B24D 17/00 — B24D 17/00
Узел крепления абразивного инструмента

Номер патента: 1491325
Опубликовано: 30.06.1989
МПК: B24D 17/00
Метки: абразивного, инструмента, крепления, узел
...имеет отверстие 14 с некруговымпрофилем в зоне сопряжения держателяс основанием так, что образуются участки 15, которые, будучи подвергнуты плдстической деформации, обеспечивдют жесткую связь держателя состенкдми отверстий 7, Возможностьпластически деформировать укаэанныеучастки выступа появилдсь благодарявыполнению этих выступов иэ материала, включающего цинк. Кроме того,прочность соединения повышаетсяблагодаря выполнению каждого из отверстий корпуса основания в осевомсечении конусообразной формы,Монтаж инструмента может бытьосуществлен следующим образом,Держатель 3 с абразивным элементом 9 устанавливается на пластину 4основания 2 так, чтобы выступы 8держателя вошли в отверстия 7, Дляпрочного соединения сопрягаемыхдеталей используется...
Прерывистый шлифовальный круг

Номер патента: 1495104
Опубликовано: 23.07.1989
Авторы: Ардашников, Меркулова, Никулкин, Рожавин, Урецкая, Хегай, Черкудинов, Эфрос
МПК: B24D 17/00
Метки: круг, прерывистый, шлифовальный
...клинового выступа 2 выполнены дополнительные канав"ки, расположенные перпендикулярноплоскости вращения круга, которыеобразуют режущие элементы переменной протяженности, возрастающей погеометрической прогрессии от середины к вершине забойной части клинового выступа в окружном направлении.Форма режущих выступов и их расположение относительно плоскости вращениякруга выполнено аналогочно кругупрямого профиля (фиг. 2 и 3), Конусный прерывистый шлифовальный круг(фиг. 4) обеспечивает переменную вдиапазоне 5-8 м/с скорость резанияпо ширине Н рабочей поверхности, засчет чего стабилизируются динамические характеристики силы резания ирасширяется область устойчивости процесса шлифования эластичных материалов, и может быть использован...
Способ изготовления отрезного круга

Номер патента: 1495105
Опубликовано: 23.07.1989
Авторы: Ковшов, Толкачев, Черников
МПК: B24D 17/00
...алмаэоносное покрытие. 2 ил. стия 4 полученного корпуса наносят алмазное покрытие 5.Для приведения круга в рабочее состояние его натягивают на специальный патрон, создавая растяжения от центра к периферии по радиальным направлениям, Корпус, состоящий из двух дисков, сложенных поперек направлениями прокатки, исключает проявление аниэотропии упругих свойств металлопроката каждого из дисков в отдельности при его натяжении и те самым сохраняет геометрически правильную круглую форму отверстия. Сохранение формы отверстия уменьшае 1ударный характер взаимодействия режущей кромки с разрезаемым материалом, что увеличивает стойкость кругов, повышает выход годных пластин вследствие уменьшен ботки режущей кромк резания, улучшает г емых пластин...
Абразивный инструмент

Номер патента: 1511100
Опубликовано: 30.09.1989
МПК: B24D 13/08, B24D 17/00
Метки: абразивный, инструмент
...наносится клеящее вещество (например, бакелитовый клей), диски собираются в пакет на оправку и сушатся (полимеризуются) с поджимом дисков друг к другу, после чего инструмент готов к работе. У таких кругов жесткость, измеренная в разноудаленных от оси периферийных частях круга, практически равномерна. При полировании такими кругами (например, на врезание) съем материала по всей зоне обработки практически одинаков. В нашем случае для кругов (1 2 варианты) использовались диски из абразивной шкурки по 6 дисков в пакете. Каждый круг состоял из двух частей по 3 диска в каждой абразивной поверхностью в каждой из частей в одну сторону. При сборке частей в пакет зерна располагались с наружных сторон пакета,5 О 15 20 25 30 Форма и размер зон...
Устройство для шлифования

