B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
Горелка для паяльных ламп с жидким горючим

Номер патента: 21641
Опубликовано: 31.07.1931
Автор: Злуницын
МПК: B23K 3/04, F23D 17/00, F23D 21/00 ...
Метки: горелка, горючим, жидким, ламп, паяльных
...5 в верхней своей части расширяется и переходит в испаритель 8, за. крытый с одного конца и снабженный надетой на него чашкой б для перво- начального разогревания горелки. Через испаритель проходят две завальцованные в него и открытые с двух концов трубки 7 и добавочная верхняя трубка 9, внутри которой вставлена трубка 10,снабженная на одном конце, общем с трубкой 9, соплом 11 и открытая с другого конца, Пары топлива из испарителя 8 попадают в трубки 9 и 10 через отверстие 12, при чем трубка 9 снабжена, кроме того, отверстием 15, через которое она сообщается с прикреплен. ным к ней отростком 13, несущим основное сопло 14 горелки и закрытым пробкой, отвинчиваемой для его очистки. На испарителе 8 надет также кожух 16, снабженный козырьком...
Электрический прибор для вскрывания запаянных металлических банок

Номер патента: 22829
Опубликовано: 30.09.1931
Автор: Чилидзе
МПК: B23K 3/04
Метки: банок, вскрывания, запаянных, металлических, прибор, электрический
...припоя и крыш атываемая кромками 1, 1, сн 3 повреждения банки, Затемрышки могут быть использован ка, заима ется банки и ы вновь,зображает вид ным разрезом; зобретения. и чески янных щийся льного по оси ного ж по сво кромк для я крыши прибор для вметаллическихтем, что он соссопротивленияскрепленного солоба 3, каковоей длине щепеи 1 и 1 которогзахватывания отки. Предлагаемое изобретение состоит в особом конструктивном выполнении прибора для вскрывания запаянных металлических банок.На чертеже фиг. 1 исбоку прибора с частичфиг. 2 - вид его сверху.К ручке прибора, снабженной капалом для токоподводящих проводов, прикреплен дугообразный жолоб 3, по оси которого помещено нагревательное сопротивление 2, Жолоб 3 имеет по всей длине...
Способ изготовления плавня (флюса) для кузнечной горновой сварки содержащего мышьяк железа

Номер патента: 23072
Опубликовано: 30.09.1931
МПК: B01F 3/18, B23K 35/362
Метки: горновой, железа, кузнечной, мышьяк, плавня, сварки, содержащего, флюса
...из горна честве флю для сварки обсыпаются ператур ка для проков Предмет иСпособ изготовл для кузнечной горн щего мышьяк желез и дуры, отдичающийс составных частей соды и буры, выс цовый глет и безво составные части, по рошкообразном виде измельчаются в по пография ,С тский Печатник", Мохова По предлагаемому способу изготовление плавня, выполненного с применением соды и буры и предназначенного для кузнечной горновой сварки содержащего мышьяк железа, производится путем измельчения сплавленных в порошкообразном виде соды, буры, высушенной глины, свинцо. вого глета и безводного поташа.Плавень (флюс) для кузнечной горновой сварки содержащего мышьяк железа составляется из 1 весовой части обыкновенной высушенной глины, 3 весовых частей...
Способ изготовления стабилизирующей дугу оболочки для сварочных электродов

Номер патента: 23497
Опубликовано: 31.10.1931
Автор: Олюнин
МПК: B23K 35/365, B23K 35/40
Метки: дугу, оболочки, сварочных, стабилизирующей, электродов
...дугу оболочки для сварочных электродов,К авторскому свидетельству И. Ф. Олюнина, заявленному 3 сентября 1929 года (заяв. свид. 3 54025). О выдаче авторского свидетельства опубликовано 31 октября 1931 года.Предмет изобретения. Ъщ. сйечатвый Турэ. Предлагаемое изобретение касается способа изготовления стабилизирующей дугу оболочки для сварочных электродов, для которой, в качестве основного материала обмазки применен поташ.Согласно изобретению, к раствору поташа в воде добавляют в незначательном количестве окись цинка и перекись водорода. Способ изготовления стабилизирующей дугу оболочки для сварочных эле ктродов с применением пота 1 иа в качестве основного материала обмазки, отличающийся тем, что к раствору поташа в воде добавляют...
Электронагревательный прибор для целей припаивания сотовых радиаторов

