B24D 17/00 — B24D 17/00
Устройство для пропитки абразивного инструмента

Номер патента: 1703438
Опубликовано: 07.01.1992
МПК: B05C 3/09, B24D 17/00, B24D 3/34 ...
Метки: абразивного, инструмента, пропитки
...окно 2 в вакуумную камеру 1, в которой он находится в течение 1 мин при давлении 45 кПа (350 мм рт.ст.), а затем из вакуумной камеры 1 через окно 2 выгружают абразивный круг обратно в колено 3 и перемещают по нему в течение 3 мин в атмосферу,Попадая сначала в колено 3 с мипрегнатором 4, абразивный круг подвергается одновременно прогреву и давлению столба :жидкости, уменьшающегося от атмосферного до вакуума, что приводит к разрушению тонких стенок замкнутых пор абразивного круга и тем самым способствует повышению степени пропитки, В вакуумной камере 1 абразивный круг подвергается действию вакуума, что приводит к интенсивному вытесвению воздуха из пор,При перемещении пропитываемого инструмента еэ вакуумной камеры 1 в Ч-абразное колено...
Устройство для изготовления лепестковых кругов

Номер патента: 1703439
Опубликовано: 07.01.1992
Авторы: Адамова, Корабельников, Пергушев
МПК: B24D 17/00
Метки: кругов, лепестковых
...шарнирах 11 на величину, равную глубине паза 19. Кроме того, паз 19 вместе с упором 20 служит для возможности возврата скалки 10 в исходное положение при перемещении тележки 17 на позицию эа рузки полуколец 8.На скалке 10 установлен упор 21, наличие которого позволяет после возврата скалки 10 в исходное положение осуществлять возврат прижима 13 в исходное положение путем поворота втулки 9 до упора 21 и тем устанавливать прижим 13 в начальное положение для формирования полукблец 8 абразивными лепестками,Устройство работает следующим образом,Абразивное полотно с барабана 2 заправляют в механизм продольной резки 3 на полосы, концы полос заправляют в ролики механизма 4 поперечной резки полос на лепестки, Затем полукольца 8 поочередно...
Способ изготовления абразивного инструмента

Номер патента: 1703440
Опубликовано: 07.01.1992
Авторы: Андрусенко, Байденко, Гольдберг, Малиновский, Музыра, Новицкий, Полищук, Попов, Свечков, Штильвассер
МПК: B22F 3/14, B24D 17/00
Метки: абразивного, инструмента
...инструмента, э также увеличивается время спвкания.При скорости более 180 А/см с резко увеличивается температура спекания, в реэультатечего быстро расплавляются легкоплавкие составляющие шихты, твердая смазка разлагается и выгорает. Диапазон выдержки 10-40 с обеспечивает закрепление полученной структуры. Уменьшение времени неэффективно, а увеличение ведет к пврегреву шихты и выгоранию твердой смазки. Скорость снижения эффективной плотности тока выбрана в диапазоне 50- 95 А/см, Если уменьшить скорость в конечной структуре присутствуют фазы, снижающие стойкость инструмента, При увеличении скорости снижения плотности тока более 95 А/см с появляются "преждевременно выделившиеся фазы", что с учетом пористости каркаса, заполненного...
Шлифовальный инструмент

Номер патента: 1710326
Опубликовано: 07.02.1992
Авторы: Абдусаттаров, Беликов, Маркман, Фазылов
МПК: B24D 17/00
Метки: инструмент, шлифовальный
...полюсами (использование принципа магнитной подушки), Фланцевое кольцо 4 выполнено в виде обоймы, установленной с возможностью обеспечения постоянного контакта с опорной поверхностью 8 круга и закрепленной с возможностью съема к корпусу 1.Во втулке 6 выполнено посадочное отверстие для установки в нем шаровой опоры.При этом, в зависимости от габаритов инструмента опора может быть выполнена из трех или четырех шаров, что определяется степенью устойчивости абразивонесущей части 2 относительно корпус 1, Корпусинструмента является одновременно ипланшайбой станка, для чего в нем имеют 5 ся крепежные отверстия и посадочное место под приводной вал станка, Послезакрепления инструмента на станке к абразивонесущей части 2 можно подвестибортовой...
Устройство для подачи шихты из порошкообразных компонентов в приемную камеру с узкой щелью

