B28B — Формование изделий из глины и прочих керамических материалов, из шлака или смесей, содержащих вяжущие вещества, например гипсовые
Секция наружной формы при производстве трубчатых изделий из бетонных смесей

Номер патента: 1728032
Опубликовано: 23.04.1992
Авторы: Исаев, Кузнецов, Шишкарев
МПК: B28B 21/14
Метки: бетонных, наружной, производстве, секция, смесей, трубчатых, формы
...В ее состав в качестве допол нительных устройств, при необходимости, могут входить, например, устройство для подачи и распределения пара, устройство для предварительного натяжения арматуры, размещенные на основании виброформы струбцины (призмы) для исключения горизонтальных перемещений секции наружной формы 1 относительно основания 2,Секция наружной формы 1 представляет собой независимо техническое устройство, которое не влияет на выполнение функций другими основными и вспомогательными устройствами и предназначена лишь для выполнения специфических для нее функций: формирования наружной цилиндрической поверхности железобетонной оболочки, восприятия различных радиальных нагрузок при виброуплотнении, полимеризации, дополнительной выдержке...
Устройство для изготовления радиально-прессованных трубчатых изделий из бетонных смесей

Номер патента: 1728033
Опубликовано: 23.04.1992
Авторы: Гоголев, Казарин, Широков
МПК: B28B 21/24
Метки: бетонных, радиально-прессованных, смесей, трубчатых
...а обойма 4 находится в крайнем верхнем положении относительно стакана 6 и на максимально удаленном расстоянии от роликовой головки 1, при этом конечный включатель 15 открывает подачу воздуха черезштуцер 8 к пневмоцилиндрам 7,Пневмоцилиндры 7 выдвигают штоки 12с направляющими 14 на максимальное возможное строго фиксируемое расстояние от вертикальной оси роликовой головки 1. Направляющие 14 входят в контакт с арматурным каркасом 18 и фиксируют его относительно роликовой головки 1 и обечайки 17, одновременно конечный выключатель 15 освобождает ограничитель 11, и упор 9 пружиной 10 выдвигается и фиксируется в верхнем положении, после чего включается привод подачи бетонной смеси и приводы вращения и вертикальных перемещений роликовой головки...
Установка для формования радиально-прессованных трубчатых изделий из бетонных смесей

Номер патента: 1728034
Опубликовано: 23.04.1992
МПК: B28B 21/24
Метки: бетонных, радиально-прессованных, смесей, трубчатых, формования
...6. Верхняя часть штанг 12 взаимодействует с втулками траверсы 3, а зубчатые рейки 13 взаимодействуют с зубчатыми колесами 14. соединенными валом 15,Вал 15 закреплен на траверсе 3. Форма 8 выполнена в виде усеченного конуса, на верхней стороне которого смонтирован кольцевой диск с отбортовкой, служащей ловителем излишек бетона, На вертикальных штангах 2 установлены фиксаторы 16 верхнего положения траверсы и регулируемые упоры 17. В опущенном состоянии фор1728034 78 ма 8 со своими кронштейнами 7 опирается на регулируемые упоры 18, а нижней кромкой - на поддон 19, представляющий собой рамку с колесами, закрытую сверху листом.Установка работает следующим образом.В процессе ее работы необходимо синхронизировать отдельно подъем траверсы...
Каток роликовой центрифуги

Номер патента: 1728035
Опубликовано: 23.04.1992
Авторы: Войтович, Драбкин, Погребняк, Самурин, Шмидт, Шпорин, Щурик
МПК: B28B 21/30
Метки: каток, роликовой, центрифуги
...на ступице.На фиг, 1 изображен предлагаемый каток, общий вид, разрез; на фиг. 2 - то же, вид сбоку.Каток включает ступицу 1, обод 2, выполненный с симметричными конусными канавками, в которых установлены конусные клинья 6 с охватывающими их боковые поверхности упругими элементами 3, оппозитно расположенные охватывающие резьбовые соединения 4 и контактирующие с ними конусные клинья 6, основания которых оперты на торцовые фланцы 5. Торцовые фланцы 5 соединены со ступицей 1 с помощью шпоночного соединения 7,Каток роликовой центрифуги работает следующим образом. После установки формы на опорные катки каждый ее бандаж опирается на ободы 2 катков. Возникающая при вращении формы вибрация вследствие несбалансированно сти формы, имеющихся...
Способ изготовления напорной трубы со стальным цилиндром