Номер патента: 24050
Опубликовано: 30.11.1931
Автор: Жулин
Метки: прибор, припаивания, радиаторов, сотовых, целей, электронагревательный
...введения паяльника внутрь таковых.Предлагаемое изобретение касается подобных электрических нагревательных приборов и предназначено для целей пропаивания трубок сотовых радиаторов.На чертеже фиг. 1 изображает продольный разрез прибора; фиг. 2 - сменный нагревательный элемент.Предлагаемый прибор состоит из медной толстостенной трубки 1, служащей для вмещения сменных электрических нагревательных элементов и снабженной рукояткой 2. Нагревательный элемент состоит из трубки 3, изготовленной из изолирующего материала (например, из ыдаче авторского свидет стекла), с помещенным в нее нагревательным сопротивлением,Согласно изобретению, с целью сосредоточить нагрев трубки в определенной части пропаиваемого шва, применяемые в приборе...
Электрод для точечной электросварки

Номер патента: 24052
Опубликовано: 30.11.1931
Автор: Львов
МПК: B23K 11/10, B23K 11/30
Метки: точечной, электрод, электросварки
...прорез гильзы 1.Обойма 7 может быть выполнена вы ступающей,за рабочий конец электродаи снабжена изолирующей прокладкой 11,п осредством которой она прижимаетсяк свариваемой поверхности.При производстве электросварки рабочий конец электрода прижимается к свариваемой поверхности сначала обоймой 7, которая, перемещаясь вдоль гильзы 1, сжимает пружину 8, после чего сварочный контакт 4 соприкасается со свариваемымпредметом. Передачей давления частичночерез обойму 7 имеется в виду предотвратить сплющивание контакта 4.Для той же. цели может быть применена электрически изолированная от электрода и могущая свободно поворачиваться вокруг гильзы 1 обойма 7 (фиг. 2), снабженная двумя или несколькими рычажками 14, щарнино укрепленными на...
Станок для обмазки электросварочных электродов

Номер патента: 24053
Опубликовано: 30.11.1931
Автор: Казанский
МПК: B05C 3/10, B23K 35/40, B65G 49/02 ...
Метки: обмазки, станок, электродов, электросварочных
...поперечными проре-.зями. Эти прорези служат направляю.щими для лопастей крестовины, снабженных на вставляемых концах зубцами,сцепляющимися с шестернями другойоси, вставляемой в первую. Поворотомвторой оси относительно первой можно сварочных электродов.д. Казансяогй заявленномув. свид.81857).ликоввно 30 ноября 1931 года. изменять. по величине рабочую длину лопастей, в зависимости от размеров обмазываемых электросварочных электродов. Это устройство, регулирующее длину лопастей, расположено по одну сторону ванны 4, а по другую расположена зубчатая передача 10, осуществляющая передачу вращения крестовине от конвейера. Ванна 4 снабжена направляющими 9 для воронки 1 с целью изменения загрузочного пространства последней при помощи болтов...
Электрододержатель для дуговой электрической сварки

Номер патента: 24054
Опубликовано: 30.11.1931
Автор: Ефремов
МПК: B23K 9/28
Метки: дуговой, сварки, электрической, электрододержатель
...для проводов, а другой навинтованный конец снабжен отверстием б для вставления в него электрода 4. Токоведущий стержень 1 окружен изолирующей обоймой 2, используемой в качестве рукоятки(фиг.1).Согласно изобретению для зажимания или освобождения электрода применена надетая на навинтованный конец стержня 1 фасонная трубчатая гайка нли трубка 3, которая своей торцевой частью зажимает электрод 4 в отверстии б. Зажимание и освобождение электрода 4 производится непосредственным вращением гайки 3 в соответствующую сторону.Указанная гайка 3 выполнена таким образом, что нарезка как стержня 1, такХи гаики 3, защищена от образующихся при сварке искр раскаленного металла телом самой гайки.С целью предотвратить повреждение руки сварщика от искр...
Способ изготовления инструментов с рабочей поверхностью из твердых карбидов металлов