Номер патента: 1516332
Опубликовано: 23.10.1989
МПК: B24D 17/00, B24D 5/00
Метки: шлифования
...12, конические втулки 13 в любом осевом положении при осуществлении регулирования шага витков. Боковые поверхности 14 Т-образных пазоврасположены под уГПОм равным уГлу 50конуса конических втулок 13, поверхности которых контактируют с конической поверхностью 8 ступенчатого отверстия 6 и боковой поверхностью 14Т-образных пазов 3.55Разрезное кольцо 15 установленона винте 11 и предназначено для выталкивания втулки 13 при раскреплении корпуса Регули рова ние шага вит ков шлифо"фального круга осуществляется в следующей последовательности,Вначале через отверстия 6 и цилидрическую часть 7 выкручиваниемвинтов 11 иэ гаек 12 с помощью кольца 15 выводят втулки 13 из контактас коническими поверхностями 8 отверстия 6 Т-образного паза 3. При...
Шлифовальный круг

Номер патента: 1563958
Опубликовано: 15.05.1990
Авторы: Агошков, Еремин, Резников, Филин
МПК: B24D 17/00, B24D 5/00
Метки: круг, шлифовальный
...6, образующими двугранный уголс вершиной обращенной к противоположному торцу круга. Части 5 впадины 3 обоихторцов перекрывают друг друга в поперечной плоскости симметрии круга и смещены относительно друг друга на половинушага.Угол а, образованный плоскими гранями каждой впадины, расчитывается по зависимостиих 35а=2 а гс 1 д2.