B24D 17/00 — B24D 17/00
Инструмент для обработки поверхностей

Номер патента: 1281395
Опубликовано: 07.01.1987
Авторы: Баранников, Двойшес, Фикс-Шимель
МПК: B24D 17/00
Метки: инструмент, поверхностей
...быть различной, например цилиндрической или бочкообразной, аформа поперечного сечения материалаоправки также может быть различной, 35например круглой или шестигранной.За счет упругости материала каждый виток рабочего режущего) элемента прижат к внутренней поверхности витка оправки, что обеспечивает фполезное трение между ними, одновременно между витком режущего элемента и наружной поверхностью витка опоравки образован зазор.Работа инструмента происходит сле- фдующим образомПри приведении во вращение оправки от привода, прижатии режущегоэлемента к обрабатываемой поверхности и подаче инструмента параллельноповерхности в перпендикулярном егооси направлении, за счет усилия прижатия происходит упругое уменьшение 5 2зазора, обуславливающее...
Устройство для зачистки поверхностей

Номер патента: 1301664
Опубликовано: 07.04.1987
Автор: Берков
МПК: B24B 29/00, B24D 17/00
Метки: зачистки, поверхностей
...стороны), и инструмент 4 может про 1 олжать работу при изменении направления его движения ца противоположное (реверсе), что в сочетании с износостойким покрытием 35 увеличивает долговечность инструмента 4. Самозатачивание ворса 34 позволяет повысить производительность обработки.Однако реверсирование можно и не производить. Для того, чтобы инструмент 4 могпродолжать обработку, достаточно переустановить ленту 33 на шкивах 2 и 3, поменяв местами ее боковые стороны, что является одним из преимуществ данной конструкции устройства и зачистного инстру. мента,Конструкция зачистцого инструмента 4 позволяет производить зачистку поверхцос3 О 64510 50 55 тей сложной формы, имеющих неровности, так как упругий ворс 34 в зоцс обработки облегает...
Гибкий абразивный инструмент

Номер патента: 1301681
Опубликовано: 07.04.1987
МПК: B24D 17/00
Метки: абразивный, гибкий, инструмент
...инструмента и производительность обработки.На фиг. 1 изображен инструмент общий, вид; на фиг. 2 - то же, развертка,Инструмент выполнен в виде гибкого шланга, образованного сочлененными друг с другом профильными кольцами, имеющими выступы 1, заходящие во впадины 2 соседнего кольца. На выступах 1 расположен абразивный слой 3, Между впадиной 2 и выступом 1 помещен упругий элемент 4 для повышения упругости шланга.В качестве источника магнитного поля в инструменте использованы постоянные магниты в виде набора колец 5, установленных в полости металлического шланга одноименными полюсами друг относительно друга.Для сохранения гибкости инструмента определено, что диаметр магнитного кольца с 1 должен быть равен Э - Ы", где 0 - диаметр шланга...
Абразивный инструмент

Номер патента: 1305014
Опубликовано: 23.04.1987
Авторы: Бирюков, Буюкли, Новак, Якимов
МПК: B24D 17/00
Метки: абразивный, инструмент
...привод вращения, выполнепный в виде солнечного колеса 6, неподвижно закрепленного на корпусе шлифовальной бабки. Вокруг солнечного коле са 6 обкатываются шестерни 7, каждая из которых установлена на противоположном относительно круга 4 конце оправки 3.В процессе шлифования при вращении шпинделя 1 с дисками 2 круг 5 вращается с той же угловой скоростью, перемещая и оправки 3 с шестернями 7. Последние, обкатывая солнечное колесо 6, сообщают дополнительное угловое перемещение кругам 4.Шлифование планетарно движущимися режущими элементами характеризуется тем, что за один оборот шпинделя режущий элемент контактирует с шлифуемой поверхностью один раз и определенным участком режущей поверхности. При этом равномерность износа кругов 4...
Устройство для полирования цилиндрических заготовок