Номер патента: 24336
Опубликовано: 30.11.1931
МПК: B22F 7/00, B23K 20/22
Метки: инструментов, карбидов, металлов, поверхностью, рабочей, твердых
...года (заяв, свид. МГ. Сарафанов и Н. М. Лнвеноября 1931 года, Действиет от 30 ноября 1931 года. балы, никель, железо); на этот слой помещается второй слой порошка карбида вольфрама или аналогичного металла, также с прибавлением более легкоплавкого металла, но в меньшей пропорции чем в первом слое, или иных связующих веществ,Затем инструмент закладывается в специальную оправку (или заформовывается) и нанесенная смесь прессуется с одновременным пропусканием через смесь и инструмент электрического тока, что особенно удобно делать на аппарате для стыковой сварки.Этим смесь нагревается до высокой температуры (порядка 1500 ); при этом слой порошка спекается или сплавляется и образует твердый рабочий слой, который при помощи...
Способ и устройство для электрической сварки и пайки металлов

Номер патента: 24500
Опубликовано: 31.12.1931
Автор: Кузнецов
МПК: B23K 31/02, B23K 9/12
Метки: металлов, пайки, сварки, электрической
...заполненной порошкообразным (например, каменный уголь, графит, сажа или смесь их) сопротивлением 3. Сквозь отверстия 13 в крышке 7 головки 1 электрододержателя и отверстие 12 в ней пропущен сварочный электрод 4 из однородного со свариваемым предметом металла, Электрический ток подводится по проводу 8, пропущенному через ручку электрододержателя, к электропроводной вставке 2 и дальше через сопротивление 3 по электроду 4 через свариваемый предмет, в момент его соприкосновения с электродом, отводится по проводу б обратно в сеть. Для подачи электрода 4 по мере его оплавления применено роликовое приспособление 5, помещенное на крышке 7 головки 1 электрододержателя.При прикосновении электрода 4 к свариваемому предмету конец электрода...
Приспособление для установки свариваемых деталей под требуемым углом друг к другу

Номер патента: 24630
Опубликовано: 31.12.1931
Автор: Фатаки
МПК: B23K 37/04
Метки: друг, другу, свариваемых, требуемым, углом, установки
...углом друг к другу. уНа чертеже фиг. 1 изображает общий вид приспособления; фиг. 2 вид приспособления в разрезе. , Две дуги 5 и б, каждая из которых представляет собой четверть окружности,снабжены долевыми прорезами и соединены расположенным в их прорезах зажимным шарниром 7. На свободных концах дуг би бпри помощи шарниров 8 н 9 установлены коробки 1 и 2, снабженные зажимными для свариваемых в приспособлении деталей и винтами З, 4. При пользовании приспособлением предназначен ные для сварки детали 10 и 11 закрепляются в коробках 1 и 2 при помощи винтов и 4 и устанавливаются под требуемым углом друг к другу путем соответствующей установки коробок 1 и 2. Установленные под углом детали приводятся в соприкосновение путем относительного...
Станок для пайки в стык труб и припайки фланцев, колец и т. п.

Номер патента: 24631
Опубликовано: 31.12.1931
Автор: Сысоев
Метки: колец, пайки, припайки, станок, стык, труб, фланцев
...сверху,Внутри пустотелой колонки 1 станкарасположен винт 3 с гайкой 4, снабженной приливом, заходящим в долевой прорез колонки 1 и скрепленным с охватывающим колонку столом 2. На столе 2 установлен диск 5 и поворотный вокруг кольцевого буртика диска 5 горн б, в стенке которого закреплена горелка 7, соединенная гибкими шлангами 8 с нефтяным баком 9, подающим в горелку нефть, и с вентилятором 10, подающим в горелку воздух. Горн б, диск 5 и стол 2 снабжены расположенными по одной вертикальной оси центральными отверстиями, наличие которых позволяет завести в горн б концы спаиваемых на станке частей. При пользовании станком предназначенные для пайки части приводятся в соприкосновение спаиваемыми концами и закрепляются в установленных на...
Электрогазовый плавильник для дуговой электросварки

Номер патента: 24632
Опубликовано: 31.12.1931
Авторы: Дульчевский, Никитин
Метки: дуговой, плавильник, электрогазовый, электросварки
...в виде стержня катода, расположенного внутри электрода 1. Снаружи электрода 1 располагается обвивающий его соленоид 3, выполненный в виде пустотелой спиральной трубки, внутренняя полость которой предназначена для пропускания через нее газа, предохраняющего свариваемый шов от загрязнения.При пользовании плавильником соленоид 3 включается последовательно или параллельно с анодом и служит для создания магнитного поля, которое, взаимодействуя с полем, создаваемым электродом катодом 2, должно создать вращающуюся вольтову дугу. Регулирование длины дуги, выступающей из отверстия воронки анода, достигается или перемещением электрода 2, или переключением соленоида 3 с последовательного на параллельное соединение, или, наконец, включением...
Способ повышения проводимости атмосферы вольтовой дуги