Номер патента: 1728036
Опубликовано: 23.04.1992
Авторы: Абрамов, Белоцерковский, Габлия
МПК: B28B 21/54
Метки: напорной, стальным, трубы, цилиндром
...заключается в следующем, Собранная форма 1 со стальным цилин дром 4, прошедшим гидравлические испытания, и с намотанной на нем проволочной арматурой 5 закрывается крышками 2 и 3, после чего устанавливается и фиксируется на тележке 6. Тележку 6 подвозят к установ ке для формования и размещают между бетононасосом (не показан) и порталом 11. Через центральное и боковые отверстия 13 в крышке 2 в форму 1 вводят пустотообразователь 8 и бетоноводы 14 так, что их раз даточные окна 10 находились от крышки 3 на расстоянии, равном 1 - 2 диаметрам пустотообразователя 8, а через аналогичные отверстия в крышке 3 в форму 1 вводят инвентарные пустотообразователи 12 до кон такта их с торцами соответственно пустотообразователя 8 и бетоноводов...
Линия литья керамической пленки и изготовления из нее пластинчатых заготовок

Номер патента: 1729750
Опубликовано: 30.04.1992
Авторы: Венедиктов, Мельников, Тузов
МПК: B28B 1/26
Метки: заготовок, керамической, линия, литья, нее, пластинчатых, пленки
...стол 22 и датчик 23 периодического останова движения пленки, приемную тару 24, приемноопускной транспортер 25 с подвижной кареткой 26.Линия работает следующим образом, На шпиндель механизма 2 размотки устанавливают бобину 3 с технологической подложкой. Подложка 4 посредством приводного 10 и направляющих роликов перемещается на литьевой барабан 6. Шликер из шликерного бака через литьевую щель, образуемую литьевым барабаном и устройством для налива слоя шликера, выливается на подложку и поступает в сушильную камеру 7. Технологическая подложка с налитым на нее тонким слоем шликера перемещается посредством транспортной ленты конвейера 11, В сушильной камере керамический шликер высыхает, образуя керамическую пленку, Затем устройство 12...
Головка для формования дренажных трубофильтров

Номер патента: 1729751
Опубликовано: 30.04.1992
Автор: Носач
МПК: B28B 21/24
Метки: головка, дренажных, трубофильтров, формования
...счет того, что нижняя рабочая поверхность уступа прессующей лопасти выполнена в поперечном сечении ступенчатой, состоящей из горизонтального участка сопряженного с наклонным коническим участком, усилие при формовании передается на бетонную смесь неравномерно. Горизонтальный участок, формирующий наружный слой трубофильтра, из-за меньшей, чем у наклонного участка, площади (при одинаковой силе) уплотняет бетонную смесь большим удельным давлением, чем наклонный участок, Ширина горизонтального участка из условия формования слоя, соответствующего глубине кольматации пор в процессе эксплуатации трубофильтра, целесообразно назначать равной 1/2 - 1/3 от ширины прессующей лопасти.Горизонтальный участок уплотняет бетонную смесь в осевом...
Матричная форма для изготовления кирпичных панелей

Номер патента: 1729752
Опубликовано: 30.04.1992
Авторы: Малиновский, Никитин, Расторгуев, Хрусталев
Метки: кирпичных, матричная, панелей, форма
...борт 4 матрицы снабжен кронштейнами 7 с проушинами и сквозной прорезью в них под лыски 10 жестких тяг 11. На концах тяг 11 шарнирно установлены двуплечие рычаги 22, которые малым плечом 22 упираются в кронштейны 7, а большие плечи имеют петли 23 на концах. 5 ил. установлены двуплечие рычаги 22, упирающиеся малым плечом в кронштейны 7 матрицы, большие плечи которых выполнены по концам с петлями 23. Матрица снабжена приспособлением для распределения и установки кирпичей 24 панели 25, состоящим из гибких фиксаторов 26, образующих ячейки, выполненные со съемными плоскими вкладышами 27 с упорами 28.Распалубка кирпичной панели 25 из матричной формы осуществляется следующим образом.Матричную форму кантуют в наклонное положение с фиксацией...
Устройство для извлечения изделий из неразъемных форм