Номер патента: 1717482
Опубликовано: 07.03.1992
МПК: B01F 3/18, B24D 17/00, B65B 1/08 ...
Метки: камеру, компонентов, подачи, порошкообразных, приемную, узкой, шихты, щелью
...так как пресс-форма имеет о 4 р 21, "1 . "., лг .ь ,П зо узкую,ка: ьцеаую полость, порошок не весь попадает в зту полость, что приводит к изменению веса компонентов шихты, а зто в свою Очередь влечет на собой нестабйльность свойств инструмента.Целью изобретения является стабилизация процесса засыпки шихты в камеру, имеющую узкую полость.Поставленная цель достигается тем, что устройство для подачи шихты из порошкообразных компонентов в приемную камеру, содержащее бункер и размещенный над ним вибролоток с дорожкой для перемещения компонентов в камеру, дополнительно снабжено питателем в виде бункера, установленным над приемной камерой, а на выхадс из вибралотка установлен сьемный стержень, нижний конец которого расположен в питателе....
Абразивная масса для изготовления доводочного инструмента

Номер патента: 1722805
Опубликовано: 30.03.1992
Авторы: Баранник, Денисенко, Криворучко, Пьяных, Сандик
МПК: B24D 17/00
Метки: абразивная, доводочного, инструмента, масса
...обжигали при 1550 С. Спеченный глинозем с окисью магния виброизмельчали до содержания частиц ниже 4 мкм не менее 80 , отмывали соляной кислотой от намола металлического железа и высушивали,Из полученного порошка готовили водный шликер и вводили в него заранее приготовленную суспензию из этого порошка и окиси неодима из расчета содержания в шихте неодима 0,08 - 0,15 вес. О .Формование заготовок осуществляли методом шликерного литья в гипсовые формы, После извлечения иэ формы сырец подсушивали на воздухе до влажности 2 - 3% и обжигали при 1750 С в течение 100 ч.Примеры составов шихт приведены в таблице,На доводочный круг, изготовленный из предлагаемой шихты, наносили пасту АСМ 5/3 и обрабатывали керамические заготовки, в качестве которых...
Устройство для изготовления абразивного инструмента

Номер патента: 1738628
Опубликовано: 07.06.1992
Авторы: Багрийчук, Пишник, Проданчук
МПК: B24D 17/00
Метки: абразивного, инструмента
...часть цилиндра масло поступает через дроссель 23, которым обеспечивается плавный ход поршня 4. Этот ход ограничивается правым упором 35, который через штанги 31 воздействует на золотник 25, В процессе работы гидропривод обеспечивает три позиции поршня: рабочий, холостой ход, стоп,Для включения рабочего хода ногой нажимают на педаль управления, при этом включается электромагнит 34 управления золотником 25, который соединяет через магистрали 21 и 22 полости гидроцилиндра 20 одновременно. Вследствие разности создаваемых усилий поршень 4 движется в сторону на прессование смеси, В конце рабочего хода ограничитель-упор 35 перемещает золотник 25 в положение, при котором бесштоковая полость гидроцилиндра соединяется со сливом через...
Устройство для абразивной обработки

Номер патента: 1742044
Опубликовано: 23.06.1992
МПК: B24B 41/047, B24D 13/20, B24D 17/00 ...
Метки: абразивной
...в смежных рабочих элементах противоположное.Влияние разнонаправленного расположения спиралей лепестков шлифовальной шкурки в смежных рабочих элементах на полученную шероховатость заключается в следующем.Плоскость каждого лепестка перпендикулярна к касательной в каждой точке кривой (фиг.З). Лепестки располагаются не радиально, а под углом к радиусу, причем в соседних рабочих элементах величина этих углов противоположная, Эта величина зависит от кривизны спирали и может быть в пределах у 3-12 О,Устройство работает следующим образом,При вращении шпинделя 2, планшайбы 1 и подводе обрабатываемой детали начинается обработка. Одновременно происходит обкатывание шестерен 6 по неподвижному зубчатому колесу 7, которые, вращаясь, приводят во...
“инструмент “ахтуба” для абразивной обработки”