Номер патента: 1315263
Опубликовано: 07.06.1987
Авторы: Буфетов, Лысянный, Мамонов, Хохленков
МПК: B24B 37/02, B24D 17/00
Метки: заготовок, полирования, цилиндрических
...Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к полированию цилиндрических заготовок.Цель изобретения - повышение точности полирования цилиндров.На чертеже показано предлагаемое устройство.Устройство содержит корпус 1 с базовыми, расположенными друг к другу под прямым углом поверхностями А, на которых укреплены полировальные под ложки 2, и держателем 3 с полостью 4, В корпусе 1 по биссектрисе угла между базовыми поверхностями А выполнено резьбовое отверстие 5, в которое ввернут держатель 3. Шаровая опора (шарик) 6 поводка 7 станка (не показан) входит в полость 4 держателя 3. Положение полости 4 держателя 3 в корпусе устройства регулируется по высоте и фиксируется гайкой 8. 20Устройство...
Устройство для формования абразивного инструмента

Номер патента: 1315274
Опубликовано: 07.06.1987
Авторы: Африкян, Мартиросян
МПК: B24D 17/00
Метки: абразивного, инструмента, формования
...к пресс-формодержателю, а резьбовым концом стержня 13 - к выталкивателю пресса и контрится на нем гайкой 15. Центровка плиты 1 на станинепресса осуществляется втулкой 16.В варианте с нагревом на корпусе2 установлены нагреватель 17 и кожух18, между плитой 1 и станиной пресса,втулкой 16 и стержнем 13 и болтамикрепления стержня 13 установлены соответственно теплоизоляционные прокладки 19, 20 и 21.Устройство работает следующим образом.Выталкивателем пресса поднимаютпресс-Формодержатель и перекрываютего стаканом 11 экструзионную щель5, после чего кольцевую полость экструдера заполняют абразивной массой, 15274 2 25 30 35 40 45 На стержень 12 устанавливают прессФорму и крепят ее гайкой 14, после чего пресс-Форму опускают до совмещения...
Устройство для формования абразивного инструмента

Номер патента: 1315275
Опубликовано: 07.06.1987
Авторы: Мартиросян, Митоян, Нерсесян, Степанян
МПК: B24D 17/00
Метки: абразивного, инструмента, формования
...головку 3. Под экструдером в корпусе 4 размещена прессформа, состоящая из обоймы 5, вкладыша 6, вставки 7 и втулки 8. Корпус 4 механизма перемещения прессформы смонтирован в направляющих 9и 10 кронштейна 11, закрепленного настоле пресса. В кронштейне установлен гидравлический цилиндр 12 соштоком 13, соединенным с корпусом 4.На корпусе 4 закреплен шибер 14, Привыполнении с нагревом на корпусеустановлены нагреватель 15 и кожух16, а корпус 4 с гидроцилиндром 12изолированы теплоизоляционными прокладками 17 и 18,Устройство работает следующимобразом,Абразивную массу загружают в полость экструдера, после чего движением поршня 2 ее выдавливают в прессформу. После формования сдвигают гид 5275 2равлическим цилиндром 12 корпус 4 с...
Способ изготовления алмазного инструмента

Номер патента: 1316804
Опубликовано: 15.06.1987
Авторы: Ганелин, Мельник, Мифлиг, Ракита, Сутула
МПК: B24D 17/00, B24D 5/00
Метки: алмазного, инструмента
...П а затем заполняют промежутки дополнительными алмазными зернами 17 (фиг 4)или алмазосодержащей связкой 18 путем насыпки на поверхность корпуса14 и вдавливанием, например вручную.Сечения несущей основы 15 с нанесенными на нее зернами в плоскостях,перпендикулярных осевой линии несущей основы, будут иметь совершенноразличные профили из-за неравномерного и хаотичного закрепления зерен40 на несущей основе, При намотке с шагом, меньшим 0,8 среднего диаметразерна, заполнение промежутков затрудняется. Зазор между витками становится соизмеримым с размерами зерен и происходит лишь частичное заполнение промежутков, что ухудшает эксплуатационные свойства инструмента, Поэтому приходится проводить дозаполнение свободных промежутков зернами вручную,...
Дисковый притир

Номер патента: 1324835
Опубликовано: 23.07.1987
Авторы: Колесников, Михин
МПК: B24B 37/04, B24D 17/00, B24D 7/00 ...
...центральной части притира или наносится непосредственно на обрабатываемую поверхность,Для равномерной обработки вращающийся дисковый притир перемещают по всей 55обрабатываемой поверхности,П р и м е р 1, Проводят шлифование листового органического стекла тремя дисковыми притирами абразивнойсуспензией. В качестве абразива используют микропорошок карбид бора сзернистостью М 40. Диаметр притиров570 мм, участки из твердого материала выполнены из алюминиевого сплава,а участки из мягкого материала - изэпоксидной смолы. Число участков изтвердого материала 26, а число участков из мягкого материала 22. При шлифовании поверхность обрабатываемогоматериала однородная, без отдельныхрисок. На рабочей поверхности притиров образования заусенцев не...
Устройство для комбинированного шлифования