Номер патента: 24819
Опубликовано: 31.12.1931
Автор: Потмен
МПК: B23K 35/38, B23K 9/16
Метки: атмосферы, вольтовой, дуги, повышения, проводимости
...железа. Все упомянутые примеси обладают большой электронной эмиссией и мало разла гаются в дуге. Этим увеличивается по стоянство электрического разряда особенно тогда, когда его поддержание труднее, как например, при сварке переменным током, в защитных газах или приалюминии, МЭГНИИ, никеле, меди И ИХ сплавах, а также ПРИ сварке ПУТЕМ расплавления.Согласно предлагаемому изобретению при употреблении для распыления в атмосфере вольтовой дуги всех указанных выше веществ применяется пламя грему ИЗВССТНО также введениечего газа, помещенное рядом с электрической дугой, при чем вещества эти распыляются либо до, либо после смешения газов друг с другом или с воздухом. РасПЬХАВНИЗ, кроме ТОГО, МОЖЕТ также ПрОИС ходить либо до, либо после смешения...
Способ изготовления паяльной мази

Номер патента: 25034
Опубликовано: 31.01.1932
Авторы: Левашов, Сретенский
МПК: B23K 35/40
...пособа изготовления паяльной иаз тву П. А. Иева+а 1930 года шова и А. Н. Сретенског заяв. свид. М б 602), К авторскому свидетел ному 10 мвлениковано 31 янв 2 года даче авторского свидетельства его весь твор сер кой щело кив нем канифолью, послпидарно - вазелиновыйканифоли омыливается ази, азе- мыь, Печатный Тр По предо мазь изготов едкой щело вого растворПредлагае паяльной ма щем составл ном подверга ногорастворе разбавляется агаемому способу паяльная ляется путем омыливания чью скипидарно-вазелиноасеры и канифоли.мый способ изготовления зи заключается в следую. енная смесь серы с вазелиется подогреванию до полния серы. Полученная масса скипидаром с растворенной редм ет изоб ретения. Способ изготовления паяльной отличающийся тем, что...
Приспособление к паяльному автомату для отрывания одного корпуса коробки от другого во избежание их спайки

Номер патента: 25035
Опубликовано: 31.01.1932
Авторы: Корнюшин, Коростелин
МПК: B23K 3/00
Метки: автомату, другого, избежание, коробки, корпуса, одного, отрывания, паяльному, спайки
...предлагаемого приспособления по каналу движения коробок.К телу канала 1, в котором ются запаиваемые коробки, спаяльного приспособленищью шпилек 1011 прикре едлагаемое приспособление, В подшипниках, установленных на шпильках 11 помещаются валы резина. вых дисков 2, 2, своими ободами входящих в продольные прорези канала 1 для соприкосновения с поверхностью коронок Для передачи движения ра этих валах укреплены барабанчики 3, 3 снабженные концентрично расположенным рядом отверстий (см. сечение), в которые входят цилиндрические стержни 4, 4,согнутые под прямым углом, Свобод ные концы последних помещаются в та. кие же отверстия или каналы верхних барабанчиков 5, 5, закрепленных на валу 8 диска 7, предназначенного сбрасывать все излишки припоя....
Изобретение к автогенной горелке для сообщения колебательного движения

Номер патента: 25037
Опубликовано: 31.01.1932
Автор: Игнатенко
МПК: B23K 5/20, F23D 14/46
Метки: автогенной, горелке, движения, изобретение, колебательного, сообщения
...на, оси 14 пластинки 12, соединенной с пал-ьЦем 11 кривошипа 9, выполненного ввиде ЗБЕЗДОЧКИ, СОЕДИНСННОЙ бесконеч ной цепью 8 с звездочкой 7, сидящей на оси 18. Ось 18 при помощи зубчатой передачи 3, 4, 5, б, заключенной вустановленную на горелке коробку 19, сое; диняется с осью 10, снабженной закрепленным на ней турбинным колесом 2,расположенным в одном из газовых каналов горелки.О выдаче авторского свидетельства опубликовано 31 января 1932 года., При пользовании горелкой, турбинное колесо 2 приводится во вращение про ЖОДЯЩИМ ПО КЗЙЭЛУ горелки ГЗЗОМ -И пе редает это вращение, через передачу 3,4, 5, б, 7, 8, кривошипу 9. Вращение пальца 11 кривошипа 9 вокруг оси последнего преобразуется в колебательное движение пластинки 12,...
Приспособление к газогенераторам автогенной сварки для автоматического прекращения выпуска ацетилена при обратном движении кислорода