Номер патента: 1749012
Опубликовано: 23.07.1992
Авторы: Булгаков, Максутов, Шумячер, Юров
МПК: B24D 15/04, B24D 17/00
Метки: абразивной, ахтуба, инструмент
...для абразивной обработки, содержащий эластичную камеру с абразивнымиэлементами, корпус с отверстием и соплом 35для ввода рабочей среды в камеру, поясокнатяга, разгрузочную канавку, средство длякрепления камеры к корпусу. полость в эластичной камере для размещения в рабочейзоне. Снабжен разгрузочной канавкой, соединенной с атмосферой в верхней частикорпуса и абразивными элементами, находящимися на боковой цилиндрической поверхности эластичной камеры,Эластичная камера снабжена двумя 45бортами для крепления к корпусу, а разгрузочная канавка сообщена выхлопными отверстиями с а 1 Ьосферой в зоне обработки.На чертеже представлено устройство(на левой половине - исходное положение, 50на правой - момент стравливания рабочейсреды),Инструмент...
Инструмент для правки абразивных кругов

Номер патента: 1750937
Опубликовано: 30.07.1992
Авторы: Благовещенский, Картузов
МПК: B24D 17/00
Метки: абразивных, инструмент, кругов, правки
...при затяжке,сены деления 9 числом "и". Для исключения контакта абразивного круга при правке с участком наружной поверхности дисков б и 7, на котором нанесены деления 9. последний несколько занижен (например, расположен на концентричном диаметре,меньшем от наружного на 0,5 мм), Для взаимной фиксации дисков 2, 4, 6, 5 и 3 на оправке 1 установлена шпонка 10, имеющая в зоне расположения диска 7 занижение 11, позволяющее этому диску проворачиваться на оправке (при настройке). Взаимная фиксация дисков б и 7 осуществляется винтами 12 и выполненными для их установки резьбовыми отверстиями 13 вдиске б и соответствующими пазами 14 в диске 7. Центральный угол границ паза обеспечивает поворот диска 7 в интервале взаимной регулировки дисков 6 и 7....
Устройство для смешения и заполнения пресс-формы абразивной массой

Номер патента: 1759618
Опубликовано: 07.09.1992
Авторы: Акатьев, Лопацинский, Онегин, Перфильев, Свердлов
МПК: B24D 17/00
Метки: абразивной, заполнения, массой, пресс-формы, смешения
...массу,Перемещаясь по криволинейному пазу под действием крутильных колебаний, вся масса равномерным слоем распределяется по его дну. При выполнении паза в форме дуги окружности обеспечивается равномерность подачи компонентов шихты в прессформу даже при условии, что в бункер (1, 2) подается одна предварительно отвешенная порция шихты, при этом при снижении уровня шихты в питателях равномерность не нарушается,Благодаря жесткой связи с распределительным диском питателя 2, который подает алмазы, т,е. часть шихты, имеющую значительно меньшую массу, существенно уменьшается утоненный хвост 20, который обычно образуется при других условиях на дне паза при выходе остатков алмазного порошка (фиг.4). Этодает возможность сохранить равномерность...
Способ получения шихты для изготовления абразивного инструмента

Номер патента: 1763164
Опубликовано: 23.09.1992
Авторы: Дукаревич, Елагина, Куревлев, Снегирев, Эфрос
МПК: B24D 17/00
Метки: абразивного, инструмента, шихты
...материала может быть применено свободное абразивное зерно или порошок. 2 з.п.ф-лы,смешивание абразивного материала со свзующим составом.Недостатком способа являетсточное качество абразивного инснеудовлетворительное обеспечмикропористости и прочности,Целью изобретения является поние качества абразивного инструменсчет изменения его структуры и микростости.Эта цель достигается тем, что абрный материал предварительно делят нодинаковые по составу части, однусмешивают со связующим составом и глируют, после чего полученный грасмешивают со второй частью абразивматериала. Для гранулирования может1763164 способу, а также достигается лучшая чистота обрабатываемых поверхностей. Формула изобретения Составитель В,ОрловРедактор М.Кузнецова Техред...
Способ изготовления абразивного инструмента