Номер патента: 1328177
Опубликовано: 07.08.1987
Авторы: Карев, Муслина, Худобин
МПК: B24D 17/00, B24D 5/06
Метки: комбинированного, шлифования
...через плунжеры 8 (сферические концы которых установлены в пазах. втулки 7) подвижные элементы 9 с мелкозернистым абразивным слоем 1 О во втянутом положении. Шлифование осуществляется с режимом, соответствующим предварительному или чистовому шлифованию, После снятия основной части припуска по сигналу контролирующего устройства включается электромагнит 11, сердечник которого втягивается, затормаживая через ленту гайку 13, вращающуюся вместе со шпинделем станка, поворачивая ее тем самым относительно шпинделя. При повороте гайки (не имеющей возможности осевого перемегцения) перемещается вдоль оси винт 14, жестко соединенный с конусной втулкой 7. Втулка при перемещении вправо, освобождает плунжеры 8. Подвижные элементы 9 под действиемния...
Многониточный шлифовальный круг

Номер патента: 1341009
Опубликовано: 30.09.1987
Авторы: Бойм, Васильева, Чуркин
МПК: B24D 17/00
Метки: круг, многониточный, шлифовальный
...сторонами соседних профилей, Каж" дая впадина снабжена кольцевик канавками, расположенными по ее боко= вым сторонам и сопряженными с приле=- гающими поверхностями профилей, причем глубина канавок равна 0,1 - 0,2 высоты профиля.На чертеже изображен многониточный шлифовальный круг..