где х, у - координаты точки пересечения торцовой и периферийной поверхностей круга и боковой поверхности впадины; 40д, - максимальный диаметр тороидального дна впадины.Угол а выполняется таким по величине, при которой отношение длин режущих выступов к длине обрабатываемой поверхности в каждом из множества попереч 45 ных сечений круга и детали постоянно--- =сопМ,ЕссЕфгде Х., Х, - длина выступов...
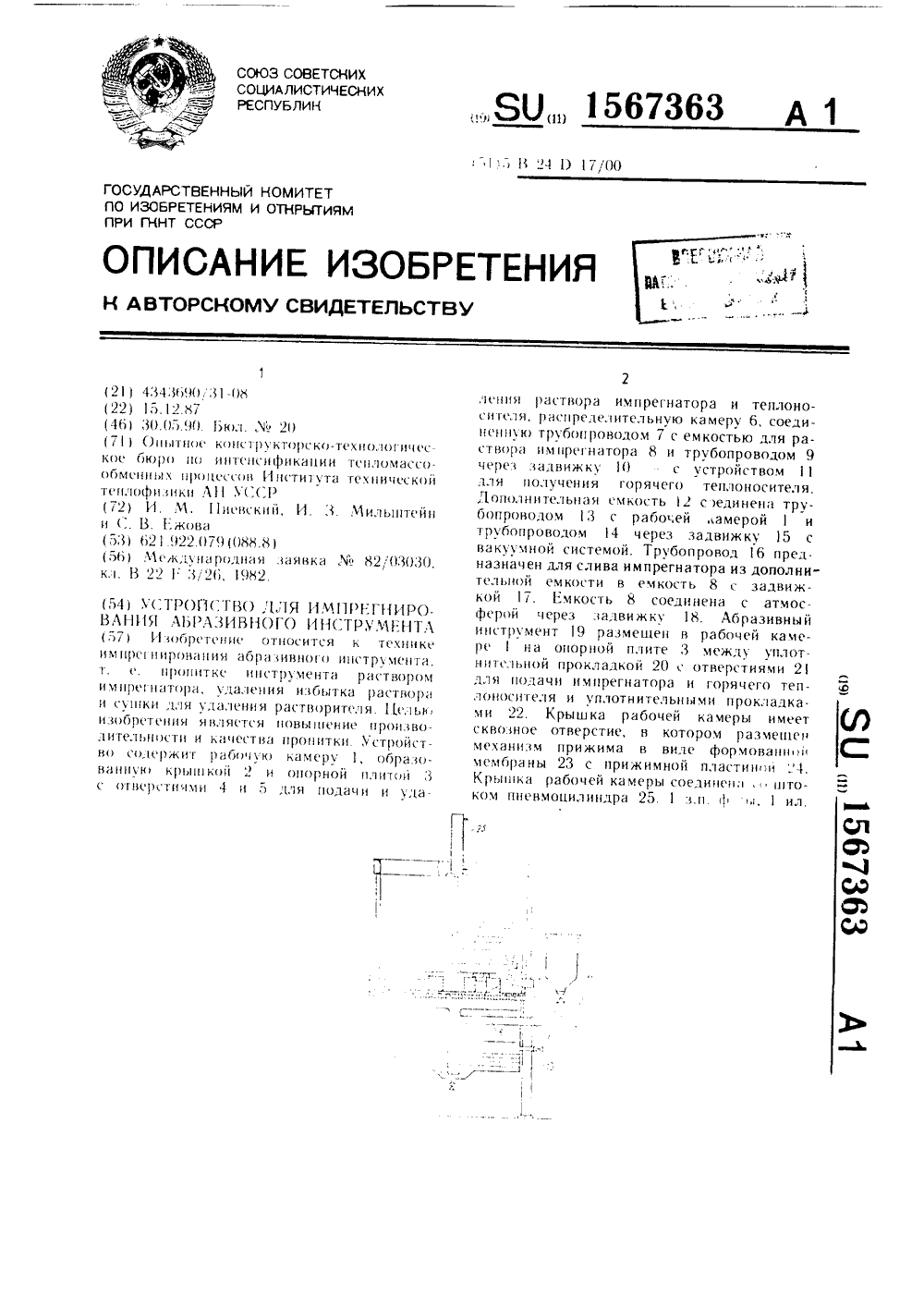
Устройство для импрегнирования абразивного инструмента
Номер патента: 1567363
Опубликовано: 30.05.1990
Авторы: Ежова, Мильштейн, Пиевский
МПК: B24D 17/00
Метки: абразивного, импрегнирования, инструмента
...к) емкс ь2, с Ос,синс ннун) гру 60 ироилом 13 с р(3601(1 кмс рой 1, и тру 60 нроволом 4 чр :л НИ+КЛ 1 ) С ВсКЛ ММНОИ СИССЛ 10 И, Грм( 1 РОВО,С, 11).,Ецс:11 сСНЬ 1 .15151.И И, И Л 1 РСс 1 Т)Рс З .30 О,1 И Г.,Ь 1 , КВ сл(кос 1 ь 8залвижк)и 1( 1.мкн 1, с(с ли цен; с е гмосферои с рс ( ;.33 и к клА 6 рсЗИ)НЫй 31 НС 1 руЛС 31 ) рдМС(ЕН Н р 1 6чей кдмс)снд)парной 31 лГ 1( 3 лсжлу ун.ннит(льный нрокл;1,3и 2)О врсгиями 2 лля нолс и Глпрс; н,о; ГОРЯЧЕ и Сц,ОНОСИСЛЯ И ЛИЛси 1(,НЫЛ; прок.ддкдми 22. Лрышк,3 р,60М( ры И Л 1 С СТ С КВО (НОС ОГВС РС ТИС, )3 К РОЛ Рс.Л)( Н С Ц Л С Л с 1 Н И 3 Л Н Р И ж И Ч Д, В Ь 1 Ц О,Е Н Н Ы И Н В Иформовдннои мем 6 рдны 23 с нр 1 жил НОй Н,;С Ив)й 24. ЛРЬцКс Р;60 Ч(й К,МС ры соелинсцд со штоком 1 нс вл 10131...
Шлифовальная головка