Номер патента: 1764981
Опубликовано: 30.09.1992
Авторы: Бурман, Гужов, Денисенко, Сахновский, Фадеев
МПК: B24D 17/00
Метки: абразивного, инструмента
...того, температуру термообработки в процессе нагрева периодически снижают на 2030 С, после чего инструмент совместно с глицерином охлаждают до нормальной температуры,Испытания готового инструмента проводили при шлифовании плоских оптических деталей иэ стекла К 8 диаметром 90 мм на стенке мод, ГПЗМ,Режимы обработки;и = 500 мин (число оборотов инструмента);пр = 24 хв. ход/мин (число двойных ходов детали);р =2,0 кг/см (давление прижима инст 2румента на деталь);Т = 30 с, СОЖ - Зо -ный раствор глицерина е воде,Величину сошлифованного слоя измеряли при помощи индикатора с точностью .ф.1,О мкм. Шероховатость обработанной поверхности определяли на профилографе - профилометре мод, 201.Результаты испытаний приведены в табл. 1 и 2 - зависимость...
Устройство для пропитки абразивной суспензией объемного полотна

Номер патента: 1787103
Опубликовано: 07.01.1993
МПК: B24D 11/00, B24D 17/00
Метки: абразивной, объемного, полотна, пропитки, суспензией
...5 и верхнего 6 валков пропитки, Цепной транспортер имеет опорную 11 и приводную 12 звездочки и несет на себе установленные на кронштейнах 13 лопасти14, развернутые на 30 в двух плоскостяхотносительно горизонтальной плоскости, Разворот лопастей сделан таким образом, что их плоскость обращена открытой стороной к валкам и образует клин, направленный острием в одной плоскости к валкам, а в другой плоскости в сторону движения. Зазор между дном ванны и лопастью принимается минимальным, а сами лопасти занимают примерно половину ванны по ее высоте.Угол 30 наклона лопасти в двух плоскостях является оптимальным для пропиточных ванн с абразивной суспензией, он определен экспериментально. В процессе экспериментов наклон лопастей был выполнен в...
Устройство для абразивной обработки

Номер патента: 1791104
Опубликовано: 30.01.1993
МПК: B24D 17/00
Метки: абразивной
...поясняется чертежами. На фиг. 1 показан инструмент,осевой разрез; на фиг. 2 - сечение А-А нафиг. 1.В планшайбе 1, закрепленной своимхвостовиком в шпинделе 2 станка с возможностью вращения установлены оси 3, снабженные рабочими элементами 4 ишестернями 5, Последние взаимодействуютс зубчатым колесом с двумя концентричнорасположенными венцами и образуют зацепления 6 и 7 так, что смежно расположенные шестерни 5 взаимодействуют сразличными венцами. Зубчатое колесо жестко закреплено на пиноли 8 станка,Инструмент работает следующим образом. При вращении шпинделя 2, планшайбы1 и подводе обрабатываемой детали нацинается обработка. Одновременно происходит обкатывание шестерен 5 понеподвижным зубчатым венцам, причемсмежно лежащие шестерни 5...
Способ изготовления абразивного инструмента

Номер патента: 1798151
Опубликовано: 28.02.1993
МПК: B24D 17/00
Метки: абразивного, инструмента
...на гильзе 1 постепенно начинаетформироваться обкаты ванием (перекаты ванием) с транспортера 3 абразивный слой поподготовленному рисунку-профилю.Наличие ферромагнитного порошка 8 в 5смеси создает магнитопровод между постоянными магнитами 2, гильзой 1 и абразивом, частично ориентирует его положение,а также резко увеличивает процесс полимеризации связующего, Оптимальное соотношение наполнителя к абразиву исвязующему 1/3,3:1/2:1/5.Конфигурация рисунка-профиля не изменяется при перекатывании, так как упругие постоянные магниты 4 притягиваются 15магнитами 2 и тем самым фиксируется положение рисунка на гильзе 1,Дальнейшее отверждение абразивногослоя может производиться и без действиямагнитного поля,Для этого снимаются упругие магниты 4 и...
Способ изготовления отрезных кругов