Рабочая поверхность шлифовальногс круга 1 состоит из чередующихся ниток 2 и кольцеообразных впацин 3, расположенных между боковыми сторона= ми соседних ниток. Причем ширина кольцеобразной впадины равна или в 2 раза больше ширины нитки у основания. 25 Каждая впадина 3 выполнена с двумя кольцевыми канавками 4 треугольногопрофиля, расположенными по ге боковым сторонам, причем глубина кольце=вых канавок 4 выполняется равной 01З 00,2 высоты нитки. Профилирование за=-...
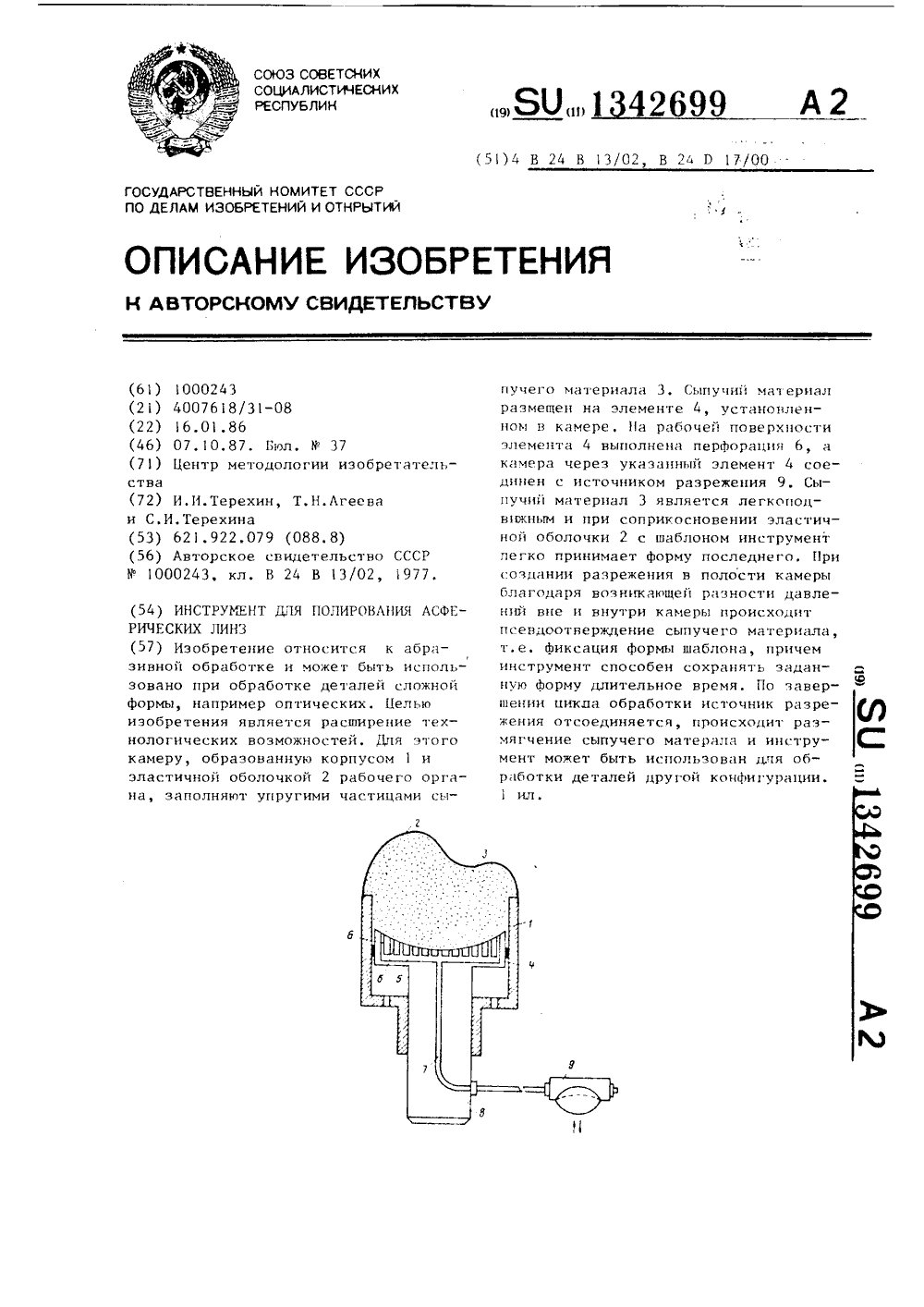
Инструмент для полирования асферических линз
Номер патента: 1342699
Опубликовано: 07.10.1987
Авторы: Агеева, Терехин, Терехина
МПК: B24B 13/02, B24D 17/00
Метки: асферических, инструмент, линз, полирования
...5 которого через перфорации 6 в стенке сообщается с объемом сыпучего материала 3, а через канал 7 в штоке 8 подсоединяется к источнику разрежения, в качестве которого используется ручной вакуум-насос 9. Размер перфорации выполнен меньше диаметра частиц сыпучего материала 3. 30Сыпучий материал, заполняющий герметичную камеру, является легкоподвижным и деформируемым, что обеспечивает при прижатии эластичного обрабатывающего органа к детали деформирова 35 ние эластичного органа в точном соответствии с конфигурацией детали. Так как упругие частицы сыпучего материала контактируют с обрабатывающим органом практически в каждой точке, обеспечивается точное отображение характера поверхности детали на обрабатывающем органе. При создании...
Полировальный круг