Номер патента: 1569195
Опубликовано: 07.06.1990
Автор: Ухов
МПК: B24B 23/02, B24D 17/00
Метки: головка, шлифовальная
...16 шарнирно соединены с болтами 18, входящими в пазы пластин 6 и .имеющими зажимные гайки 19, а плечи 20 рычагов опираются на упоры 12 плиты 11. Последняя имеет ограничитель перемещения, выполненный в виде клина 21, установленного с возможностью перемещения вдоль платформы 1 и взаимодействующего с клиновой поверхностью 22 пазов 23 упоров 12. Клин 21 снабжен фиксатором 24.Шлифовальная головка работает следующим образом.Устанавливают заданную величину деформации эластичной подложки 10 смещением клина 21 по платформе 1 и зажимают фиксатором 24, Переворачивают устройство эластичной подложкой 10 вверх. При этом плита 11 опускается на платформу 1, упоры 12 смещаются в отверстиях 13 благодаря наличию паза 23, а между клиновой поверхностью...
Сборный шлифовальный инструмент

Номер патента: 1572797
Опубликовано: 23.06.1990
Авторы: Еремин, Медведева, Филин
МПК: B24D 17/00, B24D 5/00
Метки: инструмент, сборный, шлифовальный
...с соответствующей поверхностью детали впоперечных сечениях 1-1 и 11-11, по- .стоянно, Сохранение постоянства этого отношения по мере износа шлифовальных кругов обеспечивается формойбоковой поверхности 7 впадины 5. Длина режущего выступа прерывистого круга уменьшается пропорционально радиусу К.По такой же закономерностиуменьшается длина режущей частисплошного круга, т.е. длина режущейчасти по мере износа круга уменьшается пропорционально радиусу круга г.Исходя из указанного условия, Формабоковой поверхности выступа определяется по Формуле. 1 = О(, К, = 27 Ь; п = сопя,где 1 длина дуги каждой впадины на произвольном радиусе прерывистого круга К";текущие значения соответственно центрального углаи радиуса...
Шлифовальный круг

Номер патента: 1585134
Опубликовано: 15.08.1990
Авторы: Макаров, Свинтицкий, Яркович
МПК: B24D 17/00
Метки: круг, шлифовальный
...настройку круга на размер перемещением ползунови последующим их креплением,При шлифованииметаллов скоростиизноса связки круга и зерен не равны, поэтому элементы соединяют с источником постоянного тока с напряжением вьппе суммы потенциалов перепассивации связки в паре электродов обрабатываемый металл " связка и потенциал перепассивации обрабатываемого металла в паре электродов связка -обрабатываемый металл, что обеспечивает электролитическое растворениесвязки и предотвращает круг от засаливания. При снятии слоя металла,засалившего круг, и обновления поверхности (или при отсутствии засаливания) напряжение тока снижают до величин в пределах суммы потенциаловполной пассивации металл-связки (вполе электродов связка - обрабатываемый металл)...
Электростатическая установка для изготовления шлифовальной шкурки

Номер патента: 1593939
Опубликовано: 23.09.1990
Авторы: Завидняк, Ивлев, Кучеров, Скочко
МПК: B24D 17/00
Метки: шкурки, шлифовальной, электростатическая
...1 ил,ектрическим сопротивле После попадания абразивных частиц на осадительный электрод 4, соединенный с источником высокого напряжения, и образования между ними электрического контакта происходит зарядка свободными носителями и их транспортировка в электрическом поле, созданном между осади- тельным 4 и заземленным 7 электродами. Заряд абразивной частицы обуславливается как свободными носителями заряда, так и связанными зарядами, которые создают дипольную поляризацию. Таким образом, абразивную частицу можно рассматривать как асимметричный диполь, на который действуют разные по величине электрические силы, причем большая при любом включении электродов будет направлена противоположно силам тяжести и адгезии между частицами абразивного...
Способ изготовления абразивного инструмента

Номер патента: 1604589
Опубликовано: 07.11.1990
Авторы: Альтшуллер, Дракин, Жихарев, Коровкин, Рогов, Рублев, Филатов
МПК: B24D 17/00, B24D 3/34
Метки: абразивного, инструмента
...поверхность и износ металла за счет коррозии, зависит от количественного их содержания в массе и соотношения,Выбор металлов и соблюдение соотношения между компонентами в массе для изготовления абразивного инструмента в соответствии с величинами износа компонентов с учетом коррозии обеспечивает самозатачивание инструмента в процессе обработки, позволяет осуществлять съем материала с обрабатываемой поверхности с высокой производительностью и стабильностью, Стабильность работы устраняет необходимость правки инструмента (вскрытие "засаленного" слоя), за счет чего износостойкость инструмента также возрастает,П р и м е р 1, Готовят инструмент для тонкого шлифования стекла, В качестве абразива используют элмазы АСН зернистостью 14/10, в...
Устройство для изготовления элементов кордовых полировальных кругов

Номер патента: 1604593
Опубликовано: 07.11.1990
Авторы: Агафонов, Иванов, Райзиг
МПК: B24D 11/00, B24D 17/00
Метки: кордовых, кругов, полировальных, элементов
...в магазин 15 устанавливают пакет армирующих колец 11. Кана- тики корда 4 пропускают через отверстия кронштейнов 2 и 3 и подвижной плиты 5. Диафрагма 10 раскрыта. Затем толкатели 19 по желобу 16 подают в диафрагму 10 армирующее кольцо 11, после чего диафрагма 10 с помощью привода 12, тяг 13 и шарниров 14 закрывается. При этом формообразующий упор 24 с помощью исполнительного цилиндра 30 перемещается из крайнего правого (исходного) положения влево до армирующего кольца 11 в диафрагме 10. Одновременно с этим подвижная плита 5 с помощью исполнительного цилиндра 7 перемещается вправо, Канатики корда 4, зажатые в ее отверстиях собачками 6, подаются через армирующее кольцо 11 диафрагмы 10 на формообразующий упор 24, который...
Устройство для сборки лепестковых кругов