Номер патента: 1729753
Опубликовано: 30.04.1992
МПК: B28B 7/10
Метки: извлечения, неразъемных, форм
...1 - двигатель 9. Соединение оейки 8 с двигателем 9 осуществляется зубчатым колесом 10, закрепленным на валу двигателя 9.Направляющие 3,4 прикреплены к силовому кронштейну 11, каждый из которых, в свою очередь, присоединен к соответствующему щиту 12 через основание 13. Между щитами 12 размещены двухместные клиновые формы 14, установленные на рольгангах 15. Каждая форма 14 снабжена упором 16, взаимодействующим со штоком 17 гидроцилиндра 1.Устройство работает следующим образом,Включаютдвигатель 9 и с помощью зубчато-реечного зацепления 10 8 перемещают по направляющим 3,4 плиту 2 посредством прикрепленных к ней вертикальных роликов 5 и горизонтальных катков 6. Вместе с плитой 2 перемещается и гидроцилиндр 1.Плиту 2 устанавливают...
Установка для изготовления изделий с пустотами из бетонных смесей

Номер патента: 1729754
Опубликовано: 30.04.1992
Авторы: Белоцерковский, Быковский, Габлия, Горкин, Новиков
Метки: бетонных, пустотами, смесей
...20 трубчатых секций 5 - 11 при помощи, шестеренок 33 и 34 взаимодействуют с общей рейкой 35, закрепленной на основании установки,Работа установки осуществляется следующим образом. Форму 3 с предварительно напряженной и уложенной арматурой и крышкой 4 устанавливают между упорами 29 на приводную тележку 1 и при помощи замков 30 крепят ее на тележке. Затем по 1729754средством приводной каретки 20 вводят в форму часть 5-11 трубчатых секций составных пустотообразователей, их свободные концы соединяют при помощи замков 27 и 28 с внутренними концами частей 21 - 24 пустотообразователей. После этого часть 5-11 трубчатых секций отсоединяют от траверсы 19. Включают привод 2 тележки 1 и вводят внутренние концы трубчатых секций 21 - 24...
Кассетная установка для изготовления железобетонных изделий

Номер патента: 1729755
Опубликовано: 30.04.1992
Авторы: Карзин, Левит, Майоров
МПК: B28B 7/24
Метки: железобетонных, кассетная
...12 смонтирован на портале 8 посредством трособлочной системы 15 с контргрузом 16, уравновешивающим систему трубопроводов 13 и головки 14. Трособлочная система 15 выполнена с крышкой 17, образующей в опущенном состоянии совместно с бортоснасткой стенок 3 и 4 замкнутую полость. Крышка 17 предотвращает выброс распыленной смазки из упомянутой полости в процессе нанесения смазки,Установка работает следующим обраПосле распалубки и съема готовых изделий кассетная установка подготавливается к очередной формовке. Для этого, в случае переоснастки стенок на формование других типоразмеров иэделий и при необходимости производства ремонтаных работ, включением обратных ходов обоих приводов устройств 6 стенки 3 и 4 разводятся на максимальное...
Устройство для образования отверстий в формуемых изделиях

Номер патента: 1729756
Опубликовано: 30.04.1992
Авторы: Грачев, Лубягин, Марковский, Рудой, Скиляжин
МПК: B28B 11/00
Метки: изделиях, образования, отверстий, формуемых
...пластинами, а на конвейере смонтированы упоры для контакта с Г-образными подпружиненными захватами, при этом копиры установлены с возможностью перемещения относительно рамы и выполнены с овальными отверстиями для крепления на раме,На фиг.1 изображено устройство, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.3 - вид А на фиг.1; на фиг.4 - узел на фиг.1.Устройство для образования отверстий в формуемых изделиях содержит порталообразную каретку 1, подвижно размещенную на цилиндрических направляющих 2 посредством стоек 3 на раме 4 конвейера 5.На каретке 1 смонтирован дырокол 6 с приводом 7, имеющим механизм включения в зависимости от положения каретки 1, Этот механизм может быть выполнен, например, в виде концевика 8 с...
Способ изготовления кремнебетонных плит