Номер патента: 25382
Опубликовано: 29.02.1932
Автор: Берлин
МПК: B23K 5/00, C10H 21/08, F16L 55/16 ...
Метки: автогенной, ацетилена, выпуска, газогенераторам, движении, кислорода, обратном, прекращения, сварки
...чертеже фиг. 1 изображает вид приспособления сбоку; фиг. 2 - .вид его спереди; фиг. 3 - вид его сверху.Над выходным отверстием трубки 10 (фиг, 1 - 3) водозатвора газогенератора расположена крышка 9, укрепленная на конце двуплечего рычага, поворотного на оси 1.Другой койец указанного двуплечего рычага снабжен лапкой 2, удерживающей при нормальной работе газогенератора ручку 3 крана в штуцере 11 в открытом положении. Пробка крана штуцера 11 снабжена блоком 4, к ободу которого прикреплен шнур, огибающий направляющий ролик 5 и несущий на конце;груз 7,При нормальной работе газогенератора нраи щтуцера 11 открыт вследтого, что его ручка 3 удерживается й 2 двуплечего рычага. Когда же убки 10 водозатвора вытекает вода, а поднимает...
Механизм для автоматической прерывистой подачи электродной проволоки при электрической дуговой сварке

Номер патента: 25654
Опубликовано: 31.03.1932
МПК: B23K 9/12
Метки: автоматической, дуговой, механизм, подачи, прерывистой, проволоки, сварке, электрической, электродной
...На левом конце коромыслоимеет продолговатое отверстие, в котором установлен эксцентрик 8, укрепленный на оси, вращающейся в подшипниках 6 и 7. Экецентрик 8, приводитсяво вращение от приводного. двигателя,присоединяемого полумуфтой 9 и устанавливаемого на площадке 70 консолиХ 1. В правом плече коромысла в отверстии установлена изакреплена устано.ночным кольцом 4 б ось 7 З захватывающей проволоку щеки.И; щека 12, качаясь вместе с коромыслом, может свободно . поворачиваться вокруг этой оси,Со щекой 12 составляет одно целоеплечо 14, Обращенное в сторону оси ко.ромысла 1 и оканчивающееся отверстиемМ, в котором установлена поворотнаяголовка 1 б с двумя выступами 7 Г и 18,Выступы 77 и 78 расположены так, чтопри повороте головки 1 б в ту или...
Механизм для автоматической подачи электродной проволоки при электрической дуговой сварке