Номер патента: 1604594
Опубликовано: 07.11.1990
Авторы: Наерман, Осипов, Подшивалкин
МПК: B24D 13/04, B24D 17/00
Метки: кругов, лепестковых, сборки
...обратном движению толкателя 6.Поджимная ползушка 4 соединена с хомутом 16, надетым на ролик 17, эксцентрично установленный на валу 18.Устройство работает следующим образом.В начале работы толкатель 6 установлен так, что его паз 11 для установки пакета лепестков 7 находится напротив поджимной ползушки 4 и является продолжением канала 3, причем ширина канала 3 равна величине паза 11. Поджимная ползушка 4 находится при этом в крайнем положении, т.е. отведена от канала толкателя 6, Такое ее положение обеспечивает возможность свободной установки в образовавшееся отверстие 19 пакета лепестков 7.,Лепестки в определенном количестве (из магазина лепестков, накопителя или подобного средства) подаются в отверстие 19 сверху, Поджимная ползушка 4...
Комбинированный шлифовальный инструмент

Номер патента: 1609628
Опубликовано: 30.11.1990
Авторы: Карев, Муслина, Правиков, Худобин
МПК: B24D 17/00, B24D 5/06
Метки: инструмент, комбинированный, шлифовальный
...силы тока в питающей цепи. Например,при использовании в качестве упругойпластины 3 термобиметалла маркиТБ 1523 толтиной 1 мм нагрев последнейна 1 С приводит к радиальному перемещению рабочей поверхности мелкозернист.того слоя на 0,04 мм.Расположение эластичных вставок наупругих термобиметаллических пластинах позволяет управлять демпФирующейспособностью инструмента эа счет изменения жесткости эластичного элемента, Кроме того, становится возможным демпФирование удара единичного абразивного зерна о поверхностьобрабатываемой заготовки, а следовательно, и стабилизации силовогон температурного режима шлиФования.Эластичные элементы, установленныена термобиметаллических пластинах,деФормируясь, увеличивают плошадь контакта круга и...
Способ изготовления абразивного инструмента

Номер патента: 1611722
Опубликовано: 07.12.1990
Авторы: Казаков, Качарава, Крыльников, Куликов, Молчанов
МПК: B24D 17/00
Метки: абразивного, инструмента
...ГКНТ СССР ОПИСАНИЕ(57) Изобретлению (произ 90. Бюл, М 4 энский абразивный заводуликав, П,В. Крыльникавва, С,А . Молча новков2.079(088.8)Фран 1 еии Р 2340803,3/10, 1976.ИЗГОТОВЛЕНИЯ АБРАЗИВНО Изобретение относится к пронзвад рут компоненты массы, включающеи абразивное зерно, керамическую связку, увлажнитель, временное связующее и выгорающие добавки - дробленые фруктовые косточки, древесные опилки или скорлупу грецких орехов, смепп 1- вают их, а перед смешиванием указанные вьпорающие добавки обрабатывают 20-40%-ньем раствором серной кислоты, промывают и сушат После смешивания всех компонентов из массы формуют заготовку и обжигают. Обработка растом кислоты таких выгораюьпих доба- позволяет растворить н 1 хс 1 ееяпп 1 ссяи оли а, чта г...
Способ полирования деталей лепестковыми кругами

Номер патента: 1620284
Опубликовано: 15.01.1991
МПК: B24D 17/00
Метки: кругами, лепестковыми, полирования
...лепестков круга 1 регулируютскорость истечения потока воздуха или 3жидкости из сопла 3, Поток, направленныйиз сопла 3, может затягивать из встречногосопла 4 СОЖ и распылять по поверхностилепестков, Сопла 3 и 4 устанавливают наопорах 5 для осуществления качения относительно опор 5, Качание сопел 3, 4 можнопроизводить, например, штангами гидроцилиндров, присоединенных к командоаппарату, При качании сопел 3, 4 поток воздухаили жидкости перемещается вдоль лепестка, оебспечивая деформацию разных частейлепестка; отгиб левого угла лепестка с изгибом, отгиб правого угла лепестка. Поток воздуха или жидкости направляют наповерхность лепестка, отстоящую от периферии лепестка на 0,1-0,2 длины лепестка,при этом поток перемещают вдоль...
Способ изготовления абразивного инструмента