Номер патента: 1729757
Опубликовано: 30.04.1992
МПК: B28B 11/00, B32B 13/02
Метки: кремнебетонных, плит
...1 - 1,5 мм, Затем нанесенный слой обильно (0,3 - 0,5 мм) припудривают пыле- видным кварцем дисперсностью 0,065 мм, а далее форму наполняют смесью из кварцевого стекла разных фракций, кварцевого песка, воды и тридимит-кристобалитового вяжущего (тк - вяжущего) и производят формование плиты (усилие прессования 0,5 кг/см ).По окончании формования плиту на подложке (без формы) подвергают паротермической обработке при 180 - 200 С в авто- клаве с избыточным (12 - 16 атм) давлением в течение 31 - 32 ч (с режимом охлаждения). После полного остывания плиты ее снимают с подложки.В процессе формования плиты нанесенный на подложку декоративный слой или рисунок из жидкого стекла с пигментами, припудренный пылевидным кварцем, прессуется заподлицо с...
Установка для отделки поверхности строительных изделий

Номер патента: 1729758
Опубликовано: 30.04.1992
МПК: B28B 11/00
Метки: отделки, поверхности, строительных
...замены кривошипа,Цепью изобретения является удобство эксплуатации и интенсификация процесса отделки за счет настройки на оптимальный режим работы.Указанная цель достигается тем, что установка, содержащая самоходный портал с установленным на нем приводным вертикально подвижным валом с закрепленным на его нижнем конце эксцентриком, кинематически связанным с заглаживающим брусом, подпружиненным относительно портала, снабжена установленным на приводном вертикальном подвижном валу переставным противовесом со штифтом, а заглаживающий брус - закрепленной на нем вдоль оси симметрии кольцевой обоймой, контактирующей посредством тел качения с поверхностью охватываемого ею эксцентрика, который выполнен с расположенными по спирали отверстиями...
Укладчик черепицы

Номер патента: 1729759
Опубликовано: 30.04.1992
Авторы: Смальков, Чернов, Шман
МПК: B28B 13/00
...контура 4 установлены ограничители 52, а в конце его установлен конечный выключатель 53.Укладчик черепицы работает следующим образом.Для обеспечения непрерывности цикла работы укладчика необходимо, чтобы оба накопителя 33, 34 и транспортер подачи рамок 3, установленные на станине 15, были заполнены рамками 30 и на позиции укладки черепицы также находилась рамка 30,После поступления на резчик глиняного бруса (на чертеже не показано) включается привод 23 механизма укладки 1, привод 51 механизма выдачи рамок 2 и привод 10 транспортера подачи рамок 3, Черепица поступает с подвижной каретки резчика на связанный цепной передачей 22 с приводом 23 ролик 18 наклонного рольганга 19 и подается на ролики 17, по которым скатывается и опирается на...
Групповой захват

Номер патента: 1729760
Опубликовано: 30.04.1992
Автор: Щедрин
МПК: B28B 13/00
...элементы 3 связаны с расположенными по обе стороны оси группового захвата цепными контурами, которые смонтированы на соответствующих звездочках. Звездочки жестко закреплены на валах 10, закрепленных на раме, Зажимные элементы 4 выполнены с упорами 11, На раме 1 закреплены ограничители 12 хода зажимных элементов 4: Зажимные элементы 3 и 4 установлены на направляющих, 5 ил. женными по обе стор захвата цепными конту смонтированы на соо дочках 8 и 9. Звездочки 8 на валах 10. Валы 10 ус Зажимные элементы 4 ми 11. На раме 1 закре хода 12 зажимных эле элементы 3 и 4 установ щих 13.Групповой захват рподнимают и с изделиями переносят на стол для образования первого слоя формируемого пакета. Аналогично производят укладку еще пяти слоев пакета....
Способ разогрева бетонной смеси

Номер патента: 1729761
Опубликовано: 30.04.1992
Авторы: Борисова, Вальт, Грамм, Коваль
МПК: B28B 17/02
Метки: бетонной, разогрева, смеси
...проводящей емкостью, после чего электро- проводящую емкость с опущенными в нее электродами заполняют электропроводящей смесью, которая будет в дальнейшем подвергаться электроразогреву. Тестером, мостом сопротивлений или любыми другими приборами, позволяющими проводить замеры электросопротивления, замеряют сопротивление между крайними 1 или 3 и центральными 2 электродами, между крайним электродом 1 или 3 и электропроводящим бункером 4, между центральным электродом 2 и электропроводящим бункером 4, Производят окончательную отладку установки путем перемещения электродов в электропроводящей емкости таким образом, чтобы электросопротивление между крайним и центральным электродами было в два раза больше, чем сопротивление между крайним...
Установка для нагнетания и уплотнения строительных смесей