Номер патента: 1346417
Опубликовано: 23.10.1987
Авторы: Агарков, Одинцов, Ткаченко, Юханов
МПК: B24D 17/00
Метки: круг, полировальный
...27-34, пчелиный воск 4-5 истеарин 4-5. Основой рабочего слояянляется канифоль, она выполняет рольсвязующего вещества, соединяющегонсе остальные компоненты. При меньшем, чем 567 содержании канифолиснижаются механические свойства круга, при болыпем чем 657, - снижаетсяего полирующее действие. Битум в количестве 27-347. обеспечивает необходимую пластичность рабочему слою,а стеарин в количестве 4-57, придаетрабочему слою высокие поверхностноактивные свойства, Содержащийся вколичестве 4-5 Е пчелиный воск служитдополнительцой связкой между другимикомпонентами круга. Большее содержание носка, нецелесообразно, так какэто ухудшает свойства круга, а применьшем его количестве не проявляютсяего положительные качества,Механические свойства...
Абразивно-алмазный инструмент

Номер патента: 1348157
Опубликовано: 30.10.1987
Автор: Селиванов
МПК: B24D 17/00
Метки: абразивно-алмазный, инструмент
...инструмент выполнен в виде теплопроводного корпуса и абразивной части, связанной с корпусом через радиально установленные теплопроводящие элементы. Дополнительно инструмент снабжен дугообразными теплопроводягцими пластинами, установленными в абразивной части инструмента и связанными с радиально расположенными элементами.15 Предлагаемый инструмент позволяет в полной мере реализовать преимущества армированного абразивно-алмазного инструмента за счет осуществления повышенного теплового конта кта теплопроводящих эле ментов путем обеспечения наибольшей площади теплового контакта их со связкой. Пластины, имея большую площадь контакта с внутренними областями (участками) инструмента, поглощают выделяющееся тепло и через радиальные элементы...
Устройство для упорядоченного размещения зерен в абразивном инструменте

Номер патента: 1348158
Опубликовано: 30.10.1987
Автор: Джантотаев
МПК: B24D 17/00
Метки: абразивном, зерен, инструменте, размещения, упорядоченного
...вакуумные головки 1 и 2, закрепленные в отверстиях 3 загрузочных камер 4 и 5, выполненных в плечах коромысла 6, установленного на стойке 7 на оси 8 с возможностью его поворота и фиксации. Стойка 7 закреплена на источнике 9 колебаний.Устройство работает следующим образом.Вакуумные головки 1 и 2 устанавливаются снизу в отверстия 3 в дне камер и фиксируются. Коромысло 6 устанавливается в одно из двух фиксируемых положений и в камеру загружаются алмазы, после чего включается источник колебаний и вакуумный отсос. Под воздействием вибрации алмазы перемешаются по дну камеры 4, занявшей горизонтальное положение, и захватываются струями отсасываемого воздуха в ячейки на рабочей плоскости вакуумной головки 1. После заполнения алмазами всех...
Алмазный инструмент для шлифования твердых неметаллических материалов

Номер патента: 1349986
Опубликовано: 07.11.1987
Авторы: Гришачев, Мамонов, Матюшкин, Мирошников, Танцюра
МПК: B24D 17/00
Метки: алмазный, инструмент, неметаллических, твердых, шлифования
...125/100 и расположенными на периферии абразивчыми элементами зернистостью 315/250,Известным и предлагаемым инструментами обрабатывают блоки из стеклаи ситалла на станке 36756 (число оборотов шпинделя 960 об/мин, СОЖ вода,величина снимаемого припуска на одинпроход 4 мм).Характеристики инструмента и результаты испытаний приведены в таблице.Как видно из результатов испытаний, предлагаемый инструмент обеспечивает хорошее качество обработаннойповерхности при высокой производительности обработки. Это объясняетсятем, что снимаемые припуски абразивньгми элементами различной зернистостисогласованы. Основной припуск снимаютс высокой производительностью абразивные элементы крупной зернистости(производительность обработки...
Способ пропитки абразивного инструмента

Номер патента: 1373555
Опубликовано: 15.02.1988
Автор: Арцутанов
МПК: B24D 17/00
Метки: абразивного, инструмента, пропитки
...40 Х 40 Х 00 мч из корнгед и; керамической связке, пористость40 Ос)."/), средний рдзчр пор - 20 чкм прони гцндлись расплавленной серой.)5 11 кдчсс 3 оправки использовалась фтороил;с го)дя трубка цдружный лиаметр10 чч, внутренний 5 мч, ллина 200 л)м,и;3 ш кнс ч конце внггре 3)ий лидметрунс,Ичсн ло 20 мч нд высоту 50 мч), кс- Г Р с 51 Н И Ж И Ч То Р)н) Л 1 Н Р И К Р(.1 Л ЯЛ 3 С Ь Кстс)ни брскд 40 Х 40 мч с пол(онеьк)скяц из сгдльной прсволоки.акимОС)С)с 1 ЗОЧ, КруЖОК ЛцсМ(.Тром 2) МЧ Всрлинзтсй стороны бруска являетсятй ч)31 ью Нверкности, через которую улдгЯ 5 нозлу, д через остальцчю большук)5часть И)нрности бруска происколит ввслнирдс)лдвленной серы.Режим И)лп рева Обеспечивал поллерж;) иигсл) ирдтуры расплавленной серы вбднкс н...
Абразивный круг