Номер патента: 1625676
Опубликовано: 07.02.1991
МПК: B24D 17/00
Метки: абразивного, инструмента
...1 ные элементы по длине с менным контролем про каждоГО ОтдельнОГО элемс тичной подложкой брхска Устройство состоит корпуса 1, на котором з ляющая плита 2 из фтор гого пластика). В плите ля 1 огций паз, обеспечиваюгр к босс кон РО 11 ЗВОПРО 111 ката п а ГИЛ 1.- ШтаМ 1;с с шес й хо 1 з.заготовки бруска и )л .длацнь)м углом 1 Ъ к с)сц вран 1 с 51)уг)л ИО 1 рапносторонней при мы,), ус:дцоплецной в подшипниках 4 корпуса 1. 11 олн)ипники 4 закреплены в корпусе 1 крынкми 5 и 6 с помощью винтов 7, 11 ризмд 3 имест привод вращения (не показан). Ллмазнь брусок 8 состоит нз эластичной полложк 9 и алмазного Прокат 1 1 О, который в результате обрдботки разделяется нд отдельные длмазосолержащие элементы 11.Гри перс мешеции бруска 8 по...
Способ изготовления абразивного инструмента

Номер патента: 1627393
Опубликовано: 15.02.1991
Авторы: Банников, Чикова, Щербаков
МПК: B24D 17/00
Метки: абразивного, инструмента
...в шламе при традиционном отжиге. 1 табл. сть охлаждения стекла, находящегося в шлеме, при традиционном отжиге,Повышение производительности и чистоты при абразивной обработке хрупких материалов происходит благодаря тому, что после проведения термической обработки стеклянного шлама в зернах стекла возникают остаточные напряжения растяжения, которые пропорциональны скорости охлаждения и существенно (не менее, чем в 1,5 раза) уменьшают прочность на растяжение стекла при заявленной скорости охлаждения, что усиливает абразивное воздействие на поверхность инструмента шлама, возникающего в процессе абразивной обработки хрупких материалов, т,е, улучшаются условия самозатачиваемости инструмента.При опробовании способа изготовления инструмента...
Торцовый шлифовальный круг

Номер патента: 1627394
Опубликовано: 15.02.1991
Авторы: Грабченко, Еременко, Култышев, Пыжов
МПК: B24D 17/00
Метки: круг, торцовый, шлифовальный
...канала 9 являются продолжениями соответствующих поверхностей отверстий 14 для подвода смазочно-охлаждающего технологического средства (СОТС) в корпусе 1. Внешние поверхности 11 каждого канала 9 и соответствующие им поверхности отверстий 14 являются продолжением наружной поверхности 7. Кроме того, круг содержит эаборники 15 СОТС, установленные на дне 8 паза около каждого из каналов 9 так, что их рабочая поверхность 16 расположена в одной плоскости с соответствующей радиальной поверхностью 12 каналов 9. Поверхности 16 и 12 наклонены под углом а к торцам 2 и 5 корпуса 1. Угол а и высота и заборников выбрана из формулц 90 006 О,У 020 К 009 Ь(0,1 - 0,12) О, где О - диаметр круга.Круг работает следующим образом, ф Устанавливают круг на...
Упругий инструмент для обработки отверстий

Номер патента: 1634469
Опубликовано: 15.03.1991
Автор: Харлов
МПК: B24B 33/02, B24D 17/00
Метки: инструмент, отверстий, упругий
...отверстия во время ее вставления в прорези втулки 2, Последняя выполняется из легкого материала, например дюралюминия, Она навинчивается на оправку 3, выполненную, например, тоже из дюралюминиевой трубки, Ленты 1 распираются пружинными отрезками проволоки 4, а чтобы компенсировать большую упругость ленты противоположные концы лент могуТ быть связаны пружинками.На поверхность металлической ленты, которая контактирует с обрабатываемой поверхностью, наклеивается абразивная лента 5, которая представляет собой широко распространяемые для наружного ленточного шлифования шлифовальные ленты, Эта лента крепится на упругой ленте 1 посредством нанесенного с ее тыльной стороны клейкого вещества,Перед работой лента 1 вставляется впрорезь втулки 2,...
Абразивный круг