Номер патента: 1731635
Опубликовано: 07.05.1992
Авторы: Афанасьев, Белоцерковский, Бузин, Новиков
МПК: B28B 1/08
Метки: нагнетания, смесей, строительных, уплотнения
...содержит подвижную форму 1, перемещаемую по колее путей 2, по обеим сторонам которых в основании, симметрично продольной оси формы 1, закреплены стойки 3, попарно сблокированные с помощью поперечных горизонтальных траверс 4. Стойки 3 имеют ложементы 5, на которых с помощью направляющих б установлена упорная плита 7 формы 1. Упорная плита 7 формы 1 имеет раздаточные окна 8, соединенные посредством трубопроводов 9 с нагнетательным приспособлением, например бетононасосом (на фигурах не показан), и вспомогательные окна 10, перекрытые диафрагмами 11, На упорной плите 7 над вспомогательны-. ми окнами 10 жестко закреплены импульсные генераторы 12 с рабочими органами - пульсаторами 13, Подвижная форма 1 имеет упоры 14 для взаимодействия со...
Устройство для изготовления строительных изделий из глинистых гранул

Номер патента: 1731636
Опубликовано: 07.05.1992
Автор: Федоров
МПК: B28B 3/06
Метки: глинистых, гранул, строительных
...части камеры 4 выполненоразгрузочное отверстие 12, перед которымв камере установлена подвижная стенка 13,перемещающаяся, например, с помощью коленно-рычажного механизма; установленного на корпусе печи и взаимодействующего снеподвижным упором, установленным околопечи (не показаны),11 ерегородка 13 может быть выполненав виде пуансона 14 со штоком 15, взаимодействующим через ролик 16 с участком 17направляющей неподвижно установленнойоколо поверхности печи корпуса 1 печи 2,состоящей из участков с углом наклона каж 5 дого из них, определяемым иэ соотношения,приведенного для направляющей 9,Количество камер на печи может бытьдве и большеУстройство работает следующим обра 10 зом.При вращении печи 2 вращается и расположенная на ее корпусе 1...
Устройство для фиксации в форме закладной детали с отверстиями