Номер патента: 25655
Опубликовано: 31.03.1932
Автор: Петрунькин
МПК: B23K 9/12
Метки: автоматической, дуговой, механизм, подачи, проволоки, сварке, электрической, электродной
...центру6 шейки Ф возле центра 8,На шейке 7 сидит кольцо 9 с выступающими захватываюЩими зубцами 10,которые таким образом будут совершатьколебательное движение, соответствующее колебаниям центра бпериодическито прижимая электродную .проволоку 11к ролику. М, тЬ,освобождая ее. Приотходе зубцов .с помощью пружины 26прозолока прИжимаетеи роликом 1 кпланке И, имеющей для прохода зубцовсоответствующий прорез. Это движение,соответствующее движению точки пооси уу, является постоянным по амплитуде.Второе. движение . переменное как познаку, так и по амплитуде, соответствую-щее движению проэкции точки по осихх, получается от того же эксцентрика: 9, но а помощью шарнира 74, тяги 1 Би опорного рычага 76, свободно сидящего на оси 8. Таким...
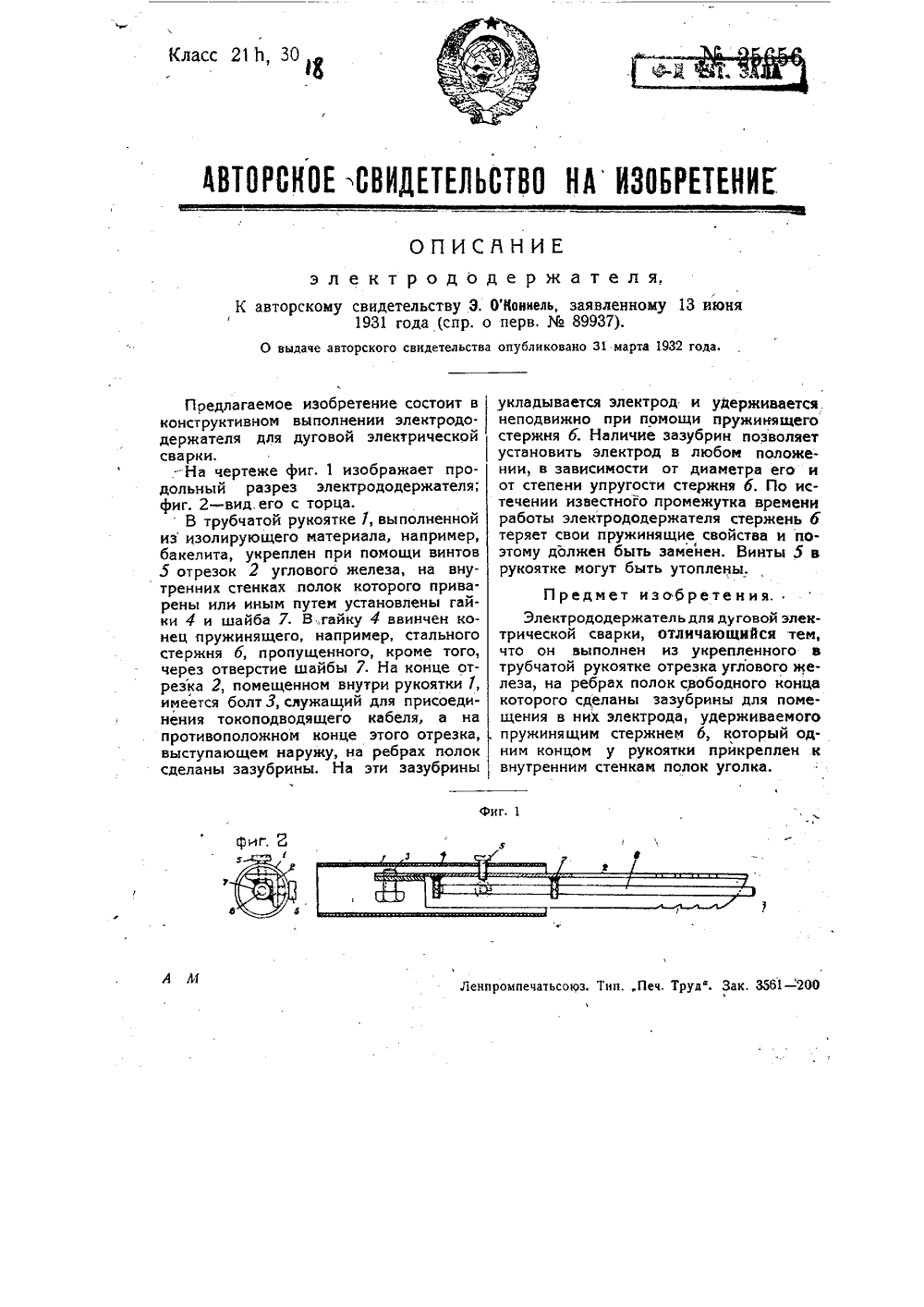
Электрододержатель
Номер патента: 25656
Опубликовано: 31.03.1932
Автор: Оконнель
МПК: B23K 9/28
Метки: электрододержатель
...бакелита, укреплен при помощи винтов 5 отрезок 2 углового железа, на внутренних стенках полок которого приварены или иным путем установлены гайки 4 и шайба 7, В.,гайку 4 ввинчен конец пружинящего, например, стального стержня б, пропущенного, кроме того, через отверстие шайбы 7. На конце отрезка 2, помещенном внутри рукоятки 1, имеется болт 3, служащий для присоединения токоподводящего кабеля, а на противоположном конце этого отрезка, выступающем наружу, на ребрах полок сделаны зазубрины. На эти зазубрины укладывается электрод и удерживается. неподвижно при помощи пружинящего стержня б. Наличие зазубрин позволяет установить электрод в любом положении, в зависимости от диаметра его и от степени упругости стержня б. По истечении...
Зажим для удержания свариваемых частей при дуговой электрической сварке