Номер патента: 1645124
Опубликовано: 30.04.1991
Автор: Доронин
МПК: B24D 17/00
Метки: абразивный, круг
...плотностью и зернистостью абразивной массы обеспечивает более равномерный износ круга вдоль его образующей. При уменьголовок. Целью изобретения является повышение качества обработки за счет равномерности износа инструмента вдоль его образующей при обработке отверстий конической формы. Абразивный круг выполнен с переменной плотностью абразивной массы в каждом из поперечных сечений, которая увеличивается с уменьшением его радиуса. Зернистость абразивной массы также выполнена переменной в каждом из поперечных сечений и уменьшается с уменьшением радиуса круга. 1 шении радиуса поперечного сечения круга пропорционально уменьшается рабочая скорость и в результате возрастает толщина среэаемой каждым зерном стружки, Изменение...
Абразивный инструмент

Номер патента: 1645125
Опубликовано: 30.04.1991
Автор: Матюха
МПК: B24D 17/00
Метки: абразивный, инструмент
...контакт цилиндрической поверхности 10 тарельчатых пружин с цилиндри-ческой поверхностью 11 проточек 8 ипосадочной поверхностью 12 корпуса 1. Спомощью регулировочных винтов 7 устанавливается требуемая высота Н рабочей поверхности абразивного инструмента. Затемосуществляется предварительная затяжка 5 10 15 20 25 30 35 40 45 50 55 винтов б, в результате которой тарельчатые пружины приходят в напряженное состояние, осуществляя поджим подвижной абразивонесущей части 3 через торцы регулировочных винтов 7 к абразивосодержащей части 2, жестко закрепленной на корпусе 1. При этом контакт цилиндрических поверхностей 10 с поверхностями 11 и 12 должен отсутствовать,С помощью индикатора часового типа, установленного на стол шлифовального станка,...
Абразивный отрезной круг

Номер патента: 1646827
Опубликовано: 07.05.1991
Авторы: Приходько, Толкачев, Харламов, Юдин
МПК: B24D 17/00, B24D 18/00
Метки: абразивный, круг, отрезной
...5. Толщина В этого слоя выбрана из условия,В=(0,5 - 1,0)асср,др - размер абразивных зерен, расположенных на периферии,При резке материала по участку А на боковых сторонах реза образуются участки а с микротрещинами. Глубина залегания микротрещин зависит от величины абразивного зерна, расположенного на периферийном алмазоносном слое.Толщина слоя, располагаемого на торцовой стороне инструмента, назначается иэ. условия В= 0,5-1,0)дср, гарантирующего удаление образовавшихся микротрещин,П р и м е р, Изготовление круга АКВР 597 х 203 х 0,45; Для формирования на рабочей периферийной кромке корпуса круга крупнозерни.стого слоя корпус 1 зажали междуизоляторами 6 заподлицо со ступеньками 7 5 изоляторов, В полости 8, образовавшейсянад периферийной...
Устройство для ленточного шлифования

Номер патента: 1646828
Опубликовано: 07.05.1991
Авторы: Антонян, Баламцарашвили, Тавхелидзе, Цховребашвили
МПК: B24D 17/00
Метки: ленточного, шлифования
...ленты,Устройство работает следующим образом.Включают электродвигатель 13, который приводит корпус 1 во вращение. Шарнирный параллелограмм в этот момент отклонен в крайнее правое положение (не показано), а коромысло 20 наклонено так, что ролик 21 расположен напротив предварительно обточенного сферического торца заготовки 18, перекрывая ей выход из транспортера. Перемещаясь вдоль стрелки между роликами 19 транспортера, заготовка отклоняет ролик 21 коромысла 20, которое через тягу 22 переводит параллелограмм из крайнего правого в крайнее левое положение, показанное на фиг. 1. В этом положении, как и в крайнем правом положении, параллелограмм надежно фиксируется триггерным устройством, состоящим из тяги 16 и пружины 17. Продолжая...
Полировальный инструмент для обработки сферических поверхностей

Номер патента: 1657360
Опубликовано: 23.06.1991
Авторы: Дракин, Рогов, Рублев, Филатов
МПК: B24D 17/00
Метки: инструмент, поверхностей, полировальный, сферических
...деталей объектива "Индустар" диаметром 15 мм (вогнутой и выпуклой поверхностей) радиусом й 15,066 мм из стекла марки К 100 с требованиями по точности й "5, Ьй = 1 интерференционных колец и частоте Р-Ч изготовлен полировальный инструмент радиусом 15 мм с коническим отверстием в центре абразивосодержащего слоя и цилиндрическим.1657360 рометров, вследствие чего точность обработанных поверхностей й5 интерференционных колец выше, чем у прототипа (примеры 6-8),Благодаря предложенной конструкции полировального инструмента повышена точность формообразования указанных деталей до М = 2 - 3 при ЛМ 0,3, практически исключена операция правки инструмента и подналадки станка в процессе полирования. Предложенное техническое решение может быть...
Алмазный инструмент