Номер патента: 1803315
Опубликовано: 23.03.1993
Авторы: Беликов, Маркман, Фазылов
МПК: B24D 17/00
...размера зерна основной фракции) электролит сливают, внутреннюю часть комплекта пакетов промывают дистиллированной водой и комплект разбирают, разделяя пакет на отдельные корпуса. Затем корпуса кругов вновь сопрягают в пакеты, но торцами со стороны уже нанесенного алмазогальванического слоя, формируют комплект с образованием емкости и наносят второй (промежуточный) или верхний 4 алмазосодержащий слой по вышеуказанной схеме с последующей промывкой, разбиранием комплекта на пакеты, разделением пакетов на отдельные корпуса путем разламывания алмазоникелевого слоя на две равные половины с ровными краями в месте разлома.При этом, наличие спиралевидного элемента в виде выступа на внутренней поверхности корпуса способствует увеличению адгезии...
Приспособление для изготовления фасонных правящих роликов методом гальваностегии

Номер патента: 1808680
Опубликовано: 15.04.1993
МПК: B24D 17/00
Метки: гальваностегии, методом, правящих, роликов, фасонных
...на обечайке и закрепленных с возможностью регулирования ее диаметра. Количество зажимных элементов и их конструкция определяется профилем и габаритами корпуса инструмента,Подвод электролита к корпусу 3 ролика осуществляется токоподводом 14, выполненным в виде медного провода, закрепленного на стержне 2, При этом основание 1, шайба 4 и гайка 8 выполнены из диэлектрического материала, например, текстолита, обечайка 6, шкала 10 и указатель 11 - из оргстекла, чехол 9 - из химстойкой фильтровальной ткани, например, капроновой, а хомуты 13 с крепежными деталями из фторопластэ или полипропилена,Сборка устройства и его работа осуществляется следующим образом, В центре основания 1 закрепляют, например, с помощью резьбового соединения...
Способ изготовления полировальника

Номер патента: 1809802
Опубликовано: 15.04.1993
МПК: B24B 13/005, B24D 17/00
Метки: полировальника
...вая прокладка 5. В емкость 2 устанавливаеточковых линз и может быть использовано вся полировальник 4 с приклеенной вручнуюдругих областях народного хозяйства при подложкой 6. Орган пресса 7 давит на пол- дсклеивании эластичного материалас твер- ировальнйк 4, в это время шарики 3 перемедым.щаются и принимают заданную формуЦель изобретения - повышение качест-полировальника 4 с.подложкой 6; В это вре-.ва приклейки подложек на корпуса полиро- мя осуществляется прижим подложки.аальников, повышение геометрическойИспользование нового способа прижи- ООтбчности полировальника, исключение. из ма подложек выгодно отличает его от прото- СЪтехнологии приклейки выжимок, уменьше- типа, т,к. улучшает качество приклейки, Яаде трудоемкости.,...
Способ изготовления абразивного инструмента

Номер патента: 1811475
Опубликовано: 23.04.1993
Авторы: Агапов, Боев, Гаврилов, Горбунов, Израилович, Лазарев, Пеккер, Перфильев
МПК: B24D 17/00
Метки: абразивного, инструмента
...Основа может быть также выполнена иэ материала, который после нанесения рисунка в местах, им не занятых, удаляется химичЕ- ским путем, Такая основа может быть выполнена из, полимерных пленок, металлической фольги и т.д. Способ, позволяет также регулировать концентрацию абразива в различных участках инструмента (например, постепенно по заданному закону увеличивать концентрацию абразива от центра к периферии у кругов большого диаметра). При необходимости увеличить толщину волокон-квазинитей (квазипроволок) рисунок может быть нанесен на обе стороны листа (в этом случае клеевой рисунок может быть нанесен поверх абразивного рисунка), В тех случаях, когда линии абразивного рисунка последующего листа пересекают линии абразивного рисунка...
Материал для полировальника