Номер патента: 1731637
Опубликовано: 07.05.1992
Авторы: Аврух, Агафонов, Варнахин, Яновский
МПК: B28B 7/16
Метки: детали, закладной, отверстиями, фиксации, форме
...фиксатора, 15. Закладная деталь 6 имеет отверстие 10, контур которого повторяет пустотообразователь 5.Устройство работает следующим образом. 20В закладную деталь 6 вставляется фиксатор так, чтобы его стержни вошли в отверстия 7, а пустотообразователь 5 вошел вотверстие 10 закладной детали. В таком положении фиксатор вместе с закладной деталью закрепляется на форме 9 со стороныформовочной полости. Закрепление производится путем вбивания стержней 2 в отверстия 8, При распалубке иэделия стержни 2срезаются формой, а головки 3, перемычки 304 и пустотообразователь 5, которые выполнены из упругого легкоразрушаемого материала и закладная деталь 6 остаются в иэделии, т,е. в теле бетона. После этого пустотообразователи путем разрушения перемычек 4...
Валковый уплотнитель
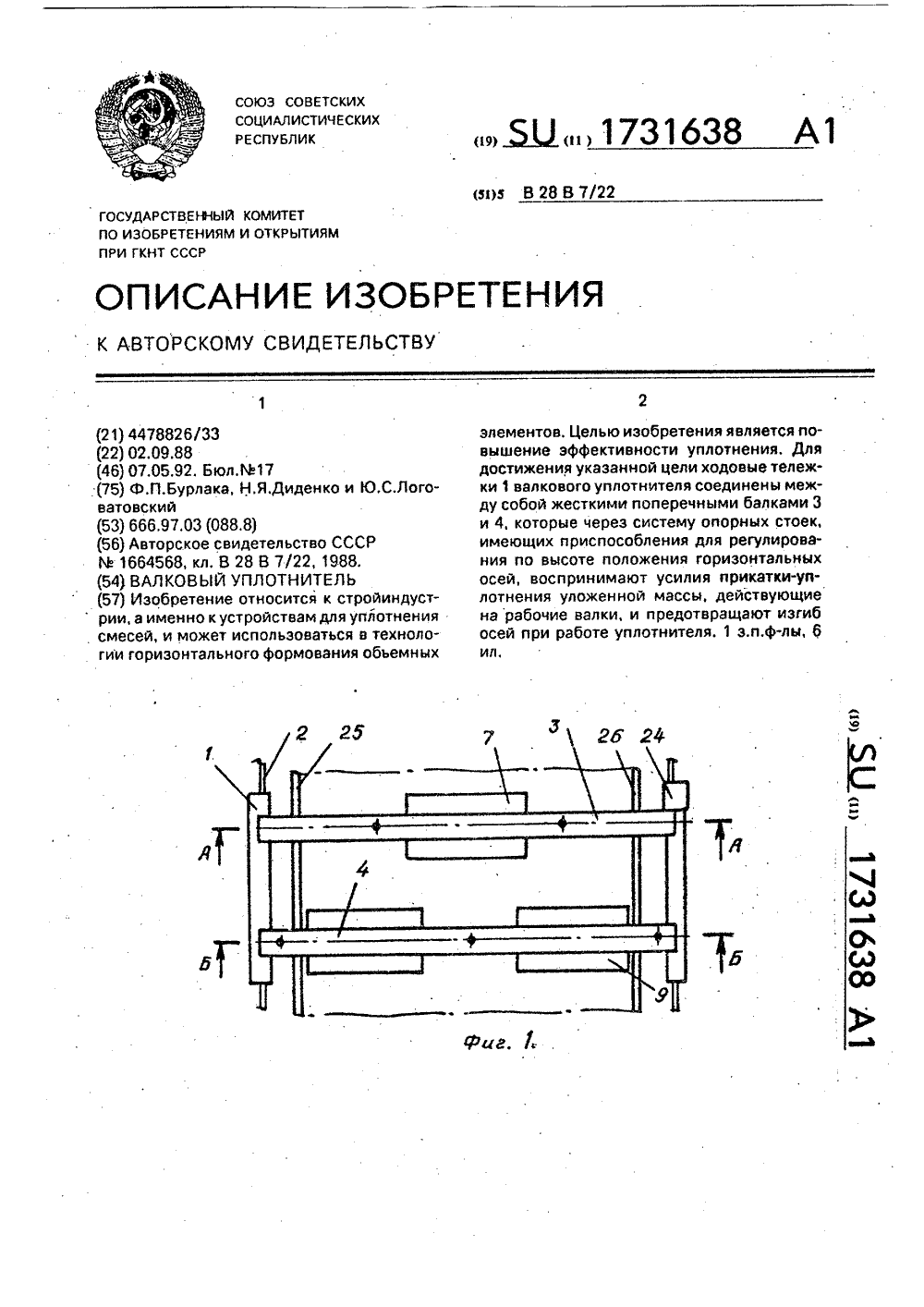
Номер патента: 1731638
Опубликовано: 07.05.1992
Авторы: Бурлака, Диденко, Логоватовский
МПК: B28B 7/22
Метки: валковый, уплотнитель
...(не обозначен, см,фиг.6), а 35для предотвращения во время работы пробуксовки самого уплотнителя по крайнеймере на одном из рельсов 2 сбоку закреплена зубчатая рейка 21, приведенная в зацепление с находящейся на тележке шестерней 4022 ведущего вала 23, связанного с приводом 24.Работу валкового уплотнителя пояснимна примере формования одной из плоскостей объемного элемента, заключенноймежду опалубочными щитами 25 и 26. 45Вначале валки 7 - 9 располагают и фиксируют на осях 5 и 6 так, чтобы она перекрывали по ширине всю плоскость формования,при этом оси регулировочными головками13 и 18 устанавливают на необходимой отметке, соответствующей толщине формуемого слоя,Затем после укладки слоя формовочной смеси на горизонтально расположенную...
Пост формования объемных строительных элементов

Номер патента: 1731639
Опубликовано: 07.05.1992
МПК: B28B 7/22
Метки: объемных, пост, строительных, формования, элементов
...шахтой 1, стены 2 которой наклонены отвертикали 3 на отрицательный угол, центральный горизонтальный участок 4 с каналами 5 для толкателей 6 подъемника 7 иприлегающие к стенкам наклонные участки8, сопрягаемые с участком 4 посредствомступени 9, плоскость которой наклонена наотрицательный угол,Снизу в стенках шахты устроены дре нажно-технологические каналы 10, входныеокна 11 которых расположены на участкахпроекции стенок на дно.В верхней части шахты смонтированыприводы 12 и 13 с планшайбами 14 и 15,имеющие захваты для формы 16. В нерабочемположении планшайбы 14 и 15 расположены в плоскостях 17 и 18.Над шахтой расположена эстакада 19для доставки по ней различного технологического оборудования - укладчиков, уплотнителей и...
Установка для формования объемных элементов

