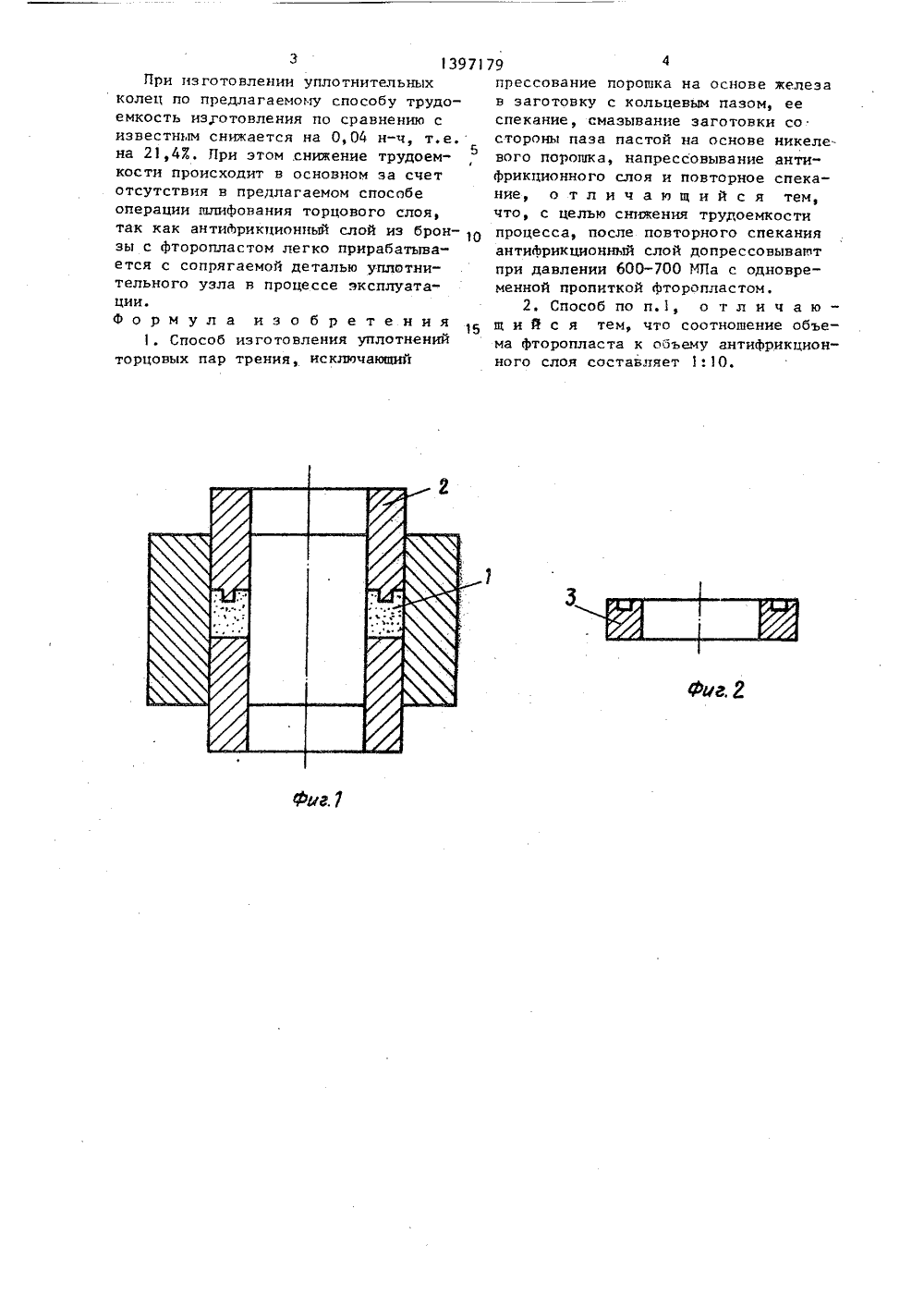
(51)4 В 22 Р 5 00 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕ 1 ГЕНИЙ И ОТНРЫТИИ АНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ оров и тя ель изобр желыхетепия -Изеэапазом,я трансмиссии трак транспортных машин.снижение трудоемкостпорошковой смеси напрессуют заготовку с В 19 Б.Дь ятов процессаснове жел син, и И.И.Ива ольцевым атмосфер спекают ее в защитн пос" 1.762.8 (088торское свид3, кл. В 22нт Японии Р2 Р 5/00, 19 за го ство СССРО, 1967.6493,пресспают 54) СПОСОБ ИЗГОТОВЛЕНИЯ УПОРЦОВ 1 Х ПАР ТРЕНИЯ57) Изобретение относитсяению уплотнений торцовых и ТНЕНИИ пекадо- МПа з го тотрения.8) етель Р 3/О52-179. ле чего со стороны кольцевого наносят пасту на основе никеле порошка и помещают заготовку в форму. В ту же пресс-форму зас антифрикционный материал на ос меди и напрессовывают на загот Полученную заготовку повторно ют и пропитывают фторопластом прессовкой при давлении 600-70 1 з.п. Ф-лы, 4 ил., 1 табл.Изобретение относится к порошковой металлургии, в частности к изготовлению торцовых уплотнений для трансмиссий тракторов и тяжелых транспортных машин.5Целью изобретения является снижение трудоемкости процесса.На Фиг,1 изображена схема прессования заготовки с кольцевым пазом; на О Фиг.2 - заготовка с кольцевым пазом; на фиг.3 - схема напрессовывания антифрикционного слоя; на Фиг.4 - схема пропитки антифрикционного слоя Жторопластом. 15Способ осуществляется следующим образом,В стальную пресс-Форму (Фиг.1) засыпают порошковую смесь 1 на основе.железа (например, 99,0-99,5% железа и 20 0,5-1,0% графита), смесь прессуют при давлении 500-600 ИПа пуансоном 2 с кольцевым выступом, прессовку выпрессовывают и спекают в защитной атмосфере (водород, диссоциированный аммиак) 25 в течение 1,5-2 ч при 100-130 С.Спеченную заготовку 3 (фиг.2) смазывают со стороны кольцевого паза пастой на основе карбонильных никелевых порошков (например, 95% карбонильного 30 никелевого порошка и 5% этиленгликоля или диаммонийгидрофосфата), помещают в стальную пресс-форму (Фиг,З), насыпают сверху слой 4 порошковой смеси из антифрикционного материала на основе меди следующего состава,%: медь 71; олово 2; свинец 25; никель 2 или БрОФ 10-1 95, резиновый клей 5, прессуют при давлении 300-400 МПа. Прессовку выпрессовывают и повторно спекают в защитной атмосфере (водород, диссоциированный аммиак) в течение 1,5-2 ч при 750-800 С. Спеченную заготовку 5 (фиг,4) помещают в пресс" форму, насыпают слой порошка Фторопласта 6 в соотношении. 