Номер патента: 1815202
Опубликовано: 15.05.1993
МПК: B24D 17/00
Метки: материал, полировальника
...качестве основного шлифо го материала при изготовлении шли з АТЕРИАЛ ДЛЯ ПОЛИРОВАЛЬНИКА вание: для полирования матепечение повышения чистоты ифуемой, полируемой поверх- ение условий труда. Сущность применение известного мате- новой кальки в качестве шлиполировального материала. мягких материалов и для окончательной доводки шлифов иэ твердых материалов после предварительного шлифования с применением известных средств.Особенно эффективно использование щ лавсановой кальки при полировке много-: . компонентных материалов и узлов, так как исключает возможность образования ступеньки, повышает частоту обработки поверхности и качество шлифов,Использование лавсановой кальки повышает культуру производства, снижая за- а пыленность. ОЭП р и м е р....
Абразивосодержащий элемент
Номер патента: 1815203
Опубликовано: 15.05.1993
Автор: Халин
МПК: B24D 17/00
Метки: абразивосодержащий, элемент
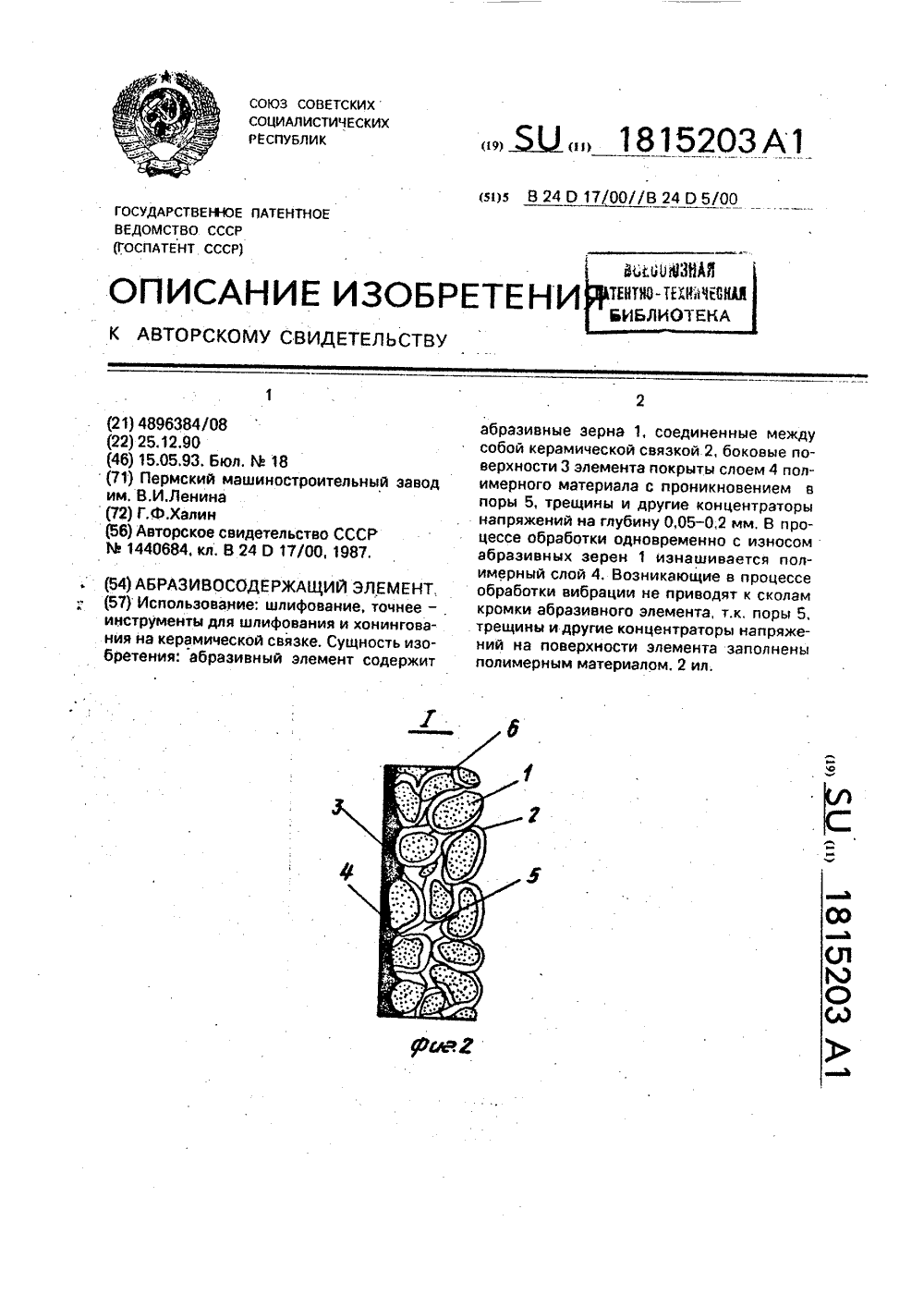
...1 изображен абразивный элемент, установленный в сборном хонинговальном инструменте; на фиг. 2 - узел 1 нафиг, 1,Абразивный элемент (в описываемомварианте - брусок хонинговального инстру. мента) содержит абразивные зерна 1, соединенные между собой керамической(например К 7) связкой 2, боковые поверхности 3 элемента покрыты слоем 4 полимерного материала (например. акрилатомсамотвердеющим ТУ 64-2-17-74 или полиамидом) с проникновением в поры 5, трещины и другие концентраторы напряженийв поверхностном слое элемента на глубину0,1 мм с образованием гладкой боковой по;верхности. Полимерный слой 4 выходит наповерхность, в которой расположена рабочая поверхность 6 элемента.Абразивный элемент работает следующим образом.Рабочая поверхность 6...
Способ очистки шлифовальной ленты