Номер патента: 1731640
Опубликовано: 07.05.1992
Авторы: Бурлака, Гончаров, Диденко, Донченко, Кучмазоков, Логоватский
МПК: B28B 7/22
Метки: объемных, формования, элементов
...звеньев, После этого от прибывшегосостава отсоединяют оборудованные платформы-модули, соответственные иэ. которых (на фиг.1 - эго рабочие платформы 11.12 и платформы-фермы 15) попарно устанавливают напротив друг друга на рельсовых путях 3 и 4, состыковывают между собойи скрепляют поперечными рамами 22 - 25,Сверху с опиранием на рельсы 18 и 20 устанавливают укладчики, разравниватели и уплотнители формовочной смеси, а на рельсы17 и 21 - инвентарный портальный (или иного типа) подьемный кран.Установка работает следующим образом.После доставки формы 10 тележкой 8 напост А подьемник 9 поднимает ее до совмещения поперечной оси 38 с осью суппортов32 и 33, с помощью которых захваты 36планшайб 34 и 35 вводят в соответствующиегнезда на...
Смазка для форм

Номер патента: 1731641
Опубликовано: 07.05.1992
Авторы: Анацкий, Гладкая, Кириленко, Прасолов, Шаповал
МПК: B28B 7/38
...в табл,1.Составы смазок и результаты испытаний приведены в табл,2,Приготовление смазки заключается вследующем,В обычной лопастной мешалке смешивают эмульсол, соляровое масло, присадку"Днепрол", Затем подают водный растворизвести, нитрита кальция и продолжают перемешивание до получения однородной1731641 Таблица 1 Показатели пе вой высшей 150-300 150-400 1,0 1,0 400,15 36 0,150.060 0,080,1 16,0 182 400 400 смеси. Тсмпература среды и компонентов смазки может находиться в пределах 20 - 40 С и на качество смазки не влияет, Общее время перемешивания в лопастной мешалке со скоростью вращения 1500 об./мин не превышает 10 мин. Допускается приготовление смазки в аппаратах РПА или ВА 100,Эмульгирование компонентов достигается без введения...
Смазка для металлических форм и опалубок

Номер патента: 1731642
Опубликовано: 07.05.1992
Авторы: Баркина, Денисенко, Захарова, Клименко, Кузьмин, Ларионова, Радбиль, Сергиенко, Соловьева
МПК: B28B 7/38
Метки: металлических, опалубок, смазка, форм
...продукта омыления жидких отходов КТП и приперемешивании растворяют его в воде, добааля ют анионоактивный эмульгатор (ОП)и стабилизатор эмульсии (сорбиталь С),Смесь перемешивают в течение 5 - 10 мин,затем загружают нигрол (масло трансмиссионное) и перемешивают еще 10 - 15 мин дообразования однородной эмульсии.Полученная смазка по внешнему видупредставляет собой однородную густуюмассу бурого цвета, Смазка стабильна, прихранении не расслаивается. Используют еев виде рабочей эмульсии, смешивая с водойв соотношении 1:1. Рабочую эмульсию наносят на поверхность формы любым из известных способов. (кистью, щеткой, валиком илис помощью распыляющих устройств), послечего в форму заливают бетонную массу. Приэтом наличие продукта омыления...
Смазка для металлических форм

Номер патента: 1731643
Опубликовано: 07.05.1992
Авторы: Абдуллаев, Васильев, Горбунов, Данченко, Колесникова, Манешевич, Махмудов, Меметов, Потемкина, Тахиров
МПК: B28B 7/38
Метки: металлических, смазка, форм
...мешалкой загружают 0,4 мас.ч. (400 г) смеси экстрактов селективной очистки масел и 0,6 мас.ч. (600 г) депарафинированного масла из слопвокса и опыт проводят, как в примере 2. При этом получают менее вязкую жидкость коричневого цвета.Физико-химические свойства смазокприведены в таблице.П р и м е р 4. Определяют удерживающую способность смазки. Шесть стальных пластин размером 210 х 50 х 2 мм при температуре наружного воздуха 18-28 С взвешивают на аналитических весах. После этого определяют среднее значение массы сухойпластины (Р,), После взвешивания пластиныпогружают в смазку, состоящую из 0,5 мас.ч,(500 г) смеси экстракта селективной очистки5 масел и 0,5 мас,ч, (500 г) депарафинированного масла иэ.слоп-вокса и подвешивают на30 мин для...
Пневматический пригруз к формам для изготовления изделий из бетонных смесей