1 ф 10 к объем 45 антифрикционного слоя и допрессовывают при давлении 600-700 МПа.В качестве антифрикционного материала используют порошковые БрОСН 2- 25-2 или БрОб 10-1 бронзы, обладающие 50 очень низким коэффициентом трения (0,01-0,05) и хорошей прирабатываемостью к сопрягаемой детали, что не требует выполнения сложной и длительной операции шлифования и притирки. 55В таблице приведены конкретные данные по трудоемкости изготовления на примере получения уплотнительного кольца трактора диаметром 95 мм и вы сотой 23 мм с толщиной стенки 12 ммв сравнении с известным способом.1 Операция Трудоемкость изготовления 1 шт.,н-ч, по способу редлагае- известому ному 0,00500 Смешивание по,00500 рошков для основы кольца Лрессование заготовки, кольца О, 00400 О, 00400 Спекание заготовки кольцапри 1100-1130 фС 0,01000 Приготовлениепасты О, 00005 О, 00050 О, 00100 О, 00 00 0,00800 0,01000 0,00100 0,01000 О, 01000 0,00800 0,10000 0,10000 Шлифование торцовой поверхно сти О, 05000 0,14655 0,18650 Всего. Нанесение пасты Смешивание порошков для антифрикционного слояСушка пасты Напрессовывание антифрикционного слоя Предварительное спекание при 800-900 С Повторное нанесение пасты Повторное спека" ние анифрикционного слоя при 750-800 С Спекание кольца со слоем при1000-1100 С Допрессовка антифрикционногослоя с пропиткой Фторопластом3 1397При изготовлении уплотнительныхколец по предлагаемому способу трудоемкость изготовления по сравнению с известным снижается на 0,04 н-ч, т.е. на 21,4 Х. При этом .снижение трудоем 5 кости происходит в основном за счет отсутствия в предлагаемом способе операции шлифования торцового слоя, так как антийрикционный слой из брон зы с фторопластом легко прирабатывается с сопрягаемой деталью уплотиительного узла в процессе эксплуатации.