Номер патента: 1816680
Опубликовано: 23.05.1993
Автор: Шведа
МПК: B24D 17/00
Метки: ленты, шлифовальной
...очищающим элементом из упругого материала 2,В зависимости от обрабатываемого материала контактирование осуществляют в В 24 О 17/00//В 24 В 1/ тения: рабочую поверконтакт с очищающио материала, обладаюособностью кматериаа, Ленту периодически материал очищаемого ечение 2-3 мик с продолжительност онтакта 1-3 с (20 - 75 контактов). Контакт ование можно осуществлять ручным и втоматическим приводом. Очищающие элементы из упруг материала (технические резины, пол еры) подбирают по степени твердости к стости шлифовальных лент.П р и м е р 1. Шлифовальные ленты на бумажкой основе или тканевой основе зернистостью )ч. 4-16, в процессе работы вводят в контакт с упругим материалом мягкой степени твердости М 30-55.П р и м е р 2, Шлифовальные ленты на...
Устройство для шлифования деталей

Номер патента: 1816681
Опубликовано: 23.05.1993
Авторы: Жуков, Островский, Полонский, Рудник, Федоренко
МПК: B24D 17/00
Метки: шлифования
...элемент 4, На наружной поверхности стакана 2 выполнена резьба 5 и устройство дополнительно снабженогайкой 6 и жестко связанным с ней абразивным элементом 7 с радиальными пазами 8,при этом гайка 6 установлена на резьбовойповерхности стакана 2, а абразивный элемент 9 последнего размещен в указанныхпазах 8, причем абразивные элементы 7 и 9,расположенные на гайке 6 и на стакане 2,имеют разную зернистость.Устройство работает следующим образом.При вращении хвостовика 3, например,против часовой стрелки, гайка 6 под действием вибраций и сил трения перемещаетсявниз до упора в корпус абразивного элемен та 9. При этом абразивный слой элемента 7 опускается ниже абразивного слоя элемента 9 и происходит черновое шлифование седла клапана. После...
Устройство для шлифования инструмента

Номер патента: 1838090
Опубликовано: 30.08.1993
МПК: B24D 17/00
Метки: инструмента, шлифования
...прижимая буровую коронку 3210 15 20 30 40 45 к одному из углов пазов, как показано на фиг, 5 на изображенном слева столе 35.Устройства поршень-цилиндр держателей 33 приводятся в действие с помощью клапана Зб, который защищен крышкой 37, чтобы предотвратить его случайное включение. В результате, оператор может включить клапан 36 только с двух противоположных друг другу сторон, При ьключении с одной стороны, клапан 36 обес, зчивает перемещение устройства поршень - цилиндр в режиме прижима, а при включении с другой стороны - обеспечивает перемещение упомянутого устройства в режиме разжима,Как показано на фиг.5 держатель 33 снабжен подвижной нижней плитой 38, котораяпозволяет легко разместить в держателе буровые коронки небольших...
Способ изготовления алмазного инструмента