Номер патента: 1373556
Опубликовано: 15.02.1988
Авторы: Рогов, Щипанов, Яновский
МПК: B24D 17/00
Метки: абразивный, круг
...рав номерно на рабочую поверхность абразивного круга, а пере;(ак(цие монтирукпся в отверстиях 3, равном( рно расположенных по окружности на упрочняю(цих дисках 2.Армирование абразивного круга волокнами из сернисто-мышьяковистого стекла позволяет повысить его прочность и обеспечить возможность передачи информации О величине нагрева обрабатываемой поверхности в зоне контакта круга с изделием в блок у правления станком практически 25 без потерь, так как волокна из сернистомышьяковпстого стекла могут пропускать инфракрасные излучения в области длин волн 2,5 9 мкм, которая соответствует 50 НН)С.В процессе обработки электромагнит- ЗО (гое излучение обрабатываемой поверхности поступает на рабочие торцы волокон и снимается приемником излучения...
Устройство для шлифования

Номер патента: 1379064
Опубликовано: 07.03.1988
Авторы: Абульханов, Крамаровский, Опарин, Трусов
МПК: B24D 17/00
Метки: шлифования
...режущая часть (абразивное кольцо) 4 на токопровод ной связке. На ступице корпуса 1 установлен подшипник 5 с кулачком 6.На внутренней поверхности корпуса 1 равномерно по окружности установлены пьеэокерамические элемен ты 7, один иэ выводов в которьж соединен с корпусом 1, а другой - с режущей частью 4.В качестве пьеэокерамических элементов могут быть использованы эле менты ПЖ 7,124.086. На оконечной части кулачка 6, контактирующего ва время эксплуатации с пьеэокерамическими элементами 7, может быть установлена эластичная прокладка, например, из полиуретана, Токоизолирующий слой 3 может быть выполнен из бакелита. Устройство работает следующим образом.При вращении шпинделя 2 вследствие сил трения в подшипнике 5 кулачок,...
Инструмент “ахтуба” для абразивной обработки

Номер патента: 1386439
Опубликовано: 07.04.1988
МПК: B24D 15/04, B24D 17/00
Метки: абразивной, ахтуба, инструмент
...атмосАеру, далее камера 2 надувается снова и цикл пульсации камеры повторяетсяСпиральные гойры 12 оГеслечивают поворот рабочей поверхности камеры при ее надуве, 2 э.л. Ф-лы,1 ил. 2через отверстие в оправке 1, отверстие 5 и отверстие в сопле 6 подаютв камеру 2, эластичная камера 2 надувается, увеличивается в объеме и уд лицяется до тех лор, пока це будетпреодолен и натяг камеры по пояску 7корпуса 4, после чего рабочая среда(отработавшая) быстро страцливаетсЬчерез разгрузочную канавку 8 и вых О лолные отверстия 9 в атмосферу, таккак суммарная площадь сечения отверстий 9 во много раз больше входногоотверстия сопла 6, далее камера 2надувается снова ц цикл вибрации 15(пульсации) камеры повторяется. Винтовые (спиральцые) госры 12 в камере2...
Инструмент для отделочной обработки выпуклых криволинейных поверхностей

Номер патента: 1386440
Опубликовано: 07.04.1988
Авторы: Гутов, Зимицкий, Каган, Курылев, Харитонов
МПК: B24D 17/00
Метки: выпуклых, инструмент, криволинейных, отделочной, поверхностей
...(основание конуса со стороны первого основания меньше, чем со стороны второго основания), сокращается разница относительных скоростей ролик-экран в этих точках, чем достигается более высокое качество обработки края экрана и меньше выкраШивается (изнашивается) инструмент.Конусность роликов находится в пределах 1:7-,1:3. Конусность роликов за этими пределами приводит к ухудшению качества обработки. Так, если обработку вести цилиндрическими роликами диаметром 40 мм, то получается чистота обработки 5 Кл, Если взять конусные ролики с диаметром 30 и 60 мм и конусностью 0,25, то получаем чистоту обработки 7 Кл. Чистота обработки 7 Кл сохраняется в пределах конус- ности 1:7 1:3. Конусность за этими пределами ведет к снижению чистоты обработки до...
Способ изготовления высокопористого абразивного инструмента