Формула и з о б р е т е н и я1. Способ изготовления уплотнений торцовых пар трения, исключающий 794прессование порошка на основе железав заготовку с кольцевым пазом, ееспекание, смазывание заготовки состороны паза пастой на основе никелевого порошка, напрессовывание антифрикционного слоя и повторное спекание, о т л и ч а ю щ и й с я тем,что, с целью снижения трудоемкостипроцесса, после повторного спеканияантифрикционный слой допрессовываютпри давлении 600-700 МПа с одновременной пропиткой фторопластом.2. Способ по п.1, о т л и ч а ю -щ и Й с я тем, что соотношение объема фторопласта к объему антифрикционного слоя составляет 1:10,1397179 Редактор Н.Лазарен 1 Тираж 740 ВНИИПИ Государственного по делам изобретений 3035, Москва, Ж, РаушЗаказ 2550/1 одписно комитет открыткая наб д. 4/5 11 Роиэводс но-полиграфическое предприятие, г. Ужгор Проектная Составитель А.СеребровТехредЛ.Сердюкова . Корректор А.0 бруча
СмотретьЗаявка
4098538, 25.07.1986
ПРЕДПРИЯТИЕ ПЯ А-1125, ПРЕДПРИЯТИЕ ПЯ Р-6762
КАЛИНИН ЮРИЙ ГРИГОРЬЕВИЧ, ДЫСИН ЮРИЙ БОРИСОВИЧ, КОСЕНКО ИВАН ТРОФИМОВИЧ, ФИЛАТОВ ВИКТОР СЕМЕНОВИЧ, ИВАНОВСКАЯ НАТАЛИЯ ЮРЬЕВНА
МПК / Метки
Метки: пар, торцовых, трения, уплотнений
Опубликовано: 23.05.1988
Код ссылки
<a href="https://patents.su/4-1397179-sposob-izgotovleniya-uplotnenijj-torcovykh-par-treniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления уплотнений торцовых пар трения</a>
Устройство подачи воздуха под давлением в слой агломерационной шихты на аглоленте

Номер патента: 1786358
Опубликовано: 07.01.1993
Авторы: Вегман, Дегтяренко, Жак, Невраев, Пыриков, Филимонов, Харитонов
МПК: F27B 21/08
Метки: аглоленте, агломерационной, воздуха, давлением, подачи, слой, шихты
...камеры высокого давления, установленной над спекаемым слоем, снабженной воздухопроводом, соединенным с нагнетателем, дополнительными поперечными камерами, расположенными с внешней стороны на торцевых поверхностях камеры высокого давления согласно пред 5 10 15 20 25 30 35 лагаемому камера высокого давления снабжена дополнительными продольными камерами, расположенными с внешней стороны на продольных поверхностях камеры высокого давления, при этом в нижней части стенок поперечных и продольных дополнительных камер установлены уплотнения, обеспечивающие их вертикальное перемещение и изолирующие внутреннее пространство дополнительных камер как от камеры высокого давления, так и от окружающего пространства, а верхняя часть дополнительных камер...