Номер патента: 1733239
Опубликовано: 15.05.1992
Авторы: Белашов, Гончаров, Шилкин
МПК: B28B 1/08
Метки: бетонных, пневматический, пригруз, смесей, формам
...пневматического пригруза прикреплен возбудитель 9колебаний. К эластичной оболочке 10 пневматического пригруза снизу закреплен по 25периметру и выступам 11 перфорированный эластичный пластинчатый элемент 1,Устройство работает следующим образом,На форму, заполненную бетонной 30смесью, устанавливают пневмопригруз изакрепляют откидными болтами, В секциипневмокамер подают сжатый воздух необходимого давления. осуществляя черезнижний прорезиненный лист 10 оболочки с 35перфорированным пластинчатым элементом 1 пригружение бетонной массы формуемого изделия, Затем включают назаданное время верхний 9 и нижний возбудители колебании. Двухходовым запорным 40 вентилем 7 подключают вакуум-насос 8, который отсасывает воздушные включения из бетонной смеси...
Способ получения камнелитых изделий

Номер патента: 1733240
Опубликовано: 15.05.1992
Авторы: Давиденко, Косинская, Старых
МПК: B28B 1/54
Метки: камнелитых
...толщины стеклообразной корки в отливке, Толщины стеклообразнойорочки 3 - 5 мм достаточно1733240 50 для сохранения отливкой конфигурации в период транспортировки к термической печи после извлечени из формы, При этом внутренние слои отливки в момент перемещения и в первые 5-6 мин пребывания в термической печи при термообработке находятся в вязком состоянии расплава.Металлическая закладная деталь. используемая для выполнения рисунка, представляет собой пластину, изогнутую заданным образом, Так как ее устанавливают на дно литейной формы. то часть ее высоты, прилегающая ко дну формы. располагается в стеклообразной корочке формирующейся отливки, Вторая. верхняя. часть располагается в расплаве, Длительное пребывание в нем вызывает...
Мундштук ленточного пресса

Номер патента: 1733241
Опубликовано: 15.05.1992
Авторы: Бакута, Большаков, Коротя, Сасин, Сухоруков, Щербина
МПК: B28B 3/26
Метки: ленточного, мундштук, пресса
...формующей части 2 корпуса 1, является конхоидой соответствующей стороны 8 многоугольного выходного отверстия 9. Съемные тормозные сегменты 5 выполнены с наклонными к продольной оси корпуса 1 поверхностями 10, сопрягающими круглое входное отверстие 4 со стороны 7 поперечного сечения корпуса 1,Выполнение каждой стороны 7 многоугольника, лежащего в поперечном сечении многогранной формующей части 2 корпуса 1, в виде конхоиды, например, Никомеда соответствующей стороны 8 многоугольного выходного отверстия 9, обусловливает уменьшение неравномерности деформации материала в формующей части 2 мундштука и способствует выравниванию плотности по сечению заготовки,Устройство работает следующим обра- зоМ.Формовочную смесь нагнетают из контейнера б...
Технологическая линия для изготовления железобетонных изделий

Номер патента: 1733242
Опубликовано: 15.05.1992
Автор: Граник
Метки: железобетонных, линия, технологическая
...2 ил.1733242му 2 с изделиями из отсека 12 на транспортный путь б, перемещающий ее в соответствующую секцию 4 камеры 3. Здесь форма 2 находится до приобретения бетоном отпускной прочности. Из камеры 3 форму 2 с изделиями подают транспортным путем б в зону между формовочными постами 1 и камерой 3, Отсюда передаточным мостом 5 форму 2 с изделиями переносят на промежуточный пост 16 и далее также транспортным путем б перемещают на посты 7 распалубки, где изделия освобождают от формы и передают на склад готовой продукции, а форму 2 с пг мощью передаточной тележки 10 перемещают на посты 8 подготовки форм, Скомплектованную форму 2 перемещают далее на пост 9 разворота форм, откуда ее передаточным мостом 5 транспортируют к очередному...