Номер патента: 1795610
Опубликовано: 10.05.1995
Авторы: Верещагин, Дорожкин, Жорник, Марцинкевич, Полуян, Старовойтов, Степанов
МПК: B24D 17/00
Метки: алмазного, инструмента
...инструмента.Использование форм из теплоизоляционных материалов (асбоцемент, керамика) дает возможность уменьшить теплоотдачу из зонц спекания и при этом увеличить скорость нагрева припекаемого слоя.Способ позволяет существенно снизить градиент температуры в слое и обеспечить вцход на изотермический режим в области температуры спекания материала металлической связки.1795610 Таблица 1Влияние скорости нагрева на физико-механические свойства алмазосодержащего слоя При злектроконтактном нагреве процесс можно разделить на две стадии. Напервой. стадии происходит резкий скачоктемпературы, на втором этапе, ввиду "отсо- .са" тепла в электроды, деталь, окружающую 5среду наступает стабилизация температуры,Установление теплового баланса...
Способ изготовления алмазного инструмента
Номер патента: 1605459
Опубликовано: 20.11.1995
Авторы: Сосновский, Чепелева
МПК: B24D 17/00
Метки: алмазного, инструмента
СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА на металлической связке, при котором прессуют и спекают полученную прессовку в свободном состоянии в безокислительной среде, отличающийся тем, что, с целью снижения энергоемкости процесса для спекания прессовок, берут контейнер с инертной засыпкой для их размещения и плавким затвором следующего состава, мас.Борный ангидрид 20 40Натрийкалийбарийсиликатное стекло с температурой размягчения 500 - 570oС Остальноеа для создания безокислительной среды берут парафин, титан, гидрид титана и фтористый натрий, причем парафин размещают на дне контейнера, титан и гидрид титана вводят в инертную засыпку в соотношении, мас.Титан 1 5Гидрид титана 1 2Инертная засыпка...
Способ изготовления абразивного инструмента
Номер патента: 1403508
Опубликовано: 20.03.1996
Авторы: Марянян, Мусаелян, Петросян
МПК: B24D 17/00
Метки: абразивного, инструмента
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, при котором абразивные стержневые заготовки помещают в металлическую оболочку, между оболочкой и заготовками располагают промежуточный элемент, после чего производят экструдирование, а затем оболочку удаляют, отличающийся тем, что, с целью упрощения способа, снижения металлоемкости и энергоемкости процесса, в качестве материала промежуточного элемента берут графит.
Способ изготовления алмазного инструмента

Номер патента: 1226762
Опубликовано: 10.05.1996
Авторы: Подройкин, Шинкаренко
МПК: B24D 17/00
Метки: алмазного, инструмента
1. СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, включающий закрепление алмазного порошка на корпусе железной гальванической связкой, отличающийся тем, что, с целью повышения работоспособности инструмента путем сокращения времени его прирабатываемости, закрепление алмазного порошка производят при катодной плотности тока 6 8 А/дм2 и анодной плотности тока 1 1,5 А/дм2, после чего берут раствор, содержащий фосфорную кислоту и нитрид щелочного металла и обрабатывают им поверхность осажденного слоя.2. Способ по п.1, отличающийся тем, что используют раствор состава, г/л:Н3РО4 40 80Нитрид щелочного металла 2 5Вода Остальное
Устройство для обработки труб с внутренней стороны

Номер патента: 1827918
Опубликовано: 27.01.1997
МПК: B23D 21/06, B24D 17/00
Метки: внутренней, стороны, труб
...поворотным диском 5 с помощью упора 21. Привод снабжен поворотной рукояткой 22, Устройство в сборе установлено в обрабатываемую трубу 23,Предлагаемое устройство работает следующим образом: устройство в сборе устанавливают в трубу 23, подлежащую обработке (или отрезу) на заданном расстоянии. В одно из окон 18 вставляют фиксирующий клин 19, сжатый воздух через штуцер 15 подают в оболочку 14. Оболочка от давления воздуха расширяется и плотно прижимается к трубе 23. Устройство фиксируется на заданной высоте, исключаются его перемещения и вибрации. Включают привод 20, который вращает режущий инструмент 10. Поворотной рукояткой 22 поворачивают диски 5 и б с валом 7 и инструментом 10, Инструмент 10 плавно вводят в соприкосновение со...