Номер патента: 25910
Опубликовано: 31.03.1932
Автор: Силин
МПК: B23K 37/04, B23K 9/32
Метки: дуговой, зажим, свариваемых, сварке, удержания, частей, электрической
...б должна быть изогнута п 8 радиусу, равному ра. ,диусу изготовляемой детали. Рейка б .может быть либо короткой и выполненной из железа, или же, в тех случаях, когда требуется усиленный отвод тепла во .избежание деформаций материала или прогаров, она может быть взята по длине, равной длине всего шва и выполнена из ,красной меди.Ширина стяжки в, в выбирается в за.висимости от величины собираемой конструкции, т.-е, с точки зрения механической прочности ее,Видоизменение стяжки (фиг. 5 и 6) применено более упрощенное приспособление для заклинивания, состоящее из сплошной планки а, с отверстием в середине; захват стяжки в, в в данном случае осуществляется при помощи клина г, из закаленной стали, одна из сторон которого сделана гладкой, а...
Способ изготовления сварных волнистых компенсаторов для трубопроводов

Номер патента: 25159
Опубликовано: 30.04.1932
Автор: Лазарев
МПК: B23K 31/02
Метки: волнистых, компенсаторов, сварных, трубопроводов
...диаметром от 20 до 80 мм и больше (в зависимости от диаметра компенсатора), заготовляют спираль с числом витков, соответствующим числу гребней (волн) компенсатора и средним диаметром, равным диаметру трубопровода.Затем спираль эту разрезают на отдельные витки, которые выпрямляют и сваривают в кольца. После этого каждое кольцо на токарном станке разрезают по линии А - Б на два кольца выпуклое и вогнутое, при чем разрез делают, как изображено на фиг. 1, т.-е, образуетсяжелобчатая канавка для будущей сварки.Следующей операцией является сварка этих колец в готовый компенсатор, для чего выпуклое и вогнутое кольцо сдвигают друг относительно друга и сваривают (фиг, 2). Затем остается только приварить отрезки прямой трубы с фланцами. Подобным...
Способ электрической дуговой

Номер патента: 26005
Опубликовано: 30.04.1932
Автор: Хренов
МПК: B23K 35/24, B23K 9/02
Метки: дуговой, электрической
...в котогой - металлический рой устойчиво горит также и дуга междуНа чертеже изображена электриче-металлическим электродом б и свариваеская схема для осуществления способамым материалом в. Для зажигания дуги сварки с двумя электродами.между последними не требуется приво.1 аким образом сварочное пламя обра-дить их в соприкосновение достаточно зуется взаимодействием двух вольтовыхдля этого ввести конец металлического дуг, вольтовой дуги между угольнымэлектрода в зону дуги между угольным электродом а и свариваемым материа-электродом и свариваемым предметом. лом в, и вольтовой дуги между металли-; Как известно угольный электрод при ческим электродом б и свариваемым ма-горении дает восстановительную атмотериалом в. Катериалом для...
Приспособление для восстановления путем заварки разрушенных головок анкерных связей паровых котлов

Номер патента: 26176
Опубликовано: 30.04.1932
Автор: Старостин
МПК: B23K 28/00, F16B 35/00
Метки: анкерных, восстановления, головок, заварки, котлов, паровых, путем, разрушенных, связей
...оправки, на фиг, 2 - для случая поломки оправки заподлицо с поверхностью головки и на фиг. 3 - в случае обгоревшей головки.При необходимости исправлятв связь, когда канал ее заглушен концом сломавшейся закаленой оправки, специальной фрезой с пустотелым каналом внутри, имеющим несколько ббльший диаметр, чем у застрявшей оправки, высверливается в головке полость (фиг, 1) и за освободившийсяконец вынимают сломавшуюся оправку. Затем в полость над каналом помещают трубку 7 и образо. вавшееся кольцевое пространство полости заваривают электросваркой илиавтогеном НА ИЗОБРЕТЕНИ гВ случае поломки оправки заподлицо с плоскостью головки связи головка сруба ется (фиг. 2) и после выемки оправки над каналом устанавливается трубка 7 и по окружности...
Механизм для автоматической подачи электродной проволоки при электрической дуговой сварке

Номер патента: 26389
Опубликовано: 31.05.1932
Автор: Гектор
МПК: B23K 9/12
Метки: автоматической, дуговой, механизм, подачи, проволоки, сварке, электрической, электродной
...схематическое устройство которого указано на чертеже, состоит из втулки 1, которой придается колебательное движение в осевом направлении. Колебания могут быть вызваны либо электро-. магнитными, либо механическими силами. В случае, изображенном на чертеже, применен электромагнит 2, питающийся от первичной сети, Целесообразна настройка колеблющейся системы ф резонанс. Внутри втулка снабжена шаровой или конической заточкой.Шарики 3 или конические губбодно схвачены легкой обоймойплени о ченнь.м на постоянное напряжение на дуге, Между шарикам проходит проволока электрода; при положении обоймы с шариками посреди втулки электрод свободно проходит между шариками; при крайних положениях электрод заклинивается,При зажигании дуги и...
Способ автогенной сварки трубчатых деталей металлических конструкций