Номер патента: 1390008
Опубликовано: 23.04.1988
Авторы: Барсова, Борисов, Масевич, Николаев, Пилипко, Тризно, Цой, Эфрос
МПК: B24D 17/00
Метки: абразивного, высокопористого, инструмента
...фиг. 1 изображена заготовка, намотанная на трубу; на фиг. 2 - схема установки для формования инструмента,Полимерабразивная композиция приготавливается на вальцах и прокатывается в виде ленты определенной толщины. Готовая лента 1 (фиг, 1) наматывается на трубу 2 по винтовой линии и несколько слоев в зависимости от требуемой плотности (пористости) абразивного инструмента для одного и того же типоразмера инструмента.Приготовленная таким образом заготовка укладывается в форму, состоящую из цилиндрического корпуса 3 (фиг. 1 и 2), закрытого крышками 4 (фиг, 2), стянутых резьбовым соединением 5. Форма помещает 13900083,0 0,5 1,0 50,0 400,0 3ся в термошкаф 6 и устанавливается на вал 7, который вращается под действием привода...
Способ изготовления абразивного инструмента

Номер патента: 1390009
Опубликовано: 23.04.1988
Авторы: Гулидов, Запорожский, Приходько, Толкачев, Чистяков
МПК: B24D 17/00
Метки: абразивного, инструмента
...при вращении емкости в вертикальной плоскости в течение О,1 - 0,15 всего времени, необходимого для закрепления абразивных зерен на боковые поверхности заготовок, на втором - при вращении емкости в горизонтальной плоскости, когда заготовки также расположены горизонтально, Процесс закрепления зерен абразива производят при угловой скорости, определяемой для этапов процесса соответственно из соотношений со)/д/г и ь= (0,8 - 0,5) -/д/г, где г - радиус покрываемой абразивом поверхности, д - ускорение свободного падения.По окончании закрепления зерен абразива производят заращивание абразива на боковых поверхностях заготовки. Оно осуществляется при вертикальном расположении заготовок, для чего емкость устанавливается так, что плоскость ее...
Способ овализации абразивного зерна

Номер патента: 1397270
Опубликовано: 23.05.1988
Авторы: Плотников, Плотникова
МПК: B24D 17/00
Метки: абразивного, зерна, овализации
...с диаметром пучка излучения, фокусируемого в зоне падения зерна, равным 2 мм. Плотность энергии излучения составляет 1,8 - 2,2 Дж/мм-. В качестве пигмента используется сухои порошок окиси гидрохлорида анилина - пигмент глубоко- черный, При обработке задается скорость перемещения транспортирующей ленты 0,1 м/с. Для удаления графита используют 10 Я-ный раствор перманганата калия.,При попадании электростатически заряженных алмазных зерен на транспортирующую ленту с темным пигментом происходит налипание пигмента на острые ребра и вершины зерен, где плотность заряда максимальна. При прохождении зерен с пигментом через сфокусированный пучок излучения квантового генератора темный пигмент на острых ребрах и вершинах зерна интенсивно...
Абразивный инструмент

Номер патента: 1440684
Опубликовано: 30.11.1988
Авторы: Белов, Журавлев, Кангун, Осипенков, Тер-Азарян
МПК: B24D 17/00
Метки: абразивный, инструмент
...слоя. 5 10 15 20 25 30 35 40 45 50 55 а также зернистостью и количеством с.-оев последнего. В зависимости от требоь.ний по шероховатости обработанной поверхности и других условий обработки алмазно-гальванический слой может быть нанесен на наружную, внутреннюю поверхности сверла или иа обе поверхности сразу. Поскольку в реальной практике толщина проката, пригодного для изготовления сверл и кругов наиболее распространенных диаметров 010 - 50 мм, ограничена размерами 0,4:0,8 мм, регулирование износостойкости инструмента лучше всего осуществлять путем изменения толщины алмазоносного слоя, которая прямо связана с зернистостью последнего. Когда износостоикость алмазно-гальванического слоя соизмерима или выше износостойкости проката в...
Способ изготовления отрезных кругов

Номер патента: 1442384
Опубликовано: 07.12.1988
Авторы: Головин, Ковшов, Николаев, Толкачев
МПК: B24D 17/00
...отверстием большего, чем у корпуса круга, диаметра из оргстекла толщиной 2-4 мм. Пакеты комплекта, плотно сжимая,. монтируют на донном изоляторе 2. В центр образовавшейсяемкости 3 устана вливают никелевый анод 4. Проводят обычные для нержавеющей стали подготовительные операции: обезжиривание, травление, активирование, Затем в емкость 3 заливают электролит, эасыпа ют абразивные зерна, закрывают при Все приготовленные круги показалипрочное сцепление первого и второгопериферийных покрытий,необходимости емкость крьшкой не показана), подают электрическое напряжение к корпусам кругов и к аноду (израсчета создания тока величиной 1,02,0 А/дм покрываемой поверхности).Прикрепление абразивных зерен и никелевое их заращивание осуществляют...
Устройство для закрепления абразивных элементов