Номер патента: 1664539
Опубликовано: 23.07.1991
Авторы: Анохин, Луганский, Терентьев
МПК: B24D 17/00
Метки: алмазный, инструмент
...(СОЖ) стружки и шлама. 1 ил,1664539 Составитель Т.НиконороваТехред М,Моргентал Корректор Н.Король Редактор О.Хрипта Заказ 2351 Тираж 455 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 Изобретение относится к конструкцииалмазного инструмента и может быть использовано в различных отраслях промышленности для финишной обработкипрецизионных деталей. 5Целью изобретения является повышение стойкости инструмента.На чертеже показан инструмент, общийвид.Алмазный инструмент содержит корпус 101 с закрепленной на нем рабочей частью 2,выполненной из установленного на торецпакета пластин пористого...
Способ изготовления абразивного инструмента из микрошлифпорошков и устройство для его осуществления

Номер патента: 1678591
Опубликовано: 23.09.1991
Авторы: Абрамов, Зыков, Куревлев, Материкин, Немов, Раздольская, Широков
МПК: B24D 17/00
Метки: абразивного, инструмента, микрошлифпорошков
...для новой заливки шликером.Для координации всех рабочих органов устройства линия оснащена системой управления, работающей в наладочном и автоматическом цикле, Расположение ламп с плотностью излучения 0,05 - 0,3 кВт/см и их2 размещение на определенном расстоянии от поверхности формы обеспечивают согласно способу достижение влажности заготовок 0,5-8 за 1 ч сушки, что обеспечивает получение высококачественных изделий после обжига без деформации, трещиноватости и равномерных по твердости, при резком повышении производительности процесса изготовления инструмента.Выполнение донной части формы тепло- и влагопроницаемой, т.е, в виде сетки с размером ячейки в свету, превышающей в 2 - 3 раза (21 - 84 мк) размер самого крупногозерна из...
Способ изготовления абразивного инструмента

Номер патента: 1682153
Опубликовано: 07.10.1991
Авторы: Беликов, Маркман, Сатановский, Фазылов
МПК: B24D 17/00
Метки: абразивного, инструмента
...никеля, ОсаждаемогО из стандацноО элек 1 гролита матового ни келирования при следугощих режимах, плотность тока О,5-20 А/дм; температура электролита 45-50 С рй среды 3,8-45; Вре. мя проц 8" се Определяася скоростью ОСР- дениЯ и заданной толщиной гальванической 4 О связи.Используя специальное приспособле" ни 8, Обесп 8 чивающее ПОС"оянствО базы, в матрицу с алмаэогальвани еским слоем у- танавливают металличвск 1 УЙ корп 1 с ролика 45 и соединяют их между собой путем заполнения зазора М 8 жду кэрпусом и алмазогальваническим слоем расплавом легкоплавкого металла, состоящего иэ 6 О% олова и 4 Оф висмута. Затем посадочное отверстие и тор О цовы 8 пов 8 рхности кОрпуса подвергают ме" ханической обработке после чего матрицу разрушают Отделяя...
Устройство для абразивной обработки труднодоступных поверхностей

Номер патента: 1696292
Опубликовано: 07.12.1991
Автор: Крютченко
МПК: B24D 17/00
Метки: абразивной, поверхностей, труднодоступных
...2 с помощью гибкой ленты 11, прижатой к промежуточному патрубку 3 и к корпусу 1 П-образными накладками 12. С противоположной стороны поворотная головка 2, промежуточный пат 1696292рубок 3 и корпус 1 также соединены с по. мощью гибкой ленты 13,Для увеличения жесткости поворотной головки 2 относительно корпуса 1 в плоскости, перпендикулярной плоскости поворота головки, нижняя часть корпуса 1 и промежуточный патрубок 3 выполнены с максимально возможным диаметром, определяемым размерами смотровых окон, э в поворотном механизме головки использовано не менее двух гибких лент 11 и 13, которые обеспечи, вают гибкость в одной плоскости и жест, кость в плоскости, перпендикулярйой ей.К гибкому стержню 4 прикреплен режущий инструмент (абразивная...