Номер патента: 26893
Опубликовано: 30.06.1932
Автор: Зыбин
МПК: B21D 39/04, B23K 31/06, B23K 5/08 ...
Метки: автогенной, конструкций, металлических, сварки, трубчатых
...отверстий 1 и 2, делится на две части. Часть шва 1 - 3 - 2 заваривается нижним швом внутри трубопровода и через отверстия 1 и 2 этот шов выводится на наружную поверхность трубопровода, при чем отверстия 1 и 2 тщательно завариваются, После этой операции производится сварка второй части шва 1 - 4 - 2 также нижним швом, но уже по наружной поверхности трубопровода.В случаяхметра, в целяхподлежащих с зы 4 - 5 (фиг. 3 и 4), через которые нижняя часть шва 1 - 3 - 2 заваривается сварщиком, находящимся вне трубопровода, также нижним швом и по внутренней поверхности трубопровода. Затем сварочный,шов в бочках 1 и 2 выводится на наружную поверхность трубопровода, накладывается вставка б и сварка продолжается по линиям 1 - 5 - 2 и 1 - 4 - 2 также...
Устройство для изготовления проволоки с сердцевиной

Номер патента: 27027
Опубликовано: 31.07.1932
Авторы: Рчеулов, Сосновский
МПК: B21C 23/08, B21C 23/22, B23K 20/02 ...
Метки: проволоки, сердцевиной
...или кранами, управляемыми ог руки или ав" оматически, заложенный в сосуд 1 металл или сплав выжимается через воронки 14. Выжимание металла или сплава из сосуда 1 может быть произведено вместо сжатого воздуха другим способом, например, при помощи действия поршне- ного механизма. Внутри сосуда 1 - 14 укреплен воронкообразный госуд б, составляющий с ним одно целое. В это"- сосуд закладывается другое вещество, которым надо заполнить внутреннюю полость проволоки, изготовляемой предлагаемым аппаратом, будь это канифоль или другое вещество, применяемое для паяния или для других целей, требующих двуслойную проволоку из разных веществ. Вещество, заложенное в сосуд б, нагревается и доводится до тесто- образного состояния электрическим то ком,...
Способ электрической дуговой сварки металлическим электродом

Номер патента: 27749
Опубликовано: 30.09.1932
Автор: Гулякин
МПК: B23K 9/235
Метки: дуговой, металлическим, сварки, электрической, электродом
...на электрод в жидком виде, после чего электоод высушивается и затем уже употребляется в работу. При электросварке с применением существующих плавней всегда получается более или менее значительное количество твердого шлака, для удаления которого приходится пользоваться зубилом и молотком, а,кроме того, и в толще шва часто получаются раковины и скопления шлака.Предлагаемое изобретение касается способа электрической дуговой сварки металлическим электродом и имеет целью устранение вышеупомянутых недостатков путем нанесения на металлический элек.трод непосредственно перед сваркой 1 тонкого слоя мыла.Способ этот заключается в следующем,Металлический электрод, непосредственноперед сваркой, покрывается тонким слоем обыкновенного мьла и затем...
Способ резки хрупких сплавов

Номер патента: 27983
Опубликовано: 31.10.1932
МПК: B23K 11/22
Метки: резки, сплавов, хрупких
...хрудкидающих большим элективлением, отличаюшийсяраскалывания сплавамгновенному нагревтоком, помещая сплавными, образующими очлинии разреза, концамирасположенных по линимер, электросварочнойщей по методу сопроти скому свидетельству М.С. А 1931 годаПредлагаемое изобретение, касается способа резки хрупких сплавов, обладающих большим сопротивлением, при каковом способе, с цель 1 о уменьшения потерь сплава при резке, последний помещают между заостренными концами электродов и подвергают мгновенному нагреванию электрическим током.На чертеже фиг. 1 и 2 изображают в двух проекциях схему устройства для применения предлагаемого способа.Способ резки хрупких металлов, обладающих большим сопротивлением (напр Победит), заключается в том, что...