Номер патента: 1450730
Опубликовано: 07.01.1989
Автор: Роберт
МПК: B24D 17/00
Метки: абразивных, закрепления, элементов
...детали.На фиг. 16-18 представлены другие средства, предназначенные для обеспечения соединения между абразивным блоком, таким, например, как блок абразивных элементов материала, и основным держателем блока. На фиг 16 показана устройство для соединения, включающее не имеющий головки установочный винт 38. Последний имеет гнезда для гаечного ключа, такого, например, как шестигранный торцовый ключ, при этом участок ведущего конца установочного винта 38 предпочтительно выполнен конусообразным, как это показано в точке 39, для того, чтобы багаприятствавать исходном7 1450730 8 10 15 40 50 введению его внутрь трубчатого участ.ка 19. Резьба на установочном винте38 может быть также несколько скошенана конус от конца до конца, максимальный диаметр...
Полировальный инструмент

Номер патента: 1459912
Опубликовано: 23.02.1989
Автор: Шульц
МПК: B24B 13/00, B24D 17/00
Метки: инструмент, полировальный
...абразив с переменнымциентом заполнения этих зон.мент изображен в прямоугольноме координат х, у, причем у сет с осью вращения, Ы - уголна участке аЬ.Инструмент работает с углоростью ы при воздействии оселы (1,Ко ия кол ЯО 1459 В 24 Р7/00 В 24 В ГЭ 00 обработке материалов абр втрументом, в частности к полоптических поверхностей враЦель изобретения - повышениеой стойкости инструмента. Венте слой абразива закрепленусе с коэффициентом (К) эапол 2 де Ы - угол профиля инструмент С - постоянная величина.Предположим, требуется произвеститонкое алмазное шлифование выпуклой сферическои линзы с нулевым припуском по радиусу. На примере показан расчет постоянной С. Линза имеет половину угла раствора Ч= 70 , Инструмент имеет форму полусферы (041190 )...
Абразивный инструмент для шлифования фасок отверстий

Номер патента: 1465272
Опубликовано: 15.03.1989
Авторы: Горицкий, Зубов, Пустаханов, Сафронова
МПК: B24B 9/00, B24D 17/00
Метки: абразивный, инструмент, отверстий, фасок, шлифования
...длина должна быть такой, чтобы цилиндрическая часть центрирующей иглы 7 входила в цилиндрическую часть обрабатываемого отверстия.Для обработки фясок криволинейной формы обязательным условием является свободное расположение ленты ня упругом элементеВ этом случае цептрирующяя игла обеспечивает точность посадки прямой абразивной шкурки ня упругий элемент и участвует в точной деформации шкурки Вибрации шпинделя на абразивную шкурку не передаются лишь в том случае, когда она не закреплена ня упругом элементе,Смятия шкурки во время работы не происходит, хотя в этом процессе применяются наиболее гибкие шкурки: ня лавсановой основе или основе излегкой саржи.Перед началом работы наколотая на центрирующую иглу шкурка нажатием на нее упругого...
Способ изготовления абразивного инструмента

Номер патента: 1481049
Опубликовано: 23.05.1989
Авторы: Александрович, Галкина, Ефремов, Корчмар, Соколов, Сурдэс
МПК: B24D 17/00
Метки: абразивного, инструмента
...нерабочей части круга, а наружные части 3 и 5 пуансонов - для прессования рабочей части круга. 30 35 Каждая из кольцевых частей пуансонов имеет индивидуальную нагревательную плиту соответственно 6 - 9 с электронагревате лями 10. Внутренние и наружные части пуансонов и плит изолированы одна от другой теплоизолирующими прокладками 11 и 12.Пресс-форма имеет керн 13,3другие) и фенолоформальдегидной смолы резольного и наволачного типа,Для конкретных материалов рабочей и нерабочей частей круга строят график зависимости 1 д К=1(1/Т), где К - константаскорости отверждения материала; Т - абсолютная температура нагрева. Константытермореактивных материалов, к которым относятся и абразивные массы, определяют поизвестной методике, расчет...