Устройство подачи порошка на волокнистый слой

Номер патента: 1794117
Опубликовано: 07.02.1993
Автор: Иванов
МПК: D04H 1/62
Метки: волокнистый, подачи, порошка, слой
...ротора 5 приводится от валов привода транспортера 12. Роторное устройство снабжено ограждениями и имеет станцию управления. Ротор 2, вращается в корпусах шарикоподшипников 15 и 16 от приводного элемента 17 типа шкива или звездочки, Ротор 5 вращается в корпусах шарикоподшипников 18 и 19 на неподвижном цилиндре 8 от приводного элемента 20 типа звездочки, Неподвижный цилиндр 7 - 7 прикреплен к остову 13. Бункер 1 снабжен крышкой 21, предохраняющей вылет порошка вверх. В зоне входа раздающего ротора 5 под цилиндр 7-7 установлен регулируемый чисти- тельный нож 22. Для приема воздуха, выдуваемого с порошком из цилиндра 8 через отверстия 9, установлена приемная труба 23.Устройство подачи порошка на волокнистый слой работает следующим...
Способ перемещения сплошным слоем твердых гранулированных материалов статическим давлением газа

Номер патента: 128362
Опубликовано: 01.01.1960
МПК: B65G 53/00
Метки: газа, гранулированных, давлением, перемещения, слоем, сплошным, статическим, твердых
...до определенного уровня, который определяется ранее установленным временем заполнения, злектрическии программный аппарат 11 е показан) подает импульс ня мех 11 пизм переключателя я и переводит посредством качающего рукава поток катализатора в емкость 8. После Отсе 1 ения потока катализатора программный аппарат дает импульс на закрытие задвижки на приемном катализаторопроводе к емкости 7 и далее - ня подачу в эту емкость транспор М 128362тирующего агента - сжатого воздуха или пара, д равлением которого катализатор передавливается г, оункер 4 рсгенератора 3, После освобождения емкости 7 программньш аппарат прекращает подачу транспортирующего агента в емкость 7 и открывает приемную задвижку на катализаторопроводе емкости 8,При заполнении...
Приспособление для снятия части резистивного слоя с заготовки подковообразных свч-резисторов

Номер патента: 660098
Опубликовано: 30.04.1979
Автор: Крищюнас
МПК: H01C 17/00
Метки: заготовки, подковообразных, резистивного, свч-резисторов, слоя, снятия, части
...выемкой для укладки и фиксации заготовки резистора, а прижимной элемент выполнен в виде снабженной резиновой прокладкой и ручкой откидной крышки с продольным вырезом, З 0 Конструкция описываемого прпспния в двух проекциях изображена наи 2. На основании 1 закреплены направляющие 2, по которым в горизонтальном направлении перемещаются подвижные салазки 3 с выемкой (нд чертеже не обозначена) для кладки и фиксаци 11 заотови 4, которая здкимдется откидной крышкой 5, снабкенной шарнирами б, резиновой прокладкой 7 и ручкой 8. Кроме того, сверху основания 1 установлены упоры 9, а снизу 1 пксаторы 10.Приспособление работает следующим образом.Основание 1 неподвижно закрспляется нд столе станка 11. Затем стол станка 11 один раз на обработку всей...
Устройство для измерения поверхностного давления мономолекулярных слоев жидких сред

Номер патента: 700106
Опубликовано: 30.11.1979
Автор: Гудзь
МПК: A61B 10/00, A61B 5/05
Метки: давления, жидких, мономолекулярных, поверхностного, слоев, сред
...12 ,тока, регулятора 13 напряжения, стабюизированного источника 14 постоянного тока, 1 ОНеподвижные катушки б и подвижная катушка 5 образуют электродинамическую систему электрадинамаметра. Подвижную катушку 5; жестко связанную с рычагом 2, зеркальцем 3 и вертикальной пластиной 1, устанавли вают на двух игольчатых вертикальных призмах 7 так, что она может поворачиваться в вертикальной гглоскости на некоторый угол. Подведение тока на подвижную катушку 5 и регулировку "нуля" устройства обеспечивают 20 двумя токаправодящими уттругими элементами 8, которые одними концами прикрепляют к падвижнайкатушке э, а другими - к юстировочным готгаькам 9, Управление механической подвижной системой осуществляют ири лама.ци така, поступающего от...
Предыдущий патент: Способ изготовления спеченных пористых изделий
Следующий патент: Способ изготовления спеченных изделий с внутренней резьбовой поверхностью
Случайный патент: Устройство для управления процессом грунтозабора